JP2007183200A - X線検査装置及び物品検査装置 - Google Patents
X線検査装置及び物品検査装置 Download PDFInfo
- Publication number
- JP2007183200A JP2007183200A JP2006002262A JP2006002262A JP2007183200A JP 2007183200 A JP2007183200 A JP 2007183200A JP 2006002262 A JP2006002262 A JP 2006002262A JP 2006002262 A JP2006002262 A JP 2006002262A JP 2007183200 A JP2007183200 A JP 2007183200A
- Authority
- JP
- Japan
- Prior art keywords
- ray
- article
- inspection
- volume
- inspection apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Abstract
【課題】概ね一定の形状を有する物品だけでなく、不定形状の物品についても適切に欠品あるいは割れ欠けの検査を行うことができるX線検査装置を提供する。
【解決手段】X線検査装置10は、X線源13と、X線検出部14と、検査部21bとを備える。X線源13は、X線を照射する。X線検出部14は、X線源13からのX線を受ける。検査部21bは、X線検出部14で受けたX線に基づいて生成されるX線画像61a,61bに対して画像処理を施し、X線源13とX線検出部14との間を通る物品Gについての欠品あるいは割れ欠けの検査を行う。また、検査部21bは、画像処理あるいは検査において、X線画像61a,61bに基づいて物品Gの体積を算出し、所定の基準体積と比較する。
【選択図】図5
【解決手段】X線検査装置10は、X線源13と、X線検出部14と、検査部21bとを備える。X線源13は、X線を照射する。X線検出部14は、X線源13からのX線を受ける。検査部21bは、X線検出部14で受けたX線に基づいて生成されるX線画像61a,61bに対して画像処理を施し、X線源13とX線検出部14との間を通る物品Gについての欠品あるいは割れ欠けの検査を行う。また、検査部21bは、画像処理あるいは検査において、X線画像61a,61bに基づいて物品Gの体積を算出し、所定の基準体積と比較する。
【選択図】図5
Description
本発明は、X線検査装置及び物品検査装置に関し、特に、物品についての欠品あるいは割れ欠けの検査を行うX線検査装置及び物品検査装置に関する。
食品等の商品の生産ラインにおいては、商品のパッケージ内に必要な内容物が添付されていない場合や商品のパッケージ内に添付される内容物に割れ欠けがある場合等に、そのような不良商品を出荷しないため、X線検査装置により検査が為されることがある。このX線検査装置では、連続搬送されてくる物品に対してX線を照射し、そのX線の透過状態をX線ラインセンサで検出して、パッケージ内に添付されるべき物品が不足していたり物品に割れ欠けが生じていたりしないかを判別する。また、X線検査装置によっては、パッケージ内の物品の数量を数える検査が行われることもある。
このようなX線検査装置が、特許文献1において提案されている。このX線検査装置では、X線画像上の塊部分の周囲長が塊部分の周囲を形成する周囲画素の配列に基づいて算出され、算出された塊部分の周囲長と基準周囲長とが比較される。このように、物品を示す又は物品を示すと推定される塊部分の周囲長が基準周囲長と比較されることにより、簡易、高速、且つ比較的精度よく検査を行うことができるとともに、検査に要する時間が短縮されるようになっている。
特開2005−31069号公報
しかしながら、特許文献1のX線検査装置では、例えば、インスタント食品に添付されるドライフードのように、物品ごとにその形状が異なるのが常であってその形状が定まらないような物品については、比較対象となる基準周囲長を定めることが困難となるために、欠品あるいは割れ欠けの検査を高精度に行うことができなくなる場合がある。
本発明の課題は、概ね一定の形状を有する物品だけでなく、不定形状の物品についても適切に欠品あるいは割れ欠けの検査を行うことができるX線検査装置を提供することにある。
第1発明に係るX線検査装置は、X線源と、X線検出部と、検査部とを備える。X線源は、X線を照射する。X線検出部は、X線源からのX線を受ける。検査部は、X線検出部で受けたX線に基づいて生成されるX線画像に対して画像処理を施し、X線源とX線検出部との間を通る物品についての欠品あるいは割れ欠けの検査を行う。また、検査部は、画像処理あるいは検査において、X線画像に基づいて物品の体積を算出し、所定の基準体積と比較する。
このX線検査装置では、X線源からのX線は、X線源とX線検出部との間に物品が存在するときには物品を透過して、それ以外のときには物品を透過することなく、X線検出部に届く。そして、検査部により、X線検出部に届いたX線に基づくX線画像に対して画像処理が施され、必要な物品が欠落していないか、あるいは物品の形状が異常でないかの検査が行われる。この検査部による画像処理あるいは検査においては、X線画像に基づいて物品の体積が算出され、算出された物品の体積と所定の基準体積との比較が行われる。
このように、このX線検査装置では、物品の体積に基づいて物品についての欠品あるいは割れ欠けの検査が行われる。これにより、このX線検査装置では、概ね一定の形状を有する物品だけでなく、不定形状の物品についても適切に欠品あるいは割れ欠けの検査を行うことができる。
第2発明に係るX線検査装置は、第1発明に係るX線検査装置であって、検査部は、X線画像上の物品に対応する塊部分を抽出する。そして、検査部は、X線検出部で受けたX線の透過量に基づいて塊部分に対応する物品の厚みを算出することにより、物品の体積を算出する。
X線は物品を透過することにより減衰されるため、物品を透過してX線検出部に届くX線の透過量は、物品のX線の透過方向の厚みに依存することになる。そこで、このX線検査装置では、検査部により、X線画像上の物品を示す又は物品を示すと推定される塊部分が抽出される。そして、物品を透過してX線検出部に届いたX線の透過量に基づいて、塊部分に対応する物品のX線の透過方向の厚みが算出される。これにより、このX線検査装置では、X線画像に基づいて物品の体積を算出することができる。
第3発明に係るX線検査装置は、第1発明又は第2発明に係るX線検査装置であって、物品は、複数の構成物から構成される構成物群である。検査部は、構成物群を構成する構成物ごとに体積を算出し、構成物ごとに基準体積と比較する。
このX線検査装置では、複数の構成物から構成される物品が検査される場合には、構成物ごとにその体積が算出され、構成物ごとにその体積と基準体積との比較が行われる。このように、このX線検査装置では、複数の構成物から構成される物品が検査される場合にも、個々の構成物ごとに検査が行われるため、高精度に検査を行うことができる。
第4発明に係るX線検査装置は、第3発明に係るX線検査装置であって、構成物群を構成する少なくとも2つの構成物は、互いに物質の種類が異なる。
物品を透過してX線検出部に届くX線の透過量は、物品のX線の透過方向の厚みだけでなく、物品を組成する物質の種類にも依存する。このX線検査装置では、個々の構成物ごとに検査が行われるため、例えば、顆粒スープと具材とが添付されるインスタントカップスープのように、物質の種類が異なる複数の構成物から構成される物品が検査される場合には、それらの物質の種類が異なる複数の構成物が別々に検査されることになる。従って、構成物の体積を、構成物を組成する物質の種類を考慮して精度よく算出することができる。このように、このX線検査装置では、物質の種類が異なる複数の構成物から構成される物品が検査される場合にも、高精度に検査を行うことができる。
第5発明に係る物品検査装置は、入力部と、検査部とを備える。入力部は、物品のX線画像の入力を受け付ける。検査部は、X線画像に対して画像処理を施し、物品についての欠品あるいは割れ欠けの検査を行う。また、検査部は、画像処理あるいは検査において、X線画像に基づいて物品の体積を算出し、所定の基準体積と比較する。
この物品検査装置では、検査部により、入力部を介して入力された物品のX線画像に対して画像処理が施され、必要な物品が欠落していないか、あるいは物品の形状が異常でないかの検査が行われる。この検査部による画像処理あるいは検査においては、X線画像に基づいて物品の体積が算出され、算出された物品の体積と所定の基準体積との比較が行われる。
このように、この物品検査装置では、物品の体積に基づいて物品についての欠品あるいは割れ欠けの検査が行われる。これにより、この物品検査装置では、概ね一定の形状を有する物品だけでなく、不定形状の物品についても適切に欠品あるいは割れ欠けの検査を行うことができる。
本発明では、物品のX線画像に対して画像処理が施され、必要な物品が欠落していないか、あるいは物品の形状が異常でないかの検査が行われる。そして、この画像処理あるいは検査においては、X線画像に基づいて物品の体積が算出され、算出された物品の体積と所定の基準体積との比較が行われる。すなわち、本発明では、物品の体積に基づいて物品についての欠品あるいは割れ欠けの検査が行われる。これにより、本発明では、概ね一定の形状を有する物品だけでなく、不定形状の物品についても適切に欠品あるいは割れ欠けの検査を行うことができる。
<第1実施形態>
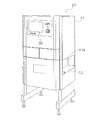
図1に、本発明の第1実施形態に係るX線検査装置10の外観を示す。このX線検査装置10は、食品等の商品の生産ラインにおいて商品の品質検査を行う装置の1つであって、連続的に搬送されてくる商品に対してX線を照射して、商品を透過したX線の透過量に基づいて商品の不良判断を行う装置である。
図1に、本発明の第1実施形態に係るX線検査装置10の外観を示す。このX線検査装置10は、食品等の商品の生産ラインにおいて商品の品質検査を行う装置の1つであって、連続的に搬送されてくる商品に対してX線を照射して、商品を透過したX線の透過量に基づいて商品の不良判断を行う装置である。
X線検査装置10の検体である商品Gは、図4に示すように、前段コンベア60によりX線検査装置10に運ばれてくる。商品Gは、X線検査装置10においてその内容物についての欠品あるいは割れ欠けの検査を受ける。このX線検査装置10での検査結果は、X線検査装置10の下流側に配置される振分機構70に送られる。振分機構70は、商品GがX線検査装置10において良品と判断された場合には商品Gを正規のラインコンベア80へと送り、商品GがX線検査装置10において不良品と判断された場合には商品Gを不良品貯留コンベア90へと振り分ける。
(X線検査装置の構成)
図1及び図2に示すように、X線検査装置10は、主として、シールドボックス11と、コンベア12と、X線照射器(X線源)13と、X線ラインセンサ(X線検出部)14と、タッチパネル機能付きのモニタ30と、制御部20(図5参照)とから構成されている。
図1及び図2に示すように、X線検査装置10は、主として、シールドボックス11と、コンベア12と、X線照射器(X線源)13と、X線ラインセンサ(X線検出部)14と、タッチパネル機能付きのモニタ30と、制御部20(図5参照)とから構成されている。
〔シールドボックス〕
シールドボックス11の両側面には、商品Gをシールドボック11内に搬入し、又はシールドボック11内から搬出するための開口11aが形成されている。そして、このシールドボックス11の内部には、コンベア12、X線照射器13、X線ラインセンサ14、制御部20等が収容されている。
シールドボックス11の両側面には、商品Gをシールドボック11内に搬入し、又はシールドボック11内から搬出するための開口11aが形成されている。そして、このシールドボックス11の内部には、コンベア12、X線照射器13、X線ラインセンサ14、制御部20等が収容されている。
なお、開口11aは、シールドボックス11の外部へX線が漏洩することを抑制するため、遮蔽ノレン(図示せず)により塞がれている。この遮蔽ノレンは、鉛を含むゴムから成形されるもので、商品Gが搬入又は搬出されるときには商品Gにより押しのけられる。
また、シールドボックス11の正面上部には、モニタ30の他、キーの差し込み口や電源スイッチが配置されている。
〔コンベア〕
コンベア12は、シールドボックス11内において商品Gを搬送するものであり、図1に示すように、シールドボックス11の両側面に形成された開口11aを貫通するように配置されている。そして、コンベア12は、コンベアモータ12a(図5参照)によって駆動される駆動ローラによって無端状のベルトを回転させながら、ベルト上に載置された商品Gを搬送する。コンベア12による搬送速度は、利用者が入力した設定速度になるように、制御部20によるコンベアモータ12aのインバータ制御によって細かく制御される。
コンベア12は、シールドボックス11内において商品Gを搬送するものであり、図1に示すように、シールドボックス11の両側面に形成された開口11aを貫通するように配置されている。そして、コンベア12は、コンベアモータ12a(図5参照)によって駆動される駆動ローラによって無端状のベルトを回転させながら、ベルト上に載置された商品Gを搬送する。コンベア12による搬送速度は、利用者が入力した設定速度になるように、制御部20によるコンベアモータ12aのインバータ制御によって細かく制御される。
また、コンベアモータ12aには、コンベア12の搬送速度を検出して制御部20に送るエンコーダ12b(図5参照)が装着されている。
〔X線照射器〕
X線照射器13は、図2に示すように、コンベア12の上方に配置されており、下方のX線ラインセンサ14に向けて扇状の照射範囲XにX線を照射する。
X線照射器13は、図2に示すように、コンベア12の上方に配置されており、下方のX線ラインセンサ14に向けて扇状の照射範囲XにX線を照射する。
〔X線ラインセンサ〕
X線ラインセンサ14は、コンベア12の下方に配置されており、商品Gやコンベア12を透過したX線を検出する。このX線ラインセンサ14は、図3に示すように、コンベア12による搬送方向に直交する向きに一直線に水平配置された多くの画素センサ14aから構成されている。
X線ラインセンサ14は、コンベア12の下方に配置されており、商品Gやコンベア12を透過したX線を検出する。このX線ラインセンサ14は、図3に示すように、コンベア12による搬送方向に直交する向きに一直線に水平配置された多くの画素センサ14aから構成されている。
なお、図3は、X線検査装置10内のX線の透過状態と、その透過状態においてX線ラインセンサ14を構成する各画素センサ14aにおいて検出されるX線の透過量を示すグラフとを示している。
〔モニタ〕
モニタ30は、フルドット表示の液晶ディスプレイであり、初期設定や検査時に利用される検査パラメータの入力等を利用者に促す画面を表示する。また、モニタ30は、タッチパネル機能も有しており、利用者による初期設定や検査時に利用される検査パラメータの入力等を受け付ける。
モニタ30は、フルドット表示の液晶ディスプレイであり、初期設定や検査時に利用される検査パラメータの入力等を利用者に促す画面を表示する。また、モニタ30は、タッチパネル機能も有しており、利用者による初期設定や検査時に利用される検査パラメータの入力等を受け付ける。
〔制御部〕
制御部20は、図5に示すように、CPU(中央演算処理装置)21、ROM(リードオンリーメモリ)22、RAM(ランダムアクセスメモリ)23、HDD(ハードディスク)25及び記憶メディアを挿入するためのドライブ24を備えている。
制御部20は、図5に示すように、CPU(中央演算処理装置)21、ROM(リードオンリーメモリ)22、RAM(ランダムアクセスメモリ)23、HDD(ハードディスク)25及び記憶メディアを挿入するためのドライブ24を備えている。
CPU21では、HDD25に格納されている検査プログラム等が実行される。HDD25には、基準値ファイル25aや検査結果ログファイル25b等が記憶されている。そして、基準値ファイル25aには、後述する基準体積の値が格納され、検査結果ログファイル25bには、検査により不良品であると判断された商品Gについての検査画像や検査結果が保存蓄積される。これらのデータは、利用者の設定に応じて、HDD25に代えて又は加えてドライブ24に挿入された記憶メディアに保存蓄積される。
さらに、制御部20は、モニタ30へのデータ表示を制御する表示制御回路(図示せず)、モニタ30のタッチパネルからのキー入力データを取り込むキー入力回路(図示せず)、プリンタ(図示せず)等の外部機器やLAN等の外部ネットワークとの接続を可能にする通信ポート(図示せず)を備えている。
そして、制御部20を構成する各部21〜25等は、アドレスバスやデータバス等のバスラインを介して相互に接続されている。
また、制御部20は、コンベアモータ12a、エンコーダ12b、光電センサ15、X線照射器13、X線ラインセンサ14等に接続されている。光電センサ15は、検体である商品Gが扇状のX線の照射範囲X(図2参照)を通過するタイミングを検知するための同期センサであり、コンベア12を挟んで配置される一対の投光器及び受光器から構成されている。
(制御部による商品不良の判断)
〔X線画像の作成〕
制御部20のCPU21は、HDD25に格納されている画像生成プログラムを読み出して実行することにより、画像生成部21aとして動作する。画像生成部21aは、商品Gが扇状のX線の照射範囲X(図2参照)を通過するときにX線ラインセンサ14が検出したX線の透過量(図3参照)を示すX線透視像信号を細かい時間間隔で取得し、それらのX線透視像信号に基づいて商品GのX線画像を作成する。このとき、商品Gが扇状のX線の照射範囲X(図2参照)を通過するタイミングは、光電センサ15からの信号により判断される。すなわち、画像生成部21aは、X線ラインセンサ14の各画素センサ14aから細かい時間間隔でX線の透過量に関するデータを取得し、それらの各時刻のデータを時間経過順につなぎ合わせることにより、商品Gとその背景部分とを含む2次元画像を作成する。この2次元画像は、例えば、図6(a)及び図6(b)に示すようなX線画像61a,61bである。
〔X線画像の作成〕
制御部20のCPU21は、HDD25に格納されている画像生成プログラムを読み出して実行することにより、画像生成部21aとして動作する。画像生成部21aは、商品Gが扇状のX線の照射範囲X(図2参照)を通過するときにX線ラインセンサ14が検出したX線の透過量(図3参照)を示すX線透視像信号を細かい時間間隔で取得し、それらのX線透視像信号に基づいて商品GのX線画像を作成する。このとき、商品Gが扇状のX線の照射範囲X(図2参照)を通過するタイミングは、光電センサ15からの信号により判断される。すなわち、画像生成部21aは、X線ラインセンサ14の各画素センサ14aから細かい時間間隔でX線の透過量に関するデータを取得し、それらの各時刻のデータを時間経過順につなぎ合わせることにより、商品Gとその背景部分とを含む2次元画像を作成する。この2次元画像は、例えば、図6(a)及び図6(b)に示すようなX線画像61a,61bである。
〔欠品あるいは割れ欠けの検査〕
制御部20のCPU21は、HDD25に格納されている検査プログラムを読み出して実行することにより、検査部21bとして動作する。検査部21bは、上記のようにして得られる商品GのX線画像に対して画像処理を施すことにより、1又は複数の内容物から構成される商品Gについて、必要な内容物が欠落したり、内容物の形状に割れ欠けによる異常が生じたりしていないかを検査する。
制御部20のCPU21は、HDD25に格納されている検査プログラムを読み出して実行することにより、検査部21bとして動作する。検査部21bは、上記のようにして得られる商品GのX線画像に対して画像処理を施すことにより、1又は複数の内容物から構成される商品Gについて、必要な内容物が欠落したり、内容物の形状に割れ欠けによる異常が生じたりしていないかを検査する。
以下、図7を参照して、図6(a)及び図6(b)に示す商品Gの2つのX線画像61a,61bに対して画像処理を施す場合を例にして、検査部21bによる商品Gについての欠品あるいは割れ欠けの検査の詳細を説明する。なお、以下の説明において、商品Gは、2人前のインスタントカップスープであり、正常状態では、パッケージとなる箱の中にパック詰めされた1人前のドライフードと1人前の顆粒スープとが2つずつ収容されるものとする。こうした商品Gの正常状態における内容物の構成情報は、検査が開始する前にモニタ30のタッチパネルを介して利用者により入力され、HDD25に記憶される。ここで、図6(a)に示されるX線画像61aは、正常状態での商品Gの画像であり、図6(b)に示されるX線画像61bは、商品Gのパッケージ内からドライフードのパックが1つ欠落している異常状態での商品Gの画像である。
まず、ステップS71では、検査部21bは、X線ラインセンサ14からのX線透視像信号に基づいて得られるX線画像61a,61b上の領域を2値化処理により背景領域と背景以外の領域とに切り分ける。2値化処理では、X線画像61a,61bを構成する各画素についてその画素に対応するX線の透過量の値と所定の閾値とが比較され、それらの値の大小関係によりその画素に背景領域を示す「1」又は背景以外の領域であることを示す「0」のどちらかの値が割り当てられる。ここで、2値化処理に用いられる閾値は、事前に試験等を行うことにより、検体である商品Gに合わせて予め適切に定められているものとする。なお、図8(a)及び図8(b)に示される画像62a,62bは、それぞれX線画像61a,61bに対して2値化処理を施した後の画像であり、黒く現れている部分が背景領域に対応し、白く現れている部分が背景以外の領域に対応する。
次に、ステップS72では、検査部21bは、ステップS71で切り分けられたX線画像61a,61b上の背景以外の領域に対してさらなる画像処理を施し、X線画像61a,61b上の背景以外の領域から塊部分C11〜C13,C21〜C23(図9(a)及び図9(b)参照)を抽出する。なお、塊部分C11,C12,C21は、ドライフードに対応しており、塊部分C13,C22,C23は、顆粒スープに対応している。
具体的には、検査部21bは、X線画像61a,61b上の背景以外の領域を構成する全ての隣接する2つの画素について、それら2つの画素のそれぞれに対応するX線の透過量の差が所定の範囲を超えるような場合に、それら2つの画素間に境界線を引く。そして、このようにして引かれた境界線により囲まれる領域が、内容物に対応する塊部分となる。
次に、ステップS73では、検査部21bは、ステップS72で抽出された各塊部分C11〜C13,C21〜C23に対応する内容物の体積を算出する。以下では、塊部分C11を例として塊部分の体積の算出方法の詳細を説明するが、その他の塊部分C12,C13,C21〜C23についても同様に算出される。
まず、検査部21bは、X線画像61a上の塊部分C11を構成する各画素Pi(i=1,2,・・・,n、nは、X線画像61a上の塊部分C11を構成する画素数)について、画素Piに対応するX線の透過量に基づいて、画素Piに対応する内容物の微小部位の厚みDiを算出する。このとき、厚みDiは、以下の式(1)により算出される。
Di=αXi+β・・・(1)
ここで、Xiは、画素Piに対応するX線の透過量である。また、α,βは、商品Gを構成する内容物の種類に固有の定数であり、事前に試験等を行うことにより内容物の種類ごとに算出され、例えば、図10に示すようにテーブル形式の情報としてHDD40に格納されている。すなわち、商品Gのパッケージ内に収容されるドライフードと顆粒スープとに対応するα,βの値は、互いに異なるものとなっている。
ここで、Xiは、画素Piに対応するX線の透過量である。また、α,βは、商品Gを構成する内容物の種類に固有の定数であり、事前に試験等を行うことにより内容物の種類ごとに算出され、例えば、図10に示すようにテーブル形式の情報としてHDD40に格納されている。すなわち、商品Gのパッケージ内に収容されるドライフードと顆粒スープとに対応するα,βの値は、互いに異なるものとなっている。
なお、塊部分C11に対応する内容物の厚みDiを算出するに際しては、まず、塊部分C11を構成する全ての画素P1,P2,・・・,Pnに対応するX線の透過量の平均的な値に基づいて、塊部分C11に対応する内容物がドライフードであることが判断される。そして、その判断結果に基づいて、図10に示される内容物の種類ごとのα,βの値のテーブルが参照され、α=α1,β=β1として(1)式に基づいて算出されることになる。
続いて、検査部21bは、X線画像61a上の塊部分C11を構成する全ての画素P1,P2,・・・,Pnについて算出された厚みD1,D2,・・・,Dnを足し合わせ、その合算値に画素の面積を乗算することにより、X線画像61a上の塊部分C11に対応する内容物の体積を算出する。
次に、ステップS74では、検査部21bは、ステップS73において算出された各塊部分C11〜C13,C21〜C23に対応する内容物の体積(図11参照)に基づいて、商品Gが良品であるか不良品であるかを判断する。
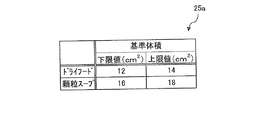
具体的には、まず、検査部21bは、各塊部分C11〜C13,C21〜C23に対応する内容物について、その体積を所定の基準体積と比較する。基準体積の値は、初期設定時にモニタ30のタッチパネルを介して利用者により入力され、HDD25の基準値ファイル25aに格納される。この基準体積は、例えば、パッケージ内に収容されるべき内容物の規格の体積であり、図12に示すように、内容物の種類ごとに一定の範囲を有するように設定される。
すなわち、検査部21bは、各塊部分C11〜C13,C21〜C23に対応する内容物について、その内容物の種類に対応する基準体積を基準値ファイル25aから読み出し、ステップS73で算出されたその内容物の体積と読み出した基準体積とを比較する。各塊部分C11〜C13,C21〜C23に対応する内容物の種類は、その塊部分を構成する全ての画素P1,P2,・・・,Pnに対応するX線の透過量の平均的な値に基づいて判定され、ここでは、塊部分C11,C12,C21はドライフードに対応し、塊部分C13,C22,C23は顆粒スープに対応すると判定される。
図11に示すように、基準体積は、ドライフードについては12平方センチメートル以上14平方センチメートル以下の範囲に、顆粒スープについては16平方センチメートル以上18平方センチメートル以下の範囲に設定されている。従って、図11及び図12を参照して分かるように、塊部分C13,C21に対応する内容物の体積は、基準体積から外れている。
ここで、塊部分C21に対応する内容物のように、その体積が基準体積よりも小さい場合には、その内容物は割れ欠け等により形状に異常が生じていると判断される。
一方、塊部分C13に対応する内容物のように、その体積が基準体積よりも大きい場合には、複数の内容物が重なり合い一体化した状態でX線撮影が行われていないかどうかが検査される。塊部分C13の体積は、顆粒スープについての基準体積の範囲内にある体積を複数(具体的には、2つ)足し合わせることにより生成される体積となっているため、塊部分C13は、複数(具体的には、2つ)の顆粒スープが重なり合い一体化しているものと判断される。
以上により、X線画像61aに対応する商品Gのパッケージ内には、2パックのドライフードと2パックの顆粒スープとが収容されており、さらに、それぞれが所定の基準体積の範囲内にあることが分かる。一方、X線画像61bに対応する商品Gのパッケージ内には、所定の基準体積から外れた1パックのドライフードと2パックの顆粒スープとが収容されていることが分かる。検査部21bは、これらの情報とHDD25に記憶された商品Gの正常状態における内容物の構成情報とを比較して、X線画像61bに対応する商品Gではドライフードが1パック欠落していること、及び、X線画像61bに対応する商品Gには所定の基準体積から外れたドライフードが1パック混入していることを検出する。従って、ステップS74では、最終的に、X線画像61aに対応する商品Gは良品であり、X線画像61bに対応する商品Gは不良品であると判断され、商品Gについての欠品あるいは割れ欠けの検査が終了する。
ステップS71〜S74による検査結果は、振分機構70に送られる。そして、振分機構70は、商品GがX線検査装置10において良品と判断された場合には商品Gを正規のラインコンベア80へと送り、商品GがX線検査装置10において不良品と判断された場合には商品Gを不良品貯留コンベア90へと振り分ける。
〔表示制御〕
制御部20は、欠品あるいは割れ欠けの検査が行われているときには、上述のステップS71〜S74において得られた画像や判断結果等をモニタ30に表示させる。また、制御部20は、初期設定時や試験時には、上述の基準体積の値や検体となる商品Gの正常状態における内容物の構成情報を含む検査パラメータの入力画面等をモニタ30に表示させる。
制御部20は、欠品あるいは割れ欠けの検査が行われているときには、上述のステップS71〜S74において得られた画像や判断結果等をモニタ30に表示させる。また、制御部20は、初期設定時や試験時には、上述の基準体積の値や検体となる商品Gの正常状態における内容物の構成情報を含む検査パラメータの入力画面等をモニタ30に表示させる。
(特徴)
(1)
従来のように、X線画像上の物品の周囲長と基準周囲長との比較によりその物品についての欠品あるいは割れ欠けの検査が行われる場合には(特許文献1参照)、精度よく検査を行うことができない場合がある。例えば、検体となる物品が物品ごとに一定の形状を有していない場合や、検体となる物品が物品ごとに一定の形状を有していたとしてもその物品がパッケージ内で回転等をする場合には、検査時のX線の透過方向の形状が定まらないため基準周囲長を定めることが困難となるからである。
(1)
従来のように、X線画像上の物品の周囲長と基準周囲長との比較によりその物品についての欠品あるいは割れ欠けの検査が行われる場合には(特許文献1参照)、精度よく検査を行うことができない場合がある。例えば、検体となる物品が物品ごとに一定の形状を有していない場合や、検体となる物品が物品ごとに一定の形状を有していたとしてもその物品がパッケージ内で回転等をする場合には、検査時のX線の透過方向の形状が定まらないため基準周囲長を定めることが困難となるからである。
一方、本発明に係るX線検査装置10では、物品のX線画像が生成され、生成されたX線画像から物品を示す又は物品を示すと推定される塊部分が抽出される。そして、物品を透過したX線の透過量に基づいて、抽出された塊部分に対応する物品のX線の透過方向の厚みが算出される。さらに、算出された物品の厚みに基づいて物品の体積が算出され、算出された物品の体積に基づいて物品の状態が検査される。
このように、本発明に係るX線検査装置10では、検体となる物品の体積に基づいて物品についての欠品あるいは割れ欠けの検査が行われるため、検査時のX線の透過方向の形状が定まらないような物品についても適切に欠品あるいは割れ欠けの検査を行うことができる。
また、物品の質量を算出する場合のように、物品の密度を算出して把握しておく必要はないため、比較的簡易に検査を行うことができる。
(2)
物品についての欠品や割れ欠けの検査では、X線検査装置ではなく重量検査装置が用いられることがある。この場合、検体となる物品の重量が計量され、計量された重量に基づいてその物品の状態が検査されることになる。しかしながら、重量検査装置が用いられる場合には、インスタント食品に添付されるドライフードのような軽量の物品については、物品に欠品や割れ欠け等の異常が生じていたとしてもその状態が検出されにくく誤判定される可能性がある。
物品についての欠品や割れ欠けの検査では、X線検査装置ではなく重量検査装置が用いられることがある。この場合、検体となる物品の重量が計量され、計量された重量に基づいてその物品の状態が検査されることになる。しかしながら、重量検査装置が用いられる場合には、インスタント食品に添付されるドライフードのような軽量の物品については、物品に欠品や割れ欠け等の異常が生じていたとしてもその状態が検出されにくく誤判定される可能性がある。
一方、本発明に係るX線検査装置10では、物品の体積に基づいて物品の状態が判断されるため、物品の重量に基づいて物品の状態を検査する重量検査装置と異なり、軽量の物品であっても正確に検査を行うことが可能になる。
(3)
X線検査装置10では、検体となる商品が複数の内容物から構成される場合には、内容物ごとに欠品あるいは割れ欠けの検査が行われる。また、X線検査装置10では、内容物の種類に応じて、内容物の体積を算出するための検査パラメータが設定されている。
X線検査装置10では、検体となる商品が複数の内容物から構成される場合には、内容物ごとに欠品あるいは割れ欠けの検査が行われる。また、X線検査装置10では、内容物の種類に応じて、内容物の体積を算出するための検査パラメータが設定されている。
従って、X線検査装置10では、異なる物質から組成される等、種類の異なる内容物が混在する商品が検査される場合にも、個々の内容物についてその内容物の特徴を考慮した検査がなされることになり、高精度に検査を行うことができる。
<変形例>
(A)
上記実施形態では、X線画像上の領域を背景領域と背景以外の領域とに切り分けるために2値化処理が採用されているが、その他、2値化処理に代えて又は加えて、任意の画像処理を採用することも可能である。
(A)
上記実施形態では、X線画像上の領域を背景領域と背景以外の領域とに切り分けるために2値化処理が採用されているが、その他、2値化処理に代えて又は加えて、任意の画像処理を採用することも可能である。
また、ステップS74において、X線画像上において複数の内容物が一体化していないか否かが検査される際には、画像処理による切り離し処理が実行されてもよい。例えば、塊部分の外形に鋭角となる部分が存在する場合には、その鋭角部分がなくなるようにその鋭角部分を基点として線を引くことにより切り離すことも可能である。
(B)
上記実施形態では、商品Gの内容物の検査パラメータがモニタ30のタッチパネルを介して利用者により手入力される構成となっているが、これが自動入力されるような構成となっていてもよい。
上記実施形態では、商品Gの内容物の検査パラメータがモニタ30のタッチパネルを介して利用者により手入力される構成となっているが、これが自動入力されるような構成となっていてもよい。
例えば、基準体積の値は、CCDカメラに商品Gの内容物を多方向から撮影させ、それらの撮影された画像に対して画像処理によって自動的に演算されるようになっていてもよい。また、割れ欠けのない良品である商品Gの内容物を予めX線検査装置10に流し、得られたX線画像から画像処理によってその体積の値が自動計算されるようになっていてもよい。この場合、基準体積の値は、例えば、その自動計算された体積を中心として−10%〜+10%の範囲となるように、制御部20により自動計算されることになる。
また、商品Gの正常状態における内容物の構成情報についても、CCDカメラに商品Gの内容物を多方向から撮影させ画像処理によって自動的に演算されるようになっていてもよいし、割れ欠けのない良品である商品Gの全ての内容物を予めX線検査装置10に流し、得られたX線画像から画像処理によって自動計算されるようになっていてもよい。
これにより、利用者による手入力の手間を省くことができる。
(C)
上記実施形態では、検査部21bは、CPU21であって、検査プログラムを実行することにより検査を行っているが、検査部21bによる上述の動作は、その他のソフトウェア、ハードウェア、又はこれらの任意の組み合わせにより実現されてもよい。
上記実施形態では、検査部21bは、CPU21であって、検査プログラムを実行することにより検査を行っているが、検査部21bによる上述の動作は、その他のソフトウェア、ハードウェア、又はこれらの任意の組み合わせにより実現されてもよい。
<第2実施形態>
図12に、本発明の第2実施形態に係る物品検査装置100を示す。
図12に、本発明の第2実施形態に係る物品検査装置100を示す。
物品検査装置100は、通常のパーソナルコンピュータと同様の構成を有しており、CPU101、RAM102、HDD103、記憶メディアを挿入するためのドライブ104、外部機器や外部ネットワークとの接続を可能にする通信ポート105、マウスやキーボード等の入力装置106、及びモニタやスピーカ等の出力装置107を備えている。
HDD103には、検査プログラムが記憶されている。この検査プログラムは、CPU101に、図7を参照して説明された第1実施形態の検査部21bと同様の動作を実行させる。これにより、物品検査装置100は、物品のX線画像に基づいて、物品についての欠品あるいは割れ欠けの検査を行うことができる。また、この検査プログラムの実行時に使用されるX線画像は、通信ポート105を介して接続される外部のX線検査装置から直接取得されるようになっていてもよいし、ドライブ104に挿入可能な記憶メディアを介して取得されるようになっていてもよい。
本発明に係るX線検査装置及び物品検査装置は、概ね一定の形状を有する物品だけでなく、不定形状の物品についても適切に欠品あるいは割れ欠けの検査を行うことができるという効果を有し、物品についての欠品あるいは割れ欠けの検査を行うX線検査装置及び物品検査装置として有用である。
10 X線検査装置
13 X線照射器(X線源)
14 X線ラインセンサ(X線検出器)
21b 検査部
61a,61b X線画像
104 ドライブ(入力部)
105 通信ポート(入力部)
100 物品検査装置
C11〜13,C21〜C23 塊部分
G 商品(物品)
13 X線照射器(X線源)
14 X線ラインセンサ(X線検出器)
21b 検査部
61a,61b X線画像
104 ドライブ(入力部)
105 通信ポート(入力部)
100 物品検査装置
C11〜13,C21〜C23 塊部分
G 商品(物品)
Claims (5)
- X線を照射するX線源と、
前記X線源からのX線を受けるX線検出部と、
前記X線検出部で受けたX線に基づいて生成されるX線画像に対して画像処理を施し、前記X線源と前記X線検出部との間を通る物品についての欠品あるいは割れ欠けの検査を行う検査部と、
を備え、
前記検査部は、前記画像処理あるいは前記検査において、前記X線画像に基づいて前記物品の体積を算出し、所定の基準体積と比較する、
X線検査装置。 - 前記検査部は、前記X線画像上の前記物品に対応する塊部分を抽出し、前記X線検出部で受けたX線の透過量に基づいて前記塊部分に対応する前記物品の厚みを算出することにより、前記物品の体積を算出する、
請求項1に記載のX線検査装置。 - 前記物品は、複数の構成物から構成される構成物群であり、
前記検査部は、前記構成物群を構成する前記構成物ごとに体積を算出し、前記構成物ごとに前記基準体積と比較する、
請求項1又は2に記載のX線検査装置。 - 前記構成物群を構成する少なくとも2つの前記構成物は、互いに物質の種類が異なる、
請求項3に記載のX線検査装置。 - 物品のX線画像の入力を受け付ける入力部と、
前記X線画像に対して画像処理を施し、前記物品についての欠品あるいは割れ欠けの検査を行う検査部と、
を備え、
前記検査部は、前記画像処理あるいは前記検査において、前記X線画像に基づいて前記物品の体積を算出し、所定の基準体積と比較する、
物品検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006002262A JP2007183200A (ja) | 2006-01-10 | 2006-01-10 | X線検査装置及び物品検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006002262A JP2007183200A (ja) | 2006-01-10 | 2006-01-10 | X線検査装置及び物品検査装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007183200A true JP2007183200A (ja) | 2007-07-19 |
Family
ID=38339422
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006002262A Pending JP2007183200A (ja) | 2006-01-10 | 2006-01-10 | X線検査装置及び物品検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007183200A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009041393A1 (ja) * | 2007-09-26 | 2009-04-02 | Ishida Co., Ltd. | 検査装置 |
| JP2010281681A (ja) * | 2009-06-04 | 2010-12-16 | Anritsu Sanki System Co Ltd | X線検査装置 |
| JP2013064613A (ja) * | 2011-09-15 | 2013-04-11 | Ishida Co Ltd | X線検査装置 |
| JP2015161522A (ja) * | 2014-02-26 | 2015-09-07 | 株式会社イシダ | X線検査装置 |
| JP2016024036A (ja) * | 2014-07-18 | 2016-02-08 | 株式会社イシダ | 検査装置 |
| JPWO2016117372A1 (ja) * | 2015-01-20 | 2017-11-02 | 株式会社イシダ | 検査装置 |
-
2006
- 2006-01-10 JP JP2006002262A patent/JP2007183200A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009041393A1 (ja) * | 2007-09-26 | 2009-04-02 | Ishida Co., Ltd. | 検査装置 |
| JPWO2009041393A1 (ja) * | 2007-09-26 | 2011-01-27 | 株式会社イシダ | 検査装置 |
| US8483475B2 (en) | 2007-09-26 | 2013-07-09 | Ishida Co., Ltd. | Inspection apparatus |
| JP5789083B2 (ja) * | 2007-09-26 | 2015-10-07 | 株式会社イシダ | 検査装置 |
| JP2010281681A (ja) * | 2009-06-04 | 2010-12-16 | Anritsu Sanki System Co Ltd | X線検査装置 |
| JP2013064613A (ja) * | 2011-09-15 | 2013-04-11 | Ishida Co Ltd | X線検査装置 |
| JP2015161522A (ja) * | 2014-02-26 | 2015-09-07 | 株式会社イシダ | X線検査装置 |
| JP2016024036A (ja) * | 2014-07-18 | 2016-02-08 | 株式会社イシダ | 検査装置 |
| JPWO2016117372A1 (ja) * | 2015-01-20 | 2017-11-02 | 株式会社イシダ | 検査装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5789083B2 (ja) | 検査装置 | |
| JP5358073B2 (ja) | 分包シート検査システム及び検査方法 | |
| JP6126230B2 (ja) | 検査装置 | |
| KR20210126163A (ko) | 검사 장치 | |
| JP2007183200A (ja) | X線検査装置及び物品検査装置 | |
| JP3875842B2 (ja) | X線異物検出装置及び該装置における不良品検出方法 | |
| JPWO2016152485A1 (ja) | 検査装置 | |
| JP5933199B2 (ja) | X線検査装置 | |
| JP3618701B2 (ja) | X線異物検出装置 | |
| JP2015137858A (ja) | 検査装置 | |
| JP6466671B2 (ja) | 検査装置 | |
| JP5356184B2 (ja) | 物品検査装置 | |
| JP2005127962A (ja) | X線検査装置 | |
| JP5337086B2 (ja) | X線検査装置 | |
| JP2005031069A (ja) | X線検査装置 | |
| JP2007322344A (ja) | X線検査装置 | |
| JP6412076B2 (ja) | 物品検査装置 | |
| JP2009080030A (ja) | X線検査装置 | |
| JP2010281681A (ja) | X線検査装置 | |
| JP2009080031A (ja) | X線検査装置 | |
| JP4170366B2 (ja) | X線検査装置 | |
| JP2008175691A (ja) | X線検査装置および検査方法 | |
| JP6346831B2 (ja) | 検査装置 | |
| JP3860144B2 (ja) | X線検査装置 | |
| WO2017159856A1 (ja) | X線検査装置 |