JP2007253577A - インプリント用型部材、インプリント用型部材の製造方法、及びインプリント方法 - Google Patents
インプリント用型部材、インプリント用型部材の製造方法、及びインプリント方法 Download PDFInfo
- Publication number
- JP2007253577A JP2007253577A JP2006084347A JP2006084347A JP2007253577A JP 2007253577 A JP2007253577 A JP 2007253577A JP 2006084347 A JP2006084347 A JP 2006084347A JP 2006084347 A JP2006084347 A JP 2006084347A JP 2007253577 A JP2007253577 A JP 2007253577A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- mold member
- imprint
- mold
- pattern
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
Abstract
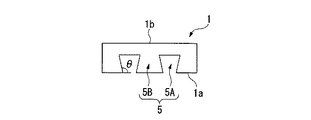
【解決手段】モールド(インプリント用型部材)1は、表面に基板用レジスト(基板用光硬化性樹脂)が配設された基板を押圧して、パターン面(一表面)1aに形成された凹部5Aと凸部5Bとからなるパターン5を基板に転写するものであって、凹部5Aが、パターン面1aから深さ方向に漸次拡開して設けられている。凹部5Aの角度θは、70度以上90度未満の所定の角度となっている。
【選択図】図1
Description
S.Y.Chou、et.al.、Appl.Phys.Lett.、vol.67、p.3314、1995
本発明に係るインプリント用型部材は、表面に基板用光硬化性樹脂が配設された基板を押圧して、一表面に形成された凹部と凸部とからなるパターンを前記基板に転写するためのインプリント用型部材であって、前記凹部が、前記一表面から深さ方向に漸次拡開して設けられていることを特徴とする。
本実施形態に係るモールド(インプリント用型部材)1は、図1から図3に示すように、表面に基板用レジスト(基板用光硬化性樹脂)2が配設された基板3を押圧して、パターン面(一表面)1aに形成された凹部5Aと凸部5Bとからなるパターン5を基板3に転写するものであって、凹部5Aが、パターン面1aから深さ方向に漸次拡開して設けられている。図1に示すように、凹部5Aの角度θは、70度以上90度未満の所定の角度となっている。
モールド1の製造方法は、モールド基板6に型用レジスト(型用光硬化性樹脂)7を塗布する工程と、露光、現像してモールド基板6のパターン面1aにパターン5を形成する工程と、凹部5Aの深さと幅とのアスペクト比、及び基板用レジスト2の体積収縮率から凹部5Aの傾斜角度を決める工程と、パターン面1aから深さ方向に漸次拡開した凹部5Aを形成するドライエッチング工程とを備えている。以下、各工程について詳述する。
まず、図4(a)に示すモールド1のパターン面1aに離型剤として図示しないフッ素系表面処理剤EGC−1720(住友スリーエム株式会社製)を浸漬処理しておく。ここで、インプリントの対象となる基板3として、4インチシリコン基板を使用し、図4(b)に示すように、基板3上にラジカル重合型の基板用レジスト2を、例えば350nm厚で塗布する。
例えば、上記実施形態では、モールド1を製造する際に、ドライエッチング工程によって凹部5Aを形成しているが、代わりに、図5に示すように、垂直形状の原凹部10が形成されたモールド基板11に対して、深さ方向に漸次拡開するように収束イオンビーム12を用いて上述の形状の凹部5Aを形成してもよい。
1a パターン面(一表面)
2 基板用レジスト(基板用光硬化性樹脂)
3 基板
5 パターン
6,11 モールド基板(型部材作製用素材)
7 型用レジスト(型用光硬化性樹脂)
8 転写パターン
Claims (6)
- 表面に基板用光硬化性樹脂が配設された基板を押圧して、一表面に形成された凹部と凸部とからなるパターンを前記基板に転写するためのインプリント用型部材であって、
前記凹部が、前記一表面から深さ方向に漸次拡開して設けられていることを特徴とするインプリント用型部材。 - 透明部材からなる型部材作製用素材から構成されていることを特徴とする請求項1に記載のインプリント用型部材。
- 基板用光硬化性樹脂が配設された基板表面を押圧して、一表面に形成された凹部と凸部とからなるパターンを転写するためのインプリント用型部材の製造方法であって、
前記型用光硬化性樹脂を硬化させた後、ドライエッチングによって前記インプリント用型部材の前記一表面から深さ方向に漸次拡開した凹部を形成する工程を備えていることを特徴とするインプリント用型部材の製造方法。 - 基板用光硬化性樹脂が配設された基板表面を押圧して、一表面に形成された凹部と凸部とからなるパターンを転写するためのインプリント用型部材の製造方法であって、
収束イオンビームを用いて前記インプリント用型部材の前記一表面から深さ方向に漸次拡開した凹部を形成する工程を備えていることを特徴とするインプリント用型部材の製造方法。 - 前記凹部の深さと幅とのアスペクト比、及び前記基板用光硬化性樹脂の体積収縮率から前記凹部の傾斜角度を決める工程を備えていることを特徴とする請求項3又は4に記載のインプリント用型部材の製造方法。
- 請求項1又は2に記載のインプリント用型部材の前記一表面を前記基板用光硬化性樹脂が塗布された前記基板に押し付けて変形させて、前記基板上に転写パターン形成することを特徴とするインプリント方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006084347A JP4867423B2 (ja) | 2006-03-27 | 2006-03-27 | インプリント用型部材、インプリント用型部材の製造方法、及びインプリント方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006084347A JP4867423B2 (ja) | 2006-03-27 | 2006-03-27 | インプリント用型部材、インプリント用型部材の製造方法、及びインプリント方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007253577A true JP2007253577A (ja) | 2007-10-04 |
| JP4867423B2 JP4867423B2 (ja) | 2012-02-01 |
Family
ID=38628280
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006084347A Expired - Fee Related JP4867423B2 (ja) | 2006-03-27 | 2006-03-27 | インプリント用型部材、インプリント用型部材の製造方法、及びインプリント方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4867423B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009226762A (ja) * | 2008-03-24 | 2009-10-08 | Toppan Printing Co Ltd | インプリントモールド、インプリントモールド製造方法、微細構造体 |
| JP2010194733A (ja) * | 2009-02-23 | 2010-09-09 | Toppan Printing Co Ltd | ナノインプリント用モールドの製造方法 |
| WO2011033584A1 (ja) * | 2009-09-18 | 2011-03-24 | 株式会社 東芝 | モールド |
| JP2011187824A (ja) * | 2010-03-10 | 2011-09-22 | Fujifilm Corp | 微細パターン製造方法、微細パターン付き基板、微細パターン付き基板を含む光源装置および画像表示装置 |
| JP2012019019A (ja) * | 2010-07-07 | 2012-01-26 | Toshiba Corp | テンプレートの製造方法および半導体装置の製造方法 |
| KR101233096B1 (ko) | 2009-06-26 | 2013-02-14 | 한국과학기술원 | 패턴 전사방법 |
| WO2019160095A1 (ja) * | 2018-02-19 | 2019-08-22 | 株式会社ダイセル | モールドの製造方法 |
| CN112599478A (zh) * | 2021-01-15 | 2021-04-02 | 苏州芯聚半导体有限公司 | 驱动基板及制作方法、显示面板 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1050576A (ja) * | 1996-07-31 | 1998-02-20 | Sumitomo Electric Ind Ltd | 微細構造体製造用金型の製造方法および微細構造体の製造方法 |
| JP2006082476A (ja) * | 2004-09-17 | 2006-03-30 | Seiko Instruments Inc | 型の製造方法とその型を用いて製造された部品 |
| JP2006137092A (ja) * | 2004-11-12 | 2006-06-01 | Sumitomo Electric Ind Ltd | 微細金型の製造方法およびその方法により製造した微細金型ならびに微細構造体 |
-
2006
- 2006-03-27 JP JP2006084347A patent/JP4867423B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1050576A (ja) * | 1996-07-31 | 1998-02-20 | Sumitomo Electric Ind Ltd | 微細構造体製造用金型の製造方法および微細構造体の製造方法 |
| JP2006082476A (ja) * | 2004-09-17 | 2006-03-30 | Seiko Instruments Inc | 型の製造方法とその型を用いて製造された部品 |
| JP2006137092A (ja) * | 2004-11-12 | 2006-06-01 | Sumitomo Electric Ind Ltd | 微細金型の製造方法およびその方法により製造した微細金型ならびに微細構造体 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009226762A (ja) * | 2008-03-24 | 2009-10-08 | Toppan Printing Co Ltd | インプリントモールド、インプリントモールド製造方法、微細構造体 |
| JP2010194733A (ja) * | 2009-02-23 | 2010-09-09 | Toppan Printing Co Ltd | ナノインプリント用モールドの製造方法 |
| KR101233096B1 (ko) | 2009-06-26 | 2013-02-14 | 한국과학기술원 | 패턴 전사방법 |
| WO2011033584A1 (ja) * | 2009-09-18 | 2011-03-24 | 株式会社 東芝 | モールド |
| JPWO2011033584A1 (ja) * | 2009-09-18 | 2013-02-07 | 株式会社東芝 | モールド |
| US8419412B2 (en) | 2009-09-18 | 2013-04-16 | Kabushiki Kaisha Toshiba | Nano-imprint mold and substrate with uneven patterns manufactured by using the mold |
| JP2011187824A (ja) * | 2010-03-10 | 2011-09-22 | Fujifilm Corp | 微細パターン製造方法、微細パターン付き基板、微細パターン付き基板を含む光源装置および画像表示装置 |
| JP2012019019A (ja) * | 2010-07-07 | 2012-01-26 | Toshiba Corp | テンプレートの製造方法および半導体装置の製造方法 |
| WO2019160095A1 (ja) * | 2018-02-19 | 2019-08-22 | 株式会社ダイセル | モールドの製造方法 |
| CN112599478A (zh) * | 2021-01-15 | 2021-04-02 | 苏州芯聚半导体有限公司 | 驱动基板及制作方法、显示面板 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4867423B2 (ja) | 2012-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7922960B2 (en) | Fine resist pattern forming method and nanoimprint mold structure | |
| JP4867423B2 (ja) | インプリント用型部材、インプリント用型部材の製造方法、及びインプリント方法 | |
| JP4940784B2 (ja) | インプリント用モールドおよびインプリント用モールド製造方法 | |
| JP2008078550A (ja) | インプリントモールドおよびその製造方法およびパターン形成方法 | |
| JP4407770B2 (ja) | パターン形成方法 | |
| JP2013175671A (ja) | ナノインプリント用レプリカテンプレートの製造方法及びレプリカテンプレート | |
| JP2007266384A (ja) | インプリント用モールド及びその製造方法 | |
| JP4935312B2 (ja) | インプリントモールドおよびインプリントモールド製造方法 | |
| JP2008132722A (ja) | ナノインプリント用モールドおよびその作成方法、ならびにデバイスの製造方法 | |
| JP5125655B2 (ja) | インプリントモールド | |
| JP5119579B2 (ja) | インプリント用モールド及びその製造方法 | |
| JP2007103914A (ja) | モールド、インプリント装置及びデバイスの製造方法 | |
| JP5114962B2 (ja) | インプリントモールド、これを用いたインプリント評価装置、レジストパターン形成方法及びインプリントモールドの製造方法 | |
| JP2008200997A (ja) | ナノインプリント用金型の製造方法 | |
| JP2008119870A (ja) | インプリントモールド | |
| JP2007027361A (ja) | インプリント用モールド | |
| JP6277588B2 (ja) | パターン形成方法及びナノインプリント用テンプレートの製造方法 | |
| JP7178277B2 (ja) | インプリントモールド製造方法 | |
| JP4858030B2 (ja) | インプリント用モールド、インプリント用モールド製造方法およびパターン形成方法 | |
| JP2011014875A (ja) | 構造体の製造方法 | |
| JP2011014875A5 (ja) | ||
| JP5211505B2 (ja) | インプリントモールド、インプリントモールド製造方法及び光インプリント法 | |
| JP2012190827A (ja) | インプリントモールド及びその作製方法、パターン形成体 | |
| CN1996141A (zh) | 一种零留膜的压印模板及压印光刻图形转移方法 | |
| JP5326192B2 (ja) | インプリント用モールド及びインプリント用モールド製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090223 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110715 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110726 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110921 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111018 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111031 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141125 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |