JP2009042172A - 分包シート検査システム及び検査方法 - Google Patents
分包シート検査システム及び検査方法 Download PDFInfo
- Publication number
- JP2009042172A JP2009042172A JP2007209736A JP2007209736A JP2009042172A JP 2009042172 A JP2009042172 A JP 2009042172A JP 2007209736 A JP2007209736 A JP 2007209736A JP 2007209736 A JP2007209736 A JP 2007209736A JP 2009042172 A JP2009042172 A JP 2009042172A
- Authority
- JP
- Japan
- Prior art keywords
- inspection
- packaging sheet
- seal
- contents
- ray
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007689 inspection Methods 0.000 title claims abstract description 197
- 238000000034 method Methods 0.000 title claims abstract description 31
- 230000005540 biological transmission Effects 0.000 claims abstract description 42
- 238000012545 processing Methods 0.000 claims abstract description 23
- 238000003384 imaging method Methods 0.000 claims abstract description 21
- 230000001678 irradiating effect Effects 0.000 claims abstract description 14
- 238000004806 packaging method and process Methods 0.000 claims description 111
- 230000005484 gravity Effects 0.000 claims description 12
- 230000000630 rising effect Effects 0.000 claims description 8
- 238000007789 sealing Methods 0.000 abstract description 16
- 238000005259 measurement Methods 0.000 abstract description 6
- 238000006073 displacement reaction Methods 0.000 abstract description 3
- 230000005855 radiation Effects 0.000 abstract 1
- 230000002950 deficient Effects 0.000 description 42
- 238000005286 illumination Methods 0.000 description 18
- 238000001514 detection method Methods 0.000 description 12
- 230000003287 optical effect Effects 0.000 description 11
- 230000007547 defect Effects 0.000 description 10
- 238000010586 diagram Methods 0.000 description 10
- 238000012856 packing Methods 0.000 description 7
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000000611 regression analysis Methods 0.000 description 5
- 230000032258 transport Effects 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 239000002775 capsule Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 230000009977 dual effect Effects 0.000 description 3
- 235000013305 food Nutrition 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 230000001055 chewing effect Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000002552 dosage form Substances 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000012417 linear regression Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images










Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Investigating Or Analysing Materials By Optical Means (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Analysing Materials By The Use Of Radiation (AREA)
Abstract
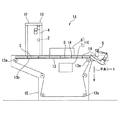
【解決手段】分包シートの外面に照射光を照射可能な光源と、前記光源から照射された照射光が分包シートの外面で反射された反射光を受けて映像信号を発生させる撮像手段4と、撮像手段4から出力される前記映像信号にエッジ強調処理を行なうことでシール部を強調するとともに、強調されたシール部において、分包シートの外端からポケット部とシール部との境界までの距離をシール長を計測するシール長計測装置6と、分包シートに照射するX線を照射可能なX線源7と、このX線照射に伴うX線透過量を検出するX線検出器8と、シール長の情報を入力してポケット部の位置と適合する検査領域を設定し、X線検出器8で検出されたX線透過量に基づいて、検査領域における内容物を検査する判定手段9とを備えたことを特徴とする。
【選択図】図1
Description
分包シートには、一般にアルミシート、不透明なフィルム状の樹脂シートなどが用いられ、図11(a)に示すように、これらが重ね合わされて、内容物Rを収容する複数のポケット部P,…と、ポケット部P,…の各々の周囲が接着されてなるシール部Qとが形成されている。そして、各ポケット部P,…を分割するミシン目M,…が入れられており、各ポケット部P,…に内容物Rが分包されたまま、分包シートSを自由に分割して切り離すことができる。
双対するシートロール105,105には、一方に表側シートEを、もう一方に裏側シートFを巻いておき、案内ローラー103,…を介してそれらのシートE,Fを引き出し、張力検出器によってシートE,Fの張力を制御しながら、双対する接着ローラー102,102の中央でシートE,Fを重ね合わせて、そのまま下方に進行させる。
このとき、重ね合わせた2枚のシートE,Fの下部と両側部を、接着ローラー102,102を用いて熱及び/または圧力により接着し、内容物Rを収容するポケット部Pを形成しながら2枚重ねのシートDを形成する。そして、このポケット部Pに挿入器101から内容物Rを所定量落下させ、ポケット部Pの所定位置に内容物Rを収容し、接着ローラー102,102を用いてポケット部Pの上部を熱及びまたは圧力により接着する。このような動作を繰り返し行なうことで、シートDに連続したポケット部Pを形成しながら内容物Rを収容することができる。さらに、この連続したシートDにおいて各ポケット部P,…を分割するミシン目M,…を入れ、所定のポケット部数となるように所定の長さでシートDを分断することで、図11(a)に示すような分包シートSが完成する。
例えば特許文献1には、錠剤包装物に透過線(X線)を照射して錠剤包装物に包装された錠剤の個数を判別し、処方箋データと照合する錠剤検査装置が記載されている。
また、特許文献2には、包装体のシール部に超軟X線を照射して得た映像情報に基づいて、包装体のシールミスの有無を判定する検査方法が記載されている。
また、特許文献3には、内容物のX線透過画像に基づき、内容物の略先端位置と欠品検出用マスク領域を重ね合わせて、内容物の欠品の有無を検査するX線検査装置が記載されている。
また、特許文献4には、CCDカメラで撮像した分包シートの画像から、シール部の凹凸に基づいた所定の周期で強度が変化する領域をシール部と判定して、ポケット部の位置を検出する分包シート検査方法及び装置が記載されている。
ところが、分包シートの製造の際、ローラーによってシートを引っ張る力がわずかに変動すること、またシートのカットのタイミングの変動により、分包シートのシール長Lも変動してしまうため、従来の検査装置では検査領域とポケット部の位置が正確に適合しないまま、内容物の各種検査が行なわれていた。
特に、内容物を自然落下で挿入することでポケット部における位置が不安定になり生じる内容物の位置ズレに伴う不良については、以前はポケット部の形状が丸型で、ポケット部の大きさも大きかったためにそのような不良は少なかったが、近年は生産技術の向上とコストダウン対応から、ポケット部の形状を方形にして、ポケット部の大きさも小さくする傾向があり、内容物の位置ズレによるシート破れや、噛み込み、潰れなどの不良が深刻になっている。
前記分包シートの外面を照射する照射光を照射可能な光源と、
前記光源から照射された照射光が前記分包シートの外面で反射された反射光を受けて映像信号を発生させる撮像手段と、
前記撮像手段から出力される前記映像信号にエッジ強調処理を行なうことで前記シール部を強調するとともに、強調された前記シール部において、前記分包シートの外端から、前記ポケット部と前記シール部との境界までの距離をシール長として計測するシール長計測装置と、
前記分包シートに照射するX線を照射可能なX線源と、
このX線照射に伴うX線透過量を検出するX線検出器と、
前記シール長を入力して前記ポケット部の位置と適合する検査領域を設定し、前記X線検出器で検出された前記X線透過量に基づいて、前記検査領域における前記内容物を検査する判定手段とを備えたことを特徴とする。
(2)本発明の分包シート検査システムは、前記判定手段が、前記内容物のX線透過画像における重心と前記検査領域の中心との距離を計測し、前記ポケット部内における前記内容物の位置ズレを検出することができる。
(3)本発明の分包シート検査システムは、前記シール長計測装置において、前記分包シートの外縁部に、前記ポケット部の内側から外側を含む領域からなるシール長検査領域を設定して投影処理を行ない、投影データの立上りから立下りまでの幅を前記シール長として計測することができる。
(4)本発明の分包シート検査方法は、内容物を収容する複数のポケット部と、前記ポケット部の各々の周囲が接着されてなるシール部とを有する分包シートの検査方法であって、
前記分包シートの外面に照射光を照射し、前記照射光が前記分包シートの外面で反射された反射光を撮像手段で受けて映像信号を発生させ、得られた前記映像信号にエッジ強調処理を行なうことで前記シール部を強調するとともに、強調された前記シール部において、前記分包シートの外端から前記ポケット部と前記シール部との境界までの距離をシール長として計測し、
前記分包シートにX線を照射し、このX線照射に伴うX線透過量を検出し、
前記シール長に基づいて前記ポケット部の位置と適合する検査領域を設定し、検出された前記X線透過量に基づいて、前記検査領域における前記内容物を検査することを特徴とする。
(5)本発明の分包シート検査方法は、前記内容物のX線透過画像における重心と前記内容物検査領域の中心との距離を計測し、前記ポケット部内における前記内容物の位置ズレを検出することができる。
(6)本発明の分包シート検査方法は、前記分包シートの外縁部に、前記ポケット部の内側から外側を含む領域からなるシール長検査領域を設定して投影処理を行ない、投影データの立上りから立下りまでの幅を前記シール長として計測することができる。
本発明は、分包シートの検査システム及び検査方法であって、例えば図11(a)に示すような内容物Rを収容する複数のポケット部P,…と、ポケット部P,…の各々の周囲が接着されてなるシール部Qとを有する分包シートSに対して、シール長L1,L2を検出する光学的検査と、内容物Rを検査するX線検査とから概略構成されている。
なお、図11(a)に示した数値は、一般的な分包シートの寸法を示しているが、本発明はこれらの数値に限定されない。
図1は、本発明に係る分包シート検査システムの構成図を示すものであり、この形態の分包シート検査システム1は、照射光を発光する光源装置3と、光源装置3で発光された照射光を分包シートSの外面に照射する照明装置2と(照明装置2と光源装置3とを合わせて光源とする)、照明装置2から照射された照射光が分包シートSの外面で反射された反射光を受けて映像信号を発生させるCCDカメラ(撮像手段)4と、CCDカメラ4から出力される映像信号にエッジ強調処理を行なって、シール長L1,L2を計測するシール長検査PC(シール長計測装置)6と、分包シートSに照射するX線を照射可能なX線源7と、このX線照射に伴うX線透過量を検出するX線検出器8と、シール長L1,L2の情報を入力してポケット部P,…の位置と適合する検査領域を設定し、X線検出器8で検出されたX線透過量に基づいて、検査領域における内容物を検査するX線検査PC(判定手段)9と、検査システムの一連の動作を制御するPLC(プログラマブルロジカルコントローラ)10とを主体として構成され、これらがトリガーを通信するトリガー信号用ケーブル11やLANケーブル12を介して接続され、モニタリング用PC61で監視されている。
このような構成により、光学的検査によるシール長L1,L2検出と、X線検査による内容物Rの検査を連動して行うことができ、個々の分包シートSのシール長L1,L2に合わせて検査領域を設定して、検査の判定を行うことができる。そのため、検査領域の設定の際にシール長L1,L2の誤差を考慮する必要がなく、ポケット部と検査領域を適合させることが可能であり、内容物Rの位置ズレ等の検査を高精度に行なうことができる。
CCDカメラ4は、分包シートSの全体を撮像できるように設置すればよい。
照明装置2は、分包シートSの上面全体に照射できればよく、例えば直管式光源などを用い、CCDカメラ4の真下に設置すればよい。照射光の強弱は照明装置2の高さh2によってある程度調整できる。
シール長検査PC6は、図4(b)に示すように、受信した映像信号にエッジ強調処理を行なうことでシール部Qを強調するとともに、強調されたシール部Qにおいて、分包シートSの外端A1,A2から、ポケット部Pとシール部Qとの境界B1,B2までの距離をシール長L1,L2として計測する。
このようにすることで、シール部Qを強調することが容易に行なえ、シール長L1,L2を正確に検出することができる。
光学的検査が終わると、搬送ガイド15によりX線検査装置へと搬送コンベヤ13で運ばれる。
このとき、図5(a)に示すように、可視光画像では撮像されたポケット部P,…は、図5(b)に示すように、X線透過画像では写らないため、光学的検査で検出したシール長L1,L2の情報を、X線検査PC9に入力してポケット部P,…の位置と適合する検査領域を設定する必要がある。
X線検査PC9は、このシール長L1,L2の情報をもとに、図6(a)のようにポケット部P,…の位置と適合する検査領域W2(ポケット部Pより若干大きい正方形状の領域)を設定し、この検査領域W2における内容物Rを検査する。図6(a)において、(A)はシール長L1が長く、(B)はシール長L1が正常であり、(C)はシール長L1が短い場合であるが、いずれの場合にもシール長L1の情報が入力されることでその分包シートSのポケット部P,…の位置が解り、ポケット部P,…の位置と適合する検査領域W2を設定することができる。内容物Rの検査としては、このように内容物Rの位置ズレのほか、内容物Rの割れや欠け、欠けの混入などの検査を行なうことができる。
このように、良品誤検知による不良排出の多さから、内容物Rについての位置ズレ検査の精度を向上させる検討が困難な状況が生じていた。
本実施形態における分包シートの検査方法は、図1に示したような分包シート検査システム1を用いる。
分包シートSには、一般にアルミシート、透明または不透明なフィルム状の樹脂シートなどが用いられ、図11(a)に示すように、これらが重ね合わされて、内容物Rを収容する複数のポケット部P,…と、ポケット部P,…の各々の周囲が接着されてなるシール部Qとが形成されている。そして、各ポケット部P,…を分割するミシン目M,…が入れられており、各ポケット部P,…に内容物Rが分包されたまま、分包シートSを自由に分割して切り離すことができる。
図4(b)に示すように、得られた映像信号に、シール長検査PC6を用いてエッジ強調処理を行なうことで、シール部Qを強調するとともに、強調されたシール部Qにおいて、分包シートSの外端A1,A2から、ポケット部Pとシール部Qとの境界B1,B2までの距離をシール長L1,L2として計測する。
このようにすることで、シール部Qを強調することが容易に行なえ、シール長L1,L2を正確に検出することができる。
光学的検査が終わると、分包シートSはX線検査を行なう装置へと、搬送コンベヤ13により搬送する。
このとき、図5(a)に示すように、可視光画像では撮像されたポケット部P,…は、図5(b)に示すように、X線透過画像では写らないため、光学的検査で検出したシール長L1,L2の情報を、X線検査PC9に入力してポケット部P,…の位置と適合する検査領域を設定する必要がある。
このシール長L1,L2の情報をもとに、X線検査PC9により、図6(a)のようにポケット部P,…の位置と適合する検査領域W2を設定し、この検査領域W2における内容物Rを検査する。(A)はシール長L1が長く、(B)はシール長L1が正常であり、(C)はシール長L1が短い場合であるが、いずれの場合にもシール長L1の情報を入力することでその分包シートSのポケット部P,…の位置が解り、ポケット部P,…の位置と適合する検査領域W2を設定することができる。内容物Rの検査としては、このように内容物Rの位置ズレのほか、内容物Rの割れや欠け、欠けの混入などの検査を行なうことができる。
また、シール長L1,L2の誤差を防ぐために、検査領域W3もポケット部P,…の大きさよりも狭く設定せざるを得ない制約もあり、図6(c)に示すように、内容物Rがポケット部P内に収容されていても、良品と判定されるのは内容物RのX線透過画像における重心とポケット部Pの中心Oが一致している(B)のみであり、(A)や(C)のように内容物RのX線透過画像における重心が少しポケット部P内で上下していると検査領域W3から外れてしまい、良品を不良品と判定してしまう誤判定が生じていた。
このように、良品誤検知による不良排出の多さから、内容物Rについてのその他の各種検査項目の精度を向上させる検討が困難な状況が生じていた。
また、図7(b)に示すように、X軸方向の差△x又は/及びY軸方向の差△yで、位置ズレを判定してもよい。
このように位置ズレを検出することによって、位置ズレの度合いによって生じる不良を検出でき、シートの亀裂や内容物の浮き彫りなどが生じた可能性のある不良品を検出することができる。
例えば、図8(a)に示すように、検査領域W2に計測対象ドットKを横縞状に設け、閾値以上の明るさを持つドットの数を集計し、上限値と比較することで、内容物Rの割れや欠けを検出することができる。内容物Rが割れている場合は、図8(b)に示すように、割れ部分の計測対象ドットK´が閾値以上の明るさとなり、この閾値以上の明るさを持つドット数が正常な場合よりも多くなる。
各SPシートの寸法は、X軸方向が48mmであり、Y軸方向(搬送方向)が118mmである。各ポケット部の寸法は縦、横ともに16mmの正方形である。各ポケット部には、内容物として直径8mmの錠剤が1個ずつ収納されている。
このようなSPシートであって、表1に示す被検査シートに対し、光学的検査によりシール長L1,L2を検出し、続いてX線検査により内容物Rの位置ズレの検査を行なった。なお、表中の山切とは、製造された被検査シートのシール長が長すぎたために、ピンキング鋏を用いて山切にカットされたものである。

図3に示したように、SPシート(被検査物)を搬送する搬送コンベヤ13の上に、1280×960画素、f16mmのCCDカメラ4を高さh1=500mmで設置した。照明装置2としては、分包シートSの上面全体に照射できるような直管式光源を用い、CCDカメラ4と搬送コンベヤ13の間に、CCDカメラ4の真下に高さh2で設置した。
撮像は、各SPシートは上下を入れ替えて2回撮像した。撮像によって得られた映像信号に、ラプラシアン処理を施すことで、シール部の(エッジ)強調を行なった。計測は、図4(a)に示したように、SPシートの外縁部に、ポケット内側から外側を含む領域からなるシール長検査領域W1をそれぞれ設定し、Y軸への投影処理を行ない、投影データの立上りから立下りまでの幅を平均してシール長L1,L2とした。結果を表2に示す。
回帰分析は、カット形状を区分せず全データを対象にした場合と、カット形状が山切であるデータを除いて通常のデータのみで行なった。結果をそれぞれ図9、図10に示す。
続いて、この回帰分析を基にシール長L1,L2を推定した。その結果を表3に示す。
次に、これらのSPシートに対し、X線検査を行い位置ズレの検査を行なった。
X線検査機は、SPシートの充填機、集積、搬送を含めインライン式である。
検査領域W2の設定には、検出したシール長L1,L2の内、搬送方向後側のシール長L1(搬送ピン側)を用いた。搬送ピン14上部端を基準にして、シール長L1分離れた所に検査領域W2の下部端が来るように検査領域W2の位置を設定した。
錠剤(内容物)の検査として、錠剤の欠け、割れ、欠け混入、位置ズレ、カットズレの各項目について検査を行なった。結果を表3に示す。
位置ズレは、図7(b)に示したように、錠剤(内容物R)のX線透過画像における重心Gとポケットの中心Oとの距離dのY成分、すなわち△yの値によって以下のように判定した。
(1)△yの絶対値が3.1mm以上であると、アルミシートに亀裂が入る。
(2)△yの絶対値が2.5mm以上であると、アルミシートに錠剤のエッジ部分が浮き彫りになる。
(3)以上から、検査装置では△yの絶対値が2.5mm以上である場合に不良品と判定する。
現状のX線検査機では錠剤のズレを相対的に判断しているため、絶対値(2.5mm以上)での判定は出来ないが、シール長検査(CCDカメラ)と組合せることで、錠剤のズレを絶対値として計測できるため、2.5mm以上ズレた場合に不良品と判定することが可能になる。
Claims (6)
- 内容物を収容する複数のポケット部と、前記ポケット部の各々の周囲が接着されてなるシール部とを有する分包シートの検査システムであって、
前記分包シートの外面を照射する照射光を照射可能な光源と、
前記光源から照射された照射光が前記分包シートの外面で反射された反射光を受けて映像信号を発生させる撮像手段と、
前記撮像手段から出力される前記映像信号にエッジ強調処理を行なうことで前記シール部を強調するとともに、強調された前記シール部において、前記分包シートの外端から前記ポケット部と前記シール部との境界までの距離をシール長として計測するシール長計測装置と、
前記分包シートに照射するX線を照射可能なX線源と、
このX線照射に伴うX線透過量を検出するX線検出器と、
前記判定手段前記シール長を入力して前記ポケット部の位置と適合する検査領域を設定し、前記X線検出器で検出された前記X線透過量に基づいて、前記検査領域における前記内容物を検査する判定手段とを備えたことを特徴とする分包シート検査システム。 - 前記判定手段は、前記内容物のX線透過画像における重心と前記検査領域の中心との距離を計測し、前記ポケット部内における前記内容物の位置ズレを検出することを特徴とする請求項1に記載の分包シート検査システム。
- 前記シール長計測装置において、前記分包シートの外縁部に、前記ポケット部の内側から外側を含む領域からなるシール長検査領域を設定して投影処理を行ない、投影データの立上りから立下りまでの幅を前記シール長として計測することを特徴とする請求項1または2に記載の分包シート検査システム。
- 内容物を収容する複数のポケット部と、前記ポケット部の各々の周囲が接着されてなるシール部とを有する分包シートの検査方法であって、
前記分包シートの外面に照射光を照射し、前記照射光が前記分包シートの外面で反射された反射光を撮像手段で受けて映像信号を発生させ、得られた前記映像信号にエッジ強調処理を行なうことで前記シール部を強調するとともに、強調された前記シール部において、前記シール部を強調し、前記分包シートの外端から前記ポケット部と前記シール部との境界までの距離をシール長として計測し、
前記分包シートにX線を照射し、このX線照射に伴うX線透過量を検出し、
前記シール長の情報に基づいて前記ポケット部の位置と適合する検査領域を設定し、検出された前記X線透過量に基づいて、前記検査領域における前記内容物を検査することを特徴とする分包シート検査方法。 - 前記内容物のX線透過画像における重心と前記内容物検査領域の中心との距離を計測し、前記ポケット部内における前記内容物の位置ズレを検出することを特徴とする請求項4に記載の分包シート検査方法。
- 前記分包シートの外縁部に、前記ポケット部の内側から外側を含む領域からなるシール長検査領域を設定して投影処理を行ない、投影データの立上りから立下りまでの幅を前記シール長として計測することを特徴とする請求項4または5に記載の分包シート検査方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007209736A JP5358073B2 (ja) | 2007-08-10 | 2007-08-10 | 分包シート検査システム及び検査方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007209736A JP5358073B2 (ja) | 2007-08-10 | 2007-08-10 | 分包シート検査システム及び検査方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009042172A true JP2009042172A (ja) | 2009-02-26 |
| JP5358073B2 JP5358073B2 (ja) | 2013-12-04 |
Family
ID=40443048
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007209736A Expired - Fee Related JP5358073B2 (ja) | 2007-08-10 | 2007-08-10 | 分包シート検査システム及び検査方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5358073B2 (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010286424A (ja) * | 2009-06-15 | 2010-12-24 | Ishida Co Ltd | 物品検査装置 |
| JP2012225666A (ja) * | 2011-04-15 | 2012-11-15 | Ckd Corp | 錠剤検査装置及びptp包装機 |
| JP2013019688A (ja) * | 2011-07-07 | 2013-01-31 | Anritsu Sanki System Co Ltd | X線質量測定装置 |
| JP2014020913A (ja) * | 2012-07-18 | 2014-02-03 | Kyukyu Yakuhin Kogyo Kk | フィルム状医薬品の検査方法 |
| WO2014061461A1 (ja) | 2012-10-17 | 2014-04-24 | 株式会社システムスクエア | 包装体の検査装置 |
| CN103776849A (zh) * | 2012-10-23 | 2014-05-07 | Ckd株式会社 | 药片检查装置和ptp包装机 |
| WO2014087862A1 (ja) * | 2012-12-07 | 2014-06-12 | 株式会社イシダ | X線検査装置 |
| JP2014134457A (ja) * | 2013-01-10 | 2014-07-24 | Anritsu Sanki System Co Ltd | X線検査装置 |
| JP2014142278A (ja) * | 2013-01-24 | 2014-08-07 | Anritsu Sanki System Co Ltd | X線検査装置 |
| JP2014157122A (ja) * | 2013-02-18 | 2014-08-28 | Ishida Co Ltd | X線検査装置 |
| WO2015049765A1 (ja) * | 2013-10-03 | 2015-04-09 | 株式会社システムスクエア | 包装体の検査装置 |
| JP2017020866A (ja) * | 2015-07-09 | 2017-01-26 | 株式会社 システムスクエア | シール部検査装置 |
| JP2018503084A (ja) * | 2014-12-27 | 2018-02-01 | ヒルズ・ペット・ニュートリシャン・インコーポレーテッド | 食品処理方法およびシステム |
| JP2018059845A (ja) * | 2016-10-06 | 2018-04-12 | アンリツインフィビス株式会社 | X線検査装置及びx線検査方法 |
| JP2020186038A (ja) * | 2019-05-15 | 2020-11-19 | 株式会社旭金属 | シール長計測装置およびシール長計測方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000329542A (ja) * | 1999-05-18 | 2000-11-30 | Shimadzu Corp | 異物検出装置 |
| JP2003291929A (ja) * | 2002-04-02 | 2003-10-15 | Xiware Technology Kk | 分包シート検査方法及び装置 |
| JP2005091016A (ja) * | 2003-09-12 | 2005-04-07 | Anritsu Sanki System Co Ltd | X線検査装置 |
-
2007
- 2007-08-10 JP JP2007209736A patent/JP5358073B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000329542A (ja) * | 1999-05-18 | 2000-11-30 | Shimadzu Corp | 異物検出装置 |
| JP2003291929A (ja) * | 2002-04-02 | 2003-10-15 | Xiware Technology Kk | 分包シート検査方法及び装置 |
| JP2005091016A (ja) * | 2003-09-12 | 2005-04-07 | Anritsu Sanki System Co Ltd | X線検査装置 |
Cited By (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010286424A (ja) * | 2009-06-15 | 2010-12-24 | Ishida Co Ltd | 物品検査装置 |
| JP2012225666A (ja) * | 2011-04-15 | 2012-11-15 | Ckd Corp | 錠剤検査装置及びptp包装機 |
| JP2013019688A (ja) * | 2011-07-07 | 2013-01-31 | Anritsu Sanki System Co Ltd | X線質量測定装置 |
| JP2014020913A (ja) * | 2012-07-18 | 2014-02-03 | Kyukyu Yakuhin Kogyo Kk | フィルム状医薬品の検査方法 |
| JP5720029B2 (ja) * | 2012-10-17 | 2015-05-20 | 株式会社 システムスクエア | 包装体の検査装置 |
| WO2014061461A1 (ja) | 2012-10-17 | 2014-04-24 | 株式会社システムスクエア | 包装体の検査装置 |
| EP2887056B1 (en) | 2012-10-17 | 2018-07-11 | System Square Inc. | Apparatus for inspecting packaging body |
| US9541499B2 (en) | 2012-10-17 | 2017-01-10 | System Square Inc. | Package inspection system |
| JPWO2014061461A1 (ja) * | 2012-10-17 | 2016-09-05 | 株式会社 システムスクエア | 包装体の検査装置 |
| EP2887056A4 (en) * | 2012-10-17 | 2016-04-06 | System Square Inc | APPARATUS FOR INSPECTING A PACKING BODY |
| JP2014085190A (ja) * | 2012-10-23 | 2014-05-12 | Ckd Corp | 錠剤検査装置及びptp包装機 |
| CN103776849A (zh) * | 2012-10-23 | 2014-05-07 | Ckd株式会社 | 药片检查装置和ptp包装机 |
| JP2014115138A (ja) * | 2012-12-07 | 2014-06-26 | Ishida Co Ltd | X線検査装置 |
| WO2014087862A1 (ja) * | 2012-12-07 | 2014-06-12 | 株式会社イシダ | X線検査装置 |
| CN104781656A (zh) * | 2012-12-07 | 2015-07-15 | 株式会社石田 | X射线检查装置 |
| JP2014134457A (ja) * | 2013-01-10 | 2014-07-24 | Anritsu Sanki System Co Ltd | X線検査装置 |
| JP2014142278A (ja) * | 2013-01-24 | 2014-08-07 | Anritsu Sanki System Co Ltd | X線検査装置 |
| JP2014157122A (ja) * | 2013-02-18 | 2014-08-28 | Ishida Co Ltd | X線検査装置 |
| CN104718447A (zh) * | 2013-10-03 | 2015-06-17 | 世高株式会社 | 包装体的检查装置 |
| JP5720028B1 (ja) * | 2013-10-03 | 2015-05-20 | 株式会社 システムスクエア | 包装体の検査装置 |
| US9733384B2 (en) | 2013-10-03 | 2017-08-15 | System Square Inc. | Package inspection system |
| WO2015049765A1 (ja) * | 2013-10-03 | 2015-04-09 | 株式会社システムスクエア | 包装体の検査装置 |
| EP3045897B1 (en) | 2013-10-03 | 2019-07-03 | System Square Inc. | Package inspection device |
| JP2018503084A (ja) * | 2014-12-27 | 2018-02-01 | ヒルズ・ペット・ニュートリシャン・インコーポレーテッド | 食品処理方法およびシステム |
| JP2017020866A (ja) * | 2015-07-09 | 2017-01-26 | 株式会社 システムスクエア | シール部検査装置 |
| JP2018059845A (ja) * | 2016-10-06 | 2018-04-12 | アンリツインフィビス株式会社 | X線検査装置及びx線検査方法 |
| JP2020186038A (ja) * | 2019-05-15 | 2020-11-19 | 株式会社旭金属 | シール長計測装置およびシール長計測方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5358073B2 (ja) | 2013-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5358073B2 (ja) | 分包シート検査システム及び検査方法 | |
| JP6126230B2 (ja) | 検査装置 | |
| JP6318037B2 (ja) | 包装袋の検査方法および包装袋の検査装置 | |
| WO2018193654A1 (ja) | 検査装置、ptp包装機及びptpシートの製造方法 | |
| JP2006505787A (ja) | X線及びこれを用いた装置により、充填された容器を検査するための装置 | |
| JP2020060437A (ja) | 検査装置、ptp包装機及びptpシートの製造方法 | |
| JP2012189563A (ja) | 光学検査装置 | |
| JP2009036522A (ja) | 不良検査装置及びptp包装機 | |
| JP6623449B2 (ja) | 包装体の検査装置 | |
| JP6355247B2 (ja) | 透過光検査装置 | |
| JP5754637B2 (ja) | ボトルの密封検査装置 | |
| JP5161905B2 (ja) | 錠剤検査装置及びptp包装機 | |
| JP6270319B2 (ja) | X線検査装置 | |
| JP6448697B2 (ja) | 検査装置、ptp包装機及びptpシートの製造方法 | |
| CN115885170A (zh) | 异物检查装置 | |
| JP2007183200A (ja) | X線検査装置及び物品検査装置 | |
| JP6612100B2 (ja) | 物品検査装置 | |
| JP2004003899A (ja) | 包装食品等の外観検査方法および装置 | |
| JP6596290B2 (ja) | 物品検査装置 | |
| JP2015232468A (ja) | 検査装置 | |
| JP2015137858A (ja) | 検査装置 | |
| JP6634622B2 (ja) | シール部検査装置 | |
| US20210154946A1 (en) | Manufacturing device of package and manufacturing method of package | |
| KR101581385B1 (ko) | 즉석밥 용기의 이물 검사방법 | |
| JP7034111B2 (ja) | 検査装置、ptp包装機及びptpシートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100727 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120403 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120601 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130806 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130902 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5358073 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |