上記目的を達成するために、この発明の一の局面による表面実装機は、部品供給装置から送り出される部品供給テープに所定の間隔で収納された複数の部品を撮像する撮像部と、撮像部により撮像された部品の画像に基づいて所定の間隔を取得する制御部とを備え、制御部は、撮像部により撮像される部品の大きさに応じて部品の撮像条件を変更するように構成されている。
この一の局面による表面実装機では、上記のように、制御部を、撮像部により撮像される部品の大きさに応じて部品の撮像条件を変更するように構成することにより、部品が大きい場合にも、大きい部品に適した撮像条件で部品を撮像して部品の間隔を取得することができるので、大きさの異なる部品が用いられる場合にも部品供給テープに収納された部品の所定の間隔を精度よく取得することができる。
上記一の局面による表面実装機において、好ましくは、部品が搭載される基板の位置を検出するための基板撮像部をさらに備え、基板撮像部は、部品供給テープに収納された部品を撮像する撮像部としても機能するように構成されている。このように構成すれば、基板の位置を検出するための基板撮像部を用いて部品供給テープに収納された部品を撮像することができるので、部品間隔を取得するために別途専用の撮像部を設ける場合と異なり、部品点数が増加するのを抑制することができる。
上記一の局面による表面実装機において、好ましくは、制御部は、部品の大きさと、撮像部の視野の大きさとを比較して、部品の大きさに応じて撮像部による部品の撮像位置および撮像回数の少なくとも一方を変更するように構成されている。このように構成すれば、部品が小さい場合には一度に複数の部品を撮像するとともに、部品が大きい場合には一つの部品を複数回に分けて撮像することにより、部品の大きさに応じた撮像を行うことができる。これにより、部品の大きさに応じて効率よく部品の撮像を行うことができる。
上記一の局面による表面実装機において、好ましくは、制御部は、部品の大きさと、撮像部の視野の大きさとを比較して、撮像部の視野内に複数の部品が収まる場合には、複数の部品が撮像部の視野内に収まる撮像位置で撮像部により一度に複数の部品を撮像するとともに、撮像した複数の部品の画像に基づいて所定の間隔を取得するように構成されている。このように構成すれば、部品が小さく、撮像部の視野内に複数の部品が収まる場合には、撮像された複数の部品の画像に基づいて部品の間隔を一度の撮像により取得することができる。これにより、部品の撮像に要する時間を短縮することができるので、効率よく部品の間隔を取得することができる。
上記一の局面による表面実装機において、好ましくは、制御部は、部品の大きさと、撮像部の視野の大きさとを比較して、撮像部の視野内に1つの部品が収まる場合には、1つの部品の全体が撮像部の視野内に収まる撮像位置で撮像部により複数の部品をそれぞれ撮像するとともに、撮像したそれぞれの部品の画像に基づいて所定の間隔を取得するように構成されている。このように構成すれば、各々の部品に対して部品の全体を撮像することができるので、撮像の失敗を抑制することができる。これにより、より確実に部品の撮像を行うことができるので、部品間隔を精度よく取得することができる。
上記一の局面による表面実装機において、好ましくは、制御部は、部品の大きさと、撮像部の視野の大きさとを比較して、撮像部の視野内に部品が収まらない場合には、撮像部により複数の部品の各々に対して複数回に分けて撮像するとともに、複数回に分けて撮像した各々の部品の画像に基づいて所定の間隔を取得するように構成されている。このように構成すれば、部品が大きく撮像部の視野内に収まらない場合にも、部品を複数回に分けて撮像することにより、大型の部品をより確実に認識することができるので、部品間隔をより精度よく取得することができる。
上記一の局面による表面実装機において、好ましくは、制御部は、部品供給テープに収納される部品の所定の間隔が指定されていない場合に、所定の間隔を取得するとともに部品供給装置により送り出される部品供給テープの送りピッチを所定の間隔に一致させるように構成されている。このように構成すれば、実装時に部品供給装置の送りピッチが未設定の場合にも、部品供給テープに収納される部品の所定の間隔を取得して部品供給装置の送りピッチを設定することができるので、オペレータが部品供給装置の送りピッチを設定することなく実装を開始することができる。これにより、オペレータの作業負担を低減させるとともに、生産性を向上させることができる。
上記一の局面による表面実装機において、好ましくは、制御部は、部品供給テープが継ぎ足された場合に、継ぎ足された部品供給テープに収納される部品の所定の間隔を取得するとともに、継ぎ足された部品供給テープが送り出される送りピッチを所定の間隔に一致させるように構成されている。このように構成すれば、現在装着されている部品供給テープと同一の部品が収納されているにもかかわらず、現在装着されている部品供給テープとは収納されている部品の間隔が異なる部品供給テープが継ぎ足された場合にも、部品の間隔を取得して部品供給テープの送りピッチを部品の間隔に一致させることができる。これにより、部品の間隔を改めて設定し直す必要がなくなるとともに、誤設定を防止することもできるので、作業効率を向上させることができる。
上記一の局面による表面実装機において、好ましくは、撮像部が設けられるとともに、部品供給テープから部品を取り出して基板に部品を搭載するための移動可能なヘッドユニットをさらに備え、撮像部は、所定の撮像位置において、部品供給テープの幅に応じた部品供給装置の最小のピッチと等しいピッチで移動しながら部品の撮像を行うように構成されている。このように構成すれば、部品供給テープの所定の間隔は、部品供給装置の最小ピッチの整数倍になるため、部品供給装置の最小のピッチで移動しながら部品の撮像を行うことにより、所定の間隔で収納される部品を確実に撮像することができる。
以下、本発明の実施形態を図面に基づいて説明する。
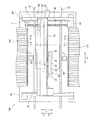
図1は、本発明の一実施形態による表面実装機の全体構成を示す平面図である。図2〜図9は、図1に示した表面実装機の構造を説明するための図である。以下、図1〜図9を参照して、本発明の一実施形態による表面実装機100の構造について説明する。
図1に示すように、本実施形態による表面実装機100は、テープフィーダ110から供給される部品120(図3参照)をプリント基板130に実装する装置である。なお、テープフィーダ110は、本発明の「部品供給装置」の一例である。また、プリント基板130は、本発明の「基板」の一例である。図1に示すように、表面実装機100は、X方向に延びる一対の基板搬送コンベア10と、一対の基板搬送コンベア10の上方をXY方向に移動可能なヘッドユニット20とを備えている。一対の基板搬送コンベア10の両側には、部品120を供給するための複数のテープフィーダ110が配置されている。ヘッドユニット20は、テープフィーダ110から部品120を取得するとともに、基板搬送コンベア10上のプリント基板130に部品120を実装する機能を有する。基板搬送コンベア10およびヘッドユニット20は、基台1上に設置されている。以下、表面実装機100の具体的な構造を説明する。
一対の基板搬送コンベア10は、プリント基板130をX方向に搬送するとともに、所定の実装作業位置でプリント基板130を停止させ、保持させることが可能なように構成されている。
また、テープフィーダ110は図1に示すように、基台1のY1方向側およびY2方向側に互いに向かい合うようにして、X方向に並べて配置されている。これらのテープフィーダ110は、基台1に取り付けられたフィーダプレート(図示せず)に、それぞれ取り付けられている。このテープフィーダ110は、複数の部品120(図3参照)を所定の部品間隔Lpを隔てて保持したテープ121が巻き回されたリール(図示せず)を保持している。このテープフィーダ110は、図2に示すように、テープ121をリールから巻き取るようにして所定のピッチで間欠的に送り出すとともに、テープ121に保持された部品120をテープフィーダ110の先端に設けられた部品取出部111まで搬送することにより、部品120を供給するように構成されている。なお、テープ121は、本発明の「部品供給テープ」の一例である。また、部品120は、IC、トランジスタ、コンデンサや抵抗などの電子部品である。
また、図3に示すように、テープ121は、部品120を収納する部品収納部122aを有するキャリアテープ122と、キャリアテープ122を被覆することにより部品120をキャリアテープ122の部品収納部122a内に保持するカバーテープ123とから構成される。このキャリアテープ122の部品収納部122aは、部品120の形状に応じた凹形状に形成され、キャリアテープ122の延びる方向に沿って所定の部品間隔Lpで設けられている。また、このキャリアテープ122には、テープフィーダ110の後述するスプロケット51と係合するための係合孔122bがキャリアテープ122の延びる方向に沿って設けられている。また、図2に示すように、部品収納部122aを被覆するカバーテープ123は、部品取出部111の後方(図2ではY2方向)端部でキャリアテープ122から剥離されることにより、部品120が外部に露出するように構成されている。
また、図3および図4に示すように、テープ121(121aおよび121b)は、キャリアテープ122に収納される部品120の大きさによって異なる幅W(W1およびW2)および部品間隔Lp(Lp1およびLp2)を有する。図3に示すように、幅W1を有するテープ121aには、小型の部品120aが部品間隔Lp1で収納されている。また、図4に示すように、幅W2を有するテープ121bには、大型の部品120bが部品間隔Lp2で収納されている。このように、部品120の大きさによってテープ121(121a、121b)の部品間隔Lp(Lp1、Lp2)が異なるため、所定のピッチでピッチ送りを行う毎に部品120の吸着が行われる場合に、部品120の吸着に失敗することなく部品120が取り出されるためには、それぞれのテープフィーダ110は、テープ121に収納される部品120の部品間隔Lpと一致したピッチでテープ121を送る必要がある。また、同じ部品120を収納するテープ121であっても、製造元の違いにより異なる部品間隔Lpを有する場合がある。したがって、部品補充のためにテープ121を交換したり、継ぎ足す場合には、テープフィーダ110は、テープ121の部品間隔Lpに一致するように送りピッチの大きさを変更した上で、実装を行う必要がある。なお、テープ121aおよび121bは、それぞれ本発明の「部品供給テープ」の一例である。
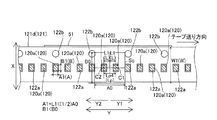
また、図6から図9に示すように、テープフィーダ110は、所定の最小ピッチL(L1、L2、L3)の整数倍のピッチでテープ121(121a、121b、121c、121d)を送るように構成されている。このテープフィーダ110の最小ピッチLは、装填されるテープ121の幅W(W1、W2、W3)によって規定されている。このため、図6に示すように、幅W1を有するテープ121aの場合、最小ピッチはL1の大きさとなる。図7に示すように、幅W2を有するテープ121bの場合には、最小ピッチの大きさはL2となる。そして、図8に示すように、幅W3を有するテープ121cの場合には、最小ピッチの大きさはL3である。一方、テープ121aと同一の幅W1を有するテープ121dの場合、最小ピッチもL1でテープ121aと等しくなる。このため、実装時に部品120がずれることなく取り出されるために、それぞれのテープ121の部品間隔Lp(Lp1、Lp2、Lp3、Lp4)は、テープフィーダ110の最小ピッチLの整数倍の間隔を有するように定められている。なお、121cおよび121dは、それぞれ本発明の「部品供給テープ」の一例である。
また、図1に示すように、一対の基板搬送コンベア10と、基台1のY1方向側およびY2方向側に互いに向かい合うようにして配列されたテープフィーダ110との間に、部品撮像装置11がそれぞれ配置されている。この部品撮像装置11は、ヘッドユニット20と対向するように基台1上に撮像方向を上方に向けて固定的に設置されている。そして、ヘッドユニット20が後述する吸着ノズル22に部品120を吸着させた状態で部品撮像装置11の上方に移動することにより、部品撮像装置11は吸着ノズル22に吸着された部品120の下面を撮像することができるように構成されている。これにより、部品撮像装置11は、部品120の吸着ノズル22への吸着状態を撮像することが可能である。
また、図1に示すように、ヘッドユニット20は、X方向に延びるヘッドユニット支持部30に沿ってX方向に移動可能に構成されている。具体的には、ヘッドユニット支持部30は、ボールネジ軸31とボールネジ軸31を回転させるサーボモータ32とX方向のガイドレール(図示せず)とを有しているとともに、ヘッドユニット20は、ボールネジ軸31が螺合されるボールナット21を有している。ヘッドユニット20は、サーボモータ32によりボールネジ軸31が回転されることにより、ヘッドユニット支持部30に対してX方向に移動するように構成されている。また、ヘッドユニット支持部30は、基台1上に設けられたY方向に延びる一対の固定レール部40に沿ってY方向に移動可能に構成されている。具体的には、固定レール部40は、ヘッドユニット支持部30の両端部をY方向に移動可能に支持するガイドレール41と、Y方向に延びるボールネジ軸42と、ボールネジ軸42を回転させるサーボモータ43とを有しているとともに、ヘッドユニット支持部30には、ボールネジ軸42が螺号されるボールナット33が設けられている。ヘッドユニット支持部30は、サーボモータ43によりボールネジ軸42が回転されることによって、ガイドレール41に沿ってY方向に移動するように構成されている。このような構成により、ヘッドユニット20は、基台1上をXY方向に移動することが可能なように構成されている。
また、ヘッドユニット20には、X方向に列状に配置された6本の吸着ノズル22が下方に突出するように設けられている。また、各々の吸着ノズル22は、負圧発生機(図示せず)によってその先端に負圧状態を発生させることが可能に構成されている。吸着ノズル22は、この負圧によって、テープフィーダ110から供給される部品120を先端に吸着および保持することが可能である。
また、各々の吸着ノズル22は、図示しない機構(サーボモータなど)によって、ヘッドユニット20に対して上下方向(図2のZ方向)に移動可能に構成されている。表面実装機100は、吸着ノズル22が上昇位置に位置した状態で部品120の搬送や部品撮像装置11による撮像などを行うとともに、吸着ノズル22が下降位置に位置した状態で部品120のテープフィーダ110からの吸着およびプリント基板130への実装を行うように構成されている。このテープフィーダ110からの部品120の吸着は、図1に示すように、ヘッドユニット20が移動することにより吸着ノズル22をテープフィーダ110の部品取出部111の上方に配置させた状態で、吸着ノズル22を下降位置に下降させるとともにノズル先端に負圧を発生させることにより行われる。また、吸着ノズル22は、吸着ノズル22自体がその軸を中心として回転可能に構成されている。これにより、表面実装機100では、部品120を搬送する途中に吸着ノズル22を回転させることにより、ノズルの先端に保持された部品120の姿勢(水平面内の向き)を調整することが可能である。
また、本実施形態では、ヘッドユニット20には、X方向の両端に基板撮像装置23がそれぞれ取り付けられている。基板撮像装置23は、CCDエリアカメラで構成されており、図5に示すように、撮像方向をヘッドユニット20から下方(Z2方向)に向けて取り付けられている。なお、基板撮像装置23は、本発明の「撮像部」および「基板撮像部」の一例である。また、この基板撮像装置23の下端部には複数のLEDからなる照明装置(図示せず)が設けられている。撮像時には、照明装置から発光されてプリント基板130により反射された撮像光が基板撮像装置23に取り込まれることにより、撮像が行われるように構成されている。この基板撮像装置23は、部品120の実装時には、プリント基板130の表面に設けられた基板マーク(図示せず)を撮像することにより部品120の装着位置の基準点を取得する。そして、この基板マークの撮像画像に基づいて、部品120の装着位置が認識されるように構成されている。また、基板撮像装置23は、部品間隔Lpを取得するために、テープフィーダ110の部品取出部111の上方に移動されることによって、テープ121に収納された部品120を撮像する撮像部としても機能するように構成されている。この基板撮像装置23の部品取出部111への移動は、ヘッドユニット20がテープフィーダ110の上方まで移動することにより行われる。
また、表面実装機100の動作は、図5に示す本体制御部2によって制御されている。本体制御部2は、主制御部3と、画像処理部4と、記憶部5およびモータ制御部6とを含んでいる。また、本体制御部2は、表面実装機100の図示しないコネクタに接続されたそれぞれのテープフィーダ110のコネクタ118を介してフィーダ制御部117と電気的に接続されている。そして、本体制御部2は、主制御部3からフィーダ制御部117に制御信号を送ることによりテープフィーダ110の駆動制御を行うように構成されている。なお、主制御部3は、本発明の「制御部」の一例である。
主制御部3は、論理演算を実行するCPUなどから構成されている。主制御部3は、記憶部5に記憶されている実装プログラムに従って、部品撮像装置11および基板撮像装置23による撮像の制御や、モータ制御部6を介した各サーボモータの駆動制御を行うように構成されている。
また、本実施形態では、主制御部3は、図5に示すように、表面実装機100にセットされた複数のテープフィーダ110の各々に装填されたテープ121の部品間隔Lpを記憶部5から読み込むとともに、部品間隔Lpに一致した送りピッチを指定して各々のテープフィーダ110のフィーダ制御部117に制御信号を送るように構成されている。ここで、主制御部3は、記憶部5に記憶された実装プログラムに部品間隔Lp(送りピッチ)の指定がない場合には、テープ121の部品間隔Lpを取得するとともに、テープフィーダ110により送り出されるテープ121の送りピッチを取得した部品間隔Lpに一致させるように構成されている。なお、この部品間隔Lpの取得は、表面実装機100によるプリント基板130への実装開始時に実行される。
また、本実施形態では、主制御部3は、基板撮像装置23により部品120を撮像するとともに、撮像された部品120の画像に基づいてテープ121の部品間隔Lpを取得するように構成されている。この際、主制御部3は、基板撮像装置23により撮像される部品120の大きさに応じて、部品120の撮像条件(撮像位置および撮像回数)を変更するように構成されている。
本実施形態では、テープ121の部品間隔Lpの取得の際には、主制御部3は、テープ121に収納される部品120の大きさと基板撮像装置23の視野の大きさとを比較して、この部品120の大きさに応じて基板撮像装置23による部品120の撮像位置および撮像回数を変更するように構成されている。具体的には、図6に示すように、基板撮像装置23の視野Sc内に複数の部品120a(120)が収まる場合には、この複数の部品120a(120)が基板撮像装置23の視野Sc内に収まる撮像位置で一度に複数(本実施形態では2つ)の部品120a(120)を撮像するように構成されている。そして、主制御部3は、撮像された複数の部品120a(120)の画像に基づいて部品間隔Lp1(Lp)を取得するように構成されている。
また、本実施形態では、図7に示すように、主制御部3は、基板撮像装置23の視野Sc内に1つの部品120b(120)が収まる場合には、この部品120b(120)の全体が基板撮像装置23の視野Sc内に収まる撮像位置で、複数の部品120b(120)をそれぞれ撮像するように構成されている。そして、主制御部3は、撮像したそれぞれの部品120b(120)の画像に基づいて、部品間隔Lp2(Lp)を取得するように構成されている。
また、本実施形態では、図8に示すように、基板撮像装置23の視野Sc内に部品120c(120)が収まらない場合には、主制御部3は、基板撮像装置23により隣り合う部品120c(120)の各々に対して複数回(本実施形態では4回)に分けて撮像するように構成されている。そして、主制御部3は、複数回に分けて撮像した各々の部品120c(120)の画像に基づいて、部品間隔Lp3(Lp)を取得するように構成されている。
また、図6〜図9に示すように、部品間隔Lp(Lp1、Lp2、Lp3、Lp4)の取得の際には、基板撮像装置23は、上述の通り、部品120(120a、120b、120c)の大きさに応じた撮像位置において、テープ121の幅W(W1、W2、W3)に応じたテープフィーダ110の最小ピッチL(L1、L2、L3)と等しいピッチで移動しながら部品120の撮像を行うように構成されている。
なお、実装時には、部品120の補充のためにテープ121の継ぎ足し(スプライシング)が行われる。このとき、同じ部品120を保持するテープ121でも、製造元が異なる場合には、元のテープ121と異なる部品間隔Lpを有する場合がある。すなわち、図6に示すテープ121a(121)に、同一の部品120a(120)を有するテープ121d(121)(図9参照)がスプライシングされた場合には、実装中に部品120a(120)の部品間隔がLp1(最小ピッチL1の3ピッチ分)からLp4(最小ピッチL1の2ピッチ分)に変わることになる。このため、部品120aの補充のためにテープ121aにテープ121dがスプライシングされた場合に、主制御部3は、継ぎ足されたテープ121dに収納される部品120aの部品間隔Lp4を取得するとともに、テープ121dの送りピッチを取得した部品間隔Lp4に一致させるように構成されている。
また、図5に示すように、画像処理部4は、主制御部3から出力される撮像信号に所定の画像処理を行うことにより、部品120の画像認識を行うのに適した画像データを生成するように構成されている。また、画像処理部4は、生成した画像データを主制御部3に出力するように構成されている。
記憶部5は、CPUを制御するプログラムを記憶するROM(Read Only Memory)および撮像された画像や、テープ121に収納された部品120の部品間隔Lpなどを書き換え可能に記憶するRAM(Random Access Memory)から構成されている。なお、この記憶部5には、所定のプリント基板130を製造するための実装プログラムが記憶されている。実装時には、主制御部3から実装プログラムが読み出されるとともに、この実装プログラムに従って表面実装機100が制御されることにより、部品120の実装が行われるように構成されている。この実装プログラムには、プリント基板130に搭載される部品120の種類、形状、搭載位置および角度、部品120が収納されているテープ121の幅W、部品間隔Lp、収納される部品120の個数、テープ121が装填されているテープフィーダ110の位置、送りピッチ、その他プリント基板130を製造するのに必要な全ての情報が規定されている。ただし、この実装プログラム作成の時点では、テープ121の部品間隔Lpが不明な場合がある。この場合には、部品間隔Lp(=テープフィーダ110の送りピッチ)が未指定となる。
モータ制御部6は、主制御部3から出力される制御信号に基づいて、表面実装機100の各サーボモータ(ヘッドユニット支持部30をY方向に移動するためのサーボモータ43(図1参照)、ヘッドユニット20をX方向に移動するためのサーボモータ32(図1参照)、吸着ノズル22を上下方向に移動させるためのサーボモータ(図示せず)などの駆動を制御するように構成されている。モータ制御部6は、実装時には、主制御部3からの制御信号により、予め設定された部品120の搭載位置にヘッドユニット20を移動させる。また、部品間隔Lpの取得時には、吸着ノズル22による部品120の吸着を実行する位置と同じ位置に基板撮像装置23が配置されるようにヘッドユニット20を移動させるように構成されている。
次に、テープフィーダ110の構造について説明する。なお、ここでは、基台1のY2方向側に配列された複数のテープフィーダ110(図1参照)の1つを例にとって説明する。
図2に示すように、テープフィーダ110には、前方(Y1方向)の先端に部品取出部111が設けられている。また、テープフィーダ110の内部には、部品取出部111まで連続してテープ通路112が設けられている。また、テープフィーダ110の後部には、テープ収納部113が配置されている。このテープ収納部113の上面部には、テープフィーダ110を持ち運ぶためのハンドル114が取り付けられている。また、テープフィーダ110の下部には、テープ121の送りを制御するフィーダ制御部117が設けられている。このフィーダ制御部117の前方には、テープフィーダ110を取り付けるための係合部材115が設けられている。また、係合部材115の下方には、表面実装機100の本体制御部2とフィーダ制御部117とを電気的に接続するためのコネクタ118がフィーダ制御部117の前側(Y1方向側)から突出するように設けられている。
部品取出部111には、図1および図2に示すように、テープフィーダ110の上面に開口部111aが設けられている。この開口部111aを介して、部品取出部111ではテープ通路112がテープフィーダ110の外部に露出している。テープ通路112を通って送り出されたテープ121に保持された部品120が、この部品取出部111の開口部111aを介してヘッドユニット20の吸着ノズル22によって取り出されるとともに、基板撮像装置23による部品120の撮像が行われる。
図2に示すように、テープフィーダ110の内部には、後方(Y2方向)側の下端部から前方(Y1方向)側の上面に位置する部品取出部111まで、テープ通路112が貫通するように設けられている。また、このテープ通路112の中間には、テープ通路112内を通過するテープ121を上下(Z方向)から挟み込むように、一対のセンサ116が設けられている。この一対のセンサ116は、発光部と受光部とからなる光学式のセンサである。部品120の補充のためにテープ121がスプライシングされた場合には、このセンサ116によってテープ121の継ぎ目が検出されるように構成されている。また、部品取出部111の下方(Z2方向)には、部品120が収納されたテープ121を送り出すためのテープ搬送部50が配置されている。テープ通路112の上方に設けられたテープ収納部113は、部品取出部111で剥離されたカバーテープ123を収納するように箱状に形成されている。また、このテープ収納部113の上部には、Y1方向側にテープ導入口113aが設けられている。このテープ導入口113aには、テープ送出部60が配置されている。
また、テープ収納部113の上面には、ハンドル114が所定の角度で回動可能に取り付けられている。このハンドル114は、テープフィーダ110の下側に取り付けられた係合部材115と図示しないリンク部材によって連結されている。係合部材115は、基台1に取り付けられた図示しないフィーダプレートと係合することにより、テープフィーダ110を表面実装機100に固定するように構成されている。テープフィーダ110が係合部材115によって表面実装機100に固定されると、係合部材115の下方にフィーダ制御部117の前側から突出するように設けられたコネクタ118が、表面実装機100側の図示しないコネクタと接続されるように構成されている。このコネクタ118は、信号線および電力線などからなり、表面実装機100側のコネクタと接続することにより表面実装機100の本体制御部2とテープフィーダ110のフィーダ制御部117とを電気的に接続させるように構成されている。これにより、図5に示すように、表面実装機100の部品吸着動作とテープフィーダ110のテープ送り動作とを連携させることが可能である。
テープフィーダ110のテープ搬送部50は、テープ121をリールから引き出すとともにキャリアテープ122を送り出すためのスプロケット51と、スプロケット51を回転させるための駆動モータ52およびスプロケット51に駆動モータ52の駆動力を伝達するための中間ギア部53とから構成されている。このスプロケット51には、外周部に所定の間隔で複数の送り歯51aが設けられていて、この送り歯51aが、テープ通路112の底面から突出してキャリアテープ122の係合孔122b(図3参照)と係合するように構成されている。そして、駆動モータ52の駆動力が中間ギア部53を介して伝達されることにより、スプロケット51が回転してリールからテープ121を部品取出部111まで引き出すとともに、カバーテープ123が剥離された後のキャリアテープ122を送り出すように構成されている。
部品120の実装時において、スプロケット51は、ヘッドユニット20の吸着ノズル22による部品120の吸着動作に連携して、キャリアテープ122に収納される部品120の部品間隔Lpに一致させた所定のピッチでテープ121を送り出す間欠駆動を行う。これにより、部品取出部111の開口部111aに部品120が搬送され、ヘッドユニット20の吸着ノズル22によって順次部品120が取り出されるように構成されている。
また、図2に示すように、スプロケット51により部品取出部111まで搬送されたテープ121は、部品取出部111のY2方向端部でテープ送出部60によってカバーテープ123が剥離されるように構成されている。
また、図2に示すように、テープ送出部60は、カバーテープ123をテープ収納部113に送るために回転可能に設けられた送りローラ61と、送りローラ61を回転させるための駆動モータ62と、駆動モータ62の駆動力を送りローラ61に伝達するための中間ギア部63と、送りローラ61とともにカバーテープ123を挟み込む押圧ローラ64aを有する巻き取りレバー64とから構成されている。送りローラ61は、押圧ローラ64aと対向するように配置され、駆動モータ62の駆動力が中間ギア部63を介して伝達されることにより、回転するように構成されている。この送りローラ61が、巻き取りレバー64に取り付けられた押圧ローラ64aとともにカバーテープ123を挟み込みながら回転することによって、カバーテープ123をキャリアテープ122から剥離しながらテープ収納部113に送り出すように構成されている。
また、テープフィーダ110は、フィーダ制御部117(図5参照)によって制御されるように構成されている。フィーダ制御部117は、図5に示すように、主制御部117aと、モータ制御部117bおよび記憶部117cとから構成されている。
主制御部117aは、論理演算を実行するCPUなどから構成されている。主制御部117aは、表面実装機100の主制御部3からの制御信号に基づいて表面実装機100の部品吸着動作とテープフィーダ110のテープ送り動作とを連携させるように構成されている。主制御部117aは、表面実装機100の主制御部3からの制御信号により送りピッチが指定されると、その送りピッチを記憶部117cに記憶するとともに、モータ制御部117bに制御信号を出力することにより、指定された送りピッチでテープ121を送るように構成されている。
また、主制御部117aは、テープ121のスプライシングがされた場合には、センサ116によって検出されたテープ121の継ぎ目の位置を、コネクタ118を介して表面実装機100の本体制御部2に出力するように構成されている。なお、本体制御部2の主制御部3は、このセンサ116によってテープ121の継ぎ目が検出されると、本体制御部2の記憶部5から新たに継ぎ足されたテープ121の情報を読み込むとともに、フィーダ制御部117に制御信号を出力して、新たなテープ121の部品120の部品間隔Lpに一致した送りピッチを設定する。
モータ制御部117bは、主制御部117aから出力される制御信号に基づいてテープ搬送部50の駆動モータ52とテープ送出部60の駆動モータ62との回転を制御し、テープ搬送部50によるキャリアテープ122の送り量とテープ送出部60によるカバーテープ123の送り量とが略同じとなるように調節している。このとき、スプロケット51は、指定された送りピッチにより間欠駆動される。
記憶部117cは、CPUを制御するプログラムを記憶するROMおよび表面実装機100の主制御部3から出力された送りピッチなどを記憶するRAMから構成されている。
図10は、テープの部品間隔の取得動作を説明するためのフローチャートである。次に、図5〜図8および図10を参照して、本実施形態の表面実装機100によるテープ121の部品間隔Lpの取得動作について説明する。
上述のように、テープ121の部品間隔Lpの取得は、記憶部5に記憶された実装プログラムにテープ121の部品間隔Lp(=テープフィーダ110の送りピッチ)が指定されていない場合に行われる必要がある。このため、ステップS1において、主制御部3は、実装開始時に記憶部5から実装プログラムを読み込み、表面実装機100にセットされたそれぞれのテープフィーダ110について送りピッチが指定されているか否かを判断する。送りピッチが指定されているテープフィーダ110については、ステップS17において、フィーダ制御部117に主制御部3から制御信号が出力されることにより、指定された送りピッチがテープフィーダ110に設定されるとともに、ステップS18で指定された送りピッチで部品120の吸着および搭載が行われる。一方、送りピッチの指定がない場合には、ステップS2に移行する。
ステップS2において、ヘッドユニット20が移動することにより、基板撮像装置23が部品取出部111の上方(Z1方向)へ配置される。具体的には、図5に示すように、基板撮像装置23は、吸着ノズル22により部品120を吸着する位置と同じ位置に配置される。この実装開始時には、テープフィーダ110に装填されたテープ121は、部品120が部品取出部111の吸着ノズル22による吸着が行われる位置まで引き出された状態(頭出しがされた状態)で表面実装機100にセットされるので、基板撮像装置23の直下には部品120が配置されている。
次に、ステップS3において、主制御部3は、記憶部5から部品120の形状データを読み込み、部品120の大きさと基板撮像装置23の視野Scの大きさとを比較する。そして、主制御部3により、部品120の大きさに応じて以下の(1)〜(3)の条件の下で撮像条件を変更して部品間隔Lpの取得が行われる。
(1)の条件として、部品120の大きさと最小ピッチLとの和が、基板撮像装置23の視野Scの1/2よりも小さい場合(図6の部品120aの場合)には、複数の部品120aの一括認識が可能と判断されてステップS4へ移行する。また、(2)の条件として、部品120の大きさと最小ピッチLとの和が基板撮像装置23の撮像視野Scの1/2以上であって、かつ、基板撮像装置23の視野Scの大きさよりも部品120の大きさが小さい場合(部品120b)には、1つの部品120bを個別認識することが可能と判断されて、ステップS9へ移行する。また、(3)の条件として、部品120の大きさが基板撮像装置23の視野Scの大きさ以上の場合(部品120c)には、ステップS19へ移行して、部品120cの分割認識を行う。
ここで、部品120の大きさと最小ピッチLとの和が基板撮像装置23の視野Scの大きさの1/2よりも小さいとは、図6〜図8に示すように、テープ121の送り方向(Y方向)に関して、部品120のY方向の長さA(A1、A2、A3)と最小ピッチL(L1、L2、L3)との和が基板撮像装置23の視野ScのY方向の幅A0の1/2よりも小さく、かつ、テープ121の幅方向(X方向)に関して、部品120のX方向の長さB(B1、B2、B3)が基板撮像装置23の視野ScのX方向の幅B0よりも小さいことをいう。なお、本実施形態では、基板撮像装置23の視野ScのY方向の幅A0とX方向の幅B0とは等しく、視野Scは正方形状を有する。
以下、ステップS3における(1)〜(3)のそれぞれの条件を満たす場合の動作の詳細を説明する。
まず、(1)の条件を満たす場合について説明する。図6に示すように、テープ121aに収納された部品120aは、Y方向に関して部品120aの長さA1+最小ピッチL1<(1/2)A0の関係を有するとともに、X方向に関して、部品120aの長さB1<B0の関係を有する。このため、視野Sc内に2つの部品120aが収まる。したがって、ステップS3において(1)の条件を満たすと判断され、ステップS4へ移行する。
ステップS4において、主制御部3は基板撮像装置23により複数の部品120aの撮像を行うとともに、記憶部5から部品120aの形状データを読み込み、複数の部品120aの一括認識を行う。そして、ステップS6で複数(2つ)の部品120aの認識が成功したか否かが判断される。ここで、基板撮像装置23の視野Sc内に2つの部品120aが収まっていない場合には、認識失敗と判断されてステップS6へ移行する。そして、ステップS6において、主制御部3がヘッドユニット20を駆動させることにより基板撮像装置23を最小ピッチL1分だけ移動させて、再度ステップS4の一括認識を試みる。このように、ステップS4〜S6において、複数の部品120aの一括認識が成功するまで一括認識と基板撮像装置23の最小ピッチ(L1)移動とを繰り返す。一方、図6に示すように、基板撮像装置23の視野Sc内に2つの部品120aが収まっている場合には、隣り合う2つの部品120aの一括認識に成功することによりステップS7へ移行する。
一括認識が成功すると、図6に示すように、ステップS7において、2つの部品120aの認識結果に基づいて、それぞれの部品120aの部品中心位置C1およびC2が算出される。そして、ステップS8において、主制御部3は、隣り合う部品120aのそれぞれの部品中心位置C1およびC2の間の距離を算出することにより、部品間隔Lp1を取得する。
その後、ステップS17において、主制御部3は、取得された部品間隔Lp1をテープフィーダ110のフィーダ制御部117に出力して、テープ121aの送りピッチを部品間隔Lp1と一致するように設定する。フィーダ制御部117の主制御部117aは、受信した送りピッチ(部品間隔Lp1)を記憶部117cに記憶する。
以上のようにして、部品120の大きさと最小ピッチLとの和が、基板撮像装置23の視野Scの1/2よりも小さい場合((1)の条件を満たす場合)には、複数(2つ)の部品120aの一括認識により、部品間隔Lp1が取得される。
次に、ステップS3の(2)の条件を満たす場合について説明する。
図7に示すように、テープ121bに収納された部品120bは、Y方向に関して部品120bの長さA2+最小ピッチL2>(1/2)A0であり、かつ、部品120bの長さA2<A0の関係を有する。また、X方向に関して、部品120bの長さB2<B0の関係を有する。したがって、視野Sc内に1つの部品120bの全体が収まる。この場合には、ステップS3において(2)の条件を満たすと判断され、ステップS9へ移行する。
ステップS9において、主制御部3は、部品120bを基板撮像装置23より撮像するとともに、記憶部5から部品120bの形状データを読み出して、撮像された画像データから部品120bの部品認識を行う。
そして、図7に示すように、ステップS10において、主制御部3は、認識された部品120bの部品中心位置C1を取得する。そして、ステップS11において、部品中心位置C1を第1部品中心位置C1として記憶部5に記憶する。
次に、主制御部3は、図7に示すように、隣り合う部品120bの画像認識を行うため、ステップS12において、最小ピッチL2の分だけ基板撮像装置23を移動させるとともに、ステップS13において、部品120bの部品認識を行う。部品認識の結果、次の部品120bの全体が基板撮像装置23の視野Scに収まらない場合には、ステップS14において部品認識失敗と判断され、ステップS12に移行して基板撮像装置23の最小ピッチ(L2)移動とステップS13の部品認識とを繰り返す。
一方、ステップS14で部品120bの認識が成功したと判断されると、図7に示すように、ステップS15において、主制御部3は、認識された次の部品120bの第2部品中心位置C2を取得する。そして、ステップS16において、主制御部3は、記憶部5に記憶された第1部品中心位置C1と、第2部品中心位置C2との間の距離を算出することにより、部品間隔Lp2を取得する。
その後、ステップS17において、主制御部3は、取得された部品間隔Lp2をテープフィーダ110のフィーダ制御部117に出力して、テープ121bの送りピッチを部品間隔Lp2と一致するように設定する。フィーダ制御部117の主制御部117aは、受信した送りピッチ(部品間隔Lp2)を記憶部117cに記憶する。
以上のようにして、部品120の大きさと最小ピッチLとの和が基板撮像装置23の撮像視野Scの1/2以上であって、かつ、基板撮像装置23の視野Scの大きさよりも部品120の大きさが小さい場合((2)の条件を満たす場合)には、部品120bを個別認識することにより、部品間隔Lp2が取得される。
次に、ステップS3の(3)の条件を満たす場合について説明する。
図8に示すように、テープ121cに収納された部品120cについては、Y方向に関して部品120cの長さA3>A0の関係を有するとともに、X方向に関して、部品120cの長さB3>B0の関係を有する。このため、視野Sc内に部品120cは収まらないことが分かる。この場合には、ステップS3において(3)の条件を満たすと判断され、ステップS19へ移行する。
ステップS19では、部品120cの分割認識を行うことにより、隣り合う部品120cの第1部品中心位置C1と第2部品中心位置C2とを取得する。なお、この部品120cの分割認識の内容については、後述する。
次に、ステップS20において、取得された第1部品中心位置C1と、第2部品中心位置C2との間の距離を算出することにより、部品間隔Lp3を取得する。
その後、ステップS17において、主制御部3は、取得された部品間隔Lp3をテープフィーダ110のフィーダ制御部117に出力して、テープ121cの送りピッチを部品間隔Lp3と一致するように設定する。フィーダ制御部117の主制御部117aは、受信した送りピッチ(部品間隔Lp3)を記憶部117cに記憶する。
このようにして、部品120の大きさが基板撮像装置23の視野Scの大きさ以上の場合((3)の条件を満たす場合)には、部品120cの分割認識を行うことにより、部品間隔Lp3が取得される。
以上により、部品間隔Lp(Lp1、Lp2、Lp3)を取得してテープフィーダ110に送りピッチが設定されると、ステップS18において、設定された送りピッチ(Lp)でテープ121が間欠的に送られるとともに、部品120の吸着および搭載が行われる。
以上のようにして、実装開始時に送りピッチが未設定の場合にも、テープフィーダ110に装填されたテープ121の部品間隔Lpが取得されるとともに、取得された部品間隔Lpをテープフィーダ110の送りピッチとして設定することにより、表面実装機100によるプリント基板130への部品120の実装が開始される。
図11は、図10のステップS19に示した部品の分割認識時の動作(サブルーチン)の流れを示すフローチャートである。次に、図8および図11を参照して、本発明の一実施形態によるテープ121cの部品間隔Lpを取得する際の部品120cの分割認識動作を説明する。
本実施形態において、分割認識は、図8に示すように、大型の部品120cの4つの角部P1〜P4をそれぞれ基板撮像装置23により撮像し、主制御部3が、各々の角部P1〜P4の画像と記憶部5に記憶された部品120cの形状データとに基づいて部品120cを分割して認識するものである。ここで、実装開始時にはテープフィーダ110に装填されたテープ121cの頭出しが行われた状態でセットされていることから、図5に示すように、部品取出部111において基板撮像装置23の直下に部品120cが配置されている。
まず、ステップS31において、主制御部3により記憶部5から部品120cの形状データが読み出されるとともに、この形状データに基づいて基板撮像装置23を部品120cの第1角部P1に移動させる。図8に示すように、このときの基板撮像装置23の視野はSc1となる。
次に、ステップS32において、基板撮像装置23により第1角部P1を撮像するとともに、部品120cの形状データに基づき部品120cの第1角部P1を画像認識することにより、第1角部P1の位置が取得される。
そして、ステップS33において、基板撮像装置23を部品120cの第2角部P2に移動させる。図8に示すように、このときの基板撮像装置23の視野はSc2に移動される。
次に、ステップS34において、基板撮像装置23により第2角部P2を撮像する。そして、主制御部3は、部品120cの形状データに基づき部品120cの第2角部P2を画像認識することにより、第2角部P2の位置が取得される。
そして、ステップS35において、基板撮像装置23を部品120cの第3角部P3に移動させる。図8に示すように、このときの基板撮像装置23の視野はSc3に移動される。
次に、ステップS36において、基板撮像装置23により第3角部P3を撮像する。そして、主制御部3は、読み出した部品120cの形状データに基づき部品120cの第3角部P3を画像認識することにより、第3角部P3の位置が取得される。
そして、ステップS37において、基板撮像装置23を部品120cの第4角部P4に移動させる。図8に示すように、このときの基板撮像装置23の視野は、Sc4に移動される。
次に、ステップS38において、基板撮像装置23により第4角部P4を撮像する。そして、主制御部3は、読み出した部品120cの形状データに基づき部品120cの第4角部P4を画像認識することにより、第4角部P4の位置が取得される。
以上により、図8に示すように、最初の部品120cの4つの角部P1〜P4の位置が取得される。これらの第1角部P1〜第4角部P4の位置に基づき主制御部3は、ステップS39において、第1部品中心位置C1を算出するとともに、ステップS40において、取得した第1部品中心位置C1を記憶部5に記憶する。
そして、ステップS41において、隣り合う部品120cを認識するため、基板撮像装置23をテープフィーダ110の最小ピッチL3分だけ移動させる。ここで、ステップS42において、基板撮像装置23により撮像を行うことによって、次の部品120cの検出を試みる。ステップS43において、視野Sc内の部品120cの有無が判断され、撮像された画像データから次の部品120cが視野Sc内に入るまで、ステップS41〜ステップS43までの最小ピッチ(L3)移動と基板撮像装置23による撮像とを繰り返す。
ステップS43において次の部品120cが視野Sc内で確認されると、ステップS44に移行する。すなわち、ステップS44において、部品120cの形状データに基づき、基板撮像装置23を第1角部P5に移動させる。この際の基板撮像装置23の視野はSc5になる。そして、ステップS45において、基板撮像装置23により部品120cの第1角部P5が撮像されるとともに、この第1角部P5の位置が取得される。なお、以降のステップS52までの処理は、部品120cの第1部品中心位置C1を取得するための処理(ステップS33〜ステップS40までの処理)と同様である。
したがって、このステップS46からステップS51までの処理により、部品120cの第2角部P6(視野Sc6)、第3角部P7(視野Sc7)および第4角部P8(視野Sc8)のそれぞれの位置が取得される。そして、ステップS52において、これらの第1角部P5〜第4角部P8の位置に基づき、第2部品中心位置C2が算出される。
以上により、基板撮像装置23の視野Sc内に収まらない部品120cの場合にも、第1部品中心位置C1および第2部品中心位置C2が算出される。そして、図10に示すように、ステップS20に移行して、主制御部3によって取得した第1部品中心位置C1および第2部品中心位置C2の間の距離が算出されることにより、テープ121cの部品間隔Lp3が取得される。
図12は、部品の補充のためにスプライシング(テープの継ぎ足し)が行われた場合の動作の流れを示すフローチャートである。次に、図2、図6、図9、図12を参照して、本発明の一実施形態による表面実装機100のスプライシング時のテープ121の部品間隔Lpの取得動作を説明する。
テープ121のスプライシングは、オペレータにより専用の冶具を用いて行われる。スプライシングにより継ぎ足された新たなテープ121は、部品120の供給が進むにつれ、テープフィーダ110のテープ通路112内に送られてゆく。
まず、図2に示すように、スプライシングにより継ぎ足されたテープ121がテープフィーダ110の内部のテープ通路112へ送られてセンサ116の間を通過すると、ステップS61において、このセンサ116により新たなテープ121の継ぎ目が検出される。この際、センサ116からフィーダ制御部117の主制御部117aを介して、表面実装機100の主制御部3まで検知信号が出力される。これにより、主制御部3がテープ121の継ぎ目位置を取得する。
そして、ステップS62において、主制御部3は、記憶部5に記憶された実装プログラムを読み出して新たに継ぎ足されたテープ121に収納された部品120の部品間隔Lp(送りピッチ)を取得する。そして、ステップS63において、実装プログラムにスプライシングされたテープ121の部品間隔Lpの指定がない場合には、ステップS64に移行して、テープ121の部品間隔Lpを取得するとともに、新たに取得した部品間隔Lpを送りピッチに設定して実装を行う。なお、ステップS64におけるテープ121の部品間隔Lpの取得は、図10に示したフローチャートと同様の処理(ステップS2〜ステップS17およびステップS19、S20までの処理)により行われるので、ここでは説明を省略する。これにより、図6に示すテープ121aに図9に示すテープ121dがスプライシングされた場合でも、新たなテープ121dの部品間隔Lp4を取得することにより、テープ121dの部品間隔Lp4に一致した送りピッチで実装が継続される。この際、主制御部3により、取得されたテープ121dの継ぎ目位置と既知のテープ通路112の距離に基づき、新たなテープ121dの継ぎ目部分が部品取出部111まで送られた時点で送りピッチがLp1からLp4に変更される。
また、記憶部5に記憶された実装プログラムにスプライシングされたテープ121の部品間隔Lp(送りピッチ)の指定がある場合には、ステップS65に移行して、テープフィーダ110の送りピッチの設定を変更する必要があるか否かを判断する。上述のように、図6のテープ121aに図9のテープ121dがスプライシングされた場合には、テープフィーダ110の送りピッチを変更する必要があるので、ステップS66に移行して、新たな送りピッチを記憶部5に設定するとともにステップS67で実装を継続する。
また、テープ121aに同じテープ121aがスプライシングされた場合には、テープフィーダ110の送りピッチの設定は変更の必要がない。この場合、ステップS65において送りピッチ設定を変更する必要なしと判断され、そのままステップS67で実装が継続される。
以上により、テープ121の部品間隔Lpの異なるテープ121がスプライシングされた場合にも、テープ121の部品間隔Lpが取得されるとともに、新たなテープ121の送りピッチを設定して実装が行われる。
本実施形態では、上記のように、主制御部3を、基板撮像装置23により撮像される部品120の大きさに応じて部品120の撮像条件を変更するように構成することにより、部品120が大きい場合(部品120cの場合)にも、大きい部品120cに適した撮像条件で部品120cを撮像して部品間隔Lpを取得することができるので、大きさの異なる部品120が用いられる場合にもテープ121に収納された部品120の部品間隔Lpを精度よく取得することができる。
また、本実施形態では、上記のように、基板撮像装置23を、テープ121に収納された部品120を撮像する撮像部としても機能するように構成することによって、プリント基板130の位置を検出するための基板撮像装置23を用いてテープ121に収納された部品120を撮像することができるので、部品間隔Lpを取得するために別途専用の撮像部を設ける場合と異なり、部品点数が増加するのを抑制することができる。
また、本実施形態では、上記のように、主制御部3は、部品120の大きさ(Y方向の長さAおよびX方向の長さB)と、基板撮像装置23の視野Scの大きさ(A0およびB0)とを比較して、部品120の大きさに応じて基板撮像装置23による部品120の撮像位置および撮像回数を変更するように構成することによって、部品120が小さい場合(部品120a)には一度に複数の部品120aを撮像するとともに、部品120が大きい場合(部品120c)には一つの部品120cを複数回(本実施形態では4回)に分けて撮像することにより、部品120cの大きさに応じた撮像を行うことができる。これにより、部品120の大きさに応じて効率よく部品120の撮像を行うことができる。
また、本実施形態では、上記のように、主制御部3は、部品120の大きさと、基板撮像装置23の視野Scの大きさとを比較して、基板撮像装置23の視野Sc内に複数の部品120が収まる場合(部品120aの場合)には、複数の部品120aが基板撮像装置23の視野Sc内に収まる撮像位置で基板撮像装置23により一度に複数の部品120aを撮像するとともに、撮像した複数の部品120aの画像に基づいて部品間隔Lpを取得するように構成することによって、部品120がa小さく、基板撮像装置23の視野Sc内に複数の部品120aが収まる場合には、撮像された複数の部品120aの画像に基づいて部品間隔Lpを一度の撮像により取得することができる。これにより、部品120の撮像に要する時間を短縮することができるので、効率よく部品間隔Lpを取得することができる。
また、本実施形態では、上記のように、主制御部3は、部品120の大きさと、基板撮像装置23の視野Scの大きさとを比較して、基板撮像装置23の視野Sc内に1つの部品120が収まる場合(部品120bの場合)には、1つの部品120bの全体が基板撮像装置23の視野Sc内に収まる撮像位置で基板撮像装置23により複数の部品120bをそれぞれ撮像するとともに、撮像したそれぞれの部品120bの画像に基づいて部品間隔Lpを取得するように構成することによって、各々の部品120bに対して部品120bの全体を撮像することができるので、撮像の失敗を抑制することができる。これにより、より確実に部品120の撮像を行うことができるので、部品間隔Lpを精度よく取得することができる。
また、本実施形態では、上記のように、主制御部3は、部品120の大きさと、基板撮像装置23の視野Scの大きさとを比較して、基板撮像装置23の視野Sc内に部品120が収まらない場合(部品120cの場合)には、基板撮像装置23により複数の部品120cの各々に対して4回に分けて撮像するとともに、4回に分けて撮像した各々の部品120cの画像に基づいて部品間隔Lpを取得するように構成することによって、部品120が大きく基板撮像装置23の視野Sc内に収まらない場合にも、部品120cを4回に分けて撮像することにより、大型の部品120cをより確実に認識することができるので、部品間隔Lpをより精度よく取得することができる。
また、本実施形態では、上記のように、主制御部3は、テープ121に収納される部品120の部品間隔Lpが指定されていない場合に、部品間隔Lpを取得するとともにテープフィーダ110により送り出されるテープ121の送りピッチを部品間隔Lpに一致させるように構成することによって、実装時にテープフィーダ110の送りピッチが未設定の場合にも、テープ121に収納される部品120の部品間隔Lpを取得してテープフィーダ110の送りピッチを設定することができるので、オペレータがテープフィーダ110の送りピッチを設定することなく実装を開始することができる。これにより、オペレータの作業負担を低減させるとともに、生産性を向上させることができる。
また、本実施形態では、上記のように、主制御部3は、テープ121が継ぎ足された(スプライシング)場合に、継ぎ足されたテープ121に収納される部品120の部品間隔Lpを取得するとともに、継ぎ足されたテープ121が送り出される送りピッチを部品間隔Lpに一致させるように構成することによって、現在装着されているテープ121aと同一の部品120aが収納されているにもかかわらず、現在装着されているテープ121aとは収納されている部品間隔Lpが異なるテープ121dが継ぎ足された場合にも、部品間隔Lp(Lp4)を取得してテープ121(121d)の送りピッチを部品間隔Lp(Lp4)に一致させることができる。これにより、部品間隔Lpを改めて設定し直す必要がなくなるとともに、誤設定を防止することもできるので、作業効率を向上させることができる。
また、本実施形態では、上記のように、基板撮像装置23は、部品取出部111の上方(Z1方向)において、テープ121の幅Wに応じたテープフィーダ110の最小ピッチLで移動しながら部品120の撮像を行うように構成することによって、テープ121の部品間隔Lpは、テープフィーダ110の最小ピッチLの整数倍になるため、テープフィーダ110の最小ピッチLで移動しながら部品120の撮像を行うことにより、部品間隔Lpで収納される部品120を確実に撮像することができる。
なお、今回開示された実施形態は、すべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記した実施形態の説明ではなく特許請求の範囲によって示され、さらに特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれる。
たとえば、上記実施形態では、基板撮像装置23は、部品間隔Lpを取得するために、テープ121に収納された部品120を撮像するように構成されている例を示したが、本発明はこれに限らず、基板撮像装置23が部品を撮像する必要はない。部品120を撮像するための専用の撮像部を別途設けてもよい。また、表面実装機100にテープ121に収納された部品120を撮像することが可能な他の撮像部が設けられている場合には、その撮像部を用いてもよい。この場合には、どの撮像部により撮像を行うかを、部品の大きさや部品を保持した部品供給装置の位置などに応じて変更するように構成してもよい。撮像部は、テープ121に収納された複数の部品120を撮像できればよい。
また、上記実施形態では、基板撮像装置23は、テープフィーダ110の最小ピッチLで移動しながら部品120の撮像を行うように構成した例を示したが、本発明はこれに限らず、基板撮像部23の撮像する視野Scの大きさに合わせて基板撮像装置23が移動しながら部品120の撮像を行うように構成してもよい。また、撮像部を移動させずに、テープフィーダ110がテープ121を最小ピッチLで送りながら撮像部により撮像するように構成してもよい。
また、上記実施形態では、基板撮像装置23は、ヘッドユニット20のX方向の両端にそれぞれ取り付けられている例を示したが、本発明はこれに限らず、撮像部は、ヘッドユニットに取り付けられている必要はない。撮像部は、別途、他の移動可能な機構に取り付けられていてもよい。また、撮像部は、ヘッドユニットの一方端のみに設けられていてもよい。
また、上記実施形態では、基板撮像装置23の視野Sc内に部品120cが収まらない場合には、主制御部3は、基板撮像装置23により隣り合う部品120cの各々に対して4回に分けて撮像するように構成されている例を示したが、本発明はこれに限らず、部品120cの撮像を4回に分けて行う必要はない。大型の部品120cの撮像は、2回または3回に分けて行ってもよいし、5回以上に分けて行ってもよい。部品120cの位置を取得できれば2回以上の何回でもよい。
また、上記実施形態では、部品120cの画像認識の際には、主制御部3は、基板撮像装置23により4つの角部P1〜P4を撮像するように構成した例を示したが、本発明はこれに限らず、部品の角部を撮像する必要はない。部品の撮像は、部品の位置が取得できるように行えばよい。したがって、部品の端子を撮像するように構成してもよい。たとえば部品がQFP(Quad Flat Package)である場合には、4辺から端子が突き出た形状を有するため、これらの4辺の中央近傍を撮像するように構成してもよい。このように、部品の形状に応じて部品の位置を特定しやすい部分を撮像すればよい。
また、上記実施形態では、主制御部3は、部品120の大きさに応じて基板撮像装置23の視野Sc内に複数の部品120が収まる場合、基板撮像装置23の視野Sc内に1つの部品120が収まる場合、基板撮像装置23の視野Sc内に部品120が収まらない場合の3通りに場合分けをして撮像条件を変更する例を示したが、本発明はこれに限らず、部品の大きさに応じて上記3通りの場合分けとは異なる場合分けをするように構成してもよい。制御部は、部品の大きさに応じて、4通り以上の場合分けを行って撮像条件を変更してもよい。また、撮像部の視野に収まるか否かの2通りの場合分けにより、撮像条件を変更するように構成してもよい。
また、上記実施形態では、主制御部3は、基板撮像装置23の視野Scの大きさと部品120の大きさとを比較して3通りに場合分けをすることにより撮像条件(撮像位置および撮像回数)を変更する例を示したが、本発明はこれに限らず、部品120の大きさに応じて基板撮像装置23の倍率を変更可能になるよう構成し、部品の大きさが大きい場合は低倍率(視野Scの大きさは大きくなる)に、部品のサイズが小さい場合は高倍率(視野Scの大きさは小さくなる)となるように、部品の大きさに合わせて撮像倍率を変更してもよい。
また、上記実施形態では、基板撮像装置23をCCDエリアカメラで構成した例を示したが、本発明の基板撮像装置23はこれに限らず、スキャンして撮像するラインカメラやTDI(Time Delay Integration)カメラで構成してもよい。このとき、ラインカメラやTDIカメラのスキャン方向が部品の送り出す方向(Y方向)に対して平行となる場合、部品120の大きさに応じて基板撮像装置23のスキャン距離を変更することにより、基板撮像装置23の視野ScのY方向の幅A0の長さを変更すればよい。また、ラインカメラやTDIカメラのスキャン方向が部品の送り出す方向(Y方向)に対して垂直となる場合、部品120の大きさに応じて基板撮像装置23のスキャン距離を変更することにより、視野ScのX方向の幅B0の長さを変更する。そして、基板撮像装置23の視野Sc内に複数の部品120が収まる場合には、複数の部品120a(120)が基板撮像装置23の視野ScのY方向の幅A0内に収まる撮像位置で基板撮像装置23により一度に複数の部品120a(120)を撮像するとともに、撮像した複数の部品120a(120)の画像に基づいて部品間隔Lpを取得する。一方、基板撮像装置23の視野ScのY方向の幅A0内に部品120が収まらない場合には、隣り合う部品120c(120)の各々に対して複数回に分けて撮像するようにすればよい。
このように、上記実施形態では、主制御部3は、部品120の大きさに応じて撮像条件(撮像位置および撮像回数)を変更する例を示したが、本発明はこれに限らず、制御部は、撮像位置および撮像回数以外にも、撮像倍率、スキャン距離(基板撮像部がラインカメラやTDIカメラの場合)および撮像を行う撮像部(撮像部が複数ある場合にどの撮像部により撮像を行うか)などの撮像条件を、部品の大きさに応じて変更するように構成してもよい。また、制御部が、これらの撮像条件を組み合わせるように構成してもよい。
また、上記実施形態では、部品120の補充のためにテープ121がスプライシングされた場合には、発光部と受光部とからなる光学式のセンサ116によってテープ121の継ぎ目が検出されるように構成した例を示したが、本発明はこれに限らず、テープ121の継ぎ目をセンサによる検知以外の方法で検知してもよい。たとえば、主制御部3が、実装プログラムのデータに基づきテープ121に収納された部品120の数を、部品120を搭載していく度に減算するように構成する。そして、スプライシングがされた場合には、テープ121に保持される部品120の数が「0」になる位置にテープ121の継ぎ目があると認識するように構成してもよい。また、テープ121の継ぎ目部分に部品120の収納されていない領域を所定のピッチ送り回数分設けておき、所定の回数分だけ吸着が失敗した場合に継ぎ目があると認識するように構成してもよい。
また、上記実施形態では、部品120の大きさと最小ピッチLとの和が基板撮像装置23の撮像視野Scの大きさの1/2よりも小さい場合(部品120a)には、複数の部品120を一括して撮像を行うように構成した例を示したが、本発明はこれに限らず、複数の部品を一括して撮像するための条件は、上記の条件とは異なる条件を用いてもよい。また、部品を一括して撮像可能か否かを予め記憶部に記憶しておくように構成してもよい。
また、上記実施形態では、表面実装機100の主制御部3が、テープ121に収納された部品120の間隔Lpを取得するように構成した例を示したが、本発明はこれに限らず、テープ121に収納された部品120の間隔Lpを取得するのは主制御部3でなくてもよく、表面実装機100にセットされた個々のテープフィーダ110のそれぞれのフィーダ制御部117(主制御部117a)が部品120の間隔Lpを取得するように構成してもよい。
また、上記実施形態では、主制御部3は、部品120の部品中心位置C1およびC2を取得して、隣り合う部品120の部品中心位置C1およびC2の間の距離を算出することにより部品間隔Lpを取得するように構成した例を示したが、本発明はこれに限らず、部品間隔は、部品中心位置の間の距離から求める必要はない。隣り合う部品の各々の端部や角部の間の距離から部品間隔を求めるように構成してもよい。また、部品の形状に応じて、隣り合う部品の所定の位置に形成された各々の端子間の距離から部品間隔を求めるように構成してもよい。