JP2010023221A - 砥石のツルーイング方法およびツルーイング装置 - Google Patents
砥石のツルーイング方法およびツルーイング装置 Download PDFInfo
- Publication number
- JP2010023221A JP2010023221A JP2008191221A JP2008191221A JP2010023221A JP 2010023221 A JP2010023221 A JP 2010023221A JP 2008191221 A JP2008191221 A JP 2008191221A JP 2008191221 A JP2008191221 A JP 2008191221A JP 2010023221 A JP2010023221 A JP 2010023221A
- Authority
- JP
- Japan
- Prior art keywords
- truer
- truing
- grindstone
- total
- grinding wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Abstract
【解決手段】砥石43のツルーイング方法は、砥石43に対して単石、多石または薄刃状の非総形ツルア57、58により粗ツルーイングを行う粗ステップと、粗ツルーイング後の砥石43に対して総形ツルア56aにより仕上げツルーイングを行う仕上げステップとを含む。
【選択図】図3
Description
砥石に対して、単石ツルア、多石ツルアおよび薄刃状ツルアの少なくとも何れかを含む非総形ツルアにより粗ツルーイングを行う粗ステップと、
前記粗ツルーイング後の前記砥石に対して総形ツルアにより仕上げツルーイングを行う仕上げステップと、
を含むことを特徴とする。
従来、NCツルーイングを行わない非総形ツルアと、総形ツルアとが、一つの研削盤に適用されることはなかった。本発明において、非総形ツルアを粗ツルーイングという今まで適用していない用途に適用することで、非総形ツルアと総形ツルアとを一つの研削盤に適用することになった。そして、本発明では、複雑な構成からなるNCツルーイングを行わないため、総形ツルアと非総形ツルアを一体化することができたものである。このように、手段3によれば、総形ツルアと非総形ツルアとが一体ツルアを構成することで、小型化、且つ、省スペース化を図ることができる。さらに、部品点数の削減にも寄与する。
手段4によれば、非総形ツルアを一体ツルアの肩部に設けることで、容易に砥石の粗ツルーイングを行うことができる。
前記砥石は、円盤状からなり、
前記粗ステップは、前記砥石のツルーイング部位のうち一方の端面側に対して前記第一の非総形ツルアにより前記粗ツルーイングを行う第一の粗ステップと、前記砥石のツルーイング部位のうち他方の端面側に対して前記第二の非総形ツルアにより前記粗ツルーイングを行う第二の粗ステップとを含む。
手段6によれば、確実に円盤状の砥石の粗ツルーイングが可能となる。
手段7によれば、砥石と一体ツルアとの干渉を回避できる。従って、対象となる砥石の形状に自由度が高くなる。
手段8によれば、一体ツルアのうち総形ツルアをロータリーツルアとして適用することができ、且つ、一体ツルアのうち非総形ツルアについても、ロータリーツルアとして適用することができる。
手段9によれば、総形ツルアをロータリーツルアとして適用することで、高精度に仕上げツルーイングが可能となる。
手段10によれば、非総形ツルアをロータリーツルアとして適用することで、容易に粗ツルーイングが可能となる。
単石、多石または薄刃状からなり、砥石の粗ツルーイングを行う非総形ツルアと、
総形からなり、前記粗ツルーイング後の前記砥石の仕上げツルーイングを行う総形ツルアと、
を備えることを特徴とする。
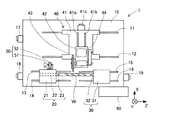
第一実施形態の研削盤1について、図1を参照して説明する。図1は、研削盤1の平面図である。研削盤1は、ベッド10と、主軸台20と、心押台30と、砥石支持装置40と、ツルーイング装置50と、制御装置60から構成される。なお、本実施形態においては、例えば、ワークWであるボールねじのねじ溝を研削加工する研削盤を例に挙げて説明する。
第一実施形態においては、多石ツルア57、58の尖り部が、ツルア本体部56の径方向外側を向くように、多石ツルア57、58はツルア本体部56に一体的に取り付けられていた。この他に、図4に示すように、多石ツルア157、158を構成する単石ダイヤの尖り部が、ツルア本体部56の径方向外側且つ軸方向両外側を向くように、多石ツルア157、158はツルア本体部56に一体的に取り付けられている。これにより、第一実施形態に比べて、砥石車43をツルーイングする際に、砥石車43と一体ツルア152との干渉をより確実に回避することができる。
第二実施形態の一体ツルア252について、図5を参照して説明する。図5は、一体ツルア252の拡大側面図である。一体ツルア252は、ツルア本体部56と、薄刃状のロータリーツルア(非総形ツルア)257とから構成されており、ツルア本体部56と薄刃状のロータリーツルア257とが一体的に形成されてなる。薄刃状のロータリーツルア257は、ツルア本体部56の軸方向幅に比べると非常に薄肉の円盤状からなる。この薄刃状のロータリーツルア257の外周面は、尖り部を有する。そして、薄刃状のロータリーツルア257は、ツルア本体部56の一方の肩部56bに設けられ、当該肩部56bよりも十分に径方向外側に突出している。
50:ツルーイング装置、 51:支持部材、 52、152、252:一体ツルア
56:ツルア本体部、 56a:凹溝(総形ツルア)、
57、58、157、158:多石ツルア(非総形ツルア)
257:薄刃状のロータリーツルア
60:制御装置
Claims (11)
- 砥石に対して、単石ツルア、多石ツルアおよび薄刃状ツルアの少なくとも何れかを含む非総形ツルアにより粗ツルーイングを行う粗ステップと、
前記粗ツルーイング後の前記砥石に対して総形ツルアにより仕上げツルーイングを行う仕上げステップと、
を含むことを特徴とする砥石のツルーイング方法。 - 前記非総形ツルアは、前記砥石に対する相対位置を変化させるような揺動を不能に設けられている請求項1に記載の砥石のツルーイング方法。
- 前記非総形ツルアと前記総形ツルアは、一体的に形成されている一体ツルアを構成する請求項1または2に記載の砥石のツルーイング方法。
- 前記一体ツルアは、凹溝と、前記凹溝の両側に肩部とを有し、
前記総形ツルアは、前記凹溝であり、
前記非総形ツルアは、前記肩部に設けられる請求項3に記載の砥石のツルーイング方法。 - 前記非総形ツルアは、前記肩部の両側それぞれに設けられる第一の非総形ツルアおよび第二の非総形ツルアを有する請求項4に記載の砥石のツルーイング方法。
- 前記砥石は、円盤状からなり、
前記粗ステップは、前記砥石のツルーイング部位のうち一方の端面側に対して前記第一の非総形ツルアにより前記粗ツルーイングを行う第一の粗ステップと、前記砥石のツルーイング部位のうち他方の端面側に対して前記第二の非総形ツルアにより前記粗ツルーイングを行う第二の粗ステップとを含む請求項5に記載の砥石のツルーイング方法。 - 前記非総形ツルアは、前記肩部のうち端面側角部に設けられる請求項4〜6の何れか一項に記載の砥石のツルーイング方法。
- 前記一体ツルアは、回転可能なロータリーツルアである請求項3〜7の何れか一項に記載の砥石のツルーイング方法。
- 前記総形ツルアは、それ自身を回転させながら前記仕上げツルーイングを行うロータリーツルアである請求項1に記載の砥石のツルーイング方法。
- 前記非総形ツルアは、それ自身を回転させながら前記粗ツルーイングを行うロータリーツルアである請求項1に記載の砥石のツルーイング方法。
- 単石、多石または薄刃状からなり、砥石の粗ツルーイングを行う非総形ツルアと、
総形からなり、前記粗ツルーイング後の前記砥石の仕上げツルーイングを行う総形ツルアと、
を備えることを特徴とするツルーイング装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008191221A JP5206194B2 (ja) | 2008-07-24 | 2008-07-24 | 砥石のツルーイング方法およびツルーイング装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008191221A JP5206194B2 (ja) | 2008-07-24 | 2008-07-24 | 砥石のツルーイング方法およびツルーイング装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010023221A true JP2010023221A (ja) | 2010-02-04 |
| JP5206194B2 JP5206194B2 (ja) | 2013-06-12 |
Family
ID=41729534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008191221A Expired - Fee Related JP5206194B2 (ja) | 2008-07-24 | 2008-07-24 | 砥石のツルーイング方法およびツルーイング装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5206194B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170129825A (ko) * | 2015-03-18 | 2017-11-27 | 에르빈 융커 마쉬넨파브리크 게엠베하 | 그루브가 있는 워크피스를 연삭하기 위한 방법 및 연삭 머신 |
| CN115464521A (zh) * | 2022-08-15 | 2022-12-13 | 广州市敏嘉制造技术有限公司 | 用于电子刹车系统丝杠轴加工的机床和复合加工工艺 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61144956A (ja) * | 1984-12-19 | 1986-07-02 | Fujitsu Denso Ltd | 応答検出回路 |
| JPH05208367A (ja) * | 1992-01-29 | 1993-08-20 | Nippon Seiko Kk | 研削用砥石の目立て装置 |
| JPH0929632A (ja) * | 1995-07-17 | 1997-02-04 | Topcon Corp | レンズ研削砥石ドレッシング方法及びこれに用いるドレッシング装置 |
| JP2001293646A (ja) * | 2000-04-18 | 2001-10-23 | Canon Inc | 光学素子の研削加工方法およびツルーイング装置を備えた粗研削加工機 |
| JP2004098200A (ja) * | 2002-09-06 | 2004-04-02 | Meiji Univ | 円筒研削盤用ロータリードレッサ |
| JP2006334748A (ja) * | 2005-06-06 | 2006-12-14 | Seiko Instruments Inc | 内面研削砥石、研削装置、及び成形装置 |
-
2008
- 2008-07-24 JP JP2008191221A patent/JP5206194B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61144956A (ja) * | 1984-12-19 | 1986-07-02 | Fujitsu Denso Ltd | 応答検出回路 |
| JPH05208367A (ja) * | 1992-01-29 | 1993-08-20 | Nippon Seiko Kk | 研削用砥石の目立て装置 |
| JPH0929632A (ja) * | 1995-07-17 | 1997-02-04 | Topcon Corp | レンズ研削砥石ドレッシング方法及びこれに用いるドレッシング装置 |
| JP2001293646A (ja) * | 2000-04-18 | 2001-10-23 | Canon Inc | 光学素子の研削加工方法およびツルーイング装置を備えた粗研削加工機 |
| JP2004098200A (ja) * | 2002-09-06 | 2004-04-02 | Meiji Univ | 円筒研削盤用ロータリードレッサ |
| JP2006334748A (ja) * | 2005-06-06 | 2006-12-14 | Seiko Instruments Inc | 内面研削砥石、研削装置、及び成形装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170129825A (ko) * | 2015-03-18 | 2017-11-27 | 에르빈 융커 마쉬넨파브리크 게엠베하 | 그루브가 있는 워크피스를 연삭하기 위한 방법 및 연삭 머신 |
| JP2018511488A (ja) * | 2015-03-18 | 2018-04-26 | エルヴィン ユンカー マシーネンファブリーク ゲゼルシャフト ミット ベシュレンクテル ハフツングErwin Junker Maschinenfabrik GmbH | 溝を有する工作物を研削する方法および研削機 |
| KR102542334B1 (ko) | 2015-03-18 | 2023-06-14 | 에르빈 융커 마쉬넨파브리크 게엠베하 | 그루브가 있는 워크피스를 연삭하기 위한 방법 및 연삭 머신 |
| CN115464521A (zh) * | 2022-08-15 | 2022-12-13 | 广州市敏嘉制造技术有限公司 | 用于电子刹车系统丝杠轴加工的机床和复合加工工艺 |
| CN115464521B (zh) * | 2022-08-15 | 2023-12-12 | 广州市敏嘉制造技术有限公司 | 用于电子刹车系统丝杠轴加工的机床和复合加工工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5206194B2 (ja) | 2013-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5416956B2 (ja) | 研削ホイールのツルーイング工具及びその製作方法、これを用いたツルーイング装置、研削ホイールの製作方法、並びにウェハーエッジ研削装置 | |
| JP5010389B2 (ja) | 樽形ウォーム状工具のドレッシング方法及びドレッシング装置及び内歯車研削盤 | |
| JP5285416B2 (ja) | 内歯車研削盤及び樽形ねじ状工具のドレッシング方法 | |
| CN101224552B (zh) | 圆盘状基板的磨削方法、磨削装置 | |
| JP2009214291A (ja) | 歯車研削機の操作方法 | |
| JPWO2006054674A1 (ja) | 砥石車 | |
| US20090280726A1 (en) | Truing device and truing method for grinding wheel | |
| EP0626235A2 (en) | Centerless grinder and wheel truing device therefor | |
| JP2016510265A (ja) | 高度な表面品質を備えたシャフト部品の高精度センターレス研削のための方法及び研削工具 | |
| JP5206194B2 (ja) | 砥石のツルーイング方法およびツルーイング装置 | |
| JP5703761B2 (ja) | 研削盤および砥石車のツルーイング方法 | |
| JP5383556B2 (ja) | 歯車研削用砥石のツルーイング方法及び歯車研削盤 | |
| JP6127657B2 (ja) | 回転砥石のツルーイング方法及びそのツルーイング方法を実施するための研削盤 | |
| JP4929790B2 (ja) | 砥石車のツルーイング方法 | |
| JP5085941B2 (ja) | 円筒研削盤および円筒研削盤による外面研削方法 | |
| JP5668486B2 (ja) | ツルーイング方法および研削盤 | |
| JP5699537B2 (ja) | 研削方法および複合研削盤 | |
| JP2003291069A (ja) | 研削盤用の砥石及びこの砥石を使用する研削方法 | |
| JP2007260880A (ja) | 砥石車のツルーイング方法及び研削盤 | |
| JP7398096B2 (ja) | 回転砥石の研削面修正方法 | |
| JP5445081B2 (ja) | ツルーイング方法 | |
| JP2001252870A (ja) | 研削砥石の研削及び目立て方法 | |
| JP4788132B2 (ja) | 砥石車装置及びこれを備えた研削盤 | |
| JPH08323618A (ja) | 複合研削砥石によるダイヤモンド砥石の高精度・高能率ツルーイング及びドレッシング法 | |
| JP2006035399A (ja) | 研削加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110624 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120423 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130122 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130204 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160301 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5206194 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |