JP2007144871A - 多色成形品及びその成形方法 - Google Patents
多色成形品及びその成形方法 Download PDFInfo
- Publication number
- JP2007144871A JP2007144871A JP2005344220A JP2005344220A JP2007144871A JP 2007144871 A JP2007144871 A JP 2007144871A JP 2005344220 A JP2005344220 A JP 2005344220A JP 2005344220 A JP2005344220 A JP 2005344220A JP 2007144871 A JP2007144871 A JP 2007144871A
- Authority
- JP
- Japan
- Prior art keywords
- molding
- door trim
- resin
- cavity
- dividing bar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】複数のキャビティを区画する分割バーを内装した成形金型を使用して多色成形品を成形する多色成形品及びその成形方法であって、溶融樹脂の外部への染み出しを確実に防止するとともに、成形サイクルを短縮化する。
【解決手段】ドアトリム(二色成形品)10は、異なる2つの樹脂成形品(ドアトリムアッパー20、ドアトリムロア30)の接合部に沿う境界溝部17を介して一体化されている。そして、境界溝部17を設定するために使用する分割バー51の上面及び分割バー51と隣接する成形下型42の型面の少なくとも一方側には、凹凸加工部53a,53b,44,45が基準面に対して穿設加工されていることにより、溶融樹脂M1,M2が境界溝部17付近を流動する際、流速が低減され、外部への染み出しを防止できるとともに、シール性が向上することから、成形サイクルを短縮化でき、しかも、境界溝部17付近の強度をアップさせることができる。
【選択図】図5
【解決手段】ドアトリム(二色成形品)10は、異なる2つの樹脂成形品(ドアトリムアッパー20、ドアトリムロア30)の接合部に沿う境界溝部17を介して一体化されている。そして、境界溝部17を設定するために使用する分割バー51の上面及び分割バー51と隣接する成形下型42の型面の少なくとも一方側には、凹凸加工部53a,53b,44,45が基準面に対して穿設加工されていることにより、溶融樹脂M1,M2が境界溝部17付近を流動する際、流速が低減され、外部への染み出しを防止できるとともに、シール性が向上することから、成形サイクルを短縮化でき、しかも、境界溝部17付近の強度をアップさせることができる。
【選択図】図5
Description
この発明は、ドアトリム、リヤパーセルシェルフ、フロアトリム、トランクトリム、ラゲージトリム、ルーフトリム、リヤサイドトリム等の自動車用内装部品に好適な多色成形品及びその成形方法に係り、特に、境界溝部付近の外観性能を高めることができるとともに、成形サイクルを短縮化できる多色成形品及びその成形方法に関する。
図12は、上下二分割構造の自動車用ドアトリム1を示す正面図であり、この自動車用ドアトリム1は、ドアトリムアッパー2とドアトリムロア3との上下二分割体から構成され、ドアトリムアッパー2とドアトリムロア3との接合部位には、境界溝部4が設定されている。次いで、上記ドアトリム1を成形する成形金型5の構成について、図13を基に説明する。成形金型5は、所定ストローク上下動可能な成形上型6と、その下方に位置する固定側の成形下型7と、成形下型7に接続され、溶融樹脂を供給する射出機8a,8bと、ドアトリムアッパー2とドアトリムロア3との境界溝部4に配設され、キャビティを2つの分割されたキャビティC1,C2に区画する分割バー9とから大略構成されている。
そして、この成形金型5を使用して、二色成形品であるドアトリム1を成形する工程について説明する。まず、成形上型6を下降操作し、成形上下型6,7を型締めする。この時、図14(a),(b)に示すように、分割バー9はシリンダ9aの伸長動作により、上方に位置してドアトリムアッパー2を成形するためのキャビティC1とドアトリムロア3を成形するためのキャビティC2とを区画しており、第1の射出機8aから溶融樹脂M1がキャビティC1に射出充填される。尚、キャビティC1には、ドアトリムアッパー2の表皮2aが予めセットされており、表皮2aと樹脂成形品2bとの積層体からなるドアトリムアッパー2が成形される。
その後、シリンダ9aが収縮動作を行ない、図15(a),(b)に示すように、分割バー9が下降した後、第2の射出機8bから溶融樹脂M2がキャビティC2に射出充填され、更にこの溶融樹脂M2は、分割バー9が下降して生じるスペース内にも充填されてドアトリムアッパー2と一体化する形でドアトリムロア3が所要形状に成形されて、二色成形品であるドアトリム1の成形が完了する。上述したドアトリム1のような二色成形品の成形方法及び成形金型については、特許文献1に詳細に記載されている。
このように、従来では、上下二分割構造の自動車用ドアトリム1のような多色成形品を同一の成形金型5を使用して成形する場合には、成形金型5内に内装される分割バー9を上下駆動させて行なっていたが、従来では、例えば、図14(a)に示すドアトリムアッパー2の成形時、分割バー9と成形上型6との間の接触強度が適切に維持されていない場合は、図16に示すように、溶融樹脂M1がキャビティC2側に染み出し、外観不良が生じるため、この分割バー9の上下ストローク動作を精度良く管理して、成形上型6に対する接触強度を常に均一に維持する必要があった。そして、そのため、射出圧を低く、かつ時間をかけて成形する必要があり、成形性を低下させる大きな要因となっている。
この発明は、このような事情に鑑みてなされたもので、成形金型内のキャビティを分割バーにより複数のキャビティに分割して各キャビティにそれぞれ専用の射出機から溶融樹脂を射出充填して成形される多色成形品及びその成形方法であって、分割バー上面の形状又はその周囲の金型面の形状を工夫することで、分割バーの近傍部分における溶融樹脂の流速を低減させることにより、樹脂の染み出しが原因となる成形不良を確実に防止でき、かつ成形サイクルの短縮化を可能とした多色成形品及びその成形方法を提供することを目的とする。
上記課題を解決するために、本発明は、成形金型のキャビティを分割バーにより複数のキャビティに区画し、各キャビティ内に対応する射出機から溶融樹脂を上記各キャビティ内に射出充填して、分割バーに対応する境界溝部を基に複数の樹脂成形品を一体化してなる多色成形品において、前記分割バーの上面及び分割バー近傍の成形下型型面の少なくとも一方側には凹凸加工部が刻設されていることで、上記多色成形品の境界溝部近傍部分は、一般部分と同一厚みの基準厚みに加えて厚みの凹凸層が一体化されていることを特徴とする。
ここで、多色成形品とは、単一の成形金型に少なくとも2つ以上の複数の異なるキャビティを設定し、各キャビティに異種材料の溶融樹脂を射出充填することで、外観の異なる複数の樹脂成形品を接合一体化して成形される二色成形品、三色成形品等のことをいう。尚、一方側の樹脂成形品の表面には、表皮を積層一体化することもできる。この多色成形品の用途としては、例えば、ドアトリム、リヤパーセルシェルフ、フロアトリム、トランクトリム、ラゲージトリム、ルーフトリム、リヤサイドトリム等の自動車用内装部品全般に適用できる。
上記樹脂成形品の材料としては、1種類の熱可塑性樹脂でも、2種類以上の熱可塑性樹脂から構成しても良い。好ましくは、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリエチレンテレフタレート系樹脂、ポリビニルアルコール系樹脂、塩化ビニル系樹脂、ポリアミド系樹脂、ポリアセタール系樹脂、ポリカーボネート系樹脂、アイオノマー系樹脂、アクリロニトリル/ブタジエン/スチレン(ABS)樹脂等が使用でき、これらの熱可塑性樹脂中に各種充填剤を混入しても良い。使用できる充填剤としては、ガラス繊維、カーボン繊維等の無機繊維、タルク、クレイ、シリカ、炭酸カルシウム等の無機粒子がある。また、酸化防止剤、紫外線吸収剤、着色剤、難燃剤、低収縮剤等の各種の添加剤が配合されても良い。
次いで、本発明に係る多色成形品の成形方法は、成形金型のキャビティを分割バーにより複数のキャビティに区画し、各キャビティ内に対応する射出機から溶融樹脂を上記各キャビティ内に射出充填して、分割バーに対応する境界溝部を基に複数の樹脂成形品を一体化してなる多色成形品の成形方法において、前記成形金型内に内装される分割バーの上面及びその周囲の成形下型の型面の少なくとも一方側は、溶融樹脂の流速を低減させる凹凸加工部が一般面から穿設加工されていることで、一方側のキャビティ内に溶融樹脂を充填する際、あるいは他方側のキャビティ内に溶融樹脂を充填する際、分割バーの近傍部分で溶融樹脂の流速が低減され、射出機の吐出圧を低減できることを特徴とする。
ここで、本発明方法に使用する成形金型は、相互に型締め及び型開き可能な成形上下型と、成形下型に内装され、キャビティを分割区画するために上下動可能に設置される分割バーと、各キャビティ内に溶融樹脂を供給する射出機とから構成され、各キャビティ内に溶融樹脂を射出充填する際、分割バー付近での溶融樹脂の流速を低減させるために、分割バーの上面及びその近傍の金型型面の少なくともいずれか一方側に凹凸加工部が設定されている。
すなわち、上記成形金型は、分割バーが配置されて複数のキャビティを区画する部分において、溶融樹脂の流速を低減するための手段として、分割バーの上面に溶融樹脂の流速を低減させる形状が設定されているか、あるいは、分割バー付近の金型型面に溶融樹脂の流速を低減させる型面形状が設定されている。例えば、分割バーの上面のみに凹凸加工部を設定するか、金型の型内のみに凹凸加工部を設定するか、分割バーの上面と金型型面の双方に凹凸加工部を設定するかの3つの形態が考えられるが、そのいずれにおいても、基本的に成形上下型の型クリアランスとしては一般部と同等のクリアランスを確保している。更に、分割バーの上面、あるいは金型の型面に凹凸加工部を穿設加工することで、一般部に比べ凹凸加工部分のみクリアランスが大きく保たれている。その結果、溶融樹脂の充填時間も遅くなり、樹脂速度を低減し、それに応じて射出機の吐出圧を低く抑えることができ、他方側のキャビティに樹脂漏れが生じる恐れがない。
従って、本発明に係る多色成形品及びその成形方法によれば、成形上下型が型締めされて、キャビティが画成され、更にキャビティ内に分割バーが上昇して複数のキャビティに分割した後に一方側のキャビティ内に溶融樹脂の射出充填が行なわれるが、この時、分割バーの上面、あるいは分割バーと隣接する金型型面の少なくともいずれか一方には、型クリアランスを確保した基準面に対して凹凸加工部が形成されているため、分割バーに到達する溶融樹脂はその樹脂速度が低減され、他方側のキャビティに染み出すことがなく、樹脂の染み出しによる成形不良を可及的に防止できる。また、分割バー近傍部分の樹脂の速度を低減させることができるため、溶融樹脂の射出圧を高く設定することが可能となり、成形サイクルを短縮化でき、生産性を向上させることができる。
更に、本発明に係る多色成形品及びその成形方法によれば、分割バーの上面か、あるいは分割バーと隣接する金型の型面のいずれか一方側に凹凸加工部を基準面から穿設加工することにより、一方側のキャビティ内に充填する溶融樹脂と、他方側のキャビティ内に充填する溶融樹脂の接触面積を増大させることができ、接合部分の強度を強化できる。
以上説明した通り、本発明に係る多色成形品及びその成形方法は、成形金型に配設されている分割バーの昇降動作により、製品キャビティを複数の異なるキャビティに区画するとともに、分割バーの上面及び分割バー周囲の金型型面の少なくとも一方側には、溶融樹脂の流速を低減させる凹凸加工部が形成され、特に基準面に凹凸加工部を穿設加工しているため、樹脂速度を低減することができる。従って、樹脂成形品を成形する際、溶融樹脂が対応するキャビティから外部に染み出すことがなく、成形不良を未然に防止できることから、歩留まりを高めることができるとともに、溶融樹脂の外部への染み出しを確実に防止できるため、射出圧力を比較的高く設定することが可能となり、成形サイクルを短縮化でき、成形性を高めることができるという効果を有する。
更に、本発明によれば、分割バーの上面か、分割バーと隣接する金型型面のいずれか一方に凹凸加工部を形成することにより、一方側のキャビティ内に充填する溶融樹脂と他方側のキャビティ内に充填する溶融樹脂同士の接着面積が増えるため、接合強度を強化することができるとともに、剛性をアップさせることができるという効果を有する。
以下、本発明に係る多色成形品及びその成形方法の好適な実施例について、上下二分割タイプの自動車用ドアトリム及びその成形方法を例示して説明する。尚、念のため付言すれば、本発明の要旨は特許請求の範囲に記載した通りであり、以下に説明する実施例の内容は、本発明の一例を単に示すものに過ぎない。
図1乃至図11は本発明の一実施例を示し、図1はツートンタイプの自動車用ドアトリムを示す正面図、図2は同ドアトリムを裏面側からみた正面図及び境界溝部近傍の製品裏面の拡大図、図3は同ドアトリムの構成を示す断面図、図4乃至図6は同ドアトリムを成形する際に使用する成形金型を示すもので、図4は成形金型の全体図、図5は成形金型における分割バー近傍部分の構成を示す断面図、図6は同分割バーの全体構成を示す説明図、図7乃至図11は同ドアトリムの成形方法における各工程を示す説明図である。
図1乃至図3において、ツートンタイプの自動車用ドアトリム10は、積層構造体からなるドアトリムアッパー20と樹脂単体品からなるドアトリムロア30との上下二分割体から構成されている。上記ドアトリムアッパー20は、樹脂基材21の表面に表皮22が貼付された積層構造体からなり、ドアトリムロア30は合成樹脂の射出成形体から構成されている。上記ドアトリムアッパー20における樹脂基材21、及びドアトリムロア30の材質としては、1種類の熱可塑性樹脂でも、2種類以上の熱可塑性樹脂の混合材料からなっても良い。好ましくは、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリエチレンテレフタレート系樹脂、ポリビニルアルコール系樹脂、塩化ビニル系樹脂、ポリアミド系樹脂、ポリアセタール系樹脂、ポリカーボネート系樹脂、アイオノマー系樹脂、アクリロニトリル/ブタジエン/スチレン(ABS)樹脂等が使用でき、これらの熱可塑性樹脂中に各種充填剤を混入しても良い。使用できる充填剤としては、ガラス繊維、カーボン繊維等の無機繊維、タルク、クレイ、シリカ、炭酸カルシウム等の無機粒子がある。また、酸化防止剤、紫外線吸収剤、着色剤、難燃剤、低収縮剤等の各種の添加剤が配合されても良い。
上記ドアトリム10に装着される機能部品としては、ドアトリムアッパー20にインサイドハンドルユニット11が取り付けられている。一方、ドアトリムロア30には、乗員が肘を掛けて休めるように、アームレスト12が設けられており、このアームレスト12には、図示はしないが、パワーウインドウスイッチエスカッションやドアロックスイッチ等のスイッチユニットが装備されても良い。また、アームレスト12の下方には、備品を収容できるドアポケット開口13が開設されており、ドアポケット開口13のフロント側には、スピーカグリル14がドアトリムロア30と一体、あるいは別体に設けられている。上記ドアトリム10は、図3に示すように、ドアパネル15に対して図示しないクリップ等の固着手段を介して取り付けられており、ドアトリムロア30におけるドアポケット開口13の背面側にはポケットバックカバー16が取り付けられている。
そして、ドアトリムアッパー20とドアトリムロア30との境界部分には、境界溝部17が設定されており、特に本発明を適用したドアトリム10は、ドアトリムアッパー20側の樹脂基材21が境界溝部17を越えてドアトリムロア30側に染み出すことがなく、同様に、ドアトリムロア30においても、境界溝部17からドアトリムアッパー20側に染み出すことが可及的に防止できる構成になっている。すなわち、図2,図3に示すように、境界溝部17近傍部分の構成については、ドアトリムアッパー20とドアトリムロア30は一般部と同一の板厚(図3中符号dで示す)を確保した上で、それに加えて、それぞれ同一方向に直線状に延びる複数の凹凸層20a,30aが一体化されている。双方の凹凸層20a,30aの厚み(図3中符号hで示す)は、0.01〜0.5mm程度に設定されている。
次いで、上述したドアトリム10の成形に使用する成形金型40の構成について、図4乃至図6を基に説明する。まず、図4に示すように、ドアトリム10の成形に使用する成形金型40は、所定ストローク上下動可能な成形上型41と、成形上型41と対をなす固定側の成形下型42と、成形下型42に接続される2基の射出機43a,43bとから大略構成されている。更に詳しくは、成形上型41は、製品形状に合致したキャビティ部411が成形されており、成形上型41の上面に連結された昇降シリンダ412により所定ストローク上下駆動される。また、成形上型41の4隅部には、ガイド機構となるガイドブッシュ413が設けられている。
一方、成形下型42には、成形上型41のキャビティ部411に対応するコア部421が設けられている。また、このコア部421の型面に溶融樹脂を供給するために、成形下型42にマニホールド422a,422b、ゲート423a,423bが設けられており、このマニホールド422a,422b、ゲート423a,423bの樹脂通路を経て射出機43a,43bから供給される溶融樹脂M1,M2がコア部421の上面に形成されたドアトリムアッパー20の樹脂基材21を成形するためのキャビティ424内、及びドアトリムロア30を成形するためのキャビティ425内に供給される。また、成形下型42の4隅部には、ガイド機構となるガイドポスト426が突設され、このガイドポスト426は、成形上下型41,42が型締め及び型開きされる際、ガイドブッシュ413内に案内されることで成形上型41のプレス姿勢を適正に維持できる。
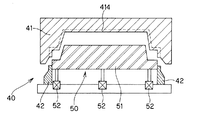
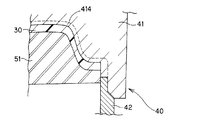
更に、図5に示すように、ドアトリム10に境界溝部17を形成するために、成形上型41には、凸条414が突設され、それに対応して成形下型42には、凹部427が形成され、この凹部427内に分割機構部50が収容配置されている。この分割機構部50は、分割バー51と駆動シリンダ52とから構成されており、分割バー51が駆動シリンダ52により所定ストローク昇降駆動される。また、上記分割バー51の上面には、成形上型41の凸条414を受容し、また、ドアトリムロア30の成形時には、補強リブ31を成形するための凹部51aが形成されている。
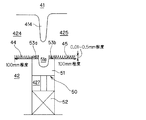
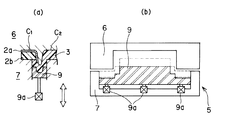
ところで、図2の拡大図並びに図3に示すように、境界溝部17の裏面側におけるドアトリムアッパー20及びドアトリムロア30には、一般部の板厚dを確保した状態で符号hで示す厚みをもつ凹凸層20a,30aが形成されているが、そのためには、図5に示すように、分割バー51の上面には、凹凸加工部53a,53b(一方側のキャビティ424に相当する凹凸加工部を符号53aで示し、他方側のキャビティ425に相当する凹凸加工部を符号53bで示す)が穿設加工されている。また、この実施例においては、溶融樹脂M1,M2の流速をより有効に低減させるために、分割バー51の上面に凹凸加工部53a,53bを形成することに加えて、成形下型42について、分割バー51と隣接する部分においてそれぞれ凹凸加工部44,45が穿設加工されている。この凹凸加工部44,45のエリアとしては、この実施例では、100mm程度に設定されている。尚、図6に示すように、成形下型42に設けられる分割機構部50は、ドアトリム10の境界溝部17に沿って設けられており、駆動シリンダ52の駆動により、分割バー51は、図8中実線で示す上方位置と、一点鎖線で示す下方位置との間で符号Lで示すストローク分昇降動作して、キャビティ424,425を区画、あるいは連通させる。
次いで、この成形金型40を使用してドアトリム10を成形する成形方法について、簡単に説明する。まず、ドアトリムアッパー20の成形工程は、表皮22を一方側のキャビティ424内にセットする。この時、成形金型40は、図4に示す型開き状態である。そして、表皮22は、図示しないセットピン、あるいは真空吸引作用により、成形上型41の型面に保持されている。尚、移動式のフレーム枠でキャビティ424内に表皮22をセットするようにしても良い。上記表皮22をセットした後、成形上型41の昇降シリンダ412が動作して、成形上型41が所定ストローク下降して、図7に示すように、成形上下型41,42が型締めされる。次いで、第1の射出機43aからマニホールド422a、ゲート423aを通じて溶融樹脂M1が一方側のキャビティ424内に射出充填される。尚、溶融樹脂M1の射出タイミングは、成形上下型41,42の型締め前に設定しても良い。また、この溶融樹脂M1としては、住友ノーブレンBUE81E6(住友化学工業製ポリプロピレン、メルトインデックス=65g/10分)が使用されており、所望ならば、タルクが適宜割り合いで混入されていても良い。
このように、溶融樹脂M1が一方側のキャビティ424内に射出充填されて、表皮22を貼り合わせた樹脂基材21が成形され、ドアトリムアッパー20の成形が完了するが、この時、境界溝部17に沿って設けられている分割機構部50については、駆動シリンダ52が伸長状態であり、分割バー51は、図8に示すように、最上方位置に位置している。この時、図9に示すように、一方側のキャビティ424内に射出充填される溶融樹脂M1は、この分割バー51のシール作用により、他方側のキャビティ425内に侵入することがない。
更に、一方側のキャビティ424内に射出充填される溶融樹脂M1は、特に、他方側のキャビティ425との境界部分に到達する際には、成形下型42の型面に形成されている凹凸加工部44及び分割バー51の上面に形成されている凹凸加工部53aにより、溶融樹脂M1の流速が低減化されて、他方側のキャビティ425側に染み出す恐れがない。従って、一方側のキャビティ424の端末部分のシール性が著しく向上しており、溶融樹脂M1の射出圧力を高く設定しても、外部への染み出しを確実に防止できるため、成形サイクルを短縮化できることから、生産性を高めることができる。
その後、ドアトリムアッパー20の成形が完了すれば、分割機構部50における駆動シリンダ52が収縮動作して、図10,図11に示すように、分割バー51が所定ストローク下降し、第2の射出機43bからマニホールド422b、ゲート423bを通じてドアトリムロア成形用の他方側のキャビティ425内に溶融樹脂M2が射出充填される。この時においても、図11に示すように、溶融樹脂M2が射出充填される際、成形下型42の型面に形成されている凹凸加工部45並びに分割バー51の上面に形成されている凹凸加工部53bにより、溶融樹脂M2の流速は分割バー51付近では低減化しており、キャビティ425の外部に染み出すことがなく、外観性能を良好に維持することができるとともに、射出圧を増大できることから、溶融樹脂M2の射出時間を短縮化することもできる。
このように、本発明に係るドアトリム10の成形方法によれば、分割バー51の上面に凹凸加工部53a,53bを形成する一方、この分割バー51の近傍部分における成形下型42の型面についても、凹凸加工部44,45を形成し、これら凹凸加工部53a,53b,44,45により、溶融樹脂M1,M2の流速を低減化させることにより、溶融樹脂M1,M2の外部への染み出しを確実に防止し、良好な外観性能を確保するとともに、射出時間を短縮化でき、生産性を高めることができるという利点を備えている。
更に、分割バー51の上面並びに近傍部分の成形下型42の金型型面をそれぞれフラット状に設定して成形した従来品と分割バー51の上面並びに近傍部分の成形下型42の型面にそれぞれ凹凸加工部53a,53b,44,45を穿設加工して成形した本発明品とを表1にて示す。両者を対比すれば、従来品と本発明品とでは溶融樹脂の充填時間については、本発明品のほうが板厚が厚いため遅くなり、かつ射出機の吐出圧についても本発明品が従来品に比べ低く設定でき、樹脂速度を本発明品のほうが低減できることが表1から明らかである。

更に、溶融樹脂M1,M2の流速を低減化させる手段として、例えば、分割バー51の上面に凹凸加工部53a,53bを形成するだけで、成形下型42の型面に対する加工を省略しても良い。逆に、分割バー51の上面に対する加工を省略し、分割バー51の近傍部分における成形下型42の型面のみに凹凸加工部44,45を設定しても良い。
次いで、例えば、分割バー51の上面に形成される凹凸加工部53a,53bとして、上述した実施例では境界溝部17と平行に直線状に延びる凹凸加工部53a,53bを設定することにより、直線状に延びる凹凸層20a,30aを形成したが、凹凸層20a,30aは、断続的に設定することもでき、また、凹凸層20a,30aのライン方向についても溶融樹脂M1,M2をより有効に滞留させるように方向を相違させて樹脂流れを制御することもできる。
また、凹凸層20a,30aを形成するために成形金型40の分割バー51の上面に形成する凹凸加工部53a,53bの形状は、上述した断面略半円形状の他に断面三角形状、断面四角形状のように、断面形状を任意に設定することができる。
以上説明した実施例は、ドアトリムアッパー20とドアトリムロア30とからなる上下二分割構造のドアトリム10に適用したものであり、更に、ドアトリムアッパー20として、樹脂基材21と表皮22との積層構造体からなる構成を適用したが、単一の樹脂成形体からなるドアトリムアッパー20に適用することもできる。また、二色成形品の他に三色成形品にも応用できる。このように、多色成形品であれば、ドアトリム、リヤパーセルシェルフ、フロアトリム、トランクトリム、ラゲージトリム、ルーフトリム、リヤサイドトリム等、内装部品全般に適用することができる。
10 自動車用ドアトリム(ツートンタイプ)
17 境界溝部
20 ドアトリムアッパー(積層構造体)
20a 凹凸層
21 樹脂基材
22 表皮
30 ドアトリムロア(樹脂単体品)
30a 凹凸層
40 成形金型
41 成形上型
414 凸条
42 成形下型
424 キャビティ(ドアトリムアッパー成形用)
425 キャビティ(ドアトリムロア成形用)
43a,43b 射出機
44,45 凹凸加工部
50 分割機構部
51 分割バー
51a 凹部
52 駆動シリンダ
53a,53b 凹凸加工部
17 境界溝部
20 ドアトリムアッパー(積層構造体)
20a 凹凸層
21 樹脂基材
22 表皮
30 ドアトリムロア(樹脂単体品)
30a 凹凸層
40 成形金型
41 成形上型
414 凸条
42 成形下型
424 キャビティ(ドアトリムアッパー成形用)
425 キャビティ(ドアトリムロア成形用)
43a,43b 射出機
44,45 凹凸加工部
50 分割機構部
51 分割バー
51a 凹部
52 駆動シリンダ
53a,53b 凹凸加工部
Claims (2)
- 成形金型(40)のキャビティ(C)を分割バー(51)により複数のキャビティ(424,425)に区画し、各キャビティ(424,425)内に対応する射出機(43a,43b)から溶融樹脂(M1,M2)を上記各キャビティ(424,425)内に射出充填して、分割バー(51)に対応する境界溝部(17)を基に複数の樹脂成形品(20,30)を一体化してなる多色成形品(10)において、
前記分割バー(51)の上面及び分割バー(51)近傍の成形下型(42)型面の少なくとも一方側には凹凸加工部(53a,53b,44,45)が刻設されていることで、上記多色成形品(10)の境界溝部(17)近傍部分は、一般部分と同一厚みの基準厚み(d)に加えて厚み(h)の凹凸層(20a,30a)が一体化されていることを特徴とする多色成形品。 - 成形金型(40)のキャビティ(C)を分割バー(51)により複数のキャビティ(424,425)に区画し、各キャビティ(424,425)内に対応する射出機(43a,43b)から溶融樹脂(M1,M2)を上記各キャビティ(424,425)内に射出充填して、分割バー(51)に対応する境界溝部(17)を基に複数の樹脂成形品(20,30)を一体化してなる多色成形品(10)の成形方法において、
前記成形金型(40)内に内装される分割バー(51)の上面及びその周囲の成形下型(42)の型面の少なくとも一方側は、溶融樹脂(M1,M2)の流速を低減させる凹凸加工部(53a,53b,44,45)が一般面から穿設加工されていることで、一方側のキャビティ(424)内に溶融樹脂(M1)を充填する際、あるいは他方側のキャビティ(425)内に溶融樹脂(M2)を充填する際、分割バー(51)の近傍部分で溶融樹脂(M1,M2)の流速が低減され、射出機(43a,43b)の吐出圧を低減できることを特徴とする多色成形品の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005344220A JP2007144871A (ja) | 2005-11-29 | 2005-11-29 | 多色成形品及びその成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005344220A JP2007144871A (ja) | 2005-11-29 | 2005-11-29 | 多色成形品及びその成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007144871A true JP2007144871A (ja) | 2007-06-14 |
Family
ID=38206846
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005344220A Pending JP2007144871A (ja) | 2005-11-29 | 2005-11-29 | 多色成形品及びその成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007144871A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009241463A (ja) * | 2008-03-31 | 2009-10-22 | Daihatsu Motor Co Ltd | 射出成形金型及び射出成形方法 |
| JP2010184366A (ja) * | 2009-02-10 | 2010-08-26 | Kasai Kogyo Co Ltd | 二色成形品の成形方法並びにその成形金型 |
| CN101905510A (zh) * | 2009-06-04 | 2010-12-08 | 株式会社东芝 | 双色成型用模具、双色成型件及双色成型件的制造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001191361A (ja) * | 2000-01-14 | 2001-07-17 | Konan Tokushu Sangyo Kk | 表皮付き樹脂成形品の成形方法及び成形装置 |
| JP2004017629A (ja) * | 2002-06-20 | 2004-01-22 | Idemitsu Petrochem Co Ltd | 樹脂成形体の成形方法 |
| JP2004017627A (ja) * | 2002-06-20 | 2004-01-22 | Araco Corp | 射出成形用の成形型 |
-
2005
- 2005-11-29 JP JP2005344220A patent/JP2007144871A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001191361A (ja) * | 2000-01-14 | 2001-07-17 | Konan Tokushu Sangyo Kk | 表皮付き樹脂成形品の成形方法及び成形装置 |
| JP2004017629A (ja) * | 2002-06-20 | 2004-01-22 | Idemitsu Petrochem Co Ltd | 樹脂成形体の成形方法 |
| JP2004017627A (ja) * | 2002-06-20 | 2004-01-22 | Araco Corp | 射出成形用の成形型 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009241463A (ja) * | 2008-03-31 | 2009-10-22 | Daihatsu Motor Co Ltd | 射出成形金型及び射出成形方法 |
| JP2010184366A (ja) * | 2009-02-10 | 2010-08-26 | Kasai Kogyo Co Ltd | 二色成形品の成形方法並びにその成形金型 |
| CN101905510A (zh) * | 2009-06-04 | 2010-12-08 | 株式会社东芝 | 双色成型用模具、双色成型件及双色成型件的制造方法 |
| JP2010280134A (ja) * | 2009-06-04 | 2010-12-16 | Toshiba Corp | 2色成形用金型、2色成形品、および2色成形品の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4107583B2 (ja) | 自動車用内装部品及びその製造方法 | |
| JP2011011352A (ja) | 多色成形品の成形方法並びに成形金型 | |
| JP2008030300A (ja) | 2色成形品及びその成形方法 | |
| JP2008155395A (ja) | 積層成形品の成形方法並びに成形装置 | |
| JP3904204B2 (ja) | 自動車用内装部品及びその端末処理方法 | |
| JP2009073112A (ja) | 二色成形品の成形方法並びに成形金型 | |
| JP4133451B2 (ja) | 自動車用内装部品及びその製造方法並びに成形金型 | |
| JP2008173793A (ja) | 自動車用内装部品並びにその製造方法 | |
| JP2004231030A (ja) | 自動車用内装部品及びその製造方法並びに成形金型 | |
| JP2007144871A (ja) | 多色成形品及びその成形方法 | |
| JP2009154428A (ja) | 自動車用内装部品並びにその製造方法 | |
| JP4618722B2 (ja) | 自動車用内装部品の製造方法 | |
| JP4251443B2 (ja) | 自動車用内装部品の製造方法 | |
| JP2007030291A (ja) | 多色成形品及びその成形方法並びに成形金型 | |
| JP4591921B2 (ja) | 多色成形品及びその成形方法 | |
| JP2009255470A (ja) | 自動車用内装部品 | |
| JP4135916B2 (ja) | 自動車用内装部品の製造方法 | |
| JP2005329544A (ja) | 2色成形品及びその成形方法 | |
| JP2008173896A (ja) | 自動車用内装部品並びにその製造方法 | |
| JP5403800B2 (ja) | 多色成形品の成形方法並びに成形装置 | |
| JP2008194984A (ja) | 2色成形品及びその成形方法 | |
| JP2008006620A (ja) | 自動車用内装部品並びにその製造方法 | |
| JP4636604B2 (ja) | 多色成形品の成形方法 | |
| JP2008080885A (ja) | 自動車用内装部品 | |
| JP2007130914A (ja) | 多色成形品及びその成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20081007 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20110309 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20110311 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Effective date: 20110704 Free format text: JAPANESE INTERMEDIATE CODE: A02 |