JP2007061945A - ワーク位置決め支持装置及びワーク位置決め支持方法 - Google Patents
ワーク位置決め支持装置及びワーク位置決め支持方法 Download PDFInfo
- Publication number
- JP2007061945A JP2007061945A JP2005250047A JP2005250047A JP2007061945A JP 2007061945 A JP2007061945 A JP 2007061945A JP 2005250047 A JP2005250047 A JP 2005250047A JP 2005250047 A JP2005250047 A JP 2005250047A JP 2007061945 A JP2007061945 A JP 2007061945A
- Authority
- JP
- Japan
- Prior art keywords
- arm
- workpiece
- positioning
- workpiece positioning
- work
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Jigs For Machine Tools (AREA)
- Automatic Assembly (AREA)
- Feeding Of Workpieces (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
Abstract
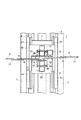
【解決手段】 エンジンコンプリート4(ワーク)を位置決めして支持するロケートピン11と、このロケートピン11を先端部に取り付けたアーム8、8と、このアーム8、8の基端部を中心として該アーム8、8を閉じた状態と開いた状態に開閉自在とし、該アーム8、8の先端に取り付けたロケートピン11を係合位置と非係合位置にそれぞれ配置させるアーム開閉手段と、これらロケートピン11、アーム8、8及びアーム開閉手段とからなるワーク位置決め機構部9全体を、エンジンコンプリート4に対して接近離反させる昇降手段と、ワーク位置決め機構部9及び前記昇降手段を載せたテーブル10を、前記エンジンコンプリート4を位置決め支持する位置へと移動させる移動手段とを備える。
【選択図】 図4
Description
2…搬送用レール
3…ベースプレート(ベース)
4…エンジンコンプリート(ワーク)
5…リアメンバー(ワーク)
6…連結棒(連結手段)
8…アーム
8A…第1アーム
8B…第2アーム
9…ワーク位置決め機構部
10…テーブル
11…ロケートピン(ワーク位置決め手段)
19…リンク部材(アーム開閉手段)
22…第1の昇降駆動用モータ(アーム開閉手段)
23…第1のプーリー(アーム開閉手段)
24…第1の駆動ベルト(アーム開閉手段)
25…第1のボールねじ(アーム開閉手段)
26…第1のナット部材(アーム開閉手段)
31…第2の昇降駆動用モータ(昇降手段)
32…伝達ベルト(昇降手段)
33…第2のプーリー(昇降手段)
34…第2の駆動ベルト(昇降手段)
35…第2のボールねじ(昇降手段)
36…第2のナット部材(昇降手段)
37…移動用レール(移動手段)
40…ラックギア(移動手段)
41…ラックレール(移動手段)
42…テーブル移動用モータ(移動手段)
43…ピニオンギア(移動手段)
44…レール基盤(移動手段)
Claims (8)
- ワークを位置決めして支持するワーク位置決め手段と、
前記ワーク位置決め手段を先端部に取り付けたアームと、
前記アームの基端部を中心として該アームを閉じた状態と開いた状態に開閉自在とし、該アームの先端部に取り付けた前記ワーク位置決め手段を係合位置と非係合位置にそれぞれ配置させるアーム開閉手段と、
前記ワーク位置決め手段、アーム及びアーム開閉手段とからなるワーク位置決め機構部全体を、前記ワークに対して接近離反させる昇降手段と、
前記ワーク位置決め機構部及び前記昇降手段を載せたテーブルを、前記ワークを位置決め支持する位置へと移動させる移動手段とを備えた
ことを特徴とするワーク位置決め支持装置。 - 請求項1に記載のワーク位置決め支持装置であって、
前記アーム開閉手段は、前記アームの先端部と基端部の中途位置に一端を連結したリンク部材と、このリンク部材の他端を連結させた昇降部材と、該昇降部材を上下動させてこの昇降部材に連結させた該リンク部材を回動させることにより、該リンク部材に連結された前記アームを開閉自在とする昇降部材駆動機構部とからなる
ことを特徴とするワーク位置決め支持装置。 - 請求項2に記載のワーク位置決め支持装置であって、
前記アームは、平面視略くの字形状とされた2組のアームからなり、
前記アームを閉じた状態のときにそれら2組のアームが交差して各アームの先端部に取り付けた前記ワーク位置決め手段を該アームの先端部の内側の位置に配置させ、
前記アームを開いた状態のときにそれら2組のアームが外側に開いて各アームの先端部に取り付けた前記ワーク位置決め手段を該アームの先端部からさらに外側に配置させる
ことを特徴とするワーク位置決め支持装置。 - 請求項2または請求項3に記載のワーク位置決め支持装置であって、
前記各組のアームは、それぞれ2本とされ、前記リンク部材と連結された一方のアームを回動させたときに他方のアームもこれに追従して回動するようにし、前記アームの開閉動作時に、前記ワーク位置決め手段が常に水平状態を保持するように構成した
ことを特徴とするワーク位置決め支持装置。 - 少なくとも請求項1から請求項4の何れか一つに記載のワーク位置決め支持装置であって、
前記ワーク位置決め手段は、前記ワークに係合して位置決め支持するロケートピンと、このロケートピンを固定し、前記アームの先端部に取り付けられるロケートピン支持部材とからなる
ことを特徴とするワーク位置決め支持装置。 - 少なくとも請求項1から請求項5の何れか一つに記載のワーク位置決め支持装置であって、
前記移動手段は、前記テーブルをスライド自在とする一対の移動用レールと、ラックギアが形成されたラックレールと、前記テーブルに固定されたテーブル移動用モータと、前記テーブル移動用モータに取り付けられ、前記ラックギアと歯合して前記テーブルを移動させるピニオンギアとからなる
ことを特徴とするワーク位置決め支持装置。 - 少なくとも請求項1から請求項6の何れか一つに記載のワーク位置決め支持装置であって、
前記テーブルを含めた装置全体を、平行に配置した一対の搬送用レールに沿ってスライド自在とされたベースプレート上に配置し、その装置全体を配置したベースプレートの複数個を所定間隔を置いて連結手段で連結して一つの装置ユニットを構成し、その装置ユニットを、ワークに対して各種加工を行う各ワーク加工工程間を往復動させた
ことを特徴とするワーク位置決め支持装置。 - ワークを位置決めして支持するワーク位置決め手段と、前記ワーク位置決め手段を先端部に取り付けたアームと、前記アームの基端部を中心として該アームを閉じた状態と開いた状態に開閉自在とし、該アームの先端部に取り付けた前記ワーク位置決め手段を係合位置と非係合位置にそれぞれ配置させるアーム開閉手段とからなるワーク位置決め機構部全体を、前記ワークに対して接近離反させる昇降手段と、前記ワーク位置決め機構部及び前記昇降手段を載せたテーブルを、前記ワークを位置決め支持する位置へと移動させる移動手段とを備えてなるワーク位置決め支持装置を用いたワーク位置決め方法であって、
前記ワークを位置決めするに際しては、前記アームが閉じた状態を保持したまま前記位置決め機構部全体を周囲の治具と干渉しない位置まで前記昇降手段により上昇させた後、前記アーム開閉手段で前記アームを開き、そのアームの先端部に取り付けた前記ワーク位置決め手段が前記ワークを位置決め可能となったところで、再び前記位置決め機構部全体を上昇させて前記ワーク位置決め手段で前記ワークを位置決め支持する
ことを特徴とするワーク位置決め支持方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005250047A JP4692163B2 (ja) | 2005-08-30 | 2005-08-30 | ワーク位置決め支持装置及びワーク位置決め支持方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005250047A JP4692163B2 (ja) | 2005-08-30 | 2005-08-30 | ワーク位置決め支持装置及びワーク位置決め支持方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007061945A true JP2007061945A (ja) | 2007-03-15 |
| JP4692163B2 JP4692163B2 (ja) | 2011-06-01 |
Family
ID=37924745
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005250047A Expired - Fee Related JP4692163B2 (ja) | 2005-08-30 | 2005-08-30 | ワーク位置決め支持装置及びワーク位置決め支持方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4692163B2 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100830650B1 (ko) | 2008-01-14 | 2008-05-20 | 박원성 | 엔진 내부 조립용 자동화 팰릿장치 및 작동방법 |
| JP2013052468A (ja) * | 2011-09-02 | 2013-03-21 | Star Techno Co Ltd | ワーク支持装置 |
| US9142864B2 (en) | 2010-11-15 | 2015-09-22 | Amprius, Inc. | Electrolytes for rechargeable batteries |
| US9172094B2 (en) | 2009-05-07 | 2015-10-27 | Amprius, Inc. | Template electrode structures for depositing active materials |
| US9172088B2 (en) | 2010-05-24 | 2015-10-27 | Amprius, Inc. | Multidimensional electrochemically active structures for battery electrodes |
| US9231243B2 (en) | 2009-05-27 | 2016-01-05 | Amprius, Inc. | Interconnected hollow nanostructures containing high capacity active materials for use in rechargeable batteries |
| US9780365B2 (en) | 2010-03-03 | 2017-10-03 | Amprius, Inc. | High-capacity electrodes with active material coatings on multilayered nanostructured templates |
| US9923201B2 (en) | 2014-05-12 | 2018-03-20 | Amprius, Inc. | Structurally controlled deposition of silicon onto nanowires |
| CN108581327A (zh) * | 2018-06-07 | 2018-09-28 | 徐州徐工矿山机械有限公司 | 一种发动机后支承用焊接工装及其使用方法 |
| US10090512B2 (en) | 2009-05-07 | 2018-10-02 | Amprius, Inc. | Electrode including nanostructures for rechargeable cells |
| US10096817B2 (en) | 2009-05-07 | 2018-10-09 | Amprius, Inc. | Template electrode structures with enhanced adhesion characteristics |
| CN114043061A (zh) * | 2021-11-25 | 2022-02-15 | 冀凯河北机电科技有限公司 | 一种高频焊接地质钻头用工装 |
| CN117020500A (zh) * | 2023-09-27 | 2023-11-10 | 阳光中科(福建)能源股份有限公司 | 一种太阳能电池硅片的定位焊接装置 |
| US11996550B2 (en) | 2009-05-07 | 2024-05-28 | Amprius Technologies, Inc. | Template electrode structures for depositing active materials |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61293683A (ja) * | 1985-12-13 | 1986-12-24 | Nissan Motor Co Ltd | ワ−ク位置決め治具 |
| JPH01115789A (ja) * | 1987-10-29 | 1989-05-09 | Toyota Motor Corp | ワーク組付け装置 |
| JPH0192328U (ja) * | 1987-12-10 | 1989-06-16 | ||
| JPH038584A (ja) * | 1989-06-06 | 1991-01-16 | Nissan Motor Co Ltd | 車体部品の搬送方法 |
| JPH10122321A (ja) * | 1996-08-28 | 1998-05-15 | Karuchia Mach:Kk | 運動機構および搬送装置 |
| JP2000176874A (ja) * | 1998-12-15 | 2000-06-27 | Koganei Corp | 位置決めクランプ装置 |
| JP2001162469A (ja) * | 1999-12-13 | 2001-06-19 | Nissan Shatai Co Ltd | ロケート装置 |
| JP2002239864A (ja) * | 2001-02-16 | 2002-08-28 | Daihatsu Motor Co Ltd | 位置決めクランプ装置 |
-
2005
- 2005-08-30 JP JP2005250047A patent/JP4692163B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61293683A (ja) * | 1985-12-13 | 1986-12-24 | Nissan Motor Co Ltd | ワ−ク位置決め治具 |
| JPH01115789A (ja) * | 1987-10-29 | 1989-05-09 | Toyota Motor Corp | ワーク組付け装置 |
| JPH0192328U (ja) * | 1987-12-10 | 1989-06-16 | ||
| JPH038584A (ja) * | 1989-06-06 | 1991-01-16 | Nissan Motor Co Ltd | 車体部品の搬送方法 |
| JPH10122321A (ja) * | 1996-08-28 | 1998-05-15 | Karuchia Mach:Kk | 運動機構および搬送装置 |
| JP2000176874A (ja) * | 1998-12-15 | 2000-06-27 | Koganei Corp | 位置決めクランプ装置 |
| JP2001162469A (ja) * | 1999-12-13 | 2001-06-19 | Nissan Shatai Co Ltd | ロケート装置 |
| JP2002239864A (ja) * | 2001-02-16 | 2002-08-28 | Daihatsu Motor Co Ltd | 位置決めクランプ装置 |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100830650B1 (ko) | 2008-01-14 | 2008-05-20 | 박원성 | 엔진 내부 조립용 자동화 팰릿장치 및 작동방법 |
| US10811675B2 (en) | 2009-05-07 | 2020-10-20 | Amprius, Inc. | Electrode including nanostructures for rechargeable cells |
| US10090512B2 (en) | 2009-05-07 | 2018-10-02 | Amprius, Inc. | Electrode including nanostructures for rechargeable cells |
| US10230101B2 (en) | 2009-05-07 | 2019-03-12 | Amprius, Inc. | Template electrode structures for depositing active materials |
| US11024841B2 (en) | 2009-05-07 | 2021-06-01 | Amprius, Inc. | Template electrode structures for depositing active materials |
| US10096817B2 (en) | 2009-05-07 | 2018-10-09 | Amprius, Inc. | Template electrode structures with enhanced adhesion characteristics |
| US9172094B2 (en) | 2009-05-07 | 2015-10-27 | Amprius, Inc. | Template electrode structures for depositing active materials |
| US11996550B2 (en) | 2009-05-07 | 2024-05-28 | Amprius Technologies, Inc. | Template electrode structures for depositing active materials |
| US9231243B2 (en) | 2009-05-27 | 2016-01-05 | Amprius, Inc. | Interconnected hollow nanostructures containing high capacity active materials for use in rechargeable batteries |
| US10461359B2 (en) | 2009-05-27 | 2019-10-29 | Amprius, Inc. | Interconnected hollow nanostructures containing high capacity active materials for use in rechargeable batteries |
| US9780365B2 (en) | 2010-03-03 | 2017-10-03 | Amprius, Inc. | High-capacity electrodes with active material coatings on multilayered nanostructured templates |
| US9172088B2 (en) | 2010-05-24 | 2015-10-27 | Amprius, Inc. | Multidimensional electrochemically active structures for battery electrodes |
| US10038219B2 (en) | 2010-11-15 | 2018-07-31 | Amprius, Inc. | Electrolytes for rechargeable batteries |
| US9142864B2 (en) | 2010-11-15 | 2015-09-22 | Amprius, Inc. | Electrolytes for rechargeable batteries |
| JP2013052468A (ja) * | 2011-09-02 | 2013-03-21 | Star Techno Co Ltd | ワーク支持装置 |
| US9923201B2 (en) | 2014-05-12 | 2018-03-20 | Amprius, Inc. | Structurally controlled deposition of silicon onto nanowires |
| US10707484B2 (en) | 2014-05-12 | 2020-07-07 | Amprius, Inc. | Structurally controlled deposition of silicon onto nanowires |
| US11289701B2 (en) | 2014-05-12 | 2022-03-29 | Amprius, Inc. | Structurally controlled deposition of silicon onto nanowires |
| US11855279B2 (en) | 2014-05-12 | 2023-12-26 | Amprius Technologies, Inc. | Structurally controlled deposition of silicon onto nanowires |
| CN108581327A (zh) * | 2018-06-07 | 2018-09-28 | 徐州徐工矿山机械有限公司 | 一种发动机后支承用焊接工装及其使用方法 |
| CN114043061A (zh) * | 2021-11-25 | 2022-02-15 | 冀凯河北机电科技有限公司 | 一种高频焊接地质钻头用工装 |
| CN117020500A (zh) * | 2023-09-27 | 2023-11-10 | 阳光中科(福建)能源股份有限公司 | 一种太阳能电池硅片的定位焊接装置 |
| CN117020500B (zh) * | 2023-09-27 | 2023-12-12 | 阳光中科(福建)能源股份有限公司 | 一种太阳能电池硅片的定位焊接装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4692163B2 (ja) | 2011-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4692163B2 (ja) | ワーク位置決め支持装置及びワーク位置決め支持方法 | |
| CN111653510B (zh) | 一种石墨舟搬运设备及搬运方法 | |
| WO2023087596A1 (zh) | 一种连接件自动焊接码放一体化装置及其使用方法 | |
| KR20100098067A (ko) | 파이프 자동 용접 시스템 | |
| JP2007519529A5 (ja) | ||
| JP7352816B2 (ja) | 搬送装置および工作機械 | |
| CN210682392U (zh) | 一种采用双机械手协同作业的托盘搬运装置 | |
| JP2007175781A (ja) | ワーク位置決め装置 | |
| JP2007152416A (ja) | ワークパネル位置決め姿勢変更装置及びワークパネル位置決め姿勢変更方法 | |
| US4609137A (en) | Unit for assembly of a motor vehicle body element | |
| CN209796699U (zh) | 自动翻转设备及其缓存装置 | |
| CN209796698U (zh) | 自动翻转设备及其翻转装置 | |
| JP2004130834A (ja) | 車体の位置決め装置 | |
| CN116161408A (zh) | 旋塞阀的全自动翻转装置及翻转方法 | |
| JP4677896B2 (ja) | ラックカバーの取付構造 | |
| KR100837158B1 (ko) | 소재이송용 로봇 및 그를 사용한 단조 업세팅 방법 | |
| KR100655995B1 (ko) | 선루프 판넬 헤밍 장치 | |
| CN108581423B (zh) | 马达轴组件组装装置 | |
| EP1640312A1 (en) | Device and method of transporting and installing component | |
| JPH07308831A (ja) | ワークに対する部品装着用装置 | |
| JPH0679461A (ja) | 自動溶接装置 | |
| JP2000042657A (ja) | ヘミング加工ワ―クの製造装置 | |
| KR200379614Y1 (ko) | 틸팅기능을 가지는 트랜스퍼장치 | |
| CN220863093U (zh) | 一种翻转支架用的焊接设备 | |
| CN216543346U (zh) | 一种发动机盖通用抓手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080625 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100914 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100916 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101029 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110125 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110207 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140304 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |