JP2009204076A - 転がり軸受 - Google Patents
転がり軸受 Download PDFInfo
- Publication number
- JP2009204076A JP2009204076A JP2008046722A JP2008046722A JP2009204076A JP 2009204076 A JP2009204076 A JP 2009204076A JP 2008046722 A JP2008046722 A JP 2008046722A JP 2008046722 A JP2008046722 A JP 2008046722A JP 2009204076 A JP2009204076 A JP 2009204076A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- rolling
- amount
- hydrogen
- bearing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Abstract
【解決手段】転動体20と当該転動体20が転動する軌道輪10,10とを有する転がり軸受100であって、前記転動体20または軌道輪10,10の少なくとも1つを、浸炭あるいは浸炭窒化によって表面の窒素と炭素との合計濃度が1.0質量%以上であり、かつ表面の残留オーステナイト量が45〜70体積%であり、かつ表面硬さがHv600以上の鋼材から構成する。これによって、水素含有量が多い環境下であっても、水素による疲労寿命低下を効果的に防止することができると共に、材料コストも低く抑えることが可能となり、経済的である。
【選択図】 図1
Description
例えば、自動車のベルトCVT用、トロイダルCVT用あるいは電装補機用の軸受などのように使用条件が厳しい環境下では、潤滑油やグリースが分解したり、潤滑油中やグリース中の水分が分解したりすることによって水素が発生し、これが鋼中に侵入することによって転がり軸受の寿命が著しく短くなる場合がある。また、自動車の車輪支持用転がり軸受あるいは鉄鋼設備用転がり軸受などのように使用に際して大量の水がかかり、潤滑油中やグリース中の水分量が増加する環境下や、水素ガスコンプレッサ用の転がり軸受などでは多くの水素が発生する環境下では、その現象がより顕著に現れる。
また、以下の特許文献2には、軸受材料にクロムを11〜17質量%含む鋼を用い、鋼表面に不働体膜を形成させて水素侵入を防ぐことによって水素による疲労寿命低下を抑制するようにした技術が開示されている。
一方、前記特許文献2に示すような技術では、軸受材料にクロムを多く含む鋼を用いていることから、鋼材のコストアップが生じてしまうといった問題がある。
そこで、本発明は前記のような従来技術が有する問題点を解決するために案出されたものであり、その目的は、水素による疲労寿命低下を効果的かつ経済的に防止することができる新規な転がり軸受を提供するものである。
転動体と当該転動体が転動する軌道輪とを有する転がり軸受であって、前記転動体または軌道輪の少なくとも1つが、浸炭あるいは浸炭窒化によって表面の窒素と炭素との合計濃度が1.0質量(mass)%以上であり、かつ表面の残留オーステナイト量が45〜70体積(vol)%であり、かつ表面硬さがHv600以上の鋼材からなることを特徴とする転がり軸受である。
転動体と当該転動体が転動する軌道輪とを有する転がり軸受であって、前記転動体または軌道輪の少なくとも1つが、C:0.2〜0.5質量(mass)%、Si:0.2〜1.0質量(mass)%、Mn:0.3〜2.0質量(mass)%、Cr:0.2〜1.2質量(mass)%、Ni:3.5質量%以下、Mo:1.0質量%以下、O:0.0015質量(mass)%以下、および不可避的不純物を含む鋼材からなることを特徴とする発明1の転がり軸受である。
このような構成によれば、水素を効率的にトラップすることができるため、水素含有量が多い環境下であっても、水素による疲労寿命低下を効果的に防止することができる。また高価なクロムを大量に添加していないため、材料コストも低く抑えることが可能となり、経済的である。
また、通常の鋼には、前記の合金元素以外にもP(リン)、S(硫黄)、Al(アルミ)などの多種の不可避的不純物を含んでいるが、これらの不純物が多くなると寿命に悪影響を与える場合があるので、少ないほうが好ましい。
図1は、本発明に係る転がり軸受100の1つであるスラスト軸受の構成を示す一部破断斜視図である。
図示するようにこの転がり軸受100は、座金状をした上下一対の軌道輪10,10との間に、球状の転動体(玉)20を複数、保持器30によって等間隔かつ回転自在に配設した構造となっている。
このような構成をした本発明の転がり軸受100にあっては、前記各転動体20,20…または軌道輪10,10の少なくとも1つが、浸炭あるいは浸炭窒化によって表面のNとCとの合計濃度が1.0質量%以上であり、かつ表面の残留オーステナイト量が45〜70体積%であり、かつ表面硬さがHv600以上の鋼材から構成されている。
ここで、このような構成をした本発明の転がり軸受100の製造方法としては、特に限定されるものではないが、例えば以下の製造工程によって得ることができる。
そして、このような構成をした本発明の転がり軸受100にあっては、以下の実施例からもわかるように、水素を効率的にトラップすることができるため、水素含有量が多い環境下であっても、水素による疲労寿命低下を効果的に防止することができる。また、高価なクロムを大量に添加していないため、材料コストも低く抑えることが可能となり、経済的である。
以下の表1に示すA〜Jの鋼材を用いて前記の方法で浸炭窒化処理を行い、スラスト軸受51305の軌道輪を製作した。鋼材JはSUJ2に相当する。その後、製作した軌道輪をスラスト軸受の上レースとして用い、これに市販のSUJ2製の下レースと表1の鋼種K〜Mからなるボールを組み合わせてスラスト軸受形式の試験軸受を作製した。ボールに用いた鋼種KはSUJ2に相当する。

また、製作したスラスト玉軸受を用いて以下の試験条件で転動疲労試験を行い、累積破損確率が50%となる寿命(L50寿命)を求めた。
<試験条件>
・面圧:3.1GPa
・回転数:1000min−1
・潤滑油:ISO−VG68
質量%チオシアン酸アンモニウム水溶液に、下レース用軌道輪を24時間浸漬させることによって行った。
試験結果を表2に併記する。表2の寿命比は、比較例1のL50寿命を1.0として表している。比較例10は、軌道輪に鋼種Jを用いている。鋼種Jは軸受に一般に用いられるSUJ2に該当する化学成分を有している。
特に実施例1〜3および5〜7は、浸炭窒化処理がなされ、表面の残留オーステナイト量および表面の硬さがより好ましい範囲にあるので、非常に寿命が長く、比較例10の5倍以上の試験時間においても疲労損傷がなかったため、試験を打ち切った。
これに対し、比較例10は、鋼材にSUJ2を用いると共に、浸炭あるいは浸炭窒化処理をしておらず、表面の残留オーステナイト量が本発明で規定する範囲より小さいため、寿命が短い。
また、比較例12および13は、鋼材は本発明に係る実施例と同様なものを用いているが、焼入れ焼戻し条件が好適でなかったため、表面の残留オーステナイト量が本発明で規定する範囲より小さいため、寿命が短い。
また、比較例14および15は、鋼材は本発明に係る実施例と同様なものを用いているが、焼入れ焼戻し条件が好適でなかったため、表面の残留オーステナイト量が本発明で規定する範囲より大きいため、表面の硬さの低下が生じており、寿命が短い。
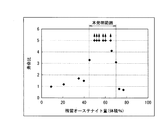
図示するように表面の残留オーステナイト量を本発明で規定する範囲にすることによって、水素による転動疲労寿命の低下が抑制され、長寿命になっている。また、表面の残留オーステナイト量が50〜56体積%の範囲は、特に寿命が長くなり、より好ましい。
なお、本実施例は、スラスト型の転がり軸受の例を示したものであるが、本発明は深溝玉軸受、アンギュラ玉軸受などの各種の玉軸受、および円筒ころ軸受、円錐ころ軸受、自動調心ころ軸受などの各種のころ軸受においても同様な作用・効果が得られる。
10…軌道輪
10a、10a…軌道面
20…転動体
30…保持器
Claims (2)
- 転動体と当該転動体が転動する軌道輪とを有する転がり軸受であって、
前記転動体または軌道輪の少なくとも1つが、
浸炭あるいは浸炭窒化によって表面の窒素と炭素との合計濃度が1.0質量%以上であり、かつ表面の残留オーステナイト量が45〜70体積%であり、かつ表面硬さがHv600以上の鋼材からなることを特徴とする転がり軸受。 - 前記転動体または軌道輪の少なくとも1つが、
C:0.2〜0.5質量%、Si:0.2〜1.0質量%、Mn:0.3〜2.0質量%、Cr:0.2〜1.2質量%、Ni:3.5質量%以下、Mo:1.0質量%以下、O:0.0015質量%以下、および不可避的不純物を含む鋼材からなることを特徴とする請求項1の転がり軸受。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008046722A JP2009204076A (ja) | 2008-02-27 | 2008-02-27 | 転がり軸受 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008046722A JP2009204076A (ja) | 2008-02-27 | 2008-02-27 | 転がり軸受 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009204076A true JP2009204076A (ja) | 2009-09-10 |
Family
ID=41146563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008046722A Pending JP2009204076A (ja) | 2008-02-27 | 2008-02-27 | 転がり軸受 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009204076A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010014474A (ja) * | 2008-07-02 | 2010-01-21 | Ntn Corp | 固定型等速自在継手の接触疲労損傷が発生する状態を経時的に検出する検出方法 |
| JP2010014473A (ja) * | 2008-07-02 | 2010-01-21 | Ntn Corp | 接触疲労損傷を発生したときに起こる経時変化を検出する検出方法 |
| JP2014185379A (ja) * | 2013-03-25 | 2014-10-02 | Nachi Fujikoshi Corp | 水素脆性型の面疲労強度に優れた浸炭窒化軸受部品 |
| CN104831140A (zh) * | 2015-05-07 | 2015-08-12 | 柳州环山科技有限公司 | 一种农用培土机 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03100142A (ja) * | 1989-09-13 | 1991-04-25 | Kobe Steel Ltd | 圧壊特性の優れた軸受用肌焼鋼およびその製造方法 |
| JPH0727139A (ja) * | 1993-05-13 | 1995-01-27 | Nippon Seiko Kk | 転がり軸受 |
| JPH11201168A (ja) * | 1998-01-12 | 1999-07-27 | Nippon Seiko Kk | 転がり軸受 |
| JP2000282178A (ja) * | 1998-10-22 | 2000-10-10 | Nsk Ltd | 転がり軸受 |
| JP2000337389A (ja) * | 1999-03-19 | 2000-12-05 | Nsk Ltd | 転がり軸受 |
| JP2005042188A (ja) * | 2003-07-25 | 2005-02-17 | Daido Steel Co Ltd | 異物混入環境下での転動疲労寿命に優れた浸炭窒化軸受鋼 |
| JP2005113257A (ja) * | 2003-10-10 | 2005-04-28 | Ntn Corp | 転がり軸受 |
| JP2006009887A (ja) * | 2004-06-24 | 2006-01-12 | Nsk Ltd | 玉軸受とトランスミッション用玉軸受 |
| JP2006097873A (ja) * | 2004-09-30 | 2006-04-13 | Nsk Ltd | 樹脂製プーリ用転がり軸受 |
| JP2006176863A (ja) * | 2004-12-24 | 2006-07-06 | Aichi Steel Works Ltd | 転がり軸受用鋼 |
| JP2007182609A (ja) * | 2006-01-06 | 2007-07-19 | Ntn Corp | 車輪軸受装置用転動部材の製造方法、車輪軸受装置用転動部材および車輪軸受装置 |
| JP2007182926A (ja) * | 2006-01-06 | 2007-07-19 | Ntn Corp | 針状ころ軸受用軌道部材の製造方法、針状ころ軸受用軌道部材および針状ころ軸受 |
| JP2007292152A (ja) * | 2006-04-24 | 2007-11-08 | Nsk Ltd | ラジアル針状ころ軸受 |
| JP2007297676A (ja) * | 2006-04-28 | 2007-11-15 | Nsk Ltd | 軸の製造方法およびこの方法で得られた軸 |
-
2008
- 2008-02-27 JP JP2008046722A patent/JP2009204076A/ja active Pending
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03100142A (ja) * | 1989-09-13 | 1991-04-25 | Kobe Steel Ltd | 圧壊特性の優れた軸受用肌焼鋼およびその製造方法 |
| JPH0727139A (ja) * | 1993-05-13 | 1995-01-27 | Nippon Seiko Kk | 転がり軸受 |
| JPH11201168A (ja) * | 1998-01-12 | 1999-07-27 | Nippon Seiko Kk | 転がり軸受 |
| JP2000282178A (ja) * | 1998-10-22 | 2000-10-10 | Nsk Ltd | 転がり軸受 |
| JP2000337389A (ja) * | 1999-03-19 | 2000-12-05 | Nsk Ltd | 転がり軸受 |
| JP2005042188A (ja) * | 2003-07-25 | 2005-02-17 | Daido Steel Co Ltd | 異物混入環境下での転動疲労寿命に優れた浸炭窒化軸受鋼 |
| JP2005113257A (ja) * | 2003-10-10 | 2005-04-28 | Ntn Corp | 転がり軸受 |
| JP2006009887A (ja) * | 2004-06-24 | 2006-01-12 | Nsk Ltd | 玉軸受とトランスミッション用玉軸受 |
| JP2006097873A (ja) * | 2004-09-30 | 2006-04-13 | Nsk Ltd | 樹脂製プーリ用転がり軸受 |
| JP2006176863A (ja) * | 2004-12-24 | 2006-07-06 | Aichi Steel Works Ltd | 転がり軸受用鋼 |
| JP2007182609A (ja) * | 2006-01-06 | 2007-07-19 | Ntn Corp | 車輪軸受装置用転動部材の製造方法、車輪軸受装置用転動部材および車輪軸受装置 |
| JP2007182926A (ja) * | 2006-01-06 | 2007-07-19 | Ntn Corp | 針状ころ軸受用軌道部材の製造方法、針状ころ軸受用軌道部材および針状ころ軸受 |
| JP2007292152A (ja) * | 2006-04-24 | 2007-11-08 | Nsk Ltd | ラジアル針状ころ軸受 |
| JP2007297676A (ja) * | 2006-04-28 | 2007-11-15 | Nsk Ltd | 軸の製造方法およびこの方法で得られた軸 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010014474A (ja) * | 2008-07-02 | 2010-01-21 | Ntn Corp | 固定型等速自在継手の接触疲労損傷が発生する状態を経時的に検出する検出方法 |
| JP2010014473A (ja) * | 2008-07-02 | 2010-01-21 | Ntn Corp | 接触疲労損傷を発生したときに起こる経時変化を検出する検出方法 |
| JP2014185379A (ja) * | 2013-03-25 | 2014-10-02 | Nachi Fujikoshi Corp | 水素脆性型の面疲労強度に優れた浸炭窒化軸受部品 |
| CN104831140A (zh) * | 2015-05-07 | 2015-08-12 | 柳州环山科技有限公司 | 一种农用培土机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3593668B2 (ja) | 転がり軸受 | |
| JP4423754B2 (ja) | 転動軸の製造方法 | |
| JP4810157B2 (ja) | 転がり軸受 | |
| JP3435799B2 (ja) | 転がり軸受 | |
| WO2011122371A1 (ja) | 転がり軸受 | |
| JP5392099B2 (ja) | 転がり摺動部材およびその製造方法 | |
| JP2009192071A (ja) | 転がり軸受 | |
| JP4998054B2 (ja) | 転がり軸受 | |
| JP5168898B2 (ja) | 転動軸 | |
| JP2009204076A (ja) | 転がり軸受 | |
| JP5736937B2 (ja) | 転がり軸受 | |
| JP2010180468A (ja) | 転がり軸受 | |
| JP2005076679A (ja) | 転がり軸受 | |
| JP2014101896A (ja) | 転がり軸受 | |
| JP5070735B2 (ja) | 転がり軸受 | |
| JP2011190921A (ja) | スラストころ軸受 | |
| JP2010031307A (ja) | ころ軸受 | |
| JP2008232212A (ja) | 転動装置 | |
| JP5668283B2 (ja) | 転がり摺動部材の製造方法 | |
| JP2005337361A (ja) | ころ軸受 | |
| JP2010001521A (ja) | 軸、ピニオンシャフト | |
| JP5991026B2 (ja) | 転がり軸受の製造方法 | |
| JP2009250371A (ja) | 水素ガスコンプレッサ用転がり軸受 | |
| JP2005273698A (ja) | 自動調心ころ軸受 | |
| JP2005337362A (ja) | 総ころ軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20100817 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111027 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20111101 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Effective date: 20111219 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Effective date: 20120410 Free format text: JAPANESE INTERMEDIATE CODE: A02 |