JP2010022402A - 表皮一体発泡成形用表皮材の縫製構造 - Google Patents
表皮一体発泡成形用表皮材の縫製構造 Download PDFInfo
- Publication number
- JP2010022402A JP2010022402A JP2008183639A JP2008183639A JP2010022402A JP 2010022402 A JP2010022402 A JP 2010022402A JP 2008183639 A JP2008183639 A JP 2008183639A JP 2008183639 A JP2008183639 A JP 2008183639A JP 2010022402 A JP2010022402 A JP 2010022402A
- Authority
- JP
- Japan
- Prior art keywords
- sewing
- skin
- nonwoven fabric
- skin material
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009958 sewing Methods 0.000 title claims abstract description 233
- 239000000463 material Substances 0.000 title claims abstract description 172
- 239000006260 foam Substances 0.000 title claims abstract description 21
- 239000004745 nonwoven fabric Substances 0.000 claims abstract description 138
- 229920005989 resin Polymers 0.000 claims abstract description 132
- 239000011347 resin Substances 0.000 claims abstract description 132
- 229920005830 Polyurethane Foam Polymers 0.000 claims abstract description 29
- 239000007788 liquid Substances 0.000 claims abstract description 29
- 239000011496 polyurethane foam Substances 0.000 claims abstract description 29
- 239000004744 fabric Substances 0.000 claims description 56
- 238000010097 foam moulding Methods 0.000 claims description 47
- 239000011148 porous material Substances 0.000 claims description 25
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 19
- -1 polybutylene terephthalate Polymers 0.000 claims description 16
- 239000010410 layer Substances 0.000 claims description 14
- 229920001707 polybutylene terephthalate Polymers 0.000 claims description 12
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 12
- 239000012778 molding material Substances 0.000 claims description 7
- 239000002356 single layer Substances 0.000 claims description 4
- 239000006261 foam material Substances 0.000 claims 1
- 238000005187 foaming Methods 0.000 abstract description 24
- 230000003405 preventing effect Effects 0.000 abstract description 8
- 238000000034 method Methods 0.000 description 20
- 238000000465 moulding Methods 0.000 description 15
- 238000011156 evaluation Methods 0.000 description 14
- 239000000835 fiber Substances 0.000 description 13
- 230000035699 permeability Effects 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 9
- 238000010030 laminating Methods 0.000 description 7
- 239000002649 leather substitute Substances 0.000 description 7
- 230000035515 penetration Effects 0.000 description 7
- 230000000704 physical effect Effects 0.000 description 7
- 238000003475 lamination Methods 0.000 description 5
- 229920002635 polyurethane Polymers 0.000 description 5
- 239000004814 polyurethane Substances 0.000 description 5
- 229920003002 synthetic resin Polymers 0.000 description 5
- 239000000057 synthetic resin Substances 0.000 description 5
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- IMNIMPAHZVJRPE-UHFFFAOYSA-N triethylenediamine Chemical compound C1CN2CCN1CC2 IMNIMPAHZVJRPE-UHFFFAOYSA-N 0.000 description 4
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 3
- UEEJHVSXFDXPFK-UHFFFAOYSA-N N-dimethylaminoethanol Chemical compound CN(C)CCO UEEJHVSXFDXPFK-UHFFFAOYSA-N 0.000 description 3
- 238000004049 embossing Methods 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 238000012805 post-processing Methods 0.000 description 3
- 229920006132 styrene block copolymer Polymers 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 2
- 238000003490 calendering Methods 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 239000011162 core material Substances 0.000 description 2
- 239000012972 dimethylethanolamine Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 2
- 229920006264 polyurethane film Polymers 0.000 description 2
- 239000003566 sealing material Substances 0.000 description 2
- 239000004604 Blowing Agent Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 229960002887 deanol Drugs 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- NRJXUPLBIUZXLW-UHFFFAOYSA-N ethene;prop-1-ene;styrene Chemical compound C=C.CC=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 NRJXUPLBIUZXLW-UHFFFAOYSA-N 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 239000004750 melt-blown nonwoven Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 229920001935 styrene-ethylene-butadiene-styrene Polymers 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- 230000007306 turnover Effects 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images



Abstract
【解決手段】表皮材2を、成形体の外側に配置される表生地3と、この表生地3の内側に接着されるポリウレタンフォーム4とで構成し、この表皮材2の端縁2aの表生地3,3同士を重ね合わせて重ね合せ部11を形成するとともに、この重ね合せ部11の外側を覆って不織布12を設け、この不織布12の外側から重ね合せ部11を縫製して連結縫製部13を設ける。これにより、この連結縫製部13は不織布12を重ねて縫合することで針孔からの発泡性樹脂の漏出を防止するとともに、重ね合わせた表皮材2,2の端縁2a,2a間もその外側を不織布12で覆うことで、口開き部8からの発泡性樹脂の漏出も防止でき、品質に優れた表皮一体発泡成型体を製造できる。
【選択図】図1
Description
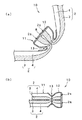
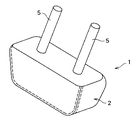
このような表皮一体発泡成形法では、図4〜図6に示すように、例えば車両用のヘッドレスト1やアームレスト、コンソールボックスを成形する場合に用いる表皮材2としては、風合い、伸縮性などの観点から織布、不織布、編布、合成皮革などの表生地3の裏面に通常、軟質ポリウレタンフォーム4を接着したものが使用され、例えば図5に示すように、表生地3,3同士が内側となるように中合せ状態として立体的に縫製した後、図6に一部分を拡大して示すように、表生地3,3が外側になるように裏返し、芯材5,5などをセットして金型に収め、液状の発泡性樹脂を注入して発泡させ、表皮材2と一体とした成形体である車両用のヘッドレスト1やアームレスト、コンソールボックスなどが造られる。
そのひとつは、縫製後、表皮材の裏面側に縫製部を覆ってポリウレタンフィルムを貼着することで針孔をシールして発泡性樹脂の漏出を防止するもの(特許文献2参照)や、図6に示すように、表皮材2,2の裏面に起毛処理を施して毛羽立たせたシール材7,7を当てて縫製することで針孔をシールして発泡性樹脂の漏出を防止するもの(特許文献3参照)、さらには、表皮材の端縁同士を重ね合せ、重ね合せた端縁に沿ってオーバーロック縫いで縫合することで縫い目にかかる力を分散して針孔からの漏出を防止するもの(特許文献4参照)がある。
この表皮一体発泡成形用表皮材の縫製構造によれば、表皮材を、少なくとも成形体の外側に配置される表生地と、この表生地の内側に接着されるポリウレタンフォームとで構成し、この表皮材の端縁の前記表生地同士を重ね合わせて重ね合せ部を形成するとともに、この重ね合せ部の外側を覆って不織布を設け、この不織布の外側から前記重ね合せ部を縫製して連結縫製部を設けるようにしており、この連結縫製部は不織布を重ねて縫合することで針孔からの発泡性樹脂の漏出を防止するとともに、重ね合わせた表皮材の端縁間もその外側を不織布で覆うことで、口開き部からの発泡性樹脂の漏出も防止できるようになる。
これにより、表皮一体発泡成型用表皮材を縫製した成形体では、針孔および表皮材の端縁間の口開き部からの発泡性樹脂の漏出を防止でき、品質に優れた表皮一体発泡成型体を製造できるようになる。
この表皮一体発泡成形用表皮材の縫製構造によれば、前記連結縫製部を挟む両側に、前記不織布の端縁部と前記各表皮材とを縫製して飾り縫製部をそれぞれ形成するようにしており、意匠性を高めるため飾り縫製部を形成する場合でも不織布を介して縫製することで、この飾り縫製部の針孔からの発泡性樹脂の漏出も防止できるようになる。
この表皮一体発泡成形用表皮材の縫製構造によれば、表皮材を、少なくとも成形体の外側に配置される表生地と、この表生地の内側に接着されるポリウレタンフォームとで構成し、この表皮材の端縁の前記表生地同士を重ね合わせて重ね合せ部を形成し、この重ね合せ部で縫製して連結縫製部を形成し、この連結縫製部から前記各表皮材の端縁部を折り返して折り返し部を設け、これら折り返し部および前記連結縫製部を覆って不織布を設け、この不織布の外側から前記各折り返し部を縫製して飾り縫製部を形成するようにしており、表皮材の連結を連結縫製部で行い、連結縫製部とその両側の折り返し部を不織布で覆って折り返し部を縫製して飾り縫製部を形成することで、これら飾り縫製部には不織布が当てられて縫製されることで針孔からの発泡性樹脂の漏出が防止され、連結縫製部はその外側が不織布で覆われることで発泡性樹脂の漏出が防止できるようになる。
この表皮一体発泡成形用表皮材の縫製構造によれば、不織布が耐水圧450mmH2O以上であるとともに、平均ポアサイズが0.1〜20μmの不織布使用することにより、針孔および端縁間の口開き部からの発泡性樹脂の漏出を防止できるようになる。
この表皮一体発泡成形用表皮材の縫製構造によれば、不織布を、熱可塑性エラストマー樹脂からなる不織布の単層またはこれに他の樹脂からなる不織布を積層した複数層で構成することで、液状の発泡性樹脂の浸透による染み出しの防止に必要な耐水性、通気度、ポアサイズなどを確保でき、針孔および端縁間の口開き部からの発泡性樹脂の漏出を防止できるようになる。
この表皮一体発泡成形用表皮材の縫製構造によれば、前記不織布が熱可塑性エラストマー樹脂からなる不織布の少なくとも一方面または両方面に、ポリブチレンテレフタレート樹脂からなる不織布を設けた2層または3層の積層体で構成してあり、液状の発泡性樹脂の浸透による染み出しを一層確実に防止して針孔および端縁間の口開き部からの発泡性樹脂の漏出を防止できるようになるとともに、表面摩擦の小さいポリブチレンテレフタレート樹脂によって縫製の際のミシンの送り性にも優れ、縫製が容易にできるようになる。
これにより、表皮一体発泡成型用表皮材を縫製した成形体では、針孔および表皮材の端縁間の口開き部からの発泡性樹脂の漏出を防止することができ、品質に優れた表皮一体発泡成型体を製造することができる。
また、熱可塑性エラストマー樹脂からなる不織布のポリウレタンフォーム側の一方面にポリブチレンテレフタレート樹脂からなる不織布を積層させることにより、ポリウレタンフォームとの接着強力を向上させることが出来る。また、ポリウレタンフォームとの反対側の一方面にポリブチレンテレフタレート樹脂からなる不織布を積層させることにより、表皮一体発泡成形用表皮材の裏面の滑り性が向上し、縫製作業効率の向上を図ることが出来る。
図1は、この発明の表皮一体発泡成形用表皮材の縫製構造の一実施の形態にかかり、(a)は発泡性樹脂を注入する状態で示す縫製部の部分拡大断面図、(b)は縫製開始状態で示す部分拡大図である。
表生地2としては、ヘッドレスト1としての風合いや感触および通気性を考慮して繊維を編織した布地や不織布などが用いられるほか、天然皮革や合成皮革など従来から一般的に使用されている素材が用いられる。
なお、軟質ポリウレタンフォーム4の裏面には、注入する液状の発泡性樹脂が軟質ポリウレタンフォーム4に含侵することを防止するため、合成樹脂フィルムや耐水性を有する不織布等を設けてもよい。
すなわち、この不織布12は、重ね合わせた表皮材2,2の外側である軟質ポリウレタンフォーム4,4上とこれらの間の端縁2a,2aの外側を連続して覆うように配置してある。
そして、不織布12の外側から2枚の重ね合わせた表皮材2,2を貫通してミシンなどで縫製し、連結縫製部13が形成され、この連結縫製部13によって2枚の表皮材2,2が縫製された連結状態となる。
この状態では、表皮材2,2の表生地3,3が内側となる裏返し状態であることから、これを表生地3,3が外側になるように裏返し、図1(a)に示すように、連結縫製部13が発泡性樹脂が注入される空間の内側に入った状態とする。
こうして立体的に縫製された表皮材2,2の内部に液状の発泡性樹脂が注入され、発泡によって表皮材と一体にされる。
さらに、この縫製構造10では、表皮材2,2を連結縫製部13を中心に表生地3,3が外側になるように裏返すと、図1(a)に示すように、表皮材2,2の端縁2a,2aでは、軟質ポリウレタンフォーム4,4の弾性力などで連結縫製部13を支点として外側に開いた口開き状態になり易く、2つの表皮材2,2の端縁2a,2a間に表生地3,3同士が離れてしまう口開き部8が形成される場合でも、口開き部8の外側である2つの表皮材2,2の端縁2a,2a間が不織布12で覆ってあるので、発泡性樹脂が浸入することを防止でき、連結縫製部13を越えて発泡性樹脂が漏出することを防止できる。
これにより、表皮一体発泡成形体であるヘッドレスト1の成形後、縫い合わせた部分などから漏出した発泡性樹脂を取り除く後処理の必要がなく、不織布12は連結縫製部13の縫製と同時に配置されるので、効率よく縫製および発泡性樹脂の漏出防止を行うことができる。
このような浸透防止性および耐熱性を備える不織布12としては、浸透性を表す物性として、耐水圧を用い、耐水圧(JIS−L1092)が450mmH2O(mmAq)以上であること、好ましくは500mmH2O以上、更に好ましくは550mmH2O以上である。
不織布12の耐水圧が450mmH2O(mmAq)未満であると、液状の発泡性樹脂が浸透して染み出してしまう。
表皮材2に合成皮革を用いた場合や、注入する液状の発泡性樹脂の軟質ポリウレタンフォーム4への染み出しを防止するために軟質ポリウレタンフォーム4の裏面に合成樹脂フィルム等の気密性の裏材を設ける場合、表皮材の気密性が高くなるため、縫製部6にかかる圧力が高くなり、縫製部6から発泡性樹脂の漏出が生じやすいが、不織布12が耐水性を有していれば発泡樹脂の漏出を防止することできる。
不織布12の平均ポアサイズが20μmを超えて大きいと、耐水圧や通気度を上記の範囲に保つことができなくなる。なお、このポアサイズは、表皮材2として用いる場合にこれらの値であれば良く、不織布をエンボスやカレンダーなどの後工程で加工を施す場合には、これらの加工によってポアサイズを調整することができ、調整後、液状の発泡性樹脂を充填する前の状態で上記の値を確保できれば良い。
また、平均繊維径が0.1μm未満の不織布は、その生産性が極端に落ちる。
なお、不織布13の繊維径が大きくてもエンボスやカレンダーなどの後加工によりポアサイズを上記の範囲内にすることもできる。
不織布12の目付が30g/m2未満であると、不織布として必要な物性を得難く、70g/m2を超えて大きくなると、硬くなり成形不良となりやすい。
この不織布12の目付は、表皮一体発泡成形体としての製品によっても好ましい範囲が異なるが、例えばヘッドレストの場合には、30〜50g/m2の範囲が好ましく、アームレストの場合には、40〜70g/m2の範囲が好ましい。
なお、不織布12の目付が同じでも繊維径などにより物性は異なるが、その場合でも上記ポアサイズを満たす必要がある。
これに対し、メルトブロー製法によれば、溶融状態の樹脂を紡糸する際に高速高温空気で噴射、開繊して、ベルト又は金網上に集積して不織布の形態とするので、極細の繊維径にすることが容易となり、低目付で柔軟な状態で適宜な耐水圧・ポアサイズの不織布12を得ることができる。
図2は、この発明の表皮一体発泡成形用表皮材の縫製構造の他の一実施の形態にかかり、(a)は発泡性樹脂を注入する状態の縫製部の部分拡大断面図、(b)は連結縫製部の縫製状態を示す部分拡大図、(c)は飾り縫製部の縫製状態を示す部分拡大図である。
この縫製構造20では、図2(c)に示すように、例えば縫製される2枚の表皮材2,2の端縁2a,2aを間隔をあけて配置し、裏面である軟質ポリウレタンフォーム4,4上に不織布12を重ねるとともに、不織布12を端縁2a,2a間を跨ぐように配置する。そして、各表皮材2の端縁2aから所定のダブルステッチを露出させる位置で、ミシンなどにより不織布12を貫通して縫製し、飾り縫製部21、21をそれぞれに形成する。
これにより、飾り縫製部21、21は、不織布12が重ねられて縫製されることで、針孔が不織布によって塞がれることになり、発泡性樹脂の漏出が防止される。
次に、飾り縫製部21,21を形成した表皮材2,2を表生地3,3を重ね合わせるようにして重ね合わせ部11を形成することで、表皮材2,2の端縁2a,2a間の外側を不織布12で覆うようにし、この後、図2(b)に示すように、飾り縫製部21,21より端縁2a,2a側の所定位置で不織布12に挟まれた表皮材2,2の重ね合わせ部11をミシンなどで縫製し、連結縫製部13を形成する。
これにより、2枚の表皮材2,2が連結縫製部13で連結されるとともに、その両側に飾り縫製部21,21が形成された状態となる。
この状態では、表皮材2,2の表生地3,3が内側となる裏返し状態であることから、これを表生地3,3が外側になるように裏返し、図2(a)に示すように、連結縫製部13が発泡性樹脂を注入する空間の内側に位置する状態とする。
こうして立体的に縫製された表皮材2,2の内部に液状の発泡性樹脂が注入され、発泡によって表皮材と一体にされる。
また、この縫製構造20でも、ミシンなどで縫製された連結縫製部13は、すでに説明した上記縫製構造10と同様に、その外側に不織布12が当てられてその上から縫い合わせてあるので、針孔が不織布12の微細な繊維によって塞がれるようになり、注入される発泡性樹脂の漏出が防止されるとともに、2つの表皮材2,2の端縁2a,2a間に表生地3,3同士が離れてしまう口開き部8が形成される場合でも、口開き部8の外側である2つの表皮材2,2の端縁2a,2a間が不織布12で覆ってあるので、発泡性樹脂が浸入することを防止でき、連結縫製部13を越えて発泡性樹脂が漏出することを防止できる。
これにより、表皮一体発泡成形体であるヘッドレスト1の意匠性を飾り縫製部21,21で高めることができるとともに、成形後に飾り縫製部21,21や連結縫製部13の縫い合わせた部分などから漏出した発泡性樹脂を取り除く後処理の必要がなく、成形効率を高めて能率良く生産することができる。
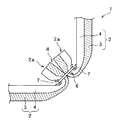
図3は、この発明の表皮一体発泡成形用表皮材の縫製構造のさらに他の一実施の形態にかかり、(a)は発泡性樹脂を注入する状態の縫製部の部分拡大断面図、(b)は飾り縫製部の縫製状態を示す部分拡大図、(c)は連結縫製部の縫製状態を示す部分拡大図である。
この縫製構造30では、図3(c)に示すように、例えば縫製される2枚の表皮材2,2の表生地3,3を合わせる中合わせ状態とするとともに、端縁2a,2aをそろえた状態として重ね合わせ部11を形成し、これら表皮材2,2の端縁2a、2aから所定の位置で、ミシンなどにより縫製して連結縫製部13を形成する。
これにより、2枚の表皮材2,2が連結縫製部13で連結された状態となる。
次に、図3(b)に示すように、この連結縫製部13から各表皮材2,2の端縁部2a,2aを折り返して折り返し部31,31を設け、これら折り返し部31,31の表皮材2,2の端縁部2a,2a側に不織布12を当てて連結縫製部13を覆うようにする。
そして、不織布12,12の外側から各折り返し部31,31をミシンなどで縫製して飾り縫製部32を形成する。
これにより、図3(a)に示すように、2枚の表皮材2,2が連結縫製部13で連結されるとともに、その両側に飾り縫製部32,32が形成された状態となる。
こうして立体的に縫製された表皮材2,2の内部に液状の発泡性樹脂が注入され、発泡によって表皮材と一体にされる。
また、表皮材2,2を連結する連結縫製部13は、表皮材2,2の端縁2a,2aを折り返した折り返し部31,31内に位置するとともに、その外側が飾り縫製部32,32で縫製されて折り返し部31,31の入口部が圧着されて閉じられることから、折り返し部31,31内への発泡性樹脂の浸透が防止され、飾り縫製部32,32の針孔からの折り返し部31,31内への発泡性樹脂の浸透も不織布12を重ねて縫製することで防止される。
厚さ5mm、硬度35N(JIS K6400−2)の軟質ポリウレタンフォームと表生地として合成皮革をフレームラミネート法により積層し表皮材を作成した。この表皮材を縦300mm横200mmの長方形に2枚切り出し、ポリエステル糸を使用して3方を図3のように工業用ミシンで縫製し、袋状の評価サンプルを作成した。このとき、縫製部には不織布1を設けた。
なお、この評価サンプルの内部に発泡樹脂(ポリエーテルポリオール100重量部、ポリイソシアネートとしてTDI−80とポリメリックMDIの混合物70重量部、反応性の触媒としてジメチルエタノールアミン(2−ジメチルアミノエタノール、DMEA)2.5重量部、非反応性の触媒としてトリエチレンジアミン(TEDA)1.0重量部、発泡剤として水3.5重量部および整泡剤としてシリコーンオイル1重量部の混合物)を注入ノズルから注入し発泡させ、硬化させることで評価サンプルと一体の発泡成形体を得た。
厚さ5mm、硬度35N(JIS K6400−2)の軟質ポリウレタンフォームと表生地として合成皮革をフレームラミネート法により積層し表皮材を作成した。この表皮材を縦300mm横200mmの長方形に2枚切り出し、ポリエステル糸を使用して3方を図1のように工業用ミシンで縫製し、袋状の評価サンプルを作成した。このとき、縫製部には不織布2を設けた。
なお、この評価サンプルに上記実験例1と同様の方法で発泡樹脂を注入し、評価サンプルと一体の発泡成形体を得た。
厚さ5mm、硬度35N(JIS K6400−2)の軟質ポリウレタンフォームと表生地として合成皮革をフレームラミネート法により積層し表皮材を作成した。この表皮材を縦300mm横200mmの長方形に2枚切り出し、ポリエステル糸を使用して3方を図2のように工業用ミシンで縫製し、袋状の評価サンプルを作成した。このとき、縫製部には不織布2を設けた。
なお、この評価サンプルに上記実験例1と同様の方法で発泡樹脂を注入し、評価サンプルと一体の発泡成形体を得た。
厚さ5mm、硬度35N(JIS K6400−2)の軟質ポリウレタンフォームと表生地として合成皮革をフレームラミネート法により積層し表皮材を作成した。この表皮材を縦300mm横200mmの長方形に2枚切り出し、ポリエステル糸を使用して3方を図3のように工業用ミシンで縫製し、袋状の評価サンプルを作成した。このとき、縫製部には不織布2を設けた。
なお、この評価サンプルに上記実験例1と同様の方法で発泡樹脂を注入し、評価サンプルと一体の発泡成形体を得た。
厚さ5mm、硬度35N(JIS K6400−2)の軟質ポリウレタンフォームと表生地として合成皮革をフレームラミネート法により積層し表皮材を作成した。この表皮材を縦300mm横200mmの長方形に2枚切り出し、ポリエステル糸を使用して3方を図3のように工業用ミシンで縫製し、袋状の評価サンプルを作成した。このとき、縫製部には不織布を設けなかった。
なお、この評価サンプルに上記実験例1と同様の方法で発泡樹脂を注入し、評価サンプルと一体の発泡成形体を得た。
不織布1:目付が80g/m2で平均繊維径が15.0μmのPETスパンレース。
不織布2:目付が25g/m2のスチレン系エラストマー樹脂メルトブローン不織布(SEPS 平均繊維径4.5μm)の片面に目付が20g/m2のポリブチレンテレフタレート(PBT 平均繊維径3.5μm)からなるメルトブローン不織布を熱エンボスにて熱圧着した2層積層体の不織布。通気度(JIS−L1096)が12.5cc/cm2/s、耐水圧(JIS−L1092)が529mmH2Oであり、ポアサイズ(ASTMF−361−80のバブルポイント法に基づく 多孔質材料自動細孔測定装置 パームポロメーター POROUS MATERIAL,INC.製による)の平均値が12.1μm。
◎:縫製部から注入ウレタンが全く染み出していない。
〇:縫製部から注入ウレタンの染み出しが若干あるが、表面外観に支障はない。
×:縫製部からの注入ウレタンの染み出しが顕著であり、表面外観が悪い。

11 重ね合わせ部
12 不織布
13 連結縫製部
20 表皮一体発泡成形用表皮材の縫製構造
21 飾り縫製部
30 表皮一体発泡成形用表皮材の縫製構造
31 折り返し部
32 飾り縫製部
1 ヘッドレスト(成形体)
2 表皮材
2a 端縁
3 表生地
4 軟質ポリウレタンフォーム
5 芯材(インサート部品)
6 縫製部
7 シール部
8 口開き部
Claims (6)
- 成形体の外形状に縫製され内部に液状の発泡性樹脂を注入して発泡させ一体化する表皮一体発泡成形用表皮材の縫製構造であって、
前記表皮材を、少なくとも成形体の外側に配置される表生地と、この表生地の内側に接着されるポリウレタンフォームとで構成し、
この表皮材の端縁の前記表生地同士を重ね合わせて重ね合せ部を形成するとともに、この重ね合せ部の外側を覆って不織布を設け、この不織布の外側から前記重ね合せ部を縫製して連結縫製部を設けてなることを特徴とする表皮一体発泡成形用表皮材の縫製構造。 - 前記連結縫製部を挟む両側に、前記不織布の端縁部と前記各表皮材とを縫製して飾り縫製部をそれぞれ形成したことを特徴とする請求項1記載の表皮一体発泡成形用表皮材の縫製構造。
- 成形体の外形状に縫製され内部に液状の発泡性樹脂を注入して発泡させ一体化する表皮一体発泡成形用表皮材の縫製構造であって、
前記表皮材を、少なくとも成形体の外側に配置される表生地と、この表生地の内側に接着されるポリウレタンフォームとで構成し、
この表皮材の端縁の前記表生地同士を重ね合わせて重ね合せ部を形成し、この重ね合せ部で縫製して連結縫製部を形成し、この連結縫製部から前記各表皮材の端縁部を折り返して折り返し部を設け、これら折り返し部および前記連結縫製部を覆って不織布を設け、この不織布の外側から前記各折り返し部を縫製して飾り縫製部を形成してなり、これら飾り縫製部および前記連結縫製部からの発泡性樹脂の漏出を防止するように構成したことを特徴とする表皮一体発泡成形用表皮材の縫製構造。 - 前記不織布が耐水圧450mmH2O以上であるとともに、平均ポアサイズが0.1〜20μmであることを特徴とする請求項1〜3いずれかに記載の表皮一体発泡成形用表皮材の縫製構造。
- 前記不織布が、熱可塑性エラストマー樹脂からなる不織布の単層またはこれに他の樹脂からなる不織布を積層した複数層で構成されることを特徴とする請求項1〜4のいずれかに記載の表皮一体発泡成形用表皮材の縫製構造。
- 前記不織布が、熱可塑性エラストマー樹脂からなる不織布の少なくとも一方面または両方面に、ポリブチレンテレフタレート樹脂からなる不織布を熱接着してなる2層または3層の積層体で構成されることを特徴とする請求項1〜4のいずれかに記載の表皮一体発泡成形用表皮材の縫製構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008183639A JP5398187B2 (ja) | 2008-07-15 | 2008-07-15 | 表皮一体発泡成形用表皮材の縫製構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008183639A JP5398187B2 (ja) | 2008-07-15 | 2008-07-15 | 表皮一体発泡成形用表皮材の縫製構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010022402A true JP2010022402A (ja) | 2010-02-04 |
| JP5398187B2 JP5398187B2 (ja) | 2014-01-29 |
Family
ID=41728828
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008183639A Active JP5398187B2 (ja) | 2008-07-15 | 2008-07-15 | 表皮一体発泡成形用表皮材の縫製構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5398187B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012245081A (ja) * | 2011-05-26 | 2012-12-13 | Howa Kasei Co Ltd | 表皮一体発泡成形ヘッドレスト及びその製造方法 |
| JP2014110833A (ja) * | 2012-12-05 | 2014-06-19 | Inoac Corp | 表皮一体発泡成形品 |
| KR101689480B1 (ko) * | 2015-10-29 | 2016-12-23 | 주식회사 아난 | 커버의 재봉 라인이 실링 처리된 헤드레스트 성형방법 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016093640A1 (ko) * | 2014-12-12 | 2016-06-16 | 주식회사 동강홀딩스 | 이경도를 갖는 일체발포형 헤드레스트 및 그 제조방법 |
| KR101636681B1 (ko) * | 2015-02-17 | 2016-07-06 | 주식회사 동강홀딩스 | 이경도를 갖는 일체발포형 헤드레스트 및 그 제조방법 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02109498U (ja) * | 1989-02-20 | 1990-08-31 | ||
| JP2001219493A (ja) * | 2000-02-08 | 2001-08-14 | Idemitsu Petrochem Co Ltd | 積層不織布および熱融着物品 |
| JP2004065735A (ja) * | 2002-08-08 | 2004-03-04 | Takaya Kogyo Kk | 表皮一体型成形品及びその成形方法 |
| JP2004323987A (ja) * | 2003-04-22 | 2004-11-18 | Kuraray Co Ltd | 耐水性不織シート |
| JP2007289284A (ja) * | 2006-04-21 | 2007-11-08 | Inoac Corp | 表皮シート及びヘッドレスト用表皮 |
-
2008
- 2008-07-15 JP JP2008183639A patent/JP5398187B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02109498U (ja) * | 1989-02-20 | 1990-08-31 | ||
| JP2001219493A (ja) * | 2000-02-08 | 2001-08-14 | Idemitsu Petrochem Co Ltd | 積層不織布および熱融着物品 |
| JP2004065735A (ja) * | 2002-08-08 | 2004-03-04 | Takaya Kogyo Kk | 表皮一体型成形品及びその成形方法 |
| JP2004323987A (ja) * | 2003-04-22 | 2004-11-18 | Kuraray Co Ltd | 耐水性不織シート |
| JP2007289284A (ja) * | 2006-04-21 | 2007-11-08 | Inoac Corp | 表皮シート及びヘッドレスト用表皮 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012245081A (ja) * | 2011-05-26 | 2012-12-13 | Howa Kasei Co Ltd | 表皮一体発泡成形ヘッドレスト及びその製造方法 |
| JP2014110833A (ja) * | 2012-12-05 | 2014-06-19 | Inoac Corp | 表皮一体発泡成形品 |
| KR101689480B1 (ko) * | 2015-10-29 | 2016-12-23 | 주식회사 아난 | 커버의 재봉 라인이 실링 처리된 헤드레스트 성형방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5398187B2 (ja) | 2014-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4955530B2 (ja) | 表皮一体発泡成形用の表皮材 | |
| JP7194108B2 (ja) | 機能性膜を有する層状製品、そのような層状製品を含む履物及び製造方法 | |
| JP5398187B2 (ja) | 表皮一体発泡成形用表皮材の縫製構造 | |
| JP4842803B2 (ja) | シーム | |
| JP4503538B2 (ja) | シートパッド補強布の製造方法及び製造装置 | |
| JP2001246186A (ja) | 表皮一体発泡用表皮材及び表皮一体発泡製品 | |
| JP2005006874A (ja) | トリムカバー | |
| JP5172268B2 (ja) | 車両用成形内装材の表皮層 | |
| JP2018140691A (ja) | 車両用シートのヘッドレスト | |
| JPH08243271A (ja) | 縫製表皮材及びこれを用いた表皮一体発泡成形方法 | |
| JP2014110833A (ja) | 表皮一体発泡成形品 | |
| JPS6026004B2 (ja) | 一体発泡シ−トの製造方法 | |
| JP6601165B2 (ja) | 発泡成形品及び車両用シート | |
| JP3865892B2 (ja) | へッドレスト及びその製造方法 | |
| CN108521765A (zh) | 盖罩以及制造盖罩的方法 | |
| JPH059120B2 (ja) | ||
| JP3207739U (ja) | ウレタン発泡成形品用補強基布およびこの基布を使用したウレタン発泡成形品 | |
| JP4450708B2 (ja) | 一体成型用表皮材 | |
| JPS63242606A (ja) | 表皮材をもつ発泡樹脂成形体の製造方法 | |
| JP5587054B2 (ja) | 表皮一体発泡用表皮材及び表皮一体発泡成形品 | |
| JP5757250B2 (ja) | 車両用内装材 | |
| JPH0434920B2 (ja) | ||
| JPH0318825B2 (ja) | ||
| JP2005034212A (ja) | 表皮一体発泡成形用表皮材並びに表皮一体発泡成形品 | |
| JP2019001042A (ja) | 車両内装部材の製造方法および圧着装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110629 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20130204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130312 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130314 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130425 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131022 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5398187 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |