JP2007536552A - 光学精密測定装置及び方法 - Google Patents
光学精密測定装置及び方法 Download PDFInfo
- Publication number
- JP2007536552A JP2007536552A JP2007512673A JP2007512673A JP2007536552A JP 2007536552 A JP2007536552 A JP 2007536552A JP 2007512673 A JP2007512673 A JP 2007512673A JP 2007512673 A JP2007512673 A JP 2007512673A JP 2007536552 A JP2007536552 A JP 2007536552A
- Authority
- JP
- Japan
- Prior art keywords
- component
- stage
- axis
- light source
- probe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 230000003287 optical effect Effects 0.000 title claims abstract description 148
- 238000000034 method Methods 0.000 title claims abstract description 37
- 239000000523 sample Substances 0.000 claims abstract description 131
- 230000004044 response Effects 0.000 claims abstract description 9
- 238000005259 measurement Methods 0.000 claims description 81
- 230000033001 locomotion Effects 0.000 claims description 32
- 230000000694 effects Effects 0.000 claims description 8
- 229910052751 metal Inorganic materials 0.000 claims description 6
- 239000002184 metal Substances 0.000 claims description 6
- 230000000295 complement effect Effects 0.000 claims description 5
- 239000004065 semiconductor Substances 0.000 claims description 5
- 230000035945 sensitivity Effects 0.000 claims description 5
- 238000006243 chemical reaction Methods 0.000 claims description 4
- 238000001514 detection method Methods 0.000 claims description 4
- 230000005540 biological transmission Effects 0.000 description 40
- 238000012876 topography Methods 0.000 description 25
- 238000012360 testing method Methods 0.000 description 18
- 238000004458 analytical method Methods 0.000 description 16
- 238000013461 design Methods 0.000 description 15
- 238000005305 interferometry Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 230000010354 integration Effects 0.000 description 5
- 238000002310 reflectometry Methods 0.000 description 5
- 238000012937 correction Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 238000012544 monitoring process Methods 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 241001422033 Thestylus Species 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000004075 alteration Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000012634 fragment Substances 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000010606 normalization Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000004441 surface measurement Methods 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 239000003082 abrasive agent Substances 0.000 description 1
- -1 and / or stages Substances 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000011796 hollow space material Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000013507 mapping Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000003278 mimic effect Effects 0.000 description 1
- 239000000382 optic material Substances 0.000 description 1
- 230000010363 phase shift Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000010076 replication Effects 0.000 description 1
- 238000005211 surface analysis Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images











Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/026—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness by measuring distance between sensor and object
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00932—Combined cutting and grinding thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00951—Measuring, controlling or regulating
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
- G01B11/255—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures for measuring radius of curvature
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M11/00—Testing of optical apparatus; Testing structures by optical methods not otherwise provided for
- G01M11/02—Testing optical properties
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M11/00—Testing of optical apparatus; Testing structures by optical methods not otherwise provided for
- G01M11/02—Testing optical properties
- G01M11/0207—Details of measuring devices
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M11/00—Testing of optical apparatus; Testing structures by optical methods not otherwise provided for
- G01M11/02—Testing optical properties
- G01M11/0242—Testing optical properties by measuring geometrical properties or aberrations
- G01M11/025—Testing optical properties by measuring geometrical properties or aberrations by determining the shape of the object to be tested
Abstract
コンポーネントの光精密測定装置及び方法。本方法では、光プローブがコンポーネントに対してある場所に設けられ(120)、光源ビームがコンポーネントに向けられる(122)。偏差が検出され(120)、コンポーネント特性データセット内に記憶される(126)。光源はコンポーネントに対して他の場所に移動され、追加的なデータが得られる(130)。本装置は、光源ビーム(38)をもたらす光プローブ(24)と、光プローブ(24)をθ軸について回転するよう動作可能なプローブステージ(22)と、コンポーネント(28)をφ軸について回転するよう動作可能なコンポーネントステージ(26)と、位置反応検出器とを含む。プローブステージ(22)は、光源ビーム(38)をコンポーネント(28)に向け、光源ビーム(38)は、コンポーネント(28)から結果として生じるビームを生成し、位置反応検出器は結果として生じるビームを検出する。
Description
本発明は、概ね精密測定に関し、より具体的には、光精密測定に関する。
製造されるコンポーネントにおける精度の増大は、測定の精度を要求する。コンポーネントを製造するために用いられる工具及び型は、精密なコンポーネントを製造するために精密に作成されなければならない。完成コンポーネントは、それらが精密な公差を満足することを保障するよう測定されなければならない。精密測定を要求する産業の例は、オプティクス産業、眼産業、及び、高精密機械加工産業を含む。精密測定は、レンズ、眼鏡レンズ、コンタクトレンズ、反射器、鏡、レンズ系、及び、そのような品目を製造するために用いられる精密型を測定するために用いられる。精密測定は、射出成形、複製、及び、数値的に制御される研磨のようなプロセスを監視するためにも用いられる。
光学コンポーネントの精密測定は、光コンポーネントのトポグラフィ、即ち、コンポーネントの形態及び形状の測定を要求する。例えば、レンズのような、コンポーネントを通じて光が透過される光学コンポーネントも、波面品質の測定を要求する。現在、光コンポーネントの精密測定は、3つの方法によって測定される。即ち、スタイラスプローブ(stylus probe)接触センシング、干渉法、又は、波面センシング。これらの方法のそれぞれは、独自の限界及び問題を提示する。
スタイラスプローブ接触センシングは、スタイラスプローブを試験下にある表面上の地点と接触して配置し、表面の形状をマッピングすることを含む。スタイラスプローブ接触センシングは、表面トポグラフィを測定することに限定され、波面品質を測定し得ない。スタイラスプローブは試験下の表面との物理的な接触に限定されるので、スタイラスプローブ接触センシングを繊細な或いは可撓な表面上で用い得ない。試験中、測定速度と正確な測定値を得るために必要とされるスタイラスプローブ接触力との間に妥協(トレードオフ)がある。加えて、地点データを三次元的なトポグラフィに組み立てることは、複雑であり且つ時間を要する。
干渉法は、2つの光ビーム間の干渉を用いた測定を含み、位相ずれを伴う位相ステッピングを使用し得る。干渉法は、球面又は略球面及び波面に有用であるが、急勾配な非球面、円環状面、又は、自由形状面、及び、波面にはそうではない。非球面及び波面は、干渉計内部のコンピュータ生成ホログラムのような基準の生成を必要とする。コンピュータ生成ホログラムは、特定の設計に特有であり、故に、高額であり且つ製造リード時間を必要とする。従って、コンピュータ生成ホログラムは、専門又は大きな連続用途のためにのみ用いられる。干渉法に関する根本的な問題は、典型的に用いられる電荷結合素子(CCD)センサからの横方向解像度の制限、限定的な高さ又は非球性範囲、並びに、限定的な局所的傾斜及び局所的出力範囲を含む。干渉法の他の制限は、物理的試験配置である。単一の試験配置を反射試験及び透過試験の双方に用い得ない。さらに、試験配置を携帯電話カメラレンズのような小さなコンポーネント及び眼鏡レンズのような大きなコンポーネントのために用い得ない。
Shack Hartmannセンサを用いた試験のような波面センシング(WFS)は、孔又は小型レンズの配列からの画像に亘る勾配センシングを含む。横方向解像度は、孔又は小型レンズの数及びサイズによって制限される。横方向解像度と傾斜範囲解像度との間の妥協の故に、局所的な出力範囲は限定的である。
上記の不利点を克服する光学精密測定のための装置及び方法を有することが望ましい。
本発明の1つの特徴は、コンポーネントの光精密測定の方法を提供する。光プローブが、コンポーネントに対する第一位置に設けられ、光源ビームが光プローブからコンポーネント上の画素に配向される。画素からの結果として生じるビームの偏差が検出され、コンポーネント特性データセットに記憶される。光源はコンポーネントに対する他の場所に移動される。配向するステップ、検出するステップ、及び、記憶するステップが、他の場所のために反復される。
本発明の他の特徴は、コンポーネントの光精密測定のためのシステムを提供することであり、コンポーネントに対する第一場所にある光プローブと、光プローブからの光源ビームをコンポーネント上の画素に配向するための手段と、画素からの結果として生じるビームの偏差を検出するための手段と、偏差をコンポーネント特性データセット内に記憶するための手段と、光源をコンポーネントに対する他の場所に移動するための手段と、他の場所のために、配向するための手段、検出するための手段、及び、記憶するための手段を反復するための手段とを含む。
本発明の他の特徴は、コンポーネントを光測定するための装置を提供することであり、光源ビームをもたらす光プローブと、光プローブをθ軸について回転するよう動作可能であるプローブステージと、コンポーネントをφ軸について回転するよう動作可能であるコンポーネントステージと、位置反応検出器とを含む。プローブステージは光源ビームをコンポーネントに向け、光源ビームはコンポーネントから結果として生じるビームを生成し、位置反応検出器は結果として生じるビームを検出する。
本発明の前記の及び他の特徴及び利点は、添付の図面と共に読まれるならば、現時点における好適実施態様の以下の詳細な説明からさらに明らかになるであろう。詳細な記載及び図面は、限定的であるというよりも、本発明を例証するに過ぎず、本発明の範囲は、添付の特許請求の範囲及びその均等物によって定められる。
図1及び2は、本発明に従って製造された光精密測定装置のそれぞれ正面図及び側面図であり、同等の素子は同等の参照番号を共有する。光測定装置20は、光プローブ24を支持するプローブステージ22と、コンポーネント28を支持するコンポーネントステージ26とを含む。1つの実施態様において、光学測定装置20は、光プローブ24からコンポーネントの背後に取り付けられた透過型位置反応装置(PSD)30を含む。プローブステージ22及びコンポーネントステージ26は、コンポーネント28に対する光プローブ24の運動を制御する。反射モードにおいて、光プローブ24は、画素でコンポーネント上に入射する光源ビーム38を放射する。光源ビーム38は、コンポーネント28によって反射され且つ/或いは回折され、それは検出及び分析のために光プローブ24に戻る反射ビーム(図示せず)を生成する。透過モードにおいて、画素でコンポーネント28上に入射する光源ビーム38は、コンポーネント28によって透過され、屈折され、且つ/或いは、回折され、それは分析のために透過型位置反応装置30で検出される透過ビーム21を発生する。
反射モード及び透過モードにおける試験を、 所望に、個別に或いは同時に遂行し得る。光源ビームと画素からの結果として生じるビームとの間の偏差を検出し得る。即ち、結果として生じるビームは、反射モードにおける反射ビーム、及び、透過モードにおける透過ビームである。
反射モード及び透過モードにおける試験を、 所望に、個別に或いは同時に遂行し得る。光源ビームと画素からの結果として生じるビームとの間の偏差を検出し得る。即ち、結果として生じるビームは、反射モードにおける反射ビーム、及び、透過モードにおける透過ビームである。
光プローブ24は、光源ビームを生成するために狭いビームレーザを用い、反射モードにおいて反射ビームを検出するために反射位置反応装置(PSD)を用いる。光プローブ24及びその動作は、図3及び4に関連して以下に記載されている。
図1及び2を参照すると、試験下のコンポーネント28は、トポグラフィ及び/又は透過測定値が望まれる任意のコンポーネントである。例えば、コンポーネント28は、急勾配な非球、円環状、遠近両用、又は、自由形状である、球、略球、又は、より複雑な設計のレンズ、鏡、又は、他の光コンポーネントのような光コンポーネントであり得る。コンポーネントとして試験される典型的なレンズは、CDプレーヤーレンズ、眼鏡、コンタクトレンズ、カメラレンズ、フォトリソグラフィレンズ、シュミット補正器、回折光素子、及び、ホログラムのような、波面又は光線フィールド修正のために意図された任意の装置である。トポグラフィ及び光特性のためにレンズを試験し得る。他の実施例において、コンタクトレンズを製造するのに用いられるレンズ製造工具又はレンズインサートのような、トポグラフィが測定されるべきコンポーネント28は、金属又は半導体のような不透明材料から成る。コンポーネント28の表面は、トポグラフィ測定のために、光源ビームを反射して光プローブに戻す。よって、表面は光沢が必要である、即ち、散乱的であるよりも反射的であることが必要である。表面は、オプティクス材料又は金属に普通に生じるように、自然に光沢があり得るし、表面を金属化することによって、光沢があるよう処理し得る。
プローブステージ22及びコンポーネントステージ26は、光プローブ24及びコンポーネント28の相対運動を制御する。1つの実施態様において、プローブステージ22は、xステージ32、zステージ34、及び、θステージ36を含む。xステージ32及びzステージ34は、x方向及びz方向にそれぞれ直線運動をもたらす。θステージ36は、θ軸についての光プローブ24の回転をもたらし、θ軸36は、x−z平面に対して垂直である。コンポーネントステージ26は、コンポーネント28をφ軸について回転し得る。φ軸は、x−z平面と平行であり、x−z平面上に投射されるとき、x軸に対して垂直である。コンポーネントステージ26は、コンポーネントを回転のない静止状態にも保持し得る。1つの実施態様において、プローブステージ22は、θ軸に対して放射状に光プローブ24の運動をもたらす光ラジアルステージ37をさらに含む。ラジアルステージ37は、コンポーネント28上への光源ビーム38の集束を可能にする。代替的な実施態様において、ラジアルステージ37は省略される。
プローブステージ22は、試験下の特定のコンポーネント28に依存して、コンポーネント28から、ナノメートルからメートルの距離で光プローブ24を支持する。一例として、コンポーネント28がコンタクトレンズ又はコンタクトレンズインサートであるとき、プローブステージ22は、コンポーネント28から約20mmの距離で光プローブ24を支持する。代替的な実施態様において、 旋盤、研削機、又は、研磨機のような工具を用いてコンポーネント28の作用を許容するために、プローブステージ22は、コンポーネント28から大きな距離で光プローブ24を支持する。プローブステージ22及びコンポーネントステージ26は、当業者に既知の、軸受と、モータと、位置エンコーダとを含む。ステージ運動及び測定の精度の反復性は、典型的には、特定の用途のために所望な勾配及び傾斜の正確な制御を用いて光源ビームを画素又は画素の断片に向けるのに十分である。よって、光測定装置20は、プローブステージ22及びコンポーネントステージ26なしにナノメートル範囲で形状を測定し、動作をナノメートルまで制御し得る。
当業者であれば、光プローブ24とコンポーネント28との間の所望の相対運動を生成するために、θステージ36及びコンポーネントステージ26のための多数の運動の組み合わせを用い得ることを理解しよう。代替的な実施態様において、光プローブ24を支持するθステージ36は、固定のx−z位置に配置され、コンポーネント28を支持するコンポーネントステージ26は、x方向及びz方向の運動をもたらす。他の代替的な実施態様において、θステージ36及びコンポーネントステージ26の双方は、x方向及びz方向に運動をもたらす。さらに他の実施態様において、光プローブ24及びコンポーネント28の双方又は一方をx−z平面に対して垂直なy方向に移動することによって、追加的な自由度がもたらされる。
透過型位置反応装置(PSD)30は、透過されたビームを検出し且つデータ獲得システムにおける捕獲透過データ信号23を発生し得る光反応検出器であり、分析のためにコンポーネント特性データセット内に記憶される。透過型PSD30は、光源ビーム38の経路からの透過ビームの偏差を指し示す。適切な装置は、横方向効果光ダイオードのようなアナログ素子、及び、電荷結合素子(CCD)センサ又は相補型金属酸化膜半導体(CMOS)センサのようなデジタル素子を含むが、これらに限定されない。典型的な装置は、Kooijmanに発効した「対数変換を利用した高速測定装置」と題する米国特許第5,136,192号、及び、Kooijmanに発効した「測定装置のための正常化回路」と題する米国特許第5,252,864号に記載されており、双方とも参照としてここに引用する。1つの実施態様において、透過型PSD30は、透過ビームの場所を2つの方向において測定するので、コンポーネント28による光源ビーム38の偏差を2つの方向で計算し得る。他の実施態様において、透過型PSD30は、直接的に或いは内挿によって、形状の決定を可能にするのに十分なほど密接に離間する複数の光センシング素子を含む。
透過型PSD30の特定の性能要件は、測定されるべき光特性に依存する。コンポーネント28による光源ビーム38の吸収が測定されるべきとき、透過型PSD30は、透過ビームの強度を検出する。コンポーネント28による光源ビーム38の屈折が測定されるべきとき、透過型PSD30は、透過ビームの偏差を一次元又は二次元で検出する。コンポーネント28の局所的特性が測定されるべきとき、透過型PSD30は透過ビームの形状を検出する。
図3は、本発明に従って作成される光精密測定装置用の光プローブの概略図であり、同等の素子は図1及び2と同等の参照番号を共有する。光プローブ24は、狭い光源ビーム38をもたらすレーザ66を含み、狭い光源ビームはビームスプリッタ54及びレンズ56を通過し、コンポーネント28の表面58に到達する。反射モードにおいて、コンポーネント28の表面58は、光源ビーム38を反射ビーム60に変換し、反射ビームはレンズ56を通過し、ビームスプリッタ54によって反射型位置反応装置(PSD)62に反射される。表面58は、反射ビーム60としての光源ビーム38を反射するよう十分に光沢がある。誤反射を減少するために、抗反射塗膜が、ビームスプリッタ54、レンズ56、及び、反射型PSD62の表面のような各光界面に塗布される。
図3の実施例において、表面58は、光源ビーム38から勾配角度αで傾斜している。反射ビーム60は、光源ビーム38から角度2αで反射される。反射ビーム60が反射型PSD60と交差する位置は、勾配角度αが大きくなるに応じて、レーザ66の方向に移動する。光源ビーム38が表面58と接触して反射ビーム60となる表面58上の地点は、画素64と呼ばれる。反射型PSDは、光源ビーム38からの反射ビーム60の偏差を指し示している。反射型PSD62上の反射ビーム60の位置は、画素64の表面58の勾配の関数であり、反射型PSD6上の反射ビーム60の強度は、画素64での反射率の関数であり、反射型PSD62上の反射ビーム60の勾配は、画素64での局所的な曲率及び円筒度の関数である。
反射型PSD62は、反射ビームを検出し且つ分析のための反射データ信号63を生成し得る光反応検出器である。適切な装置は、横方向効果光ダイオードのようなアナログ素子、及び、電荷結合素子(CCD)センサ又は相補型酸化膜金属半導体(CMOS)センサのようなデジタル素子を含むが、これらに限定されない。
典型的な装置は、Kooijmanに発効した「対数変換を利用した高速測定装置」と題する米国特許第5,136,192号、及び、Kooijmanに発効した「測定装置のための正常化回路」と題する米国特許第5,252,864号に記載されており、双方とも参照としてここに引用する。1つの実施態様において、反射型PSD62は、透過ビームの場所を2つの方向で測定するので、表面58の勾配を2つの方向で計算し得る。他の実施態様において、反射型PSD62は、直接的に或いは内挿によって、形状の決定を可能にするのに十分なほど密接に離間した複数の光センシング素子を含む。
典型的な装置は、Kooijmanに発効した「対数変換を利用した高速測定装置」と題する米国特許第5,136,192号、及び、Kooijmanに発効した「測定装置のための正常化回路」と題する米国特許第5,252,864号に記載されており、双方とも参照としてここに引用する。1つの実施態様において、反射型PSD62は、透過ビームの場所を2つの方向で測定するので、表面58の勾配を2つの方向で計算し得る。他の実施態様において、反射型PSD62は、直接的に或いは内挿によって、形状の決定を可能にするのに十分なほど密接に離間した複数の光センシング素子を含む。
反射型PSD62の特定の性能要件は、遂行されるべき測定に依存する。表面58の反射率が測定されるべきとき、反射型PSD62は、反射ビーム60の強度を検出する。表面58の勾配が測定されるべきとき、反射型PSD62は、反射ビームの偏差を一次元又は二次元で検出する。表面58の局所的特性が測定されるべきとき、反射型PSD62は、反射型PSD62での反射ビームの形状を検出する。サイズ及び楕円率のような形状を測定することは、局所的な曲率及び円筒度のような局所的特性の決定を可能にする。
ビームスプリッタ54は、キューブスプリッタ、プレートスプリッタ、プリズムスプリッタ、又は、薄膜ビーム(pellicle beam)スプリッタのような、反射ビームを偏向するための任意の装置である。1つの実施態様において、ビームスプリッタ54は、コンポーネント28に最も近いビームスプリッタ54の表面上の4分の1波プレートを備える偏光ビーム分割キューブである。4分の1波プレートは、PSD上の結果として生じるビームからの点の質量中心をシフトし得る誤反射の発生可能性を低減するのを助ける。特定の種類のPSDのための特定の技法によって誤反射をさらに制限し得る。高速用途のために用いられるアナログ横方向効果光ダイオードにおける誤反射は、適切な較正によって低減される。CCDセンサ及びCMOSセンサにおける誤反射は、分析中のソフトウェア操作によって解消される。誤反射の減少は、測定精度及び解像度を増大する。
図4は、本発明に従って製造された光精密測定装置用の位置反応装置(PSD)の概略図である。PSD上の結果として生じるビームからの円を示す実施例は、反射モード及び透過モードにおける様々なコンポーネント状態に関して提示されている。
反射モードにおいて、PSD40は、反射型PSDであり、PSD40上の点は反射ビームからである。較正スポット42は、コンポーネントの表面が光源ビームに対して垂直であるときに反射ビームがPSD40と交差する場所に位置している。第一偏向点44が、第一軸に沿って較正スポット42から偏向されるが、第二軸に沿ってはなく、表面が光源ビームに対して1つの方向に傾斜していることを示している。第二偏向点46が、第一軸及び第二軸に沿って較正スポット42から偏向され、表面が光源ビームに対して2つの方向に傾斜していることを示している。一方又は双方の軸に沿った偏向の大きさは、遂行されるべき分析に依存して測定される。表面の反射率を決定するために、偏向点の強度を測定し得る。1つの実施例において、第一軸に沿う偏向は、θ勾配、即ち、θ軸に対して垂直なコンポーネントの表面勾配を示し、第二軸に沿う偏向は、φ勾配、即ち、φ軸に対して垂直なコンポーネントの表面勾配を示す。
広がった点48は、第一偏向点44又は第二偏向点46よりも広く且つ余り強くなく、余り反射せず且つより散乱性の表面を示している。広がった点48は、較正スポット42からも偏向されており、表面勾配を示している。PSDによって直接的に或いは後の分析によって決定されるような広がった点48の質量中心から、偏向の量を計算し得る。成形された点50は非円形の形状を示し、表面の局所的な曲率及び円筒度を示している。後の分析によって決定し得る形状の表示として、成形された点50のサイズ及び楕円率を測定し得る。広がった点48と同様に、成形された点50の質量中心から、成形された点50の偏向を計算し得る。
透過モードにおいて、PSD40は透過型PSDであり、PSD上の点は透過ビームからである。透過モードにおける点特性は、光源ビームにおける変化が、コンポーネントによる反射よりもむしろコンポーネントを通じた透過からである点を除いて、反射モードにおける点特性と類似する。第一反射点44及び第二反射点46は、コンポーネントによる光源ビームの回折を示している。コンポーネントによる光源ビームの吸収及び/又はコンポーネントにおける光源ビームの反射損失を指し示すために、反射点の強度を測定し得る。画素から画素へのコンポーネントの局所的特性を指し示すために、点から点への強度変化を測定し得る。広がった点48は、コンポーネントによる光源ビームの屈折及び回折を指し示す。成形された点50は、強度、ビーム偏差、出力非対称、又は、出力における円筒度のようなコンポーネントの局所的特性を指し示し、収差、不完全性、又は、スクラッチも指し示す。
1つの実施態様において、典型的には約8mmの平均曲率半径を有するコンタクトレンズを製造するときに用いられるコンタクトレンズインサートを測定するために、光精密測定装置が用いられる。35μ半値全幅(FWHM)のスポット直径を有する光源ビームが、コンタクトレンズインサートの表面又は表面近傍の上に集束される。光プローブのレンズは、25mmの焦点距離を有し、反射型PSDは10mm×10mmの寸法を有する。この配置は、反射型PSDに亘って400ミリラジアンの光ピーク間測定範囲をもたらし、それは光源ビームに対する任意の方向における約100ミリラジアンの表面通常傾斜範囲に対応する。
表面傾斜を次の方程式から推定し得る。即ち、変位=2×表面傾斜×レンズ焦点距離。実際の表面傾斜分析は、光プローブのレンズ歪み及び整列のような実際の条件を計上する較正補正を含む。内挿を適用するアナログPSDセンサ又はCMOSセンサが反射型PSDのために用いられるとき、測定値範囲の10−4又はそれよりも良好な解像度が可能である。この解像度で、20ミリラジアン又はそれよりも良好な較正補正された表面傾斜を測定し得る。これは積分後、1mm当たり20nmに対応する。
異なるサイズのコンポーネントのために、異なるサイズのスポット直径の光源ビームが用いられる。上記に議論されたように、コンタクトレンズインサートを測定するための1つの実施態様において、35μmFWHMのスポット直径を有する光源ビームが用いられる。他の実施例において、眼鏡レンズ又は眼鏡レンズインサートを測定するために、300μmFWHMのスポット直径を有する光源ビームが用いられる。さらに他の実施例において、携帯電話カメラレンズを測定するために、20μmFWHMのスポット直径を有する光源ビームが用いられる。
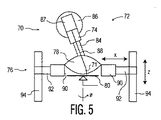
図5及び6は、本発明に従って製造される光精密測定装置の代替的な実施態様のそれぞれ正面図及び側面図であり、同等の素子は同等の参照番号を共有している。この代替的な実施態様の動作は、図1及び2の実施態様の動作と類似するが、プローブステージ及びコンポーネントステージのために異なる配置を用いる。
光測定装置70は、光プローブ74を支持するプローブステージ72と、コンポーネント78を支持するコンポーネントステージ76とを含む。1つの実施態様において、光測定装置70は、光プローブ74からコンポーネント78の背後に取り付けられた透過型位置反応装置(PSD)80を含む。プローブステージ72及びコンポーネントステージ76は、コンポーネント78に対する光プローブ74の運動を制御する。反射モードにおいて、光プローブ74は、画素でコンポーネント78上に入射する光源ビーム88を放射し、コンポーネントは、検出及び分析のために光プローブ74に戻る反射ビーム(図示せず)を生成する。透過モードにおいて、画素でコンポーネント78に入射する光源ビーム88は、コンポーネント78によって透過され且つ回折され、コンポーネントは分析のために透過型位置反応装置80で検出される透過ビーム71を生成する。反射モード及び透過モードにおける試験を、所望に、個別に或いは同時に遂行し得る。
光プローブ74は、光源ビームを生成するために狭いビームレーザを用い、反射モードにおいて反射ビームを検出するために反射型位置反応装置(PSD)を用いる。光プローブ74及びその動作は、上記の図3及び4に関連して記載される。
図5及び6を参照すると、プローブステージ72及びコンポーネントステージ76は、光プローブ74及びコンポーネント78の相対的運動を制御する。プローブステージ72は、シャフト82と、シャフト軸受83と、揺動アーム84と、ヘッド86とを含む。ヘッド86は、光プローブ74を支持している。シャフト82は、シャフト軸受83によって支持され、θ軸について回転可能であるので、ヘッド86は、x−z平面ないでコンポーネント78について弧を描く。1つの実施態様において、ヘッド86は、光プローブ74の運動をもたらす光ラジアルステージ87をさらに含み、θ軸について放射状に光プローブの運度をもたらす。このラジアルステージ87は、コンポーネント78上での光源ビーム88の集束を可能にする。代替的な実施態様において、ラジアルステージ87は省略される。
コンポーネントステージ76は、回転するφステージ90と、xステージ92と、zステージ94とを含む。φステージ90は、コンポーネント78をφ軸について回転する。xステージ92及びzステージ94は、コンポーネント78をそれぞれx軸及びz軸に沿って移動する。当業者であれば、光プローブ74とコンポーネント78との間の所望の相対運動を生成するために、プローブステージ72及びコンポーネントステージ76のための運動の多数の組み合わせを用い得ることを理解しよう。
プローブステージ72及びコンポーネントステージ78は、当業者に既知の、軸受と、モータと、位置エンコーダとを含む。ステージ運動と測定精度との反復性は、典型的には、特定の用途のために所望に、光源ビームを、画素、又は、勾配及び傾斜の正確な制御を備える画素の断片へ向けるのに十分である。よって、光測定装置70は、プローブステージ72及びコンポーネントステージ76なしに、形状をナノメートル範囲で測定し、運動をナノメートルまで制御し得る。
プローブステージ72は、試験下の特定のコンポーネント78に依存して、コンポーネント78から、ナノメートルからメートルの距離で光プローブ74を支持する。一例として、コンポーネント78がコンタクトレンズであるとき、プローブステージ72は、約20mmの距離で光プローブ74を支持する。代替的な実施態様において、プローブステージ72は、旋盤、研削機、又は、研磨機のような工具を用いてコンポーネント78の作用を許容するために、コンポーネント78から大きな距離で光プローブを支持する。
図7は、本発明に従って製造された光精密測定装置の他の代替的な実施態様の正面図である。この代替的な実施態様の動作は、図5及び6の実施態様の動作と類似するが、コンポーネントステージのために異なる配置を使用する。
光測定装置100は、光プローブ104を支持するプローブステージ102と、コンポーネント108を支持するコンポーネントステージ106とを含む。プローブステージ102及びコンポーネントステージ106は、コンポーネント108に対する光プローブ104の運動を制御する。反射モードにおいて、光プローブ104は、画素でコンポーネント108上に入射する光源ビーム110を放射し、コンポーネントは、検出及び分析のために光プローブ104に戻る反射ビーム(図示せず)を生成する。光プローブ104は、光源ビームを生成するために狭いビームレーザを用い、反射モードにおいて反射ビームを検出するために反射型位置反応装置(PSD)を用いる。光プローブ104及びその動作は、上記の図3及び4に関して記載される。
図7を参照すると、プローブステージ102及びコンポーネントステージ106は、光プローブ104及びコンポーネント108の相対的運動を制御する。プロージステージ102は、光プローブ104を支持する揺動アーム112を含む。揺動アーム112は、θ軸について回転可能であるので、光プローブ104は、コンポーネント108について弧を描く。コンポーネントステージ106はシャフト114を含む。コンポーネント108は、光プローブ104により近いシャフト114の端部上に取り付けられる。シャフト114はφ軸について回転可能である。1つの実施態様において、コンポーネント108を光プローブ104に対して位置付けるために、シャフト114は、z軸に沿って移動可能である。1つの実施態様において、φ軸及びθ軸は、共通の交差地点を有し、それらの軸は互いに垂直である。コンポーネント108の表面の曲率の平均中心は、θ軸とφ軸との共通交差地点又はその近傍に位置する。当業者であれば、光プローブ104とコンポーネント108との間の所望の相対的運動を生成するために、プローブステージ102及びコンポーネントステージ106の運動の多数の組み合わせを用い得ることを理解しよう。
代替的な実施態様において、コンポーネントステージ106は、透過モードにおける動作に適合されている。コンポーネント108の背後のシャフト114内に中空の空間を提供することのように、コンポーネント108の背後に透過型位置反応装置(PSD)のための空間を提供するよう、コンポーネント108は、コンポーネントステージ106内に取り付けられている。光源ビーム110はコンポーネント108を通過し、透過型PSDで透過ビームとして検出される。反射モード及び透過モードにおける試験を、所望に、個別に或いは同時に遂行し得る。
図8は、本発明に従った光精密測定の方法のためのフロー図である。本方法は、光プローブをコンポーネントに対して第一位置に設けるステップ120と、光源ビームを光プローブからコンポーネント上の画素に配向するステップ122と、画素からの結果として生じるビームの偏差を検出するステップ124と、偏差をコンポーネント特性データセット内に記憶するステップ126と、光源をコンポーネントに対して他の場所に移動するステップ128と、他の場所のために、配向するステップ、検出するステップ、及び、記憶するステップを反復するステップ130とを含む。
本方法は、反射、透過、又は、反射/透過モードで動作するので、結果として生じるビームは、それぞれ反射ビーム、透過ビーム、又は、反射ビーム及び透過ビームの双方である。反射モードにおいて、光源ビームは試験下のコンポーネントの表面から反射される。透過モードにおいて、光源ビームはコンポーネントを通過する。反射/透過モードにおいて、光源ビームは、コンポーネントの表面から反射され、且つ/或いは、コンポーネントを通過する。反射及び透過の測定は、同時に或いは順次的に遂行される。偏差は、光源ビームと結果として生じるビーム(複数の結果として生じるビーム)との間に検出される。
反射モードは、レンズのような光学コンポーネント、及び、半導体コンポーネントのような不透明コンポーネントのために、トポグラフィ及び表面特性を決定し得る。偏差が、光源ビームと反射ビームとの間に検出される。
透過モードは、単一レンズ又はレンズ系のような光学コンポーネントの光特性を決定し得る。その結果は、理論的なコンポーネント特性及びジオメトリというよりもむしろ実際の透過測定値にのみ基づいて、コンピュータ光線追跡プログラムから得られるものと類似する。コンポーネントが既知の設計のレンズ又はレンズ系であるとき、設計されるようなコンポーネントの光特性を予測するために、擬態されたコンピュータ光線追跡プログラムが用いられる。実際のコンポーネントの実際の光特性は、透過モードにおいて測定される。擬態された光特性と実際の光特性との間の差は、波面誤差プロットに変換される。偏差が、光源ビームと透過ビームとの間に検出される。
反射/透過モードは、反射モードの表面測定能力及び透過モードの光特性測定能力の双方を使用する。反射/透過モードを用いる1つの実施例では、先ず、反射モードにおいて表面トポグラフィを測定し、次に、透過モードにおいて光特性を測定することによって、未知のレンズの設計データを見い出し得る。
第一に、表面の傾斜及び偏心が反射モードで決定される。典型的には、表面全体を測定するよりもむしろ、限定的な数の測定がなされる。1つの実施態様において、第一緯度に沿った第一のリング状のデータが測定され、第二緯度に沿った第二のリング状のデータが測定される。リング毎のデータ地点の数は、3〜4ほどの低さであり得る。表面の傾斜及び偏心は、測定値から決定される。代替的な実施態様において、測定は、表面が傾斜及び偏心を示しがちな選択パターンに上で行われる。選択パターンは、ハブ及びスポークパターンのように規則的であってもよいし、或いは、不規則であってもよく、それは自由形状表面に特に有用である。
第二に、傾斜及び偏心のための補正が、透過モード測定の前に、レンズの位置決めを調節することによって機械的に適用され、或いは、透過モード測定値を分析するときに、ソフトウェア内で仮想的に適用される。1つの実施態様において、透過型PSDは、異なるz位置に位置し、或いは、光プローブは、反射モード及び透過モードにおける測定のために、レンズ表面から異なる距離で走査する。
最終的に、レンズの光特性及び決定される未知の設計データを決定するために、透過モード測定が遂行される。
反射/透過モードを適用する他の実施例は、双非球携帯電話カメラレンズのような、複製された或いは射出成形されたオプティクスのための表面と背面との間の偏心の測定である。反射モードを使用するならば、表面全体の走査を用いて、φ軸に対するレンズの偏心及び傾斜が決定される。代替的な実施態様において、走査は、限定的な数の画素又はリング状の画素の上のような、表面の限定的な部分の上で遂行される。反射型PSDが背面反射の範囲外であるよう光プローブを位置付けることによって、レンズの背面からの光源ビームの反射からデータを得ることを回避するために、走査を設計し得る。傾斜及び偏心のための補正は、レンズの位置決めを調節することに寄って機械的に適用され、或いは、透過モード測定値を分析するときにソフトウェア内で仮想的に適用される。透過モードを使用して、レンズの光特性が決定される。光源ビームは、具体的には、公称レンズ設計が表面に対する背面の偏心の関数として最大透過ビーム屈折を予測する、レンズの部分に向けられている。
画素からの結果として生じるビームの偏差を検出するステップ124に加え、代替的な実施態様は、強度及び形状から選択される1つ又はそれよりも多くの追加的な特徴を検出するステップを含む。PSD上に結果として生じるビームからの点によって表示される結果として生じるビームの特性が、上記の図4と共に提示される。PSD上の結果として生じるビームからの点によって表示される結果として生じるビームの特性がデータ獲得システムに提供され、それらはそこでコンポーネント特性データセットの一部としてデジタル形態で記憶されるのが典型的である。コンポーネント特性データセットは、典型的には、分析プログラムを動作する汎用コンピュータを用いて分析される。トポグラフィを決定するために、コンポーネント特性データセットは、各画素のためにθ軸において少なくとも表面勾配を含む。より網羅的な表面分析のために、コンポーネント特性データセットは、各画素のためにφ軸方向における表面勾配及び/又は強度も含み得る。
図8を参照すると、光源をコンポーネントに対して他の場所へ移動するステップ128は、球モード、テレセントリックモード、及び、自由形状モードのような多数の動作モードの1つにおいて遂行される。
球モードにおいて、コンポーネントはφ軸について回転し、光源はθ軸について回転する。典型的には、φ軸についてのコンポーネントの回転は、θ軸についての光源の回転よりも高い速度である。θ軸についての回転は、連続的又は段階的であり得る。結果として生じるビームの偏差を検出するステップも連続的又は段階的に遂行し得る。1つの実施例において、コンポーネントはφ軸について連続的に回転し、結果として生じるビームの特徴は1°の回転毎にサンプリングされる。θ軸について回転の方法は、コンポーネント特性データセットのサイズ及び性質を決定する。θ軸についての回転の方法がステップ状であるとき、コンポーネント特性データセットは、地球上に見られるような、球座標系における規則的な格子である。回転の方法がθ軸について連続的であるとき、コンポーネント特性データセットは螺旋である。螺旋は、球座標系における規則的な格子と同一と想定され得るし、或いは、コンポーネント特性データセットの分析中、球座標系における規則的な格子に変換されることが許容され得る。1つの実施例において、θ軸についての回転は、連続的又は段階的な方法のいずれかで、φ軸についての1回転毎1°又は0.5°で行われる。θ軸についての光源の進行は、典型的には、0°と45°との間であるが、所望に、60°又は90°の最大θ角までであり得る。
トレセントリックモードにおいて、光源は、0°と90°との間のコンポーネントに対して、一定のθ角で維持される。光源は、プローブステージ及び/又はコンポーネントステージの運動によって、コンポーネントに対してx軸方向に純粋な並進で移動される。また、コンポーネントをz方向に移動し且つ/或いはφ軸について回転し得る。物体地点は、ゼロ視野角(θ=0)又は無限視野角(θ≠0)のいずれかを伴う本質的に無限大にある。
自由形状モードにおいて、複合的なコンポーネント形状のために所望であるとき、光源及びコンポーネントの如何なる相対的運動も可能である。光源及びコンポーネントの相対的運動は、所望の運動を達成する如何なる組み合わせにおいても、x軸及びz軸に沿って移動し、θ軸及びφ軸について回転するようプログラミングされる。反射モードにおけるトロイド表面トポグラフィを測定することの実施例のために、相対的運動は、光源ビームを表面に対して垂直に保ち、且つ、表面で集束する光源ビームを維持するよう、光源を表面から一定距離に保つようプルグラミングされている。透過モードにおいて光特性を測定することの実施例のために、相対的運動は様々な波面、即ち、球状の集束若しくは発散、オン若しくはオフ軸、現実若しくは仮想、又は、テレセントリックを擬態するようプログラミングされている。複合的な収差波面も擬態し得る。
コンポーネント特性データセットは、遂行される測定の種類に従って分析される。例えば、測定が反射モードで実行されるとき、コンポーネント特性データセットを分析することは、コンポーネントのトポグラフィを決定することを含み得る。他の実施例において、測定が透過モードで実行されるとき、コンポーネント特性データセットの分析は、コンポーネントの光特性を決定することを含み得る。
走査中、各地点のために検出される特性は、データ獲得システムへのデータ信号としてPSDから提供され、その場合には、それらは、典型的には、分析プログラムを実行する汎用コンピュータ上での分析のためのコンポーネント特性データセットとしてデジタル形態で記憶される。実時間又はオフラインで分析を遂行し得る。
反射モードにおいて、θ勾配として定められるφ軸に対して垂直な表面勾配、又は、φ勾配として定められるφ軸に対して垂直な(並びにθ勾配に対して垂直な)表面勾配から、表面トポグラフィを計算し得る。コンポーネント特性データセットは表面勾配を含み、表面勾配が表面トポグラフィを再構築するよう積分されるよう、表面勾配は表面形状の勾配ベクトルである。
θ勾配値から表面トポグラフィを計算する実施例のために、相対的非球性、即ち、半径R0の球と比較された非球性は、以下の通り各緯度(φ=一定)の周りで積分することによって計算される。

Rθは、座標中心としてθ−軸及びφ軸の交点を備える極座標に記載される、θ積分経路に沿うコンポーネントの実際の表面プロファイルであり、
R0は、同一の座標中心を備える同一の座標系内に記載され、且つ、典型的には、θ=0及びφ=0で、積分開始地点でのコンポーネントの実際の表面プロファイルと一致する基準球であり、
Sθは、角度増分でのθ勾配であり、
dθは、角度増分である。
コンポーネントが完全な球であるとき、Sθの値はゼロであり、Rθ/R0の比率は1である。非球性は、実際の表面と基準表面との間の差として定められる。この場合には、非球性は、RθとR0との間の差であり、基準表面は基準球である。相対非球性は相対値であり、試験下のコンポーネントのサイズと無関係であることに留意のこと。各緯度の周りの絶対非球性は、以下から計算される。
R0の値は、典型的には、コンポーネントの設計から既知である。R0の値が未知のとき、それは追加的な測定によって決定される。1つの実施態様において、R0は、干渉法において一般的に行われるように第二z位置にコンポーネントを備える、或いは、波面センシングを備える、第二コンポーネント特性データセットを得ることによって決定され、2つのコンポーネント特性データセットからR0を計算する。第一コンポーネント特性データセットを得た後、コンポーネントは、z軸に沿って既知量シフトされる。これは、第二の異なる基準球、コンポーネントに対する第二原点を有する新しい極座標系、R0の第二値をもたらす。R0の2つの値の間の差は、コンポーネントシフトから既知であり、コンポーネントのトポグラフィは、2つのコンポーネント特性データセットにおいて同一であるので、R0の2つの値を決定し得る。
代替的な実施態様において、R0は、コンポーネント直径のようなコンポーネントの物理的なパラメータを測定することによって決定され、コンポーネント特性データセットに比例して変化するよう測定された物理的パラメータを用いる。表面トポグラフィを特徴付けるために、絶対非球性が各緯度で計算される。1つの実施態様において、表面トポグラフィは、表面の個々の部分のために計算され、全表面を特徴付けるために、個々の部分は一体的に綴じられる。
以下から、各緯度の周りのφ勾配から類似の方法で表面トポグラフィを決定し得る。
Rφは、座標中心としてθ軸及びφ軸の交点を備える極座標に記載された、φ積分経路に沿うコンポーネントの実際の表面特徴プロファイルであり、
R0は、同一の座標中心を備える同一の座標系に記載され、且つ、典型的には、θ=0及びφ=0で、積分開始地点でコンポーネントの実際の表面プロファイルと一致する基準球であり、
Sφは、角度増分でのφ勾配であり、
dφは、角度増分である。
φ−勾配値から表面トポグラフィを計算するために、追加的な情報が必要である。1つの実施態様では、φ勾配値を各緯度(θ=一定)の周りで結び付けるために、単一のRθ走査(φ=一定)を用い得る。
当業者であれば、コンポーネント形状及びトポグラフィを再構築するために、コンポーネント特性データセットを、上記に提示された実施例に加え、多くの方法で用い得ることを理解しよう。φ軸(φ勾配)に対して垂直な勾配、強度、及び、形状のような、θ勾配よりも多くのデータがコンポーネント特性データセット内で収集されるとき、表面トポグラフィを確認し得るし、追加的な計算を遂行し得る。例えば、ここに参照として引用される、W.Potzeによって2003年12月24日に出願された特許出願PCT/IB2003/0062号,Koninklijke Philips Electronics 参照番号第PHNL030022号は、二次元PSDが用いられ且つθ勾配及びφ勾配の双方が収集されるときに、表面統合のために過剰勾配データを最適に使用するためのアルゴリズムを開示している。画素をダスト又はスクラッチによって引き起こされる勾配値と結び付けるために、強度データを用い得る。測定された勾配値が正しいかどうかをテェックするために、形状及び局所的極率を用い得る。他の実施態様において、コンポーネント及びコンポーネント表面は、眼分野で一般的に用いられているパワーマップ又はアドオンマップ、或いは、オプティクス分野で一般的に用いられているようなゼルニケ多項式係数適合のような代替的な方法で分析され得る。コンポーネント及びコンポーネント表面は、球座標、デカルト座標、又は、他の便利な座標系に記載され得る。
コンポーネント特性データセットを分析することから得られるトポグラフィ又は他の結果は、コンポーネントを研削し、研磨し、或いは、組み立てることのように、コンポーネントを動かすことに用いられ得る。光プローブ及びPSDは、それらが旋盤又は研磨機のようなコンポーネントを動かす工具と干渉しないよう、コンポーネントから離間し得る。工具の制御のために誤差信号を生成するために、トポグラフィ又は他の結果は、設計パラメータと比較され得る。透過モードを用いることで、組立中に他素子レンズ系の光学特性を監視し得る。測定は各レンズ素子がレンズ系に加えられた後に行われ得ることで、組立体が補正され、且つ、レンズ系が所望に作動することを保障する。
1つの実施態様において、地点からの結果として生じるビームの偏差を検出するステップ124は、PSDで偏差を検出するステップ及びPSDを較正するステップを含む。PSDを較正するステップは、正確な測定値をもたらすよう、光測定装置の任意の部分の較正を含む。反射モードにおける動作のためにPSDを較正するために、ゆらぎ較正、平面鏡較正、又は、球較正が用いられる。PSD較正は、PSD、光プローブ、及び/又は、ステージの物理的整列のような、オフセット又は整列のためにハードウェアを調節することによって、或いは、試験下の特定のコンポーネントのためのコンポーネント特性データセットを分析しながら、ソフトウェア内のデータを調節することによって、PSDは遂行される。較正データは、線形適合(linear fit)又は複合較正表を通じて、測定データに適用され得る。
ゆらぎ較正法を実施するために、φ軸に対する小さな傾斜で、平面鏡がコンポーネントとして設けられる。1つの実施態様において、平面鏡は、較正後に試験されるべきコンポーネントと同一の材料から成り、且つ、同一の反射率及び表面粗さのような光学特性を有する。光源ビームは平面鏡上に向けられ、鏡はφ軸について回転される。結果として生じるビームは、鏡傾斜の小さな角度と等しい半角を有する円錐を描く。結果として生じるビームはPSD上に痕跡を形成する。典型的には、痕跡はほぼ円形である。θ方向及びφ方向における感度は、真円度からの痕跡偏差に基づき較正される。PSDは、θ方向及びφ方向における非真円度の補正によって較正される。
ゆらぎ較正法のためのPSDのより大きな領域に亘る較正は、異なる鏡傾斜及び/又は異なる光源ビーム角度を用いた較正手続きを反復することによって得られるので、結果として生じるビームは、PSD上に異なるサイズの痕跡を描く。これはφ軸及びθ軸に対するコンポーネントの全ての可能な角度のためにPSDの較正をもたらす。平均、円、又は、フーリエ適合のような較正データの適合からφ方向におけるPSDのゼロを位置付けるにも、較正データを用い得る。
標的を備える一時ジグをコンポーネントとしてのφステージに取り付けることによって、φ方向におけるPSDのゼロを測定し得る。標的は、一次ジグ上の光源ビームの位置を位置付けるために用いられるピンホール、点、若しくは、十字のようなマーク、又は、PSD若しくはカメラのようなセンサである。一次ジグは、φ軸上の光プローブから第一距離の標的を先ず位置付ける。一次ジグは、φ軸について回転され、φステージ上の標的の位置は、φ軸についての標的の運動に偏心性がなくなるまで調節される。一次ジグは、z軸に沿ってφ軸上の光プローブから第二距離に移動され、第二距離での如何なる偏心性もゼロにされる。次に、光源ビームが、一次ジグがφ軸について回転されるときに、第一距離及び第二距離の双方で標的の中心を打つまで、一次ジグは、第一距離と第二距離との間で移動され、調節が行われる。
平面鏡較正法を遂行するために、平面鏡がコンポーネントとしてφ軸に対して小さな傾斜で提供される。1つの実施態様において、平面鏡は、較正後に試験されるべきコンポーネントと同一の材料から成り、且つ、同一の反射率及び表面粗さのような光学特性を有する。光源ビームは、平面鏡上に向けられ、θ走査が実行される、即ち、光プローブはθ軸について回転されるのに対し、鏡はφ軸に対して固定される。典型的には、鏡はθ軸に近いので、光源ビームは、θ走査中、鏡の単一地点付近に留まる。これは鏡の平坦性に対する較正の感度を低減する。θ方向及びφ方向における偏向のために、データは、PSD上の結果として生じるビームから収集される。コンポーネントは、φ軸についての30°又は60°のような較正角度増分によって回転される。θ走査は反復され、コンポーネントは回転される。コンポーネントが360°回転されるまで、追加的なθ走査が、φ軸についての各較正角度増分で遂行される。φ軸位置の関数としてのθ方向における偏向の線形性から、θ方向における感度を較正し得る。φ方向における偏向の平均から、φ方向における感度を較正し得る。PSDは、θ方向における非線形性及びφ方向における偏差の補正によって較正される。
球較正法を遂行するために、球はコンポーネントとして提供される。1つの実施態様において、球は研磨された金属球である。代替的な実施態様において、球は、較正後に試験されるコンポーネントと同一の材料から成り、且つ、同一の反射率及び表面粗さのような光学特性を有する。光源ビームは、θ軸及びφ軸に沿ってゼロ度で球上に向けられる。θ方向及びφ方向における偏向のために、データがPSD上の結果として生じるビームから収集される。光源ビームは、0.5°又は1°のような小さな縦増分によってθ方向に移動される。球をφ方向に回転し、且つ、1°又は2°のような小さな緯度増分でデータを収集することによって、リング状のデータが収集される。約0°及び45°又は0°及び90°以上の間のθ値からのようなリング状のデータが球の所望部分に亘って収集されるまで、手続きは反復される。コンポーネントは球であるので、θ方向及びφ方向における偏向はゼロであるべきである、即ち、表面勾配はゼロでなければならず、非球性があってはならない。球面は、リング状のデータから再構築され、研磨金属球のための予期される球面と比較される。PSDは、PSD、光プローブ、及び/又は、ステージ整列を補正することのような、任意の不整列の物理的補正によって、又は、ソフトウェア内のデータを調節しながら、試験下の特定コンポーネントを分析することによって較正される。
図9は、本発明に従った光精密測定法を組み込んだ機械制御のためのブロック図である。光測定装置200は、光源ビーム202を表面204の画素に送り、それは結果として生じるビーム206を戻す。工具208との干渉を避けるために、光測定装置206は、典型的には、表面204から離れている。結果として生じるビーム206は、所望の用途に依存して、反射ビーム又は透過ビームであり得る。表面204は、旋盤上で機械加工することによる、研磨することによる、或いは、研削することによるように、工具208によって作業される。表面204が工具208によって作業されている間、表面204は光測定装置200によって測定される。表面204は、停止された工具208を備える光測定装置200によっても測定され得るが、表面204は作業機械、即ち、旋盤、研磨機、又は、研削機内に取り付けられたままである。ウォータジェット又は研磨材を用いる工具のために、光測定装置は、表面測定が行われるときに開放する窓の背後に保護され得る。
光測定装置200は、結果として生じるビーム206から、表面204の特性の測定信号210を発生する。測定信号210は、コンパレータ216で、設計記憶装置214からの設計信号212と比較される。設計記憶装置214内に記憶される表面204のための所望の設計は、事前設定設計、又は、表面204の作業の実際の進行と共に変化する対話型設計であり得る。コンパレータ216は、測定信号210と設計信号212との比較から差分信号218を発生する。機械制御220は、差分信号218を受信し、表面204に働く工具208を制御する制御信号222を発生する。
図10は、本発明に従って作成される光精密測定装置を含む旋盤の斜視図である。表面に働くよう工具の動作を制御する同一のコンポーネントは、光測定装置の光プローブの動作も制御する。光測定装置の作用は、図1及び2に関して記載されたものと類似する。
図10を参照すると、旋盤230は、旋盤キャリッジ234そ支持するベッド232を含み、次いで、旋盤キャリッジは、工具ホルダ236を支持している。切断工具238は、工具ホルダ236によって保持されている。コンポーネント242が切断工具238を備える旋盤230上で作業され得るよう、回転ヘッド240がコンポーネント242を保持し、且つ、φ軸についてコンポーネントを回転している。旋盤キャリッジ234は、z軸に沿ってベッド232上を移動し、工具ホルダ236は、x軸に沿って旋盤キャリッジ234上を移動する。コンポーネント242に対する切断工具238の動作は、コンポーネント242の精密な機械加工を可能にする。
光精密測定をもたらすために、θステージ244は、工具ホルダ236に動作的に接続され、光プローブ246はθステージ244に取り付けられている。光プローブ246は、光源ビーム248をコンポーネント242に向ける。この実施例において、光プローブ246は、結果として生じるビーム(図示せず)を検出し、結果として生じるビームはコンポーネント242の表面トポグラフィを決定するための反射ビームである。旋盤キャリッジ234、工具ホルダ236、及び、θステージ244は、プローブステージとして作用し、x及びz方向における並びにθ軸についての光プローブ246の動作を制御する。回転ヘッド240は、コンポーネントステージとして作用し、φ軸についてのコンポーネント242の動作を制御する。測定のための動作は、コンポーネント242の作業を制御するために用いられる同一のコントローラによって制御される。
光精密測定は、コンポーネント242の作業と調和される。1つの実施態様において、光精密測定は、コンポーネント242の作業と同時に遂行される。他の実施態様において、光精密測定は、所望の測定に依存してコンポーネント242が回転し或いは固定された状態で、コンポーネント242が作業されていないときに遂行される。当業者であれば、旋盤に関して記載された光精密測定構成が、研磨機及び研削機のような多数の他の機械に適用可能であることを理解しよう。
図11及び12は、本発明に従って作成された光精密測定装置のプローブステージ用の支持体の代替的な実施態様のそれぞれ斜視図及び断面図であり、同等の素子は図5及び6と同等の参照番号を共有している。支持体は、追加的な自由度、及び、既存の自由度のためのより大きな範囲の動作をもたらす。
プローブステージのための1つの代替的な支持体に関する図11を参照すると、ジンバルリングとしても既知のカルダンリング150が、揺動アーム84を支持している。カルダンリング150は、内側リング152と、外側リング154と、第一シャフト82と、第二シャフト156とを含む。第一シャフト82は、外側リング154上に内側リング152を支持し、θ軸についての外側リング152の回転をもたらす。第二シャフト156は、外側リング154を支持し、Ψ軸についての回転をもたらす。θ軸及びΨ軸は、典型的には、互いに直交し合う。揺動アーム84は、内側リング152に取り付けられている。光プローブ(図示せず)は、内側リング152に接続された揺動アーム84によって支持され、内側リング152と共にθ軸について回転する。コンポーネントステージ76は内側リング152内に位置している。1つの実施態様において、コンポーネントステージ76は、コンポーネント78をx、y、及び、z方向に移動し、φ軸についての回転をもたらす。カルダンリング150は、当業者に既知であるような、駆動及び監視のための、軸受と、モータと、位置エンコーダ(図示せず)とを含む。
プローブステージのための他の代替的な支持体に関する図12を参照すると、滑走ステージ170が、シャフト82を回転可能に支持するシャフト軸受83を支持している。シャフト82はθ軸について回転可能である。シャフト82に取り付けられた揺動アーム84は、光源ビームをコンポーネントステージ76上に載置されたコンポーネント78に向けるために、光プローブ(図示せず)を支持している。滑走ステージ170は、第一軸受リング172と、第二軸受リング174とを含む。第一軸受リング172及び第二軸受リング174の相補面176,178は、第一軸受リング172が滑走ステージ170について滑走ステージ上に中心化される地点について回転し得る。1つの実施態様において、地点180は、光プローブの集束地点又はその近傍にある。当業者であれば、代替的な実施態様において、地点180が滑走面170より下にあるよう、相補面176,178の勾配が、例証されるような滑走ステージ170の中心に向かってから、滑走ステージ170の外側に向かってに反転されることを理解しよう。滑走ステージ170は、当業者に既知であるような、駆動及び監視のための、軸受と、モータと、位置エンコーダ(図示せず)とを含む。
光測定装置は、光プローブとコンポーネントとの間でy方向にも運動をもたらし得る。1つの実施態様において、滑走ステージ170は、yステージ182上に支持され、光プローブの運動をy方向にもたらしている。代替的な実施態様において、コンポーネントステージ176は、コンポーネントの運動をy方向にもたらしている。yステージ182は、当業者に既知であるような、駆動及び監視のための、軸受と、モータと、位置エンコーダとを含む。
ここに開示される本発明の実施態様は、現在好適と考えられるが、本発明の範囲から逸脱せずに様々な変更及び修正をなし得る。本発明の範囲は添付の特許請求の範囲に示され、意味及び均等の範囲内に由来する全ての変更がここに包含されるよう意図される。
Claims (20)
- コンポーネントの光精密測定の方法であって、
前記コンポーネントに対する第一場所に光プローブを設けるステップと、
該光プローブからの光源ビームを前記コンポーネント上の画素に配向するステップと、
前記画素からの結果として生じるビームの偏差を検出するステップと、
該偏差をコンポーネント特性データセットに記憶するステップと、
光源をコンポーネントに対する他の場所に移動するステップと、
前記他の場所のために、前記配向するステップと、前記検出するステップと、前記記憶するステップとを反復すするステップとを含む、
方法。 - 前記結果として生じるビームは、反射ビーム、透過ビーム、並びに、反射ビーム及び透過ビームの両方から成る群から選択される、請求項1に記載の方法。
- 前記結果として生じるビームの追加的な特性を検出するステップをさらに含み、該追加的な特性は、強度及び形状から成る群から選択される、請求項1に記載の方法。
- 前記光源を前記コンポーネントに対する他の場所に移動するステップは、前記コンポーネントをφ軸について回転するステップを含む、請求項1に記載の方法。
- 前記光源を前記コンポーネントに対する他の場所に移動するステップは、前記光源をθ軸について回転するステップを追加的に含む、請求項4に記載の方法。
- 前記光源を前記コンポーネントに対する他の場所に移動するステップは、球モード、テレセントリックモード、及び、自由形状モードから成る群から選択されるモードにおいて、前記光源を前記コンポーネントに対して移動するステップを含む、請求項1に記載の方法。
- 前記コンポーネント特性データセットを分析するステップをさらに含む、請求項1に記載の方法。
- 前記結果として生じるビームは、前記コンポーネントの表面からの反射ビームであり、前記コンポーネント特性データセットを分析するステップは、トポグラフィ特性、パワーマップ、アドオンマップ、及び、ゼルニケ多項式係数適合から成る群から選択される特性のために前記表面を分析するステップを含む、請求項7に記載の方法。
- 前記結果として生じるビームは、透過ビームであり、前記コンポーネント特性データセットを分析するステップは、前記コンポーネントの光特性を決定するステップを含む、請求項7に記載の方法。
- 前記コンポーネント特性データセットを分析するステップからの結果に応答して前記コンポーネントを動かすステップをさらに含む、請求項7に記載の方法。
- 前記画素からの結果としてのビームの偏差を検出するステップは、位置反応検出器を用いて、前記画素からの結果として生じるビームの偏差を検出するステップを含み、且つ、前記位置反応検出器を較正するステップをさらに含む、請求項1に記載の方法。
- 前記位置反応検出器を較正するステップは、
平面鏡をφ軸に対してある傾斜で設けるステップと、
前記光源ビームを前記平面鏡に配向するステップと、
前記平面鏡を前記軸について回転するステップと、
前記位置反応検出器上の痕跡を検出するステップと、
該痕跡から前記位置反応検出器の感度を決定するステップとを含む、
請求項11に記載の方法。 - 前記位置反応検出器を較正するステップは、ゆらぎ較正、平面鏡較正、及び、球較正から成る群から選択される方法によって前記位置反応検出器を較正するステップを含む、請求項11に記載の方法。
- コンポーネントの光精密測定のためのシステムであって、
前記コンポーネントに対する第一場所にある光プローブと、
該光プローブからの光源ビームを前記コンポーネント上の画素に配向するための手段と、
前記画素からの結果として生じるビームの偏差を検出するための手段と、
該偏差をコンポーネント特性データセットに記憶するための手段と、
光源を前記コンポーネントに対する他の場所に移動するための手段と、
前記他の場所のために、前記配向するための手段と、前記検出するための手段と、前記記憶するための手段とを反復するための手段とを含む、
システム。 - 前記コンポーネント特性データセットを分析するための手段をさらに含む、請求項14に記載のシステム。
- 前記検出手段を較正するための手段をさらに含む、請求項14に記載のシステム。
- コンポーネントを光測定するための装置であって、
光源ビームをもたらす光プローブと、
該光プローブをθ軸について回転するよう動作可能であるプローブステージと、
前記コンポーネントをφ軸について回転するよう動作可能であるコンポーネントステージと、
位置反応検出器とを含み、
前記プローブステージは、前記光源ビームを前記コンポーネントに対して配向し、前記光源ビームは、前記コンポーネントから結果として生じるビームを発生し、前記位置反応検出器は、前記結果として生じるビームを検出する、
装置。 - 前記プローブステージ及び前記コンポーネントステージの相対的な動作は、前記光プローブをx軸及びz軸に沿って前記コンポーネントに対して移動するよう動作可能である、請求項17に記載の装置。
- 前記結果として生じるビームは、反射ビーム、透過ビーム、並びに、反射ビーム及び透過ビームの両方から成る群から選択される、請求項17に記載の装置。
- 前記位置反応検出器は、アナログ横効果光ダイオード、電荷結合素子センサ、及び、相補型酸化膜金属半導体センサから成る群から選択される、請求項17に記載の装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US56956504P | 2004-05-10 | 2004-05-10 | |
| PCT/IB2005/051487 WO2005108917A2 (en) | 2004-05-10 | 2005-05-06 | Device and method for optical precision measurement |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007536552A true JP2007536552A (ja) | 2007-12-13 |
Family
ID=34967375
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007512673A Withdrawn JP2007536552A (ja) | 2004-05-10 | 2005-05-06 | 光学精密測定装置及び方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20070247639A1 (ja) |
| EP (1) | EP1759167A2 (ja) |
| JP (1) | JP2007536552A (ja) |
| KR (1) | KR20070012459A (ja) |
| CN (1) | CN1950669A (ja) |
| TW (1) | TW200606391A (ja) |
| WO (1) | WO2005108917A2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010085341A (ja) * | 2008-10-02 | 2010-04-15 | Ntn Corp | 球面形状測定装置および球面形状測定方法 |
| JP2014507645A (ja) * | 2011-01-06 | 2014-03-27 | ザ・リージェンツ・オブ・ザ・ユニバーシティー・オブ・カリフォルニア | 無レンズ断層撮影装置及び方法 |
Families Citing this family (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060176491A1 (en) * | 2004-12-22 | 2006-08-10 | Hall William J | Device and method for non-contact scanning of contact lens mold geometry |
| US7602508B1 (en) * | 2005-03-31 | 2009-10-13 | Propstraightener.Com, Llc | Method and apparatus for measuring pitch, rake and squareness of a boat propeller |
| GB0605796D0 (en) † | 2006-03-23 | 2006-05-03 | Renishaw Plc | Apparatus and method of measuring workpieces |
| US8243262B2 (en) * | 2007-01-26 | 2012-08-14 | Camtek Ltd. | Method and system for supporting a moving optical component on a sloped portion |
| US8402785B2 (en) * | 2007-11-09 | 2013-03-26 | Corning Incorporated | Method and apparatus for measuring surface shape profile |
| TWI399258B (zh) * | 2007-11-23 | 2013-06-21 | Hon Hai Prec Ind Co Ltd | 精密加工機台 |
| JP5623009B2 (ja) * | 2008-07-10 | 2014-11-12 | 株式会社ミツトヨ | 校正用治具、形状測定装置、及びオフセット算出方法 |
| DE102009010019B4 (de) * | 2009-02-21 | 2012-05-31 | Jos. Schneider Optische Werke Gmbh | Verfahren zum berührungslosen Messen der Topographie |
| JP5486379B2 (ja) * | 2009-10-01 | 2014-05-07 | キヤノン株式会社 | 面形状計測装置 |
| JP5430473B2 (ja) * | 2009-10-01 | 2014-02-26 | キヤノン株式会社 | 面形状計測装置 |
| JP5430472B2 (ja) * | 2009-10-01 | 2014-02-26 | キヤノン株式会社 | 面形状計測装置 |
| DE202010006061U1 (de) | 2010-04-23 | 2010-07-22 | Helmut Fischer GmbH Institut für Elektronik und Messtechnik | Messsonde zur zerstörungsfreien Messung der Dicke dünner Schichten |
| DE202010006062U1 (de) * | 2010-04-23 | 2010-07-22 | Helmut Fischer GmbH Institut für Elektronik und Messtechnik | Messsonde zur zerstörungsfreien Messung der Dicke dünner Schichten |
| US8422005B2 (en) * | 2010-07-14 | 2013-04-16 | Raytheon Company | Method and apparatus for multiple field-angle optical alignment testing |
| US8194251B2 (en) * | 2010-08-26 | 2012-06-05 | Mitutoyo Corporation | Method for operating a dual beam chromatic point sensor system for simultaneously measuring two surface regions |
| JP5713660B2 (ja) * | 2010-12-21 | 2015-05-07 | キヤノン株式会社 | 形状測定方法 |
| CN102175167A (zh) * | 2010-12-29 | 2011-09-07 | 吴江市博众精工科技有限公司 | 测量产品上下盖压合后是否合格的方法 |
| US9057595B2 (en) | 2011-11-30 | 2015-06-16 | Novartis Ag | Combination of mirror images to improve signal quality for contact lenses |
| CN102654387B (zh) * | 2012-05-25 | 2014-07-02 | 南京理工大学 | 一种基于空间曲面约束的工业机器人在线标定装置及其实现方法 |
| CN102706277B (zh) * | 2012-05-25 | 2014-11-05 | 南京理工大学 | 一种基于全方位点约束的工业机器人在线零位标定装置及方法 |
| CN103852031B (zh) * | 2012-11-28 | 2018-06-01 | 联想(北京)有限公司 | 一种电子设备及测量物体形状的方法 |
| WO2014084131A1 (ja) * | 2012-11-29 | 2014-06-05 | 株式会社ニコン | 形状測定装置、構造物製造システム、ステージ装置、形状測定方法、構造物製造方法、プログラム、及び記録媒体 |
| US8842273B2 (en) | 2013-02-14 | 2014-09-23 | United Sciences, Llc | Optical measurement of drilled holes |
| US9212901B2 (en) * | 2013-04-17 | 2015-12-15 | Corning Incorporated | Apparatus and methods for performing wavefront-based and profile-based measurements of an aspheric surface |
| DE102013213599B4 (de) * | 2013-07-11 | 2016-05-04 | Leica Microsystems Cms Gmbh | Verfahren und Vorrichtung zur spektrometrischen Reflexionsmessung bei sphärischen Flächen |
| US9188775B2 (en) | 2013-08-28 | 2015-11-17 | United Sciences, Llc | Optical scanning and measurement |
| TWI491844B (zh) * | 2013-10-15 | 2015-07-11 | Univ Nat Formosa | 3D Morphology Analysis Method |
| TWI493152B (zh) * | 2013-12-23 | 2015-07-21 | Compal Electronics Inc | 可攜式三維影像擷取及量測裝置及其量測方法 |
| TWI502186B (zh) * | 2014-05-08 | 2015-10-01 | Utechzone Co Ltd | A bright spot detection device for filtering foreign matter noise and its method |
| ES2887113T3 (es) * | 2014-11-11 | 2021-12-21 | Holden Brien Vision Inst | Sistemas y métodos para determinar la calidad de un dispositivo óptico reproducido (fabricado) |
| JPWO2016147221A1 (ja) * | 2015-03-18 | 2018-01-11 | オリンパス株式会社 | 光走査装置のキャリブレーション方法およびキャリブレーション装置 |
| DE102015211879B4 (de) * | 2015-06-25 | 2018-10-18 | Carl Zeiss Ag | Vermessen von individuellen Daten einer Brille |
| EP3182062B1 (de) * | 2015-12-14 | 2021-09-22 | Haag-Streit Ag | Kalibrierung eines interferometers |
| US10041976B2 (en) | 2016-02-03 | 2018-08-07 | Globalfoundries Inc. | Gimbal assembly test system and method |
| WO2017185069A1 (en) * | 2016-04-21 | 2017-10-26 | Molecular Vista, Inc. | System and method for optical drift correction |
| JP6570497B2 (ja) * | 2016-09-21 | 2019-09-04 | 富士フイルム株式会社 | 計測装置 |
| US9992472B1 (en) * | 2017-03-13 | 2018-06-05 | Heptagon Micro Optics Pte. Ltd. | Optoelectronic devices for collecting three-dimensional data |
| IT201700032323U1 (it) * | 2017-03-23 | 2018-09-23 | V Ger S R L | Apparato per scannerizzare un rispettivo oggetto tridimensionale. |
| CN107478165A (zh) * | 2017-08-23 | 2017-12-15 | 苏州鑫河镜业有限公司 | 一种镜片表面镀膜厚度均匀度测试装置 |
| CN109425312B (zh) * | 2017-09-01 | 2021-12-03 | 宁波舜宇车载光学技术有限公司 | 偏心测试装置及方法 |
| TWI786221B (zh) * | 2017-12-22 | 2022-12-11 | 瑞士商謹觀股份公司 | 具有用於工具夾具及工件夾具間之三維對齊的光學測量裝置的工具機 |
| CN107966408A (zh) * | 2017-12-27 | 2018-04-27 | 合肥知常光电科技有限公司 | 一种用于光学元件吸收率测量的标定工装 |
| CN108362227B (zh) * | 2018-03-19 | 2021-06-04 | 山东省科学院激光研究所 | 轮毂检测方法、装置、系统及控制设备 |
| CN108680124B (zh) * | 2018-05-18 | 2023-05-23 | 南京信息职业技术学院 | 形状公差光电检测机器人及检测方法 |
| EP3582009A1 (en) | 2018-06-15 | 2019-12-18 | ASML Netherlands B.V. | Reflector and method of manufacturing a reflector |
| CN108917689B (zh) * | 2018-08-01 | 2021-01-22 | 京东方科技集团股份有限公司 | 曲率半径测量设备及其测量方法 |
| CN110849587A (zh) * | 2018-08-21 | 2020-02-28 | 深圳市汇顶科技股份有限公司 | 光源测试仪、方法、装置、设备及存储介质 |
| CN109341578B (zh) * | 2018-10-22 | 2021-03-02 | 东旭光电科技股份有限公司 | 测量装置及曲面玻璃的测量方法 |
| CN109604375B (zh) * | 2018-12-27 | 2020-05-12 | 南京工大数控科技有限公司 | 冲压钢板弯曲坡度多工位自动检测系统 |
| TWI722817B (zh) * | 2020-03-06 | 2021-03-21 | 樂達創意科技股份有限公司 | 自動光學檢測系統及其檢測隱形眼鏡表面瑕疵的方法 |
| CN113390897A (zh) * | 2020-03-12 | 2021-09-14 | 乐达创意科技股份有限公司 | 自动光学检测系统及其检测隐形眼镜表面瑕疵的方法 |
| EP3896386A1 (en) * | 2020-04-16 | 2021-10-20 | Taylor Hobson Limited | Interferometric measuring device |
| CN113251949B (zh) * | 2021-06-18 | 2021-11-30 | 三代光学科技(天津)有限公司 | 一种微透镜阵列面形的单点光学测量路径生成方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4272190A (en) * | 1978-08-14 | 1981-06-09 | Typalogics | Optical measuring system |
| US4609287A (en) * | 1982-10-05 | 1986-09-02 | Canon Kabushiki Kaisha | Method of and apparatus for measuring refractive characteristics |
| NL8902422A (nl) * | 1989-09-29 | 1991-04-16 | Philips Nv | Meetinrichting. |
| US5111445A (en) * | 1989-11-17 | 1992-05-05 | Sony Corporation | Holographic information storage system |
| US5184322A (en) * | 1990-01-29 | 1993-02-02 | Nathan Okun | Optical storage device with a stationary mass storage medium |
| US5067817A (en) * | 1990-02-08 | 1991-11-26 | Bauer Associates, Inc. | Method and device for noncontacting self-referencing measurement of surface curvature and profile |
| NL9002279A (nl) * | 1990-10-19 | 1992-05-18 | Philips Nv | Meetinrichting met normeringscircuit. |
| DE69208413T2 (de) * | 1991-08-22 | 1996-11-14 | Kla Instr Corp | Gerät zur automatischen Prüfung von Photomaske |
| GB9205655D0 (en) * | 1992-03-14 | 1992-04-29 | Roke Manor Research | Improvements in or relating to surface curvature measurement |
| US6175440B1 (en) * | 1994-02-02 | 2001-01-16 | Advanced Laser Technologies, Inc. | Laser beam display |
| US5644141A (en) * | 1995-10-12 | 1997-07-01 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Apparatus and method for high-speed characterization of surfaces |
| JPH1163946A (ja) * | 1997-06-12 | 1999-03-05 | Nikon Corp | 形状測定方法及び高精度レンズ製造方法 |
| DE19944021A1 (de) * | 1998-09-14 | 2000-05-04 | Nikon Corp | Interferometrische Vorrichtung und Verfahren zum Vermessen der Oberflächentopographie einer Testoberfläche |
| US6396588B1 (en) * | 1999-10-06 | 2002-05-28 | Trw Inc. | Hybrid curvature-tilt wave front sensor |
| JP2001349712A (ja) * | 2000-04-06 | 2001-12-21 | Nikon Corp | 面形状測定装置、波面収差測定装置およびこれらを用いて製造された投影レンズ |
| EP1330793B1 (en) * | 2000-09-05 | 2008-12-10 | Talaris Inc. | Methods and apparatus for detection of coin denomination and other parameters |
| JP3923945B2 (ja) * | 2004-01-13 | 2007-06-06 | 三鷹光器株式会社 | 非接触表面形状測定方法 |
-
2005
- 2005-05-06 KR KR1020067023311A patent/KR20070012459A/ko not_active Application Discontinuation
- 2005-05-06 CN CNA2005800148489A patent/CN1950669A/zh active Pending
- 2005-05-06 EP EP05739745A patent/EP1759167A2/en not_active Withdrawn
- 2005-05-06 JP JP2007512673A patent/JP2007536552A/ja not_active Withdrawn
- 2005-05-06 TW TW094114776A patent/TW200606391A/zh unknown
- 2005-05-06 US US11/568,861 patent/US20070247639A1/en not_active Abandoned
- 2005-05-06 WO PCT/IB2005/051487 patent/WO2005108917A2/en not_active Application Discontinuation
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010085341A (ja) * | 2008-10-02 | 2010-04-15 | Ntn Corp | 球面形状測定装置および球面形状測定方法 |
| JP2014507645A (ja) * | 2011-01-06 | 2014-03-27 | ザ・リージェンツ・オブ・ザ・ユニバーシティー・オブ・カリフォルニア | 無レンズ断層撮影装置及び方法 |
| US9605941B2 (en) | 2011-01-06 | 2017-03-28 | The Regents Of The University Of California | Lens-free tomographic imaging devices and methods |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005108917A3 (en) | 2006-03-30 |
| EP1759167A2 (en) | 2007-03-07 |
| TW200606391A (en) | 2006-02-16 |
| US20070247639A1 (en) | 2007-10-25 |
| WO2005108917A2 (en) | 2005-11-17 |
| CN1950669A (zh) | 2007-04-18 |
| KR20070012459A (ko) | 2007-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007536552A (ja) | 光学精密測定装置及び方法 | |
| WO2017107777A1 (zh) | 一种旋转对称未知非球面面形误差的测量方法及其测量装置 | |
| JP4312602B2 (ja) | 非球面表面および波面の走査干渉計 | |
| Gao et al. | High-accuracy roundness measurement by a new error separation method | |
| US6781700B2 (en) | Scanning interferometer for aspheric surfaces and wavefronts | |
| JP2010237189A (ja) | 3次元形状測定方法および装置 | |
| JP5208075B2 (ja) | 光波干渉測定装置 | |
| KR101930602B1 (ko) | 피조 간섭 측정에 의한 구면-비점수차 광학 영역의 측정 방법 | |
| JP2012518778A (ja) | トポグラフィーのゼロ接触測定方法 | |
| US20130044332A1 (en) | Surface profile measurement apparatus and alignment method thereof and an improved sub-aperture measurement data acquisition method | |
| EP1674822A1 (en) | Device and method for non-contact scanning of contact lens mold geometry | |
| CN114577125B (zh) | 一种非接触式光学透镜中心厚度测量方法及测量装置 | |
| CN113203553B (zh) | 一种透镜中心误差测定系统及测定方法 | |
| JP2002257523A (ja) | 超精密形状測定方法及びその装置 | |
| KR20110065365A (ko) | 비구면체 측정 방법 및 장치 | |
| CN109945804B (zh) | 横向相减差动共焦超大曲率半径测量方法 | |
| JP2012002548A (ja) | 光波干渉測定装置 | |
| JP2005201703A (ja) | 干渉測定方法及び干渉測定システム | |
| JP2005172810A (ja) | 3次元形状測定方法及び3次元形状測定装置 | |
| JP3702733B2 (ja) | 光学検査装置のアライメント方法およびその機構 | |
| JPH11211426A (ja) | 面形状測定装置 | |
| Lewis et al. | Accurate arm profilometry-traceable metrology for large mirrors | |
| Callender et al. | A swing arm profilometer for large telescope mirror element metrology | |
| Chen et al. | 3D profile measurement of a cylindrical surface with a multi-beam angle sensor | |
| JP5434345B2 (ja) | 回転対称形状の超精密形状測定方法及びその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080501 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20091113 |