JP2007008501A - 電子レンジ加熱可能な自立袋とその包装体並びに該自立袋の作製方法 - Google Patents
電子レンジ加熱可能な自立袋とその包装体並びに該自立袋の作製方法 Download PDFInfo
- Publication number
- JP2007008501A JP2007008501A JP2005189601A JP2005189601A JP2007008501A JP 2007008501 A JP2007008501 A JP 2007008501A JP 2005189601 A JP2005189601 A JP 2005189601A JP 2005189601 A JP2005189601 A JP 2005189601A JP 2007008501 A JP2007008501 A JP 2007008501A
- Authority
- JP
- Japan
- Prior art keywords
- self
- folded
- body member
- member film
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
【解決手段】表側の胴部材フィルム(11a)には横方向の二本の互いに平行な折り曲げ線(山折り線(a)と谷折り線(b))により外方に突出する折り込み部(15)が横幅全体に形成され、折り込み部の内側にはイージーピールテープ(16)が折り込み部全体にイージーピール面(16a)を外側、強接着面(16b)を内側にて挿入され熱接着され、折り込み部の中央付近の折り曲げ線(11a)近傍は、狭幅のシール幅となる切り欠き(17)が設けられている。
【選択図】図1
Description
にわたって形成され、該折り込み部の内側には、易剥離性を有するイージーピールテープが折り込み部全体にわたってイージーピール面を内側、強接着面を外側にして挿入され熱接着され、突出する折り込み部の中央付近の折り曲げ線(山折り線)近傍は、狭幅のシール幅となる切り欠きが設けられていることを特徴とする、電子レンジ加熱可能な自立袋である。
イージーピールテープが挿入された折り込み部の中央付近の折り曲げ線近傍に切り欠きを設ける、折り込み部切り欠き形成工程、
折り込み部が形成された胴部材フィルムの一方の端縁と、折り込み部が形成されていない胴部材フィルムのもう一方の端縁との間に、流れ方向と平行に二つ折りされた底部材フィルムを折り込み部が内方に入るように挟み、所定幅で放物線状に胴部材フィルムと底部材フィルムを熱接着する、底部材フィルム挿入・底部シール工程、所定の間隔で流れ方向と直角の方向に側部を熱接着する、側部シール工程、側部シールの略中央を二分して一枚の自立袋に断裁する、カッティング工程、二つ折りされた胴部材フィルムの折り曲げ部分の先端縁を流れ方向に沿ってスリットして開口部を形成する、開口部形成工程、上記各工程を経て作製されることを特徴とする、電子レンジ加熱可能な自立袋の作製方法である。
傍に切り欠きを設ける、折り込み部切り欠き形成工程、折り込み部が形成された胴部材フィルムの一方の端縁と、折り込み部が形成されていない胴部材フィルムのもう一方の端縁との間に,流れ方向と平行に二つ折りされた底部材フィルムを折り込み部が内方に入るように挟み、所定幅で放物線状に胴部材フィルムと底部材フィルムを熱接着する、底部材フィルム挿入・底部シール工程、所定の間隔で流れ方向と直角の方向に側部を熱接着する、側部シール工程、側部シールの略中央を二分して一枚の自立袋に断裁する、カッティング工程、二つ折りされた胴部材フィルムの折り曲げ部分の先端縁を流れ方向に沿ってスリットして開口部を形成する、開口部形成工程、上記各工程を経て作製されるので、既存のスライドファスナー付きスタンディングパウチの製袋機を用いて、電子レンジ加熱可能な自立袋を無理なく容易に作製することができる。
また、従来の給袋式充填機で内容物の充填が可能になる。
本発明の電子レンジ加熱可能な自立袋は、例えば、図1に示すように、相対向する表裏二枚の胴部材フィルム(11a、11b)の間に別体の断面が逆V字状に二つ折りされた底部材フィルム(12)を介在させて、放物線状に接着された底部シール(13)と、直線状に接着された二本の側部シール(14、14)とを形成させた底ガセット方式の自立袋である。
なお、ボイル・レトルト殺菌やオートクレーブ殺菌を必要としない場合には、イージーピールテープを挿入せず、シーラントフィルム自体でシールするタイプとすることもできる。
先ず、胴部材フィルム(11)を流れ方向に沿って二つ折りすると同時に、二つ折りされた一方のフィルム(11a)の端縁近傍に、流れ方向に沿って外方に突出する折り込み部(15)を帯状に連続して形成する。〜胴部材フィルム二つ折り・折り込み部形成工程(A)
折り込み部(15)の内側にイージーピールテープ(16)を、イージーピール面を内側、強接着面を外側にして挿入し熱接着する。〜イージーピールテープ挿入・接着工程(B)
つぎにイージーピールテープ(16)が挿入された折り込み部(15)の中央付近の折り曲げ線近傍に切り欠き(17)を設ける〜折り込み部切り欠き形成工程(C)
折り込み部(15)が形成された胴部材フィルムの一方の端縁と、折り込み部が形成されていない胴部材フィルムのもう一方の端縁との間に、流れ方向と平行に二つ折りされた底部材フィルム(12)を折り込み部が内方に入るように挟み、所定幅で放物線状に胴部材フィルムと底部材フィルムを熱接着する。〜底部材フィルム挿入・底部シール工程(D)
所定の間隔で流れ方向と直角の方向に側部を熱接着する。〜側部シール工程(E)
側部シール(14)の略中央を二分して一枚の自立袋に断裁する。〜カッティング工程(F)
二つ折りされた胴部材フィルムの折り曲げ部分の先端縁を流れ方向に沿ってスリットして開口部(18)を形成する。〜開口部形成工程(G)
以上のような各工程を経て電子レンジ加熱可能な自立袋が作製される。
消費者は、この包装体を自立させた状態で電子レンジに入れて加熱調理を行う。あるいは折り込み部(15)を上に向けて横置き状態で電子レンジに入れて加熱調理を行う。どちらの場合も加温とともに内圧が上昇し、包装袋は膨張してきたが、イージーピールテープ(16)のシール部分が後退して切り欠き(17)部分が開口して、内部の蒸気は外に抜けて放出され、包装袋が破裂することはなかった。また、内容物が漏れだすこもなかった。
11‥‥胴部材フィルム
11a‥表側の胴部材フィルム、一方の胴部材フィルム
11b‥裏側の胴部材フィルム、もう一方の胴部材フィルム
12‥‥底部材フィルム
13‥‥底部シール
14‥‥側部シール
15‥‥折り込み部
16‥‥イージーピールテープ
16a‥イージーピール面
16b‥強接着面
17‥‥切り欠き
18‥‥開口部
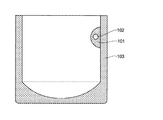
101‥‥シールエリア
102‥‥小孔
103‥‥側部シール
a‥‥山折り線
b‥‥谷折り線
Claims (3)
- 相対向する表裏二枚の胴部材フィルムの間に別体の断面が逆V字状に二つ折りされた底部材フィルムを介在させて、放物線状に接着された底部シールと、直線状に接着された二本の側部シールとを形成させた底ガセット方式の自立袋であって、
表裏二枚の胴部材フィルムのうち、表側の胴部材フィルムには横方向の二本の互いに平行な折り曲げ線(山折り線と谷折り線)により外方に突出する折り込み部が横幅全体にわたって形成され、
該折り込み部の内側には、易剥離性を有するイージーピールテープが折り込み部全体にわたってイージーピール面を内側、強接着面を外側にして挿入されて熱接着され、
突出する折り込み部の中央付近の折り曲げ線(山折り線)近傍は、狭幅のシール幅となる切り欠きが設けられていることを特徴とする、電子レンジ加熱可能な自立袋。 - 請求項1記載の電子レンジ加熱可能な自立袋に内容物を充填して開口部を熱接着した包装体を、自立させ、あるいは、折り込み部を上にして横置きして加熱し、包装体の内圧が上昇したとき、折り込み部の切り欠きから内圧が逃げだすようにしたことを特徴とする、電子レンジ加熱可能な包装体。
- 胴部材フィルムを流れ方向に沿って二つ折りすると同時に、二つ折りされた一方のフィルムの端縁近傍に流れ方向に沿って外方に突出する折り込み部を帯状に連続して形成する、胴部材フィルム二つ折り・折り込み部形成工程、
折り込み部の内側にイージーピールテープを、イージーピール面を内側、強接着面を外側にして挿入し熱接着する、イージーピールテープ挿入・接着工程、
イージーピールテープが挿入された折り込み部の中央付近の折り曲げ線近傍に切り欠きを設ける、折り込み部切り欠き形成工程、
折り込み部が形成された胴部材フィルムの一方の端縁と、折り込み部が形成されていない胴部材フィルムのもう一方の端縁との間に、流れ方向と平行に二つ折りされた底部材フィルムを折り曲げ部が内方に入るように挟み、所定幅で放物線状に胴部材フィルムと底部材フィルムを熱接着する、底部材フィルム挿入・底部シール工程、
所定の間隔で流れ方向と直角の方向に側部を熱接着する、側部シール工程、
側部シールの略中央を二分して一枚の自立袋に断裁する、カッティング工程、
二つ折りされた胴部材フィルムの折り曲げ部分の先端縁を流れ方向に沿ってスリットして開口部を形成する、開口部形成工程、
上記各工程を経て作製されることを特徴とする、電子レンジ加熱可能な自立袋の作製方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005189601A JP2007008501A (ja) | 2005-06-29 | 2005-06-29 | 電子レンジ加熱可能な自立袋とその包装体並びに該自立袋の作製方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005189601A JP2007008501A (ja) | 2005-06-29 | 2005-06-29 | 電子レンジ加熱可能な自立袋とその包装体並びに該自立袋の作製方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007008501A true JP2007008501A (ja) | 2007-01-18 |
| JP2007008501A5 JP2007008501A5 (ja) | 2011-03-31 |
Family
ID=37747506
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005189601A Pending JP2007008501A (ja) | 2005-06-29 | 2005-06-29 | 電子レンジ加熱可能な自立袋とその包装体並びに該自立袋の作製方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007008501A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007008500A (ja) * | 2005-06-29 | 2007-01-18 | Toppan Printing Co Ltd | スライドファスナー付きスタンディングパウチとその作製方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000185777A (ja) * | 1998-12-22 | 2000-07-04 | Sun A Kaken Co Ltd | 加熱処理用包装体および自立包装体,包装体 |
| JP2001270569A (ja) * | 2000-03-22 | 2001-10-02 | Fuji Seal Inc | 電子レンジ用包装袋 |
| JP2002053183A (ja) * | 2000-08-10 | 2002-02-19 | Dainippon Printing Co Ltd | 電子レンジ用包装袋 |
| JP2002137312A (ja) * | 2000-11-01 | 2002-05-14 | Marumiya Sangyo:Kk | 電子レンジ加熱調理用密封袋の製造方法 |
| JP2002249177A (ja) * | 2000-12-22 | 2002-09-03 | Toppan Printing Co Ltd | 電子レンジ用包装袋 |
| JP2004189300A (ja) * | 2002-12-12 | 2004-07-08 | Fuji Seal Inc | 自立性を有する電子レンジ用包装袋 |
| WO2005009869A1 (ja) * | 2003-07-24 | 2005-02-03 | Toppan Printing Co., Ltd. | 蒸気抜き機能を有する包装袋とそれを用いた包装体 |
| JP2007008500A (ja) * | 2005-06-29 | 2007-01-18 | Toppan Printing Co Ltd | スライドファスナー付きスタンディングパウチとその作製方法 |
-
2005
- 2005-06-29 JP JP2005189601A patent/JP2007008501A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000185777A (ja) * | 1998-12-22 | 2000-07-04 | Sun A Kaken Co Ltd | 加熱処理用包装体および自立包装体,包装体 |
| JP2001270569A (ja) * | 2000-03-22 | 2001-10-02 | Fuji Seal Inc | 電子レンジ用包装袋 |
| JP2002053183A (ja) * | 2000-08-10 | 2002-02-19 | Dainippon Printing Co Ltd | 電子レンジ用包装袋 |
| JP2002137312A (ja) * | 2000-11-01 | 2002-05-14 | Marumiya Sangyo:Kk | 電子レンジ加熱調理用密封袋の製造方法 |
| JP2002249177A (ja) * | 2000-12-22 | 2002-09-03 | Toppan Printing Co Ltd | 電子レンジ用包装袋 |
| JP2004189300A (ja) * | 2002-12-12 | 2004-07-08 | Fuji Seal Inc | 自立性を有する電子レンジ用包装袋 |
| WO2005009869A1 (ja) * | 2003-07-24 | 2005-02-03 | Toppan Printing Co., Ltd. | 蒸気抜き機能を有する包装袋とそれを用いた包装体 |
| JP2007008500A (ja) * | 2005-06-29 | 2007-01-18 | Toppan Printing Co Ltd | スライドファスナー付きスタンディングパウチとその作製方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007008500A (ja) * | 2005-06-29 | 2007-01-18 | Toppan Printing Co Ltd | スライドファスナー付きスタンディングパウチとその作製方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7375097B2 (ja) | ジッパーテープおよび袋体 | |
| CA2533065C (en) | Packaging bag with steam venting function and package using the packaging bag | |
| JP4463931B2 (ja) | 電子レンジ用包装袋 | |
| JP2006315760A (ja) | 再閉鎖可能な包装体 | |
| US6582123B1 (en) | Package incorporating a pressure venting feature | |
| GB2374857A (en) | Pouch to contain food during heating | |
| JP2005041544A (ja) | 蒸気抜き機能を有する包装袋とそれを用いた包装体 | |
| JPH1129181A (ja) | 電子レンジ用食品包装袋 | |
| JP2007008501A (ja) | 電子レンジ加熱可能な自立袋とその包装体並びに該自立袋の作製方法 | |
| JP2005047598A (ja) | 蒸気抜き機能を有する包装袋とそれを用いた包装体 | |
| JP2007008501A5 (ja) | ||
| JP4710378B2 (ja) | 易引き裂き性を有する包装袋 | |
| JP2005047605A (ja) | 蒸気抜き機能を有する包装袋とそれを用いた包装体 | |
| JPH1148371A (ja) | 電子レンジ用食品包装体の製造方法 | |
| JP2005047604A (ja) | 蒸気抜き機能を有する包装袋とそれを用いた包装体 | |
| JP3591290B2 (ja) | 電子レンジ用食品包装袋 | |
| JP2017039496A (ja) | チャック付き電子レンジ用包装袋 | |
| JP2000335656A (ja) | 食品用袋 | |
| JP6392540B2 (ja) | 電子レンジ対応型包装袋 | |
| JP2005035640A (ja) | 蒸気抜き機能を有する包装袋とそれを用いた包装体 | |
| JP7176250B2 (ja) | パウチ | |
| JP4193583B2 (ja) | 蒸気抜き機能を有するスタンディングパウチとそれを用いた包装体 | |
| JP4211533B2 (ja) | 蒸気抜き機能を有する包装袋とそれを用いた包装体 | |
| JP2000335654A (ja) | 電子レンジ用包装袋 | |
| JP2005041522A (ja) | 蒸気抜き機能を有する包装袋とそれを用いた包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080522 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101220 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111004 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111130 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120529 |