JP2010076065A - 切削装置及び切削ブレードの回転バランス調整方法 - Google Patents
切削装置及び切削ブレードの回転バランス調整方法 Download PDFInfo
- Publication number
- JP2010076065A JP2010076065A JP2008248618A JP2008248618A JP2010076065A JP 2010076065 A JP2010076065 A JP 2010076065A JP 2008248618 A JP2008248618 A JP 2008248618A JP 2008248618 A JP2008248618 A JP 2008248618A JP 2010076065 A JP2010076065 A JP 2010076065A
- Authority
- JP
- Japan
- Prior art keywords
- amplitude
- cutting blade
- cutting
- detection mechanism
- rotation period
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Abstract
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を切削する環状の切削ブレードがマウントフランジと固定ナットで挟持されてスピンドルに装着された切削手段とを備えた切削装置であって、回転する前記切削ブレードの径方向の振幅を検出する振幅検出機構と、前記切削ブレードの回転周期を検出する回転周期検出機構と、該振幅検出機構で検出された振幅と該回転周期検出機構で検出された回転周期とに基づいて、振幅データを作成する振幅データ作成手段と、該振幅データに基づいて前記切削手段の回転バランスを調整するための調整用物体の質量を演算する質量演算手段と、該質量演算手段で演算された質量の調整用物体が装着される回転バランス調整機構と、を具備したことを特徴とする。
【選択図】図9
Description
F3=1.73F1 F2=20mgであるから
F3=F1cosθ5+F2cosθ4
・ 73F1=F1cos30°+20・cos30°
1.73F1−F1cos30°=20・cos30°
F1=(20・cos30°)/(1.73―cos30°)
≒20
よって、挿入すべき調整ねじの重さF1はF1≒20mgと算出される。
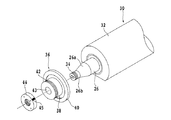
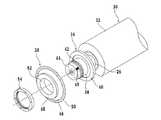
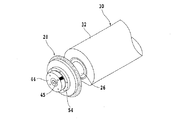
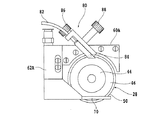
26 スピンドル
28 切削ブレード
36 マウントフランジ
44 ナット
45 遮光テープ
54 固定ナット
77 回転周期検出機構
78 光センサ
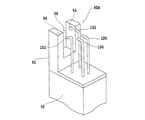
80,80A 振幅検出機構
82 光ファイバ
84 発光部
94 発光素子
96 受光素子
98 ブレード進入部
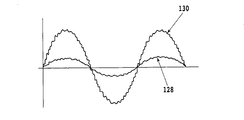
114 振幅データ作成手段
116 質量演算手段
Claims (5)
- 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を切削する環状の切削ブレードがマウントフランジと固定ナットで挟持されてスピンドルに装着された切削手段とを備えた切削装置であって、
回転する前記切削ブレードの径方向の振幅を検出する振幅検出機構と、
前記切削ブレードの回転周期を検出する回転周期検出機構と、
該振幅検出機構で検出された振幅と該回転周期検出機構で検出された回転周期とに基づいて、振幅データを作成する振幅データ作成手段と、
該振幅データに基づいて前記切削手段の回転バランスを調整するための調整用物体の質量を演算する質量演算手段と、
該質量演算手段で演算された質量の調整用物体が装着される回転バランス調整機構と、
を具備したことを特徴とする切削装置。 - 前記振幅検出機構は、
前記切削ブレードの外周縁を照射するように該切削ブレードの一方の側に配設された発光手段と、
該発光手段に対向して前記切削ブレードの他方の側に配設された受光手段と、
該受光手段が受光した光量を電圧信号に変換する光電変換手段とを含み、
前記振幅データ作成手段は、該光電変換手段が出力する電圧値の最大値と最小値と、該回転周期検出機構で検出された回転周期に基づいて、前記切削ブレードの径方向の振幅データを作成する請求項1記載の切削装置。 - 前記回転バランス調整機構は、前記固定ナットの周方向に等間隔で形成された複数のねじ穴と、該ねじ穴に挿入可能な調整用ねじとを含み、前記調整用物体は該調整用ねじから構成される請求項1又は2記載の切削装置。
- 前記回転周期検出機構は、光センサ又は磁気センサから構成される請求項1〜3の何れかに記載の切削装置。
- 請求項3記載の切削装置において、前記切削ブレードの回転バランスを調整する回転バランス調整方法であって、
前記振幅検出機構で検出した前記切削ブレード回転時の径方向の第1の振幅と、前記回転周期検出機構で検出した回転周期とに基づいて、第1振幅データを形成する第1振幅検出ステップと、
該第1振幅検出ステップを実施した後、前記複数のねじ穴のうち所定位置のねじ穴に既知の質量の第1調整用ねじを挿入する第1調整用ねじ挿入ステップと、
該第1調整用ねじ挿入ステップを実施した後、前記振幅検出機構で検出した前記切削ブレード回転時の径方向の第2の振幅と、前記回転周期検出機構で検出した回転周期とに基づいて、第2振幅データを形成する第2振幅検出ステップと、
前記第1の振幅と前記第2の振幅の差及び前記第1調整用ねじの質量とに基づいて、該第1の振幅を打ち消すために挿入すべき調整用ねじの質量を算出する必要質量算出ステップと、
前記第1調整用ねじを取り外した後、前記第1振幅検出ステップで検出した第1の振幅位置と周方向180度反対側のねじ穴位置に、前記必要質量算出ステップで算出した質量の第2調整用ねじを挿入する第2調整用ねじ挿入ステップと、
を具備したことを特徴とする回転バランス調整方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008248618A JP5248250B2 (ja) | 2008-09-26 | 2008-09-26 | 切削装置及び切削ブレードの回転バランス調整方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008248618A JP5248250B2 (ja) | 2008-09-26 | 2008-09-26 | 切削装置及び切削ブレードの回転バランス調整方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010076065A true JP2010076065A (ja) | 2010-04-08 |
| JP5248250B2 JP5248250B2 (ja) | 2013-07-31 |
Family
ID=42207098
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008248618A Active JP5248250B2 (ja) | 2008-09-26 | 2008-09-26 | 切削装置及び切削ブレードの回転バランス調整方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5248250B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016112635A (ja) * | 2014-12-12 | 2016-06-23 | Towa株式会社 | 切断装置及び切断方法 |
| JP2016122673A (ja) * | 2014-12-24 | 2016-07-07 | Towa株式会社 | 切断装置及び切断方法 |
| CN106442535A (zh) * | 2015-08-13 | 2017-02-22 | 维嘉数控科技(苏州)有限公司 | 刀体破损检测装置 |
| JP2017536251A (ja) * | 2014-12-01 | 2017-12-07 | ラテュンデ アンド コーポレイテッド ゲーエムベーハー | 長尺形材を鋸引きするための方法及び長尺形材をクロスカットするための機械 |
| WO2020203844A1 (ja) * | 2019-03-29 | 2020-10-08 | 株式会社小松製作所 | 産業機械、偏心特定装置、偏心特定方法、およびプログラム |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61132813A (ja) * | 1984-11-30 | 1986-06-20 | Nagase Tekkosho:Kk | 回転体のバランス検出表示装置 |
| JPH0328733A (ja) * | 1989-06-26 | 1991-02-06 | Nagase Iron Works Co Ltd | 砥石のバランス状態及び摩耗状態検出装置 |
| JPH04203544A (ja) * | 1990-11-29 | 1992-07-24 | Nagase Iron Works Co Ltd | 回転体のバランス修正装置 |
| JP2001170863A (ja) * | 1999-12-20 | 2001-06-26 | Okamoto Machine Tool Works Ltd | 研削装置 |
| JP2004338034A (ja) * | 2003-05-15 | 2004-12-02 | Toshiba Mach Co Ltd | 工作機械の主軸冷却方法および装置並びに主軸バランス取り方法 |
| JP2005199410A (ja) * | 2004-01-19 | 2005-07-28 | Japan Science & Technology Agency | 砥石車を備えた研削機および回転刃を備えた工作機械における制振方法、並びに同制振装置 |
| JP2006272541A (ja) * | 2005-03-28 | 2006-10-12 | Takashima Sangyo Kk | 回転バランサ装置 |
-
2008
- 2008-09-26 JP JP2008248618A patent/JP5248250B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61132813A (ja) * | 1984-11-30 | 1986-06-20 | Nagase Tekkosho:Kk | 回転体のバランス検出表示装置 |
| JPH0328733A (ja) * | 1989-06-26 | 1991-02-06 | Nagase Iron Works Co Ltd | 砥石のバランス状態及び摩耗状態検出装置 |
| JPH04203544A (ja) * | 1990-11-29 | 1992-07-24 | Nagase Iron Works Co Ltd | 回転体のバランス修正装置 |
| JP2001170863A (ja) * | 1999-12-20 | 2001-06-26 | Okamoto Machine Tool Works Ltd | 研削装置 |
| JP2004338034A (ja) * | 2003-05-15 | 2004-12-02 | Toshiba Mach Co Ltd | 工作機械の主軸冷却方法および装置並びに主軸バランス取り方法 |
| JP2005199410A (ja) * | 2004-01-19 | 2005-07-28 | Japan Science & Technology Agency | 砥石車を備えた研削機および回転刃を備えた工作機械における制振方法、並びに同制振装置 |
| JP2006272541A (ja) * | 2005-03-28 | 2006-10-12 | Takashima Sangyo Kk | 回転バランサ装置 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017536251A (ja) * | 2014-12-01 | 2017-12-07 | ラテュンデ アンド コーポレイテッド ゲーエムベーハー | 長尺形材を鋸引きするための方法及び長尺形材をクロスカットするための機械 |
| JP2016112635A (ja) * | 2014-12-12 | 2016-06-23 | Towa株式会社 | 切断装置及び切断方法 |
| JP2016122673A (ja) * | 2014-12-24 | 2016-07-07 | Towa株式会社 | 切断装置及び切断方法 |
| CN106442535A (zh) * | 2015-08-13 | 2017-02-22 | 维嘉数控科技(苏州)有限公司 | 刀体破损检测装置 |
| WO2020203844A1 (ja) * | 2019-03-29 | 2020-10-08 | 株式会社小松製作所 | 産業機械、偏心特定装置、偏心特定方法、およびプログラム |
| JP2020163546A (ja) * | 2019-03-29 | 2020-10-08 | 株式会社小松製作所 | 産業機械、偏心特定装置、偏心特定方法、およびプログラム |
| CN113543931A (zh) * | 2019-03-29 | 2021-10-22 | 株式会社小松制作所 | 工业机械、偏心特定装置、偏心特定方法以及程序 |
| JP7241587B2 (ja) | 2019-03-29 | 2023-03-17 | 株式会社小松製作所 | 産業機械、偏心特定装置、偏心特定方法、およびプログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5248250B2 (ja) | 2013-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20070284764A1 (en) | Sensing mechanism for crystal orientation indication mark of semiconductor wafer | |
| JP5717571B2 (ja) | 切削装置 | |
| JP5184250B2 (ja) | 切削装置 | |
| JP5220513B2 (ja) | ノズル調整治具 | |
| JP5248250B2 (ja) | 切削装置及び切削ブレードの回転バランス調整方法 | |
| JP6984969B2 (ja) | 高さ測定用冶具 | |
| JP5340832B2 (ja) | マウントフランジの端面修正方法 | |
| JP2013202740A (ja) | 切削装置 | |
| JP2009107040A (ja) | 加工装置 | |
| JP5465064B2 (ja) | ノズル調整治具 | |
| JP2009130315A (ja) | ウエーハの切削方法 | |
| JP2009206363A (ja) | 切削ブレードばたつき検出方法 | |
| JP2009269158A (ja) | 切削ブレード | |
| JP5081600B2 (ja) | 修正器具 | |
| JP5220439B2 (ja) | 板状物の切削方法 | |
| JP2009206362A (ja) | 板状物の切削方法 | |
| JP2010228048A (ja) | 切削装置 | |
| JP2018094682A (ja) | 切削方法及び切削装置 | |
| JP5122232B2 (ja) | 切削ブレード | |
| JP5473374B2 (ja) | 切削装置 | |
| KR102832303B1 (ko) | 수정 방법 | |
| JP2013091120A (ja) | ブレードカバー装置 | |
| JP2009160671A (ja) | スピンドルアセンブリ | |
| JP2010221335A (ja) | 研削装置 | |
| JP6063656B2 (ja) | 切削装置のチャックテーブル機構 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130315 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130409 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130410 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5248250 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160419 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |