JP2007001084A - 水性グラビア印刷用版胴及び水性グラビア印刷方法 - Google Patents
水性グラビア印刷用版胴及び水性グラビア印刷方法 Download PDFInfo
- Publication number
- JP2007001084A JP2007001084A JP2005182346A JP2005182346A JP2007001084A JP 2007001084 A JP2007001084 A JP 2007001084A JP 2005182346 A JP2005182346 A JP 2005182346A JP 2005182346 A JP2005182346 A JP 2005182346A JP 2007001084 A JP2007001084 A JP 2007001084A
- Authority
- JP
- Japan
- Prior art keywords
- printing
- cooling
- film
- water
- gravure printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Abstract
【解決手段】水性グラビア印刷用版胴は、金属胴30に電子彫刻で彫られた水性グラビア印刷用の版胴であって、スクリーン線数が200線未満、綱点比率が80%以下となっている。水性グラビア印刷方法は、乾燥温度が80〜150℃であり、各印刷ユニットに於いて乾燥工程で与えた熱量を次の冷却工程で急速に冷却して消去し、各色の印刷時のフイルム温度を略同一となるように冷却する。
【選択図】図2
Description
第2石油類(500L)→第一石油類(200L)
大気汚染、悪臭防止法改正;キシレン、トルエン、酢酸エチルイソブタノール
(1994年) 等が追加
労働安全衛生法;トルエンの作業環境濃度の変更100ppm→50ppm
(1995年)
製造物責任法;印刷物残留溶剤量の低減要望
(1995年)

横の寸法;Δ3=Δ0=(3/2)Δ2=(3/2)Δ4
縦の寸法;Δ3=Δ2=(3/2)Δ0,Δ0=(3/2)Δ4
であり、図1に4種類の綱点の種類とサイズの関係を示すためコアース(Δ3)の綱点に他の3種類を重ねた図を示す。
図5は水性グラビア印刷装置の全体の概略図、図6は水性グラビア印刷装置の第1印刷ユニット部分の拡大図である。
<油性グラビア印刷用版胴>
円周600mm、軸方向の巾1,200mmの金属胴に100μmの銅メッキを行った。油性印刷用として軸方向の巾300mm、円周方向に580mmの長さにヘリオの電子彫刻でスクリーン線数175線、スタイラス角度130度、綱点比率100%で各形状の綱点、コンプレスト(2本)、エロンゲート(1本)、コアース(1本)、フアイン(1本)の4種類5本の油性グラビア印刷用版胴を作製した。
油性グラビア印刷用版胴と同一の金属胴を用い、軸方向の巾300mm、円周方向に580mmの長さにヘリオの電子彫刻でスクリーン線数175線、スタイラス角度130度、綱点比率80%で各形状の綱点、コンプレスト(1本)、エロンゲート(1本)、コアース(2本)、フアイン(1本)の4種類5本の水性グラビア印刷用版胴を作製した。
油性グラビア印刷用インキとして、大阪インキ(株)スチプリを大阪インキ(株)製希釈剤(イソプロピルアルコール50%、酢酸エステル50%)で希釈して
墨(顔料濃度5%、粘度ザーンカップNO.3で16秒)
藍(顔料濃度8%、粘度ザーンカップNO.3で16秒)
赤(顔料濃度8%、粘度ザーンカップNO.3で16.5秒)
黄(顔料濃度8%、粘度ザーンカップNO.3で16秒)
白(顔料濃度15%、粘度ザーンカップNO.3で17秒)
のインキを調整した。
水性グラビア印刷用として、大阪インキ(株)製EXP17009を大阪インキ(株)製希釈剤(水15%、イソプロピルアルコール25%、メタノール30%、エタノール30%)を用いて
墨(顔料濃度8%、粘度ザーンカップNO.3で16秒)
藍(顔料濃度10%、粘度ザーンカップNO.3で17秒)
赤(顔料濃度10%、粘度ザーンカップNO.3で16秒)
黄(顔料濃度10%、粘度ザーンカップNO.3で16秒)
白(顔料濃度18%、粘度ザーンカップNO.3で17秒)
のインキを調整した。
前記油性グラビア印刷用版胴(綱点比率100%)と油性グラビア印刷用インキを富士機械(株)製5色のグラビア印刷機(FM5Sタイプ)に墨(フアイン)、藍(エロンゲート)、赤(コンプレスト)、黄(コアース)、白(コンプレスト)の組合せでセットし、120m/minの印刷速度で版胴のインキをセラミックコートのドクターナイフでかき取りながら印刷した。なお、ドクターナイフは5万m毎に交換した。
<水性グラビア印刷>
前記水性グラビア印刷用版胴(綱点比率80%)と水性グラビア印刷用インキを富士機械(株)製5色のグラビア印刷機(FM5Sタイプ)に墨(フアイン)、藍(エロンゲート)、赤(コンプレスト)、黄(コアース)、白(コアース)の組合せでセットし、油性グラビアと同様120m/minの印刷速度で版胴のインキをセラミックコートのドクターナイフでかき取りながら印刷した。なお、ドクターナイフは油性グラビア印刷と同様5万m毎に交換した。
<評価方法>
油性グラビア印刷と水性グラビア印刷の耐刷性を比較した。耐刷性の評価は、5万m毎に各綱点の軸方向のセル巾の変化や、セルの形状の変化(キズの有無、形の変化)及び実際に印刷した印刷物の色の濃度の減少、色の平滑性(均一性)、版カブリの有無で評価した。
結果を表5、表6及び表7に示す。
油性グラビア印刷用版胴(綱点比率100%)の耐刷性は墨、藍、赤、黄は全ての項目で30万mまで異常は見られなかった。白色顔料として酸化チタンを用いている白色版は色の濃度が15万m(セル巾14μm縮小)までは正常であったが20万m(セル巾19μm縮小)では濃度が薄くなり白色版の耐刷性は15万mまでであった。
以上のように綱点比率を80%にしてスクリーン巾(土手)を2.0〜2.6倍にすることによって油性グラビア用版胴と同等の耐刷性が得られる。
図5及び図6に示すグラビア印刷装置を用いて印刷を行った。版胴にはヘリオの彫刻で彫られた(スクリーン線数175線、スタイラス角度130度、綱点比率80%以下)コンプレスト、エロンゲート、コアース、フアインの版胴を富士機械(株)製5色のグラビア印刷機(FM5Sタイプ)にセットした。インキは大阪インキ(株)製水性グラビアインキEXP17009を大阪インキ(株)製希釈剤(水15%、イソプロピルアルコール25%、メタノール30%、エタノール30%)を用いて
墨(顔料濃度8%、粘度ザーンカップNO.3で16秒)
藍(顔料濃度10%、粘度ザーンカップNO.3で17秒)
赤(顔料濃度10%、粘度ザーンカップNO.3で16秒)
黄(顔料濃度10%、粘度ザーンカップNO.3で16秒)
白(顔料濃度18%、粘度ザーンカップNO.3で17秒)
のインキを調整した。
乾燥部220、320、420、520、620での熱風120℃、60m3/minとした。
測定結果を表7に示す。
a:前印刷ユニットの冷却工程を終了し、当該印刷ユニットへ進入した時のフイルム印刷面の温度(当該ユニットでの印刷時のフイルムの温度)
b:乾燥直後のフイルム印刷面11の温度
c:冷風機通過後のフイルム印刷面11の温度
d:冷却ロールの表面温度
e:モルトンロールの表面温度
f:冷却ノズルの通過直後のフイルムの液体塗布面12の温度
g:冷却ノズル通過後のフイルム印刷面11の温度(fよりは少し進んだ個所
におけるフイルム印刷面11の温度)
※:使用前フイルムの保管温度(室温)
第1印刷ユニット200の冷却工程を終了して、第2印刷ユニット300へ進入した印刷用フイルム1の温度aは33℃まで冷却されており、この温度で印刷される。乾燥工程直後のフイルム温度bは47℃まで上昇しており、次いで印刷面11に冷風(30℃)を吹き付けると印刷面11の温度cは42℃まで下がる。次いで、34℃の冷却ロール331で印刷面11を冷却し、液体塗布面12にモルトンロール333で冷却用液体を塗布し、冷却ノズル334から30℃の冷風0,8m3/minを吹き付けると、蒸発潜熱で熱を奪われフイルムの液体塗布面12の温度fは35℃まで下がる。しかし印刷面11の温度gは42℃であり、温度勾配のあることが判る。しかし、冷却工程を終了して第3印刷ユニットへ進入した時の印刷用フイルム1の印刷面11の温度aは34℃まで下がっており、この間も塗布した混合液体の蒸発潜熱で冷却が進んで全体を冷却していると考えられる。このように、印刷面11は冷風と冷却ロール、液体塗布面12は混合液体の蒸発潜熱で冷却すると効果的であり、特に冷却用液体は印刷用フイルム1の搬送中にも気化を続けて冷却する効果がある。
印刷時のフイルム温度は表7のaに示されるように1色目から5色目まで略同一である。なお、1色目のaはフイルムの保管温度である。
墨―藍―赤―黄―白ベタの順で花柄模様の重ね印刷を行った印刷物2000mを肉眼で観察したところ、最初から最後まで花柄模様がきれいに印刷されており、色のはみ出しは見られなかった。したがって印刷ズレは発生していなかった。
以上のように乾燥温度を80〜150℃にし、印刷面は冷風と冷却ロールで冷却し、反対面に冷却用液体を塗布してその蒸発潜熱によって急速に冷却することによって浅版化することなく、スクリーン線数200線未満、綱点比率80%のグラビア版でも印刷スピードを落とすことなく油性グラビア印刷と同等のスピードで印刷することが出来る。
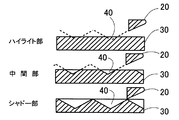
20:ダイアモンドスタイラス
30:金属胴
40:網点
51:版胴ロール
52:圧縮ロール
53:グラビアインキ
54:ドクターナイフ
55:原反
100:給紙部
200:第1印刷ユニット
210:印刷部
220:乾燥部
230:冷却部
231:冷却ロール
232:冷風機
233:モルトンロール
234:冷風ノズル
300:第2印刷ユニット
400:第3印刷ユニット
500:第4印刷ユニット
600:第5印刷ユニット
Claims (4)
- 金属胴に電子彫刻で彫られた水性グラビア印刷用の版胴であって、スクリーン線数が200線未満、綱点比率が80%以下であることを特徴とする水性グラビア印刷用版胴
- 水性グラビア印刷用インキを用い電子彫刻で彫られたスクリーン線数200線未満、綱点比率が80%以下の版胴により印刷し、乾燥温度が80〜150℃であることを特徴とする水性グラビア印刷方法
- 印刷工程−乾燥工程−冷却工程からなる印刷ユニットを複数設け、2色以上の水性多色グラビア印刷を行う印刷方法であって、各印刷ユニットに於いて乾燥工程で与えた熱量を次の冷却工程で急速に冷却して消去し、各色の印刷時のフイルム温度を略同一となるように冷却することを特徴とする請求項2記載の水性グラビア印刷方法
- 冷却工程における印刷用フイルムの冷却が、印刷面側は冷風と冷却ロールにより冷却し、反対面側は蒸発潜熱が大きく、蒸気圧が高くて気化し易い性質を有する1種類または2種以上の冷却用液体を塗布後、冷風を吹き付けて冷却用液体を気化させ、その蒸発潜熱によって冷却することを特徴とする請求項3記載の水性グラビア印刷方法
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005182346A JP2007001084A (ja) | 2005-06-22 | 2005-06-22 | 水性グラビア印刷用版胴及び水性グラビア印刷方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005182346A JP2007001084A (ja) | 2005-06-22 | 2005-06-22 | 水性グラビア印刷用版胴及び水性グラビア印刷方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007001084A true JP2007001084A (ja) | 2007-01-11 |
Family
ID=37687122
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005182346A Pending JP2007001084A (ja) | 2005-06-22 | 2005-06-22 | 水性グラビア印刷用版胴及び水性グラビア印刷方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007001084A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010031141A1 (en) * | 2008-09-19 | 2010-03-25 | Amcor Limited | A method of printing |
| JP2010155343A (ja) * | 2008-12-26 | 2010-07-15 | Toyo-Morton Ltd | ドライラミネート方法及び該方法により得られる積層体 |
| CN102083625A (zh) * | 2010-05-27 | 2011-06-01 | 东洋摩顿株式会社 | 干式层压方法及通过该方法得到的叠层体 |
| CN104890389A (zh) * | 2015-05-29 | 2015-09-09 | 桐城市新丰彩印包装有限公司 | 一种香烟商标凹印技术 |
| CN105128548A (zh) * | 2015-07-27 | 2015-12-09 | 江门市祥利包装彩印有限公司 | 一种uv凹版印刷方法 |
| WO2017047268A1 (ja) * | 2015-09-18 | 2017-03-23 | 株式会社シンク・ラボラトリー | グラビア印刷方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07329440A (ja) * | 1994-06-07 | 1995-12-19 | Think Lab Kk | 網グラビア印刷版 |
| JP2000255621A (ja) * | 1999-03-12 | 2000-09-19 | Dainippon Printing Co Ltd | 蓋 材 |
| JP2003237249A (ja) * | 2002-02-18 | 2003-08-27 | Dainippon Printing Co Ltd | グラビア印刷版および印刷物 |
| JP2004098557A (ja) * | 2002-09-11 | 2004-04-02 | Think Laboratory Co Ltd | 水性インキ使用グラビア印刷方法及び装置 |
| JP2005014415A (ja) * | 2003-06-26 | 2005-01-20 | Nakamoto Pakkusu Kk | 水性グラビア印刷方法およびその装置 |
-
2005
- 2005-06-22 JP JP2005182346A patent/JP2007001084A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07329440A (ja) * | 1994-06-07 | 1995-12-19 | Think Lab Kk | 網グラビア印刷版 |
| JP2000255621A (ja) * | 1999-03-12 | 2000-09-19 | Dainippon Printing Co Ltd | 蓋 材 |
| JP2003237249A (ja) * | 2002-02-18 | 2003-08-27 | Dainippon Printing Co Ltd | グラビア印刷版および印刷物 |
| JP2004098557A (ja) * | 2002-09-11 | 2004-04-02 | Think Laboratory Co Ltd | 水性インキ使用グラビア印刷方法及び装置 |
| JP2005014415A (ja) * | 2003-06-26 | 2005-01-20 | Nakamoto Pakkusu Kk | 水性グラビア印刷方法およびその装置 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010031141A1 (en) * | 2008-09-19 | 2010-03-25 | Amcor Limited | A method of printing |
| AU2009295192B2 (en) * | 2008-09-19 | 2015-05-14 | Amcor Limited | A method of printing |
| JP2010155343A (ja) * | 2008-12-26 | 2010-07-15 | Toyo-Morton Ltd | ドライラミネート方法及び該方法により得られる積層体 |
| CN102083625A (zh) * | 2010-05-27 | 2011-06-01 | 东洋摩顿株式会社 | 干式层压方法及通过该方法得到的叠层体 |
| US8815043B2 (en) | 2010-05-27 | 2014-08-26 | Toyo-Morton, Ltd. | Dry lamination method and laminate obtained by using the same |
| CN104890389A (zh) * | 2015-05-29 | 2015-09-09 | 桐城市新丰彩印包装有限公司 | 一种香烟商标凹印技术 |
| CN105128548A (zh) * | 2015-07-27 | 2015-12-09 | 江门市祥利包装彩印有限公司 | 一种uv凹版印刷方法 |
| WO2017047268A1 (ja) * | 2015-09-18 | 2017-03-23 | 株式会社シンク・ラボラトリー | グラビア印刷方法 |
| CN108025571A (zh) * | 2015-09-18 | 2018-05-11 | 株式会社新克 | 凹版印刷方法 |
| JPWO2017047268A1 (ja) * | 2015-09-18 | 2018-08-16 | 株式会社シンク・ラボラトリー | グラビア印刷方法 |
| RU2670335C1 (ru) * | 2015-09-18 | 2018-10-22 | Тинк Лаборатори Ко., Лтд. | Способ глубокой печати |
| CN108025571B (zh) * | 2015-09-18 | 2019-04-12 | 株式会社新克 | 凹版印刷方法 |
| US10960697B2 (en) | 2015-09-18 | 2021-03-30 | Think Laboratory Co., Ltd. | Gravure printing method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007001084A (ja) | 水性グラビア印刷用版胴及び水性グラビア印刷方法 | |
| JP4237556B2 (ja) | 水性グラビア印刷方法 | |
| DK157439B (da) | Fremgangsmaade til fladtryk | |
| CN105082817B (zh) | 一种印版结构及其制作方法 | |
| DE19940388A1 (de) | Druckgerät | |
| JP5048235B2 (ja) | 印刷装置 | |
| JP2018048329A (ja) | 高速印刷用インクの表面張力 | |
| US20060078673A1 (en) | Method for printing using invisible inks | |
| CN108995353A (zh) | 无缝橡胶印版及带有该无缝橡胶印版的印刷装置 | |
| JP2009040809A (ja) | 鏡面印刷用インキ並びに鏡面印刷方法及び印刷装置 | |
| CN107953689A (zh) | 一种将胶印联机上光组用于柔印底色印刷的改进方法 | |
| JP4981258B2 (ja) | 積層材およびその製造方法 | |
| KR100704191B1 (ko) | 수성 그라비야 잉크를 사용하여 행하는 그라비야 인쇄방법및 이 그라비야 인쇄장치 | |
| JP5499822B2 (ja) | 機能性薄膜の製造方法 | |
| JP2006167984A (ja) | 容器成形用積層材およびその製造方法 | |
| JP2013208826A (ja) | 薄膜印刷方法および薄膜印刷装置 | |
| CN110978830B (zh) | 用于制造印刷品的方法 | |
| US2347047A (en) | Printing method and paper for use therein | |
| JP2004306424A (ja) | 印刷方法及び印刷物 | |
| JP2009274432A (ja) | オフセット印刷機及び方法並びに印刷物 | |
| CN205951453U (zh) | 凹版预印环保水墨印刷装置 | |
| DE102018217261A1 (de) | Druckverfahren und Bogendruckmaschine | |
| JP2020016353A (ja) | 乾燥装置、印刷装置 | |
| JP2012206309A (ja) | 凸版印刷機とそれを用いた機能性薄膜の製造方法 | |
| RU2738864C1 (ru) | Печатная машина |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070824 |
|
| A977 | Report on retrieval |
Effective date: 20100205 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100310 |
|
| A521 | Written amendment |
Effective date: 20100507 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Effective date: 20100603 Free format text: JAPANESE INTERMEDIATE CODE: A02 |