JP2006315760A - 再閉鎖可能な包装体 - Google Patents
再閉鎖可能な包装体 Download PDFInfo
- Publication number
- JP2006315760A JP2006315760A JP2006065934A JP2006065934A JP2006315760A JP 2006315760 A JP2006315760 A JP 2006315760A JP 2006065934 A JP2006065934 A JP 2006065934A JP 2006065934 A JP2006065934 A JP 2006065934A JP 2006315760 A JP2006315760 A JP 2006315760A
- Authority
- JP
- Japan
- Prior art keywords
- web
- barrier web
- peel seal
- joined
- barrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/34—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents for packaging foodstuffs or other articles intended to be cooked or heated within the package
- B65D81/3446—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents for packaging foodstuffs or other articles intended to be cooked or heated within the package specially adapted to be heated by microwaves
- B65D81/3461—Flexible containers, e.g. bags, pouches, envelopes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/25—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners
- B65D33/2508—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/25—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners
- B65D33/2508—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor
- B65D33/2516—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor comprising tamper-indicating means, e.g. located within the fastener
- B65D33/2533—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor comprising tamper-indicating means, e.g. located within the fastener the slide fastener being located between the product compartment and the tamper indicating means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2205/00—Venting means
- B65D2205/02—Venting holes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Food Science & Technology (AREA)
- Package Specialized In Special Use (AREA)
- Bag Frames (AREA)
- Packages (AREA)
Abstract
【課題】密封されている食品を調理する間に気体を包装体から排気し、開封後には再び閉鎖できるようにした再閉鎖可能な包装体を提供すること。
【解決手段】包装体が、内部空間を画成する表面を有した受容構造体(2)に接合された剥離シール(20)と、内部空間内に配設され互いに噛合可能な第1と第2の閉鎖輪郭形成部材(6、8)を具備するファスナと、受容構造体(2)の内部空間を第1と第2の区画に分割するバリアウェブ(10)と、受容構造体(2)の内部空間の前記第2の部分と包装体の外部とを連通可能とする通気孔(28)とを具備し、調理の間、内部空間の第1の部分の圧力が所定レベルまで増加したときに、剥離シール(20)が破裂し、該剥離シール(20)の破裂によって内部空間の第2の部分が内部空間の前記第1の部分に連通するようになっている。
【選択図】図1
【解決手段】包装体が、内部空間を画成する表面を有した受容構造体(2)に接合された剥離シール(20)と、内部空間内に配設され互いに噛合可能な第1と第2の閉鎖輪郭形成部材(6、8)を具備するファスナと、受容構造体(2)の内部空間を第1と第2の区画に分割するバリアウェブ(10)と、受容構造体(2)の内部空間の前記第2の部分と包装体の外部とを連通可能とする通気孔(28)とを具備し、調理の間、内部空間の第1の部分の圧力が所定レベルまで増加したときに、剥離シール(20)が破裂し、該剥離シール(20)の破裂によって内部空間の第2の部分が内部空間の前記第1の部分に連通するようになっている。
【選択図】図1
Description
本発明は、一般的に、製品(典型的には食品)を加熱したときに、気体を製品区画から外部へ排気するための手段を有した密封包装体に関する。
消費者包装の多くの応用例において、腐敗を防止する一定の環境下に保たなければならない肉類、チーズなどのような腐りやすい製品を収納した包装体に空気や水などが出入りすることを防止することが重要となる。内容製品を保存するために、包装体の周縁部分は密封しなければならない。永久シールおよび剥離シールとして知られる一時的なシールによって密封することができる。再閉鎖可能な包装体の受容部は、典型的に、両側部および底部が永久的に密封され、かつ、該受容部の開口部に装着された閉鎖部材の上側または下側に剥離シールを有している。閉鎖部材は、典型的に一対のジッパストリップを具備しており、該ジッパストリップは、熱可塑性材料から押出成形され、互いに噛合する閉鎖輪郭形成部材を有している。
剥離シールは、気密を保つと同時に、消費者が包装体の内容部に容易に接近できるようにする。典型的に、剥離シールは、消費者が受容部の両側壁または閉鎖部材に対設された引き手を把持し、前記壁または引き手を引き離すことによって破かれる。剥離シールは、受容部の両側壁の部分、閉鎖部材の対設された引き手の部分、または、受容部の壁に永久的に取着される閉鎖部材の対向する延長フランジの部分のような、包装体の対向する部分に剥離可能なシール材料から成る層を取着することによって形成される。
受容部の三辺を密封し、包装体の開口部に閉鎖部材の両側を接合し、かつ、帯状の剥離可能なシール材料を活性化して剥離シールを形成するために、典型的に1または複数のシーリングステーションが用いられる。各シーリングステーションは、往復動可能な一対のシーリングバーを具備し、該シーリングバーの少なくとも一方が加熱されている。シーリングバーを伸長させると、材料に熱と圧力が与えられ、該材料が融着または活性化される。シール部分の強さは、シーリングバーの温度、圧力および滞留時間によって決定される。シール部分の強さは、また、融着される材料によって大方決定される。同じ温度、圧力、滞留時間でも、ある剥離可能なシール材料は剥離可能であるが、他のシーラント材料では永久的に融着されることもある。ある閾値よりも上では、温度、圧力、滞留時間が増加しても剥離に要する力が増加しない「フラット」な剥離強度曲線を有する多くの剥離可能なシール材料がある。
しかしながら、包装体の内部からの気体の漏洩を防止することよりも、ある状況下で気体を排気することことが望ましい応用例もある。例えば、ポップコーン用の穀粒を収納し電子レンジで加熱可能な柔軟な包装体に剥離シールを設けることが公知となっている(例えば、米国特許第6066346号参照)。剥離シールは、電子レンジで加熱調理する間に破裂し、包装体の内部から高温気体が外部へ排気可能となっている。ポップコーンに容易に接近できるように、剥離シールの破裂しない部分は、電子レンジによる加熱調理の後に物理的に分離することができる。
包装体内の食品を加熱可能とする柔軟な包装は、利用が益々増加している。最初は食品用の密封されている柔軟な包装体を、調理する間に気体を排気し、開封後には再び閉鎖できるようにすることが望まれている。
本発明は、損傷していないときに製品区画を密封する特別な脆弱遮蔽体(バリア)を有した再閉鎖可能な包装体を提供することを目的としている。この特別な遮蔽体は、調理の間、製品区画内の圧力が所定レベルに達したときに破裂するようになっている。特別な遮蔽体が破けることにより圧力が低減し、調理の間に製品区画が破裂することを防止する。
本発明の1つの特徴によれば、包装体は、その内部の少なくとも一部に製品を収納し密封された第1の内部空間を形成するための手段と、通気孔を通じて該包装体の外部に連通するが前記第1の内部空間には連通していない第2の内部空間を形成する手段と、前記第1の内部空間の圧力が、調理の間に所定レベルに増加したときに破裂する脆弱手段とを具備し、前記脆弱手段が破裂すると、前記第2の内部空間が前記第1の内部空間と連通するようになっている。
本発明の他の特徴によれば、包装体は、内部空間を画成する表面を有した受容構造体と、前記内部空間内に配設され互いに噛合可能な第1と第2の閉鎖輪郭形成部材を具備するファスナと、前記受容構造体に接合された剥離シールと、前記受容構造体の内部空間の第1の部分を密閉する第1の部分を具備したバリアウェブであって、該バリアウェブは、前記剥離シールの一方の側面に接合されると共に該バリアウェブの前記第1の部分に連結された第2の部分を具備して成るバリアウェブと、前記受容構造体の前記内部空間の前記第1の部分に密封、収納された食品と、前記バリアウェブによって密封されていない前記受容構造体の内部空間の前記第2の部分と前記包装体の外部とを連通可能とする第1の通気孔とを具備し、調理の間、前記内部空間の前記第1の部分の圧力が所定レベルまで増加したときに、前記剥離シールが破裂し、該剥離シールの破裂によって前記内部空間の前記第2の部分が前記内部空間の前記第1の部分に連通するようになっている。
本発明の更に他の特徴によれば、包装体は、内部空間を画成する表面を有した受容構造体と、前記内部空間を密閉するように前記受容構造体の頂部に接合され、調理の間、前記内部区間の圧力が所定レベルに達したときに破裂する剥離シールと、前記内部空間内に配設され互いに噛合可能な第1と第2の閉鎖輪郭形成部材を具備し、該第1と第2の閉鎖輪郭形成部材が互いに噛合するとき、前記内部空間を製品区画とヘッダ区画とに分割するファスナと、前記製品区画内に収納された食品とを具備し、前記ヘッダ区画は、前記ファストと前記剥離シールとの間に配置され、前記ファスナは、前記製品区画と前記ヘッダ区画とを連通させる通気孔を具備する。
以下、本発明の様々な実施形態を説明する。以下に説明する各包装体は、バッグ製造フィルムのような包装材料から成る前壁と後壁とを有している。前壁および後壁は、その両側部において(例えば、従来の熱融着によって)互いに接合され、左側シール部および右側シール部が形成される。包装体の底部は、典型的には前壁および後壁を連結する折曲げ部によって形成されているが、前壁および後壁を別々のパネルを底部に沿って熱融着してボトムシームを形成するようにしてもよい。前壁および後壁において、ファスナの上方に突き出た部分でヘッダを形成する実施形態では、前壁および後壁の頂部を熱融着することによってトップシームが形成される。トップシームおよびボトムシームは、排気目的のトップシームの不連続部分を除いて、包装体の全幅に亘って延びる帯状の接合領域である。
以下に説明する各実施形態において、ファスナ構造体は、熱可塑性材料を押出成形することによって形成され、その結果、閉鎖部材は長手方向に一定の互いに噛合可能な輪郭を有することとなる。本明細書では、互いに噛合可能な輪郭を有する閉鎖部材を「閉鎖輪郭形成部材」と称する。閉鎖輪郭形成部材が連結される各ベースウェブ(または共通ベースウェブの各部分)は、帯状の接合領域に沿って前壁および後壁に接合される。典型的に、ファスナのベースウェブと受容部の壁との接合領域は、伝導性熱融着によって形成され、包装体の全幅に亘って延びている。ファスナのベースウェブを受容部の壁へ容易に接合するために、ファスナ構造体のベースウェブの表面に、ファスナ構造体の他の部分を形成する材料の融点よりも低い温度で溶融するシーラント材料から成る層を設けることができる。
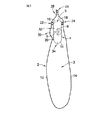
本発明の第1の実施形態による再閉鎖可能な包装体の断面図を図1、2に示す。この包装体は、受容部2と、該受容部内に配設された柔軟なプラスチック構造体(詳細に後述する)とを具備する。受容部2は、前壁12と後壁14とを具備し、該前壁および後壁は、平行な側縁部(図1、2には示されていない)において互いに融着され、かつ、受容部の底部において折曲げ線によって一体に連結されている。代替実施形態では、前壁および後壁は、側縁部と同様にその底部に沿って互いに融着するようにできる。典型的に、各側縁部における融着は、サイドシームを形成する有限幅の帯状の領域である。
本実施形態によれば、前壁12および後壁14の上マージン部分が互いに接合されトップシーム26が形成される。トップシーム26の直ぐ下には、前壁および後壁に引裂き線28が設けられており、該引裂き線に沿って引裂くことによってトップシーム26を容易に取外すことができるようになっている。第1の実施形態によれば、各引裂き線28は、直線沿いに所定間隔で形成された一連の小孔または微細目打ちから成る。詳細に後述するように、これらの小孔または微細目打ちは、また、包装体の内部から空気を外部または外気へ排出するための通気孔として作用する。
受容部2は、低密度ポリエチレン、エチレンとC3−C8アルファオレフィンの実質的に線状共重合体、ポリプロピレン、ポリ塩化ビニリデン、これらの樹脂の2以上の混合物、または、これらの樹脂の1つと他の熱可塑性樹脂との混合物のような熱可塑性フィルム材料を含む適当なフィルム材料により形成することができる。この適当な材料に関する例示は制限的ではないことは当業者には理解されよう。フィルムの厚さは好ましくは約0.05mm(2mil)以下である。
図1に示す実施形態では、構造体4は、折曲げられたバリアウェブ10と、折曲げられたバリアウェブ10の一方の側面に連結され該側面から突き出た雄型閉鎖輪郭形成部材6と、折曲げられたバリアウェブ10の他方の側面に連結され該側面から突き出た雌型閉鎖輪郭形成部材8とを具備する。雄型閉鎖輪郭形成部材および雌型閉鎖輪郭形成部材がファスナを形成し、該ファスナは、雄型閉鎖輪郭形成部材6が雌型閉鎖輪郭形成部材8に係合するとき閉じ、閉鎖輪郭形成部材の係合が解除されるとき開く。バリアウェブ10の一方のマージン部分が、帯状の接合領域22において前壁12に接合され、バリアウェブ10の反対側のマージン部分が、帯状の接合領域24において後壁14に接合される(各接合領域は、図1、2において×印で示されている)。これらの接合領域は、典型的に伝導性熱融着によって形成され、包装体の全幅に亘って延びている。接合領域22、24は、内部に食品を収納した包装体が調理温度まで加熱された媒体(例えば空気や水)に曝されたときに、損傷、破裂しない永久シールを形成する。包装体の両側部において、バリアウェブ10の両端は互いに融着され、かつ、受容部のサイドシーム(図示せず)内に取り込まれる。また、閉鎖輪郭形成部材の両端もサイドシームにおいて熱によって押し潰され互いに接合される。
図1に示す包装体は、更に、該包装体の全幅に亘って延びる剥離シール20を形成する剥離可能な帯状のシール材料を具備している。剥離シール20の一方の側面が前壁12に接合され、剥離シール20の他方の側面がバリアウェブ10の一方の側面に接合される。受容部2の内部空間は、バリアウェブ10の剥離シール20から永久シール24まで延びる部分によって製品区画3とヘッダ区画5とに分割される。食品(図1には図示されていない)は、製品区画3に収納される。剥離シール20が損傷しない限り、剥離シール20、永久シール24およびバリアウェブ10の連結部分が、製品区画3を密封する構造を形成する。
調理の間、密封された製品区画3内の空気圧は増加する。剥離シール20は、製品区画内の圧力が所定レベルに達したとき破裂するようになっている。この所定圧力レベルは、大気圧よりも高く、かつ、包装体の他の部分が破裂する圧力よりも低く設定される。剥離シール20は圧力逃がしシステムとして作用する。図2には、破裂した剥離シール20が図示されている。
第1の実施形態によれば、図1、2に示す包装体は、更に、剥離シールが破裂した後に包装体内部の高温の空気を排出する1または複数の通気孔を具備している。既述したように、引裂き線28は小孔または微細目打ちを具備する。更に、バリアウェブ10の雄型の閉鎖輪郭形成部材6から上方へ延びる部分が永久シール22で前壁12に接合された部分に1または複数の通気孔が形成されている。図1には、1つのこうした通気孔32が示されている。バリアウェブ10に複数の通気孔32を形成することもできる。(バリアウェブ10が通気孔32を有する場合には、前壁に図1に示す通気孔30を備える必要はない。通気孔30、32は、両方を用いることもできるが、好ましくは何れか一方を選択的に設けるようにする。しかしながら、以下、通気孔30については説明を省略して、第1の実施形態を説明する。)
更に、第1の実施形態を説明する。図2を参照すると、破裂した剥離シール20を通って製品区画3から流出する高温空気は、通気孔32を通ってヘッダ区画内に流入する(この流れは図2において矢印Bにて示されている)。この高温空気は、ヘッダ区画と外気との圧力差によって、引裂き線28を形成する小孔または微細目打ちを通って更に流動する(この流れは図2において矢印Cにて示されている)。
第1の実施形態の第1の変形例によれば(以下、図1に示す通気孔32については説明を省略して、第1の変形例を説明する)、前壁12において剥離シール20と永久シール22との間の部分に通気孔30が形成されている。図2を参照すると、破裂した剥離シール20を通って製品区画3から流出する高温空気は、通気孔30を通って外気へ流出する(この流れは図2において矢印Aにて示されている)。複数の通気孔30を前壁12に配設してもよい。
第1の実施形態の第2の変形例によれば(以下、図1、2に示す通気孔30、32については説明を省略して、第2の変形例を説明する)、永久シール22は1または複数の不連続部分(図示せず)を有している。永久シール22の途切れた部分の各々が、破裂した剥離シール20を通って製品区画3から流出する高温空気をヘッダ区画5内に流入可能とする通気孔として作用する。1つの通気孔でも十分であろう。永久シール22の途切れた部分を通過する高温空気は、図2において矢印Dにて示されている。ヘッダ区画内の高温空気は、次いで、既述したように、引裂き線28を形成する小孔または微細目打ちを通って排気される。
剥離シールは、食品を調理する間、製品区画3を形成する構造体の他の部分が破裂する前に破裂する。調理する間、包装体内から高温空気を外気へ排気するための手段が提供される。調理の後、トップシーム26を引裂き、閉鎖輪郭形成部材6、8の係合を解除し、次いで、バリアウェブ10の尖端部分に形成された引裂き線34を切断することによって、消費者は調理された食品に接近できる。引裂き線34は、レーザ刻設機によって形成した引裂き抵抗を低減した線とすることができる。或いは、引裂き線34は、米国特許第5063639号に教示されているように、シーリングストライプ(図1、2には示されていない)によって、覆われた複数の小孔の列とすることもできる。シーリングストライプは、小孔よりなる線34の両側に延びる帯状の領域においてバリアウェブ10に熱融着することができる。シーリングストライプは小孔を効果的に密閉しながら、線の引裂き抵抗を小孔によって低減された状態に維持する。
図3に本発明の第3の実施形態を示す。本実施形態では、包装体は、受容部2の(例えばバッグ製造フィルムから成る)前壁12および後壁14と、包装体の全幅に亘って延びる帯状の接合領域22において、前壁12に接合されたベースウェブ38と、包装体の全幅に亘って延びる帯状の接合領域24において、後壁14に接合されたバリアウェブ40と、ベースウェブ38に連結され該ベースウェブから突き出た雄型閉鎖輪郭形成部材6と、バリアウェブ40の一方の側面に連結され該側面から突き出た雌型閉鎖輪郭形成部材8とを具備する。接合領域22、24は、内部に食品を収納した包装体が調理温度まで加熱された媒体(例えば空気や水)に曝されたときに、損傷、破裂しない永久シールを形成する。本実施形態においても、雄型閉鎖輪郭形成部材および雌型閉鎖輪郭形成部材がファスナを形成する。前壁12、後壁14、ベースウェブ38およびバリアウェブ40において永久シール24から上方へ延びる部分が、ファスナによって閉じられる受容構造体を形成する。
図3に示すように、バリアウェブ40(断面で示すように)は、ベースウェブ38の長さよりも長くなっている。バリアウェブ40の一部が折曲げられ、その折曲げられた部分が、剥離シール20によってベースウェブ38に接合される。包装体の両側部において、ベースウェブ38およびバリアウェブ40の両端は互いに融着され、かつ、受容部のサイドシーム(図示せず)内に取り込まれる。また、閉鎖輪郭形成部材の両端もサイドシームにおいて熱によって押し潰され互いに接合される。
剥離シール20は包装体の全幅に亘って延びている。剥離シール20の一方の側面がベースウェブ38に接合され、剥離シール20の他方の側面がバリアウェブ40の折曲げられた延長部分に接合される。受容部2の内部空間は、バリアウェブ40において剥離シール20から永久シール24まで延びる部分によって2つの区画3、7に分割される。区画7は密封されていない。食品(図3には図示されていない)は、製品区画3に収納される。剥離シール20が損傷しない限り、剥離シール20、永久シール24およびバリアウェブ40の連結部分が、製品区画3を密封する構造を形成する。本実施形態においても、剥離シール20は、製品区画内の圧力が所定レベルに達したとき破裂するようになっている。この所定圧力レベルは、大気圧よりも高く、かつ、包装体の他の部分が破裂する圧力よりも低く設定される。剥離シールをバリアウェブ40においてカールしている部分に取着することにより、例えば、剥離シールには張力モードではなく剥離モードの力が作用して、製品区画が膨張するとき、剥離シールに接合されているウェブが剥離力を与える。
区画7は、剥離シール20の裂け目を通じて製品区画3に連通し、かつ、1または複数の通気孔を通じて外気に連通する。図3には、何れか一方を選択すべき通気孔のための2つの位置が図示されている。すなわち、ベースウェブ38に形成された通気孔32と、雄型閉鎖輪郭形成部材に形成された通気孔36である。通気孔は、雌型閉鎖輪郭形成部材、または、受容部の一部を形成するバリアウェブの一部に形成するようにしてもよい。通気孔は、剥離シールが破裂した後に、包装体内部から高温の空気を排気可能とする。高温空気の流れを纏めると、空気は、先ず、製品区画から剥離シール20の裂け目を通って区画7へ流入し、次いで、通気孔32または通気孔36を通って外気へ流出する。
調理の間、図3の実施形態では包装体の全幅に亘って延びる剥離シール20の一部のみが破裂する。従って、調理の後、製品区画3内の調理された食品に接近するために、消費者は、閉鎖輪郭形成部材6、8の係合を解除することに加えて、剥離シール20の残りの部分を破かなければならない。
剥離シール20の残りの部分を容易に破けるようにするために、第2の実施形態は図4に示すように変更することができる。図4に示す構成は、バリアウェブ40の先端部分56がバリアウェブ40の中間部分に熱融着されている点で図3の構成と異なっている。これによって、消費者はバリアウェブの先端部分を把持する必要がなくなる。その代わり、消費者はベースウェブ38およびバリアウェブ40の折曲げた部分を単に引き離して製品区画3に接近することができる。
図1の示唆する内容から、図3、4の実施形態における前壁12および後壁14を上方に延長し、その頂部において融着してヘッダを形成し、トップシームの直ぐ下に(図1において参照番号28で示す種の引裂き線を形成する)小孔または微細目打ちを前壁および後壁に形成するようにできることは当業者には容易に理解されよう。
図1、3に示す実施形態では、バリアウェブの一部は、また、閉鎖輪郭形成部材を支持するファスナベースウェブとして作用する。以下、図5〜図8を参照して、バリアウェブが、ファスナベースウェブとは独立したパネルまたはストリップを具備した実施形態を説明する。
図5の包装体は、(例えばバッグ製造フィルムから成る)前壁12および後壁14と、包装体の全幅に亘って延びる帯状の接合領域22において、前壁12に接合されたベースウェブ38と、包装体の全幅に亘って延びる帯状の接合領域24において、後壁14に接合されたベースウェブ42と、ベースウェブ38の一方の側面に連結され該側面から突き出た雄型閉鎖輪郭形成部材6と、ベースウェブ42の一方の側面に連結され該側面から突き出た雌型閉鎖輪郭形成部材8とを具備する。接合領域22、24は、内部に食品を収納した包装体が調理温度まで加熱された媒体(例えば空気や水)に曝されたときに、損傷、破裂しない永久シールを形成する。本実施形態においても、雄型閉鎖輪郭形成部材および雌型閉鎖輪郭形成部材がファスナを形成する。前壁12、後壁14およびベースウェブ38、42が、ファスナによって閉じられる受容構造体を形成する。
図5を参照すると、該包装体は、更に、剥離シール20によってベースウェブ38に接合された第1の部分と、永久シール46によって後壁14に接合された第2の部分を有するバリアウェブ44を具備している。(或いは、バリアウェブは、剥離シールによってベースウェブ42に接合し、永久シールによって前壁12に接合するようにしてもよい。)バリアウェブ44は、剥離シール20および永久シール46と同様に、包装体の全幅に亘って延在している。包装体の両側部において、ベースウェブ38、42およびバリアウェブ44の両端部が互いに融着され、かつ、受容部のサイドシーム(図示せず)内に取り込まれる。また、閉鎖輪郭形成部材の両端もサイドシームにおいて熱によって押し潰され互いに接合される。
剥離シールは、他の実施形態に関連して既に説明したのと同様に作用する。剥離シール20の一方の側面がベースウェブ38に接合され、剥離シール20の他方の側面がバリアウェブ44に接合される。受容部の内部空間は、バリアウェブ44によって2つの区画3、7に分割される。区画7は密封されていない。食品(図5には図示されていない)は製品区画3に収納される。剥離シール20が損傷しない限り、剥離シール20、永久シール46、およびバリアウェブ44が、製品区画3を密封する構造を形成する。本実施形態においても、剥離シール20は、製品区画内の圧力が所定レベルに達したとき破裂するようになっている。この所定圧力レベルは、大気圧よりも高く、かつ、包装体の他の部分が破裂する圧力よりも低く設定される。
区画7は、剥離シール20の裂け目を通じて製品区画3に連通し、かつ、1または複数の通気孔を通じて外気に連通する。図5には、何れか一方を選択すべき通気孔のための2つの位置が図示されている。すなわち、ベースウェブ38に形成された通気孔32と、雄型閉鎖輪郭形成部材に形成された通気孔36である。通気孔は、雌型閉鎖輪郭形成部材8、または、ベースウェブ42に形成するようにしてもよい。通気孔は、剥離シールが破裂した後に、区画7から高温の空気を排気可能とする。
調理後に消費者が背品区画に容易に接近できるようにするために、バリアウェブ44の先端部分は、図4に関して既述した方法と同様の方法で永久シールによってベースウェブ42に接合するようにしてもよい。
図5の実施形態では、前壁12および後壁14を上方に延長し、頂部において融着してヘッダを形成し、トップシームの直ぐ下に(図1において参照番号28で示す種の引裂き線を形成する)小孔または微細目打ちを前壁および後壁に形成するようにできる。
図6の包装体は、(例えばバッグ製造フィルムから成る)前壁12および後壁14と、包装体の全幅に亘って延びる帯状の接合領域22において前壁12に接合されたベースウェブ48と、包装体の全幅に亘って延びる帯状の接合領域24において後壁14に接合されたベースウェブ50と、ベースウェブ48の一方の側面に連結され該側面から突き出た雄型閉鎖輪郭形成部材6と、ベースウェブ50の一方の側面に連結され該側面から突き出た雌型閉鎖輪郭形成部材8とを具備する。接合領域22、24は、内部に食品を収納した包装体が調理温度まで加熱された媒体(例えば空気や水)に曝されたときに、損傷、破裂しない永久シールを形成する。本実施形態においても、雄型閉鎖輪郭形成部材および雌型閉鎖輪郭形成部材がファスナを形成する。前壁12、後壁14およびベースウェブ48、50が、ファスナによって閉じられる受容構造体を形成する。フランジを備えない、所謂「ストリングジッパ」を採用することができ、前壁12および後壁14のマージン部分がジッパストリングの背面に接合される。
図6に示すように、該包装体は、更に、剥離シール20によって前壁12に接合された第1の部分と、永久シール46によって後壁14に接合された第2の部分を有するバリアウェブ44を具備している。(或いは、バリアウェブは、剥離シールによって後壁14に接合し、永久シールによって前壁12に接合するようにしてもよい。)本実施形態においても、バリアウェブ44は、剥離シール20および永久シール46と同様に、包装体の全幅に亘って延在している。包装体の両側部において、ベースウェブ38、42の両端部が互いに融着され、かつ、受容部のサイドシーム(図示せず)内に取り込まれる。また、閉鎖輪郭形成部材の両端もサイドシームにおいて熱によって押し潰され互いに接合される。同様に、バリアウェブ44の両端部も受容部のサイドシーム内に取り込まれる。
受容部の内部空間は、バリアウェブ44によって2つの区画3、7に分割される。損傷していない剥離シール20、永久シール46、およびバリアウェブ44が、製品区画3を密封する構造を形成する。区画7は、剥離シール20の裂け目を通じて製品区画3に連通し、かつ、1つまたは複数の通気孔を通じて外気に連通する。図6には、何れか一方を選択すべき通気孔のための2つの位置が図示されている。すなわち、前壁12(剥離シール20の上側かつ永久シール22の下側)に形成された通気孔30と、雄型閉鎖輪郭形成部材に形成された通気孔36である。通気孔は、雌型閉鎖輪郭形成部材8、または、後壁14に形成するようにしてもよい。本実施形態においても、通気孔は、剥離シール20が破裂した後に、区画7から高温の空気を排気可能とする。
通気孔を前壁および後壁には形成せずに閉鎖輪郭形成部材の一方に形成した図6の実施形態の変形例では、前壁12および後壁14は、頂部において融着してヘッダを形成することができる。その場合、トップシームの直ぐ下に(図1において参照番号28で示す種の引裂き線を形成する)小孔または微細目打ちを前壁および後壁に形成するようにできる。
図7の包装体は、前壁および後壁を上方に延長して(上述した)ヘッダを形成し、剥離シール20およびバリアウェブ44が閉鎖輪郭形成部材の上方に配置される点において図6の実施形態と異なっている。剥離シール20の一方の側面は前壁12に接合され、他方の側面はバリアウェブ44の一部に接合される。バリアウェブ44の他の部分は、永久シール46によって後壁に接合される。(或いは、剥離シールを後壁に取着して、バリアウェブを前壁に取着するようにしてもよい。)ファスナを製品区画内に配置した状態で、受容部2の内部空間は、バリアウェブ44によって2つの区画3、7に分割される。損傷していない剥離シール20、永久シール46、およびバリアウェブ44が、製品区画3を密封する構造を形成する。ヘッダ区画7は、剥離シール20の裂け目を通じて製品区画3のファスナ上方部分に連通し、かつ、既述したように引裂き線28を形成する複数の通気孔を通じて外気に連通する。ファスナの上方に配置される気密の製品区画の一部が、閉鎖輪郭形成部材の一方または双方に形成されている1つまたは複数の通気孔を通じて、製品区画のファスナ下方部分に連通する。図7には、雄型閉鎖輪郭形成部材6に形成された1つの通気孔36が図示されている。
図8には、本発明の更に他の実施形態による再閉鎖可能な包装体の断面が示されている。この包装体は、受容部2と、この受容部2内に配置された(詳細に後述する)柔軟なプラスチック製構造体4′とを具備する。受容部2は前壁12と後壁14とを具備し、該前壁および後壁は、平行な側縁部において互いに融着され、かつ、受容部の底部において折曲げ線によって一体に連結されている。或いは、前壁および後壁は、両側縁部および底部において互いに融着するようにしてもよい。前壁12および後壁14の上マージン部分が互いに接合されトップシーム26が形成される。トップシーム26の直ぐ下には、前壁および後壁に引裂き線28が設けられており、該引裂き線に沿って引裂くことによってトップシーム26を容易に取外すことができるようになっている。各引裂き線28は、既述したように、通気孔として作用する一連の小孔または微細目打ちから成る。
図8の実施形態では、内部構造体4′は、包装体の全幅に亘って延びる帯状の接合領域22において前壁12に接合されたベースウェブ52と、包装体の全幅に亘って延びる帯状の接合領域24において後壁14に接合されたベースウェブ54と、ベースウェブ52の一方の側面に連結され該側面から突き出た雄型閉鎖輪郭形成部材6と、ベースウェブ54の一方の側面に連結され該側面から突き出た雌型閉鎖輪郭形成部材8と、包装体の全幅に亘って延びる帯状の接合領域46においてベースウェブ54に接合されたバリアウェブ44と、ベースウェブ52の一方の側面に取着され、かつ、バリアウェブの他方の側面に取着された剥離シール20とを具備する。(或いは、剥離シールをベースウェブ54に取着し、かつ、バリアウェブをベースウェブ52に取着するようにしても良い。)接合領域22、24、26は、調理する間に損傷、破裂しない永久シールを形成する。包装体の両側縁部において、バリアウェブ44の両端が互いに接合され、かつ、受容部のサイドシーム(図示せず)内に取り込まれる。
ファスナを製品区画内に配置した状態で、受容部2の内部空間は、バリアウェブ44によって2つの区画3、7に分割される。剥離シール20が損傷しない限り、剥離シール20、永久シール46およびバリアウェブ44が、製品区画3を密封する構造を形成する。ヘッダ区画7は、剥離シール20の裂け目を通じて製品区画3のファスナ上方部分に連通し、かつ、剥離シールの破裂の前でも後でも、既述したように、引裂き線28を形成する複数の通気孔を通じて外気に連通する。ファスナの上方に配置される気密の製品区画の一部が、閉鎖輪郭形成部材の一方または双方に形成されている1つまたは複数の通気孔を通じて、製品区画のファスナ下方部分に連通する。図8には、雄型閉鎖輪郭形成部材6に形成された1つの通気孔36が図示されている。或いは、ベースウェブ52(或いは、剥離シールがベースウェブ54に取着され、かつ、バリアウェブ44がベースウェブ52に取着されている場合には、ベースウェブ52に1つの通気孔を形成してもよい)。
図3および図5〜図8に示した実施形態の各々では、脆弱なバリアウェブを用いて剥離シールを省略してもよい。各例において、脆弱パネルが、受容構造体の前壁および後壁に永久シールによって接合され、かつ、サイドシーム内に取り込まれることによって、製品区画を密封する遮蔽体(バリア)を形成するようにできる。脆弱パネルは、他のシール部分が破裂する前に必ず破裂するようにしなければならない。例えば、脆弱領域または脆弱線をウェブ材料に持たせるように処理して、調理の間に生成される製品区画内の圧力が所定レベルに達したときに損傷するようにできる。
図9〜図11に示す実施形態では、バリアウェブを用いることなく、製品区画が密封される。図9の実施形態は、バリアウェブが省略され、代わりに剥離シール20がファスナの消費者側において、前壁12および後壁14の対向部分に接合されている点において図7の実施形態と異なっている。調理の間に製品区画が膨張すると、高温空気が雄型閉鎖輪郭形成部材に形成された通気孔36(或いは、雌型閉鎖輪郭形成部材または雄型、雌型閉鎖輪郭形成部材の双方に形成された通気孔)を通って剥離シール20と閉鎖輪郭形成部材の間の空間へ流入する。(或いは、ファスナを短い区間だけ開いた状態に保持してもよい。)これによって、ファスナの上側部分と下側部分の圧力が均衡する。製品区画内の圧力が所定レベルに達すると、剥離シール20が破裂して、高温の空気が引裂き線28を形成する小孔または目打ちから排気される。
更なる実施形態が図10に示されている。この包装体は、前壁12および後壁14、永久シール22、24において前壁および後壁の各々のマージン部分に接合されたベースウェブ52、54、ベースウェブ52、54において接合領域から上方に延び互いに対向する延長部分に接合された剥離シール20を具備している。この延長部分は閉鎖輪郭形成部材6、8を開くための引張フランジとして作用する。本実施形態でも、剥離シール20は、調理の間に製品区画内の圧力が所定レベルに達したときに破裂するようになっている。包装体内部の高温の空気は、剥離シール20の裂け目から直接外気へ排気される。
図11に更に他の実施家形態を示す。本実施形態では、剥離シール20は、ファスナの製品側において前壁12および後壁14の対向部分に接合されている。調理の間に製品区画内の圧力が所定レベルに達すると、剥離シール20が破裂して高温の空気が、剥離シール20およびファスナによって画成される区画7へ流入し、次いで、雄型閉鎖輪郭形成部材に形成された1または複数の通気孔36(或いは、雌型閉鎖輪郭形成部材または雄型、雌型閉鎖輪郭形成部材の双方に形成された通気孔)を通って区画7から外気へ排気される。或いは、ファスナに1または複数の通気孔を形成する代わりに、壁12(或いは壁14)に1または複数の通気孔30を形成してもよい。区画7は、剥離シール20の裂け目を通じて製品区画に連通し、かつ、通気孔30を通じて外気に連通する。本実施形態においても、通気孔30、36が図11に示されているが、該通気孔は何れか一方(同時に双方の通気孔を配設することも本発明の範囲に含まれるが)を用いることが好ましいことが理解されよう。
図11に示した実施形態の変形例によれば、受容部の壁の頂部を接合して、図9の要素28に類似するトップシームが形成され、該トップシームの直ぐ下には、前壁および後壁に(図9において参照番号28で指示される引裂き線を形成する)小孔または目打ち28が設けられている。この場合、調理の間、高温の空気は剥離シールの裂け目、ファスナに形成された通気孔および引裂き線28の小孔を通って流れる。
引裂き線を形成する小孔または目打ちを通して空気を排気することに代えて、空気はトップシームの1または複数の途切れた部分から排気するようにしてもよい。この場合、引裂き線は、小孔または目打ちを形成しないレーザ刻設機その他の手段によって形成することができる。
更に、上記のように閉鎖輪郭形成部材を通して高温の空気を排気する必要のある実施形態では、閉鎖輪郭形成部材に通気孔を形成することに代えて閉鎖輪郭形成部材を損壊または変形して、高温、高圧の空気を流すための隙間を形成することができる。或いは、閉鎖輪郭形成部材の係合を部分的に解除して、ファスナの一部を開いた状態としてもよい。
剥離シールは、製品区画内の圧力が所定レベルに達したときに剥離したり或いは破裂するように設計しなければならない。剥離シールの1つの公知の製造方法は、受容部またはクロージャの対向部分に各々薄い積層体を貼付することを含む。この積層体は、包装体の開口部の全幅に亘って延在する。剥離シールは、剥離可能な各積層体を互いに熱融着することにより形成される。その後、消費者が受容部またはクロージャの対向部分を引き離すとき、剥離シールは破断する。剥離シールが破断するとき、一方の積層体の1または複数の層が、他の積層体に付着した状態で、前記一方の積層体の他の1または複数の層から剥離する。その結果、剥離シールが破れた後に、前記他方の積層体は少なくとも1つの付加的な層を含むこととなる。異なるポリマー材料を用いることにより、隣接する層の間の結合強さが異なるので、第1の積層体から1つの層が剥がれるようにすることができる。剥離シールは、結合力の最も小さな2つの層の間で破断することとなる。
他の公知となっている剥離シールの製造方法は、受容部またはクロージャの対向部分に各々フィルム層を接着することを含む。このフィルム層は、受容部の開口部の全幅に亘って延在するが、該フィルム層の一方または双方は異物を含んでいる。フィルム層を互いに熱融着することによって剥離シールを形成するとき、表面の異物によってフィルム層間の結合が弱められる。剥離シールが破裂するとき、フィルム層は互いに分離する。
熱融着可能な剥離シール材料の公知な組成物は、エチレン酢酸ビニル共重合体、ポリエチレン系ワックス及びポリプロピレンからなる。別の公知の組成物は、ポリブチレンと低密度ポリエチレンのブレンドである。他の剥離シール組成物が多数公知となっている。例えば、剥離シールは、種々の公知の感圧接着剤を用いて作ることができる。
好ましい実施形態を参照して本発明を説明したが、本発明の範囲を逸脱することなく、種々の変形や構成部材を均等物で置換することが可能であることは当業者の当然とするところである。更に、特定の状況に適合させるために、本発明の本質的範囲を逸脱することなく、本発明の教示内容を修正することができよう。従って、本発明は、本発明を実施するためのベストモードとして開示された特定の実施形態に限定されず、特許請求の範囲内の全ての実施例を包含するものである。
特許請求の範囲の記載において、「接合」との語は、熱および/または圧力を与えたり、超音波エネルギ若しくは接着剤または結合剤の層を与え、更には、接着帯や結合帯を配置すること等による融合、結合、融着などを意味する。「壁」との語は、特許請求の範囲の記載において用いられる場合、包装材料の個別の毎葉または包装材料から成る折畳まれた枚葉の一部、の双方を含む広い意味で用いる。「受容構造体」との語は、特許請求の範囲の記載において用いられる場合、(上に定義した意味での)「壁」から成る構造に限定されるべきではなく、包装体の内部空間を画成する「壁」およびファスナ、ベースウェブの一部から成る構造を包含する。
2 受容部
4 構造体
6 雄型閉鎖輪郭形成部材
8 雌型閉鎖輪郭形成部材
10 バリアウェブ
12 前壁
14 後壁
20 剥離シール
22 接合領域
24 接合領域
26 トップシーム
28 引裂き線
4 構造体
6 雄型閉鎖輪郭形成部材
8 雌型閉鎖輪郭形成部材
10 バリアウェブ
12 前壁
14 後壁
20 剥離シール
22 接合領域
24 接合領域
26 トップシーム
28 引裂き線
Claims (16)
- 包装体において、
内部空間を画成する表面を有した受容構造体と、
前記内部空間内に配設され互いに噛合可能な第1と第2の閉鎖輪郭形成部材を具備するファスナと、
前記受容構造体に接合された剥離シールと、
前記受容構造体の内部空間の第1の部分を密閉する第1の部分を具備したバリアウェブであって、該バリアウェブは、前記剥離シールの一方の側面に接合されると共に該バリアウェブの前記第1の部分に連結された第2の部分を具備して成るバリアウェブと、
前記受容構造体の前記内部空間の前記第1の部分に密封、収納された食品と、
前記バリアウェブによって密封されていない前記受容構造体の内部空間の前記第2の部分と前記包装体の外部とを連通可能とする第1の通気孔とを具備し、
調理の間、前記内部空間の前記第1の部分の圧力が所定レベルまで増加したときに、前記剥離シールが破裂し、該剥離シールの破裂によって前記内部空間の前記第2の部分が前記内部空間の前記第1の部分に連通するようにした包装体。 - 前記剥離シールは、前記受容構造体の全幅に亘って延びる帯状の領域に沿って前記受容構造体に接合されている請求項1に記載の包装体。
- 前記第1と第2の閉鎖輪郭形成部材が前記バリアウェブに連結され、
前記受容構造体が、トップシールにおいて接合された第1と第2の壁を具備しており、前記剥離シールの他方の側面が前記第1の壁に接合され、
前記バリアウェブが、前記第1の壁に接合された第3の部分と、前記第2の壁に接合された第4の部分とを具備しており、前記バリアウェブの第1の部分が前記バリアウェブの第2と第4の部分に連結されている請求項1に記載の包装体。 - 前記第1の通気孔は、前記第1の壁において前記剥離シールと前記バリアウェブの第3の部分との間の部分に配置されている請求項3に記載の包装体。
- 前記バリアウェブの前記第3の部分への前記第1の壁の接合領域に隙間が設けられている請求項3に記載の包装体。
- 前記バリアウェブにおいて、前記第1の閉鎖輪郭形成部材の上側で、かつ、前記バリアウェブの第3の部分の下側に第2の通気孔が形成されている請求項3に記載の包装体。
- 前記第1の通気孔が、前記バリアウェブの第3と第4の部分の高さよりも高い位置に配置されている請求項3に記載の包装体。
- 前記受容構造体が、第1と第2の壁と、前記第1の壁および前記バリアウェブの第3と第4と第5の部分に接合された第1の部分を有したベースウェブとを具備し、
前記バリアウェブの第3の部分が前記第2の壁に接合され、かつ、前記バリアウェブの第1と第4の部分に連結され、
前記バリアウェブの第5の部分が前記バリアウェブの第4の部分に連結され、
前記第1の閉鎖輪郭形成部材が前記ベースウェブに連結され、
前記第2の閉鎖輪郭形成部材が前記バリアウェブの第5の部分に連結されている請求項1に記載の包装体。 - 断面で見たときに前記バリアウェブが、前記ベースウェブの断面長さよりも長い長さを有し、
前記バリアウェブの第2の部分が前記剥離シールの一方の側面に接合され、
前記剥離シールの他方の側面が前記ベースウェブの第2の部分に接合されている請求項8に記載の包装体。 - 前記第1の通気孔が前記ベースウェブの第2の部分と、前記第1の閉鎖輪郭形成部材との間の前記ベースウェブの第3の部分、または、前記第1の閉鎖輪郭形成部材もしくは第2の閉鎖輪郭形成部材に配置されている請求項9に記載の包装体。
- 前記バリアウェブの第6の部分が、該バリアウェブの第2の部分に連結され、かつ、該バリアウェブの第4の部分に接合されている請求項10に記載の包装体。
- 前記第1の通気孔が前記バリアウェブの第4の部分に配置されている請求項9に記載の包装体。
- 前記受容構造体が、第1と第2の壁と、前記第1の壁に接合された第1のベースウェブと、前記第2の壁に接合された第2のベースウェブとを具備し、
前記第1の閉鎖輪郭形成部材が前記第1のベースウェブに連結され、
前記第2の閉鎖輪郭形成部材が前記第2のベースウェブに連結され、
前記剥離シールが前記第1の壁または前記第1のベースウェブに接合され、
前記バリアウェブの第3の部分が該バリアウェブの第2の部分に連結され、かつ、前記第2の壁または前記第2のベースウェブに接合されている請求項1に記載の包装体。 - 前記第1と第2の閉鎖輪郭形成部材は、前記受容構造体の内部空間の前記第1の部分の外部に配置されている請求項13に記載の包装体。
- 前記第1と第2の閉鎖輪郭形成部材は、前記受容構造体の内部空間の前記第1の部分の内部に配置されている請求項13に記載の包装体。
- 前記第1と第2の閉鎖輪郭形成部材の一方または前記第1と第2のベースウェブの一方に第2の通気孔が形成されている請求項15に記載の包装体。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/127,879 US20060257533A1 (en) | 2005-05-12 | 2005-05-12 | Self-venting reclosable packages |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006315760A true JP2006315760A (ja) | 2006-11-24 |
| JP2006315760A5 JP2006315760A5 (ja) | 2009-04-23 |
Family
ID=36781551
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006065934A Pending JP2006315760A (ja) | 2005-05-12 | 2006-03-10 | 再閉鎖可能な包装体 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20060257533A1 (ja) |
| EP (1) | EP1721833A1 (ja) |
| JP (1) | JP2006315760A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010026964A2 (ja) | 2008-09-03 | 2010-03-11 | 森永乳業株式会社 | 注出口部材、およびそれを用いた包装袋 |
| JP2016137929A (ja) * | 2015-01-28 | 2016-08-04 | キョーラク株式会社 | 電子レンジ用包装袋及び製袋方法 |
| JP2017024767A (ja) * | 2015-07-24 | 2017-02-02 | 凸版印刷株式会社 | 包装袋 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2458645A (en) * | 2008-03-25 | 2009-09-30 | Carl Olson | Interrupted zip lock closure providing pressure relief for microwaveable reusable pouches or sachets |
| US20090257685A1 (en) * | 2008-04-14 | 2009-10-15 | Illinois Tool Works Inc. | Flexible storage bag with vent between two zipper |
| ATE554020T1 (de) | 2008-04-22 | 2012-05-15 | Mondi Ag | Mikrowellengeeigneter beutel mit ventil und verfahren zu dessen herstellung |
| PT3434613T (pt) | 2008-04-23 | 2020-08-25 | Reynolds Presto Products Inc | Fecho de embalagem para resistir a forças internas |
| US20090297071A1 (en) * | 2008-05-28 | 2009-12-03 | Illinois Tool Works Inc. | Flexible bag with vent for pressure release |
| WO2010054023A1 (en) * | 2008-11-04 | 2010-05-14 | William Cho | Pressure relief system |
| US8550716B2 (en) | 2010-06-22 | 2013-10-08 | S.C. Johnson & Son, Inc. | Tactile enhancement mechanism for a closure mechanism |
| US9327875B2 (en) | 2010-10-29 | 2016-05-03 | S.C. Johnson & Son, Inc. | Reclosable bag having a loud sound during closing |
| US8568031B2 (en) | 2011-02-22 | 2013-10-29 | S.C. Johnson & Son, Inc. | Clicking closure device for a reclosable pouch |
| US8469593B2 (en) | 2011-02-22 | 2013-06-25 | S.C. Johnson & Son, Inc. | Reclosable bag having a press-to-vent zipper |
| CN104803106A (zh) * | 2014-01-24 | 2015-07-29 | 大连竹菱包装工业有限公司 | 可预装食品的微波炉蒸煮袋 |
| CA2961825C (en) * | 2014-09-18 | 2023-09-05 | Mark Steele | Package having a child-restrictive opening feature |
| FR3034759A1 (fr) * | 2015-04-13 | 2016-10-14 | Aplix Sa | Systeme de fermeture a forces de rupture distinctes |
| KR20180100383A (ko) * | 2016-01-07 | 2018-09-10 | 이데미쓰 유니테크 가부시키가이샤 | 지퍼 테이프, 주머니체 및 주머니체의 제조 방법 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5829884A (en) * | 1997-06-19 | 1998-11-03 | Innoflex Incorporated | Form fill and seal package with one-way vent |
| JP2006523165A (ja) * | 2003-03-31 | 2006-10-12 | ザ・グラッド・プロダクツ・カンパニー | 通気可能保管用バッグ |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4923309A (en) * | 1989-02-27 | 1990-05-08 | Illinois Tool Works | Tamper-evident package |
| US5103979A (en) * | 1989-10-11 | 1992-04-14 | Oscar Mayer Foods Corp. | Package having peel seal tamper-evidence message |
| CA2039579A1 (en) * | 1990-04-20 | 1991-10-21 | Gerald O. Hustad | Multiple portion recloseable package |
| US5100246A (en) * | 1990-10-09 | 1992-03-31 | Illinois Tool Works Inc. | Pull bead and guide rails for easy open flexible containers |
| US5470156A (en) * | 1994-04-11 | 1995-11-28 | Reynolds Consumer Products, Inc. | Closure arrangement having a peelable seal |
| US5498080A (en) * | 1994-04-16 | 1996-03-12 | General Mills, Inc. | Easily expandable, flexible paper popcorn package |
| JPH07309351A (ja) * | 1994-05-17 | 1995-11-28 | Idemitsu Petrochem Co Ltd | 咬合具付き袋 |
| US5604000A (en) * | 1995-01-18 | 1997-02-18 | Reynolds Consumer Products Inc. | Heat-sealable peelable composition |
| US5958482A (en) * | 1997-10-20 | 1999-09-28 | General Mills, Inc. | Easily expandable nontrapping flexible paper microwavable popcorn package |
| US5911508A (en) * | 1997-11-10 | 1999-06-15 | Dobreski; David V. | Vented reclosable bag |
| US6183134B1 (en) * | 2000-05-04 | 2001-02-06 | Illinois Tool Works, Inc. | High internal force resistant peel sealable zipper |
-
2005
- 2005-05-12 US US11/127,879 patent/US20060257533A1/en not_active Abandoned
-
2006
- 2006-03-10 JP JP2006065934A patent/JP2006315760A/ja active Pending
- 2006-04-28 EP EP06252289A patent/EP1721833A1/en not_active Withdrawn
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5829884A (en) * | 1997-06-19 | 1998-11-03 | Innoflex Incorporated | Form fill and seal package with one-way vent |
| JP2006523165A (ja) * | 2003-03-31 | 2006-10-12 | ザ・グラッド・プロダクツ・カンパニー | 通気可能保管用バッグ |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010026964A2 (ja) | 2008-09-03 | 2010-03-11 | 森永乳業株式会社 | 注出口部材、およびそれを用いた包装袋 |
| KR20110065479A (ko) | 2008-09-03 | 2011-06-15 | 모리나가 뉴교 가부시키가이샤 | 주출구 부재 및 그것을 이용한 포장주머니 |
| JP2016137929A (ja) * | 2015-01-28 | 2016-08-04 | キョーラク株式会社 | 電子レンジ用包装袋及び製袋方法 |
| WO2016121833A1 (ja) * | 2015-01-28 | 2016-08-04 | キョーラク株式会社 | 電子レンジ用包装袋及び製袋方法 |
| JP2017024767A (ja) * | 2015-07-24 | 2017-02-02 | 凸版印刷株式会社 | 包装袋 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20060257533A1 (en) | 2006-11-16 |
| EP1721833A1 (en) | 2006-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006315760A (ja) | 再閉鎖可能な包装体 | |
| JP7375097B2 (ja) | ジッパーテープおよび袋体 | |
| JP4724179B2 (ja) | 保存バッグ | |
| KR101316688B1 (ko) | 납작한 재밀봉가능한 수단을 구비한 재개폐가능한 진공식저장 백 | |
| RU2561894C2 (ru) | Легко вскрываемые и повторно укупориваемые гибкие пленочные упаковки и способы изготовления | |
| EP1928762B1 (en) | A packaging having an improved reclosable opening | |
| US20060257056A1 (en) | Packaging bag with steam releasing function and package body using the packaging bag | |
| US6582123B1 (en) | Package incorporating a pressure venting feature | |
| WO2009146324A1 (en) | Flexible bag with vent for pressure release | |
| CN111032531A (zh) | 多腔室袋 | |
| US20070257030A1 (en) | Microwaveable package | |
| CN211686334U (zh) | 袋及相关的前体包装原料、分节零售封装件以及坯料 | |
| JPH11310278A (ja) | 完全密封性および自動調圧機能を備えた包装体 | |
| JP2005041544A (ja) | 蒸気抜き機能を有する包装袋とそれを用いた包装体 | |
| JP2005047598A (ja) | 蒸気抜き機能を有する包装袋とそれを用いた包装体 | |
| JP2020073120A (ja) | 嵌合具及び嵌合具付き袋体 | |
| JP2005047604A (ja) | 蒸気抜き機能を有する包装袋とそれを用いた包装体 | |
| JP2005047605A (ja) | 蒸気抜き機能を有する包装袋とそれを用いた包装体 | |
| JP4211533B2 (ja) | 蒸気抜き機能を有する包装袋とそれを用いた包装体 | |
| JP2003155044A (ja) | チャックテープ付きガセット袋およびその製造方法 | |
| JP2009143581A (ja) | 物品収容袋 | |
| JP5989164B2 (ja) | 減圧弁付き包装用袋 | |
| JP2007008501A (ja) | 電子レンジ加熱可能な自立袋とその包装体並びに該自立袋の作製方法 | |
| JP2014114042A (ja) | 蒸気抜き機能を有する包装袋 | |
| JP2007008501A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090310 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110719 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120110 |