JP2006291129A - スキン付きポリウレタンフォーム成形品およびその製造方法 - Google Patents
スキン付きポリウレタンフォーム成形品およびその製造方法 Download PDFInfo
- Publication number
- JP2006291129A JP2006291129A JP2005116950A JP2005116950A JP2006291129A JP 2006291129 A JP2006291129 A JP 2006291129A JP 2005116950 A JP2005116950 A JP 2005116950A JP 2005116950 A JP2005116950 A JP 2005116950A JP 2006291129 A JP2006291129 A JP 2006291129A
- Authority
- JP
- Japan
- Prior art keywords
- polyol
- skin
- polyurethane foam
- foam molded
- molded article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Polyurethanes Or Polyureas (AREA)
Abstract
【解決手段】 ポリオール化合物とポリイソシアネート化合物と鎖延長剤とを、発泡剤とウレタン化触媒との存在下で密閉された成形型内で反応させ際に、前記ポリオール化合物として、ポリオキシテトラメチレンポリオールにアルキレンオキシドを開環付加重合させて得られた水酸基価10〜112mgKOH/gのポリオキシアルキレンポリオール(A)を含むポリオール化合物を用いる。
【選択図】 なし
Description
スキン付きポリウレタンフォーム成形品は、通常、密閉された成形型内でポリウレタン原料を反応させる時に、型内壁と接触する表層部のポリウレタン原料の発泡を抑制してエラストマー状のスキン層を作ることによって成形される。このようにして得られるスキン付きポリウレタンフォーム成形品は、特に発泡剤としてフッ素化炭化水素を用いない場合は、通常、成形品表面から内部に向かってスキン層の発泡倍率が上がるため、多くはスキン層とフォーム層との境界が明確とはならず、すなわち、明瞭なスキン層が形成されなかった。
しかし、スキン層とフォーム層との境界が明確なスキン付きポリウレタンフォーム成形品であっても、使用時に磨耗しやすく、耐久性が低いという問題があった。
また、前記ポリオキシアルキレンポリオール(A)は、複合金属シアン化物錯体触媒を用いて、ポリオキシテトラメチレンポリオールにプロピレンオキシドおよびエチレンオキシドをランダムに開環付加重合をさせて得られたポリオキシアルキレンポリオール(a2)を含んでいてもよい。
前記ポリオール化合物として、ポリオキシアルキレンポリオール(A)と、水酸基数が2〜8であり、オキシエチレン基含有量がポリオール(B)(100質量%)中0〜25質量%であり、水酸基価が10〜112mgKOH/gであるポリオール(A)以外のポリオキシアルキレンポリオール(B)とを含むポリオール化合物を用いてもよい。
また、本発明のスキン付きポリウレタンフォーム成形品は、本発明の製造方法で得られたスキン付きポリウレタンフォーム成形品である。
以下これらの各成分の詳細について説明する。
本発明におけるポリオールの水酸基価は、JIS K1557(1970年版)に準拠して測定される。なお、ポリオキシアルキレンポリオールの水酸基数は、それを製造するのに使用した開始剤の活性水素数に等しい。
本発明においては、ポリオール化合物として、ポリオキシテトラメチレンポリオールにアルキレンオキシドを開環付加重合させて得られた、水酸基価10〜112mgKOH/gのポリオキシアルキレンポリオール(A)を含むポリオール化合物を用いる。
ポリオキシアルキレンポリオール(A)(以下、ポリオール(A)という。)は、重合触媒の存在下で開始剤にアルキレンオキシドの少なくとも1種を開環付加重合させて得られるものである。
開始剤としては、ポリオキシテトラメチレンポリオールを用いる。ポリオキシテトラメチレンポリオールの水酸基価は、37〜450mgKOH/gが好ましく、50〜140mgKOH/gがより好ましく、50〜100mgKOH/gが最も好ましい。水酸基価を450mgKOH/g以下とすることにより、最終的に得られるスキン付きポリウレタンフォーム成形品の機械的強度を向上させることができる。また、水酸基価を37mgKOH/g以上とすることにより、ポリオール(A)の粘度上昇を抑制できる。水酸基数が2であるポリオキシテトラメチレングリコールが好ましく、これを用いることによりポリオール(A)の水酸基数は2となる。
ポリオール(A)の不飽和度は、0.07meq/g以下が好ましく、0.04meq/g以下がより好ましい。不飽和度を0.07meg/g以下とすることにより、スキン付きポリウレタンフォーム成形品の物性が低下することなく、耐磨耗性も良好となる。
スキン付きポリウレタンフォーム成形品の物性を向上させる目的で、ポリオール(A)以外に、高分子量ポリオール化合物または他の高分子量活性水素化合物を任意の成分として併用してもよい。高分子量ポリオール化合物としては、ポリオール(A)を除くポリオキシアルキレンポリオールである、以下のポリオキシアルキレンポリオール(B)(以下、ポリオール(B)という。)が挙げられる。
開始剤としては、ポリオキシテトラメチレンポリオールを除く、分子中の活性水素数が2〜8である化合物が好ましく、たとえば、エチレングリコール、プロピレングリコール、1、4−ブタンジオール、グリセリン、トリメチロールプロパン、ペンタエリスリトール、ジグリセリン、meso−エリスリトール、メチルグリコシド、グルコース、ソルビトール等の多価アルコール類;ビスフェノールA等のフェノール類;エチレンジアミン、ジエチレントリアミン、ピペラジン、アミノエチルピペラジン、ジアミノジフェニルメタン、モノエタノールアミン等のアミン類;フェノール樹脂、ノボラック樹脂等の縮合系化合物類が挙げられる。また、上記化合物にさらにアルキレンオキシドを開環付加重合した化合物を開始剤としてもよい。これらの開始剤は、2種類以上を併用してもよい。
開始剤としては、分子中の活性水素数が2〜4の化合物がより好ましく、2〜3の化合物が特に好ましい。上記開始剤のうち、多価アルコール類が特に好ましい。
また、重合触媒として、複合金属シアン化物錯体を用いる場合は、アルカリ金属化合物触媒を用いて、多価アルコール類等の開始剤に少量のアルキレンオキシドを開環付加重合して得られるポリエーテルポリオールを開始剤として用いることが好ましい。この場合のポリエーテルポリオールの水酸基価は90〜280mgKOH/gであることが好ましい。
重合触媒としては、複合金属シアン化物錯体触媒、アルカリ金属化合物触媒、ホスフェゼニウム化合物触媒などが挙げられる。
ポリオール(A)としてポリオール(a3)のみを用いる場合は、ポリオール(B)としては、末端にオキシエチレン基を有するものを用いることが好ましい。この場合のポリオール(B)のオキシエチレン基含有量は、ポリオール(B)(100質量%)中、10〜25質量%であることが好ましい。オキシエチレン基の含有量をこの範囲とすることにより、ウレタン化反応を促進させ、スキン付きポリウレタンフォーム成形品の生産性を向上させることができる。
ポリオール(B)の水酸基数は、2〜8であり、2〜6が好ましく、2〜4が特に好ましい。水酸基数を2以上とすることにより、得られるスキン付きポリウレタンフォーム成形品が脆くかつ軟らかくなることなく、機械的物性が良好となる。水酸基数を8以下とすることにより、適度な柔軟性が付与されたスキン付きポリウレタンフォーム成形品を得ることができる。ポリオール(B)は混合物であってもよい。
ポリオール(A)とポリオール(B)との混合物の平均水酸基価は、5〜120mgKOH/gが好ましく、10〜50mgKOH/gがより好ましい。混合物の平均水酸基価をこの範囲とすることにより、適度な硬度を有するスキン付きポリウレタンフォーム成形品を得ることができる。
ポリイソシアネート化合物としては、イソシアネート基を2以上有する芳香族系、脂環族系、および脂肪族系のポリイソシアネート、それら2種類以上の混合物、ならびにそれらを変性して得られる変性ポリイソシアネートが挙げられる。具体的には、トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)、ポリメチレンポリフェニルイソシアネート(通称:クルードMDI)、キシリレンジイソシアネート(XDI)、イソホロンジイソシアネート(IPDI)、ヘキサメチレンジイソシアネート(HMDI)等のポリイソシアネート、それらのプレポリマー型変性体、ヌレート変性体、ウレア変性体、カルボジイミド変性体などが挙げられる。これらのうち、MDI変性体、クルードMDI、またはそれらの1種を主成分とする芳香族系ポリイソシアネートの混合物が好ましい。
鎖延長剤とは、水酸基、アミノ基等の、イソシアネート基と反応しうる活性水素含有基を2個以上有する低分子量の化合物をいう。活性水素含有基の数は2〜8個が好ましく、2〜4が特に好ましい。水酸基価が112mgKOH/gを超え2000mgKOH/g以下である水酸基含有化合物または分子量1000以下のポリアミンが好ましい。水酸基価が200〜2000mgKOH/g以下である水酸基含有化合物または分子量400以下のポリアミンが特に好ましい。
発泡剤としては、水、低沸点の炭化水素、低沸点の含フッ素炭化水素、不活性ガス、および熱分解してガスを発生する熱分解型発泡剤からなる群から選ばれた少なくとも1種を主成分とする発泡剤が好ましい。水は、ポリイソシアネート化合物と反応して二酸化炭素を発生する。不活性ガスとしては、空気、炭酸ガス、窒素ガス等が挙げられる。低沸点の炭化水素としては、ブタン、ペンタン、ヘキサン、シクロヘキサン等が挙げられる。低沸点の含フッ素炭化水素としては、1,1,1,2−テトラフルオロエタン(HFC−134a)、1,1,1,3,3−ペンタフルオロプロパン(HFC−245fa)、1,1,1,3,3−ペンタフルオロブタン(HFC−365fmc)、1,1,2,2−テトラフルオロエチルジフルオロメチルエーテル(HFE−236pc)、これらの混合物等が挙げられる。熱分解型発泡剤としては、たとえば、炭酸アンモニウム、炭酸水素アンモニウム、カルバミン酸アンモニウム等が挙げられる。これら熱分解型発泡剤は、約60℃で分解して二酸化炭素およびアンモニアを放出する。水、不活性ガスおよび熱分解型発泡剤は、単独で用いてもよく、組み合わせて用いてもよい。
ウレタン化触媒としては、樹脂化触媒、泡化触媒が挙げられ、たとえば、アミン触媒、金属化合物触媒が挙げられる。アミン系触媒としては、たとえば、トリエチレンジアミン、ビス[(2−ジメチルアミノ)エチル]エーテル、ジアザビシクロ系化合物、イミダゾール系化合物等が挙げられる。また、カルボン酸金属塩、N,N,N−トリス(ジメチルアミノプロピル)ヘキサヒドロ−S−トリアジン等のイソシアネート基同士を反応させるイソシアネート基多量化触媒を、目的に応じて併用してもよい。アミン系触媒の使用量は、ポリオール化合物100質量部に対して5質量部以下が好ましく、0.1〜3質量部が特に好ましい。
金属化合物触媒としては、有機スズ化合物、有機ビスマス化合物、有機鉛化合物、有機亜鉛化合物等が挙げられる。金属化合物触媒は、ポリオール化合物100質量部に対して2質量部以下が好ましく、0.001〜0.5質量部が特に好ましい。ウレタン化触媒は、2種類以上を併用してもよい。
本発明においては、良好な気泡を形成するために、整泡剤を用いてもよい。整泡剤としては、たとえば、シリコーン系整泡剤、含フッ素化合物系整泡剤等が挙げられる。
<その他の添加剤>
本発明においては、必要に応じて添加剤を用いてもよい。添加剤としては、たとえば、炭酸カリウム、硫酸バリウム等充填剤;乳化剤等の界面活性剤;酸化防止剤、紫外線吸収剤等の老化防止剤;難燃剤、着色剤、抗カビ剤、分散剤、変色防止剤等が挙げられる。
スキン付きポリウレタンフォーム成形品の成形は、ハンド発泡または発泡機を用いて反応性混合物を成形型に注入する方法(すなわち、反応射出成形方法)で行うことができる。発泡機では、液状の2成分を混合することが好ましく、そのうちの1成分がポリイソシアネート化合物を含有する成分であり、他の成分はポリイソシアネート化合物以外の全原料の混合物を含有する成分である。場合によっては、触媒または破泡剤(通常一部の高分子量ポリオールに分散、溶解して用いる。)を別成分とする合計3成分で反応性混合物を形成し注入することもできる。
本発明のスキン付きポリウレタンフォーム成形品の見かけ密度(全体密度)は、0.1〜0.7g/cm3 が好ましく、0.35〜0.55g/cm3 が特に好ましい。これにより優れた弾性および感触の良さを両立させることができる。また、本発明におけるスキン付きポリウレタンフォーム成形品におけるスキン層とは、表層部に形成された、見かけ密度を超える密度を有する層部をいう。
さらに、本発明のスキン付きポリウレタンフォーム成形品の表面硬度(ショアA)は、40〜60であることが好ましい。これにより耐摩耗性と良感触の両立が可能となる。さらに、テーバー磨耗量は、0.1〜0.5mmが好ましい。これにより、スキン付きポリウレタンフォーム成形品としての外観維持が可能となる。
本発明のスキン付きポリウレタンフォーム成形品の製造方法によれば、以下の理由からフォーム層との境界が明確なスキン層が形成される。
まず、ポリオキシテトラメチレンポリオールを開始剤にした低不飽和度のポリオール(A)を用いることで、ポリウレタンフォーム形成反応の後半に急激な温度上昇が生じて成形型の表面とフォーム内部との温度差が大きくなり、フォーム層との境界が明確なスキン層が形成されやすくなる。
また、ポリオキシアルキレンポリオールの不飽和度が低くなると、それに含有される不飽和モノオールの量が少なくなり、不飽和度の高いものに比べて真の平均官能基数が多くなることにより、ポリウレタンの架橋点および分子量が増加して樹脂強度が増大し、一旦生成したスキン層における発泡が抑制され、フォーム層との境界が明確なスキン層が形成されやすくなる。フォーム層との境界が明確なスキン層を有することにより、表面が硬く、かつ感触に優れた成形品が得られる。
ポリオールA1:亜鉛ヘキサシアノコバルテート−TBA触媒を用いて、ポリオキシテトラメチレングリコール(水酸基価112mgKOH/g)にプロピレンオキシドを開環付加重合した後、水酸化カリウム触媒を用いて、エチレンオキシドを、オキシエチレン基の含有量がポリオールA1(100質量%)中16質量%となるように開環付加重合させて得られた、水酸基価39.4mgKOH/g、不飽和度0.003meq/gのポリオキシアルキレンポリオール。
ポリオールC:水酸化カリウム触媒を用い、ジプロピレングリコールにプロピレンオキシドを開環付加重合させて、水酸基価160mgKOH/gのポリオキシプロピレングリコールを得た後、亜鉛ヘキサシアノコバルテート−TBA触媒を用いて、プロピレンオキシドを開環付加重合させた後、水酸化カリウム触媒を用いて、エチレンオキシドを、オキシエチレン基の含有量がポリオールC(100質量%)中16質量%となるように開環付加重合させて得られた、水酸基価39.4mgKOH/g、不飽和度0.004meq/gのポリオキシアルキレンポリオール。
鎖延長剤A:エチレングリコール。
(ウレタン化触媒)
触媒A:トリエチレンジアミンのジプロピレングリコール溶液(東ソー(株)製、商品名:TEDA−L33)。
触媒B:ビス−[(2−ジメチルアミノ)エチル]エーテルのジプロピレングリコール溶液(東ソー(株)製、商品名:Toyocat−ET)。
発泡剤A:水。
発泡剤B:HFC−245fa。
(ポリイソシアネート化合物)
イソシアネート基含有量29質量%のカルボジイミド変性MDI(ダウ・ポリウレタン日本社製、アイソネート 143LJ)。
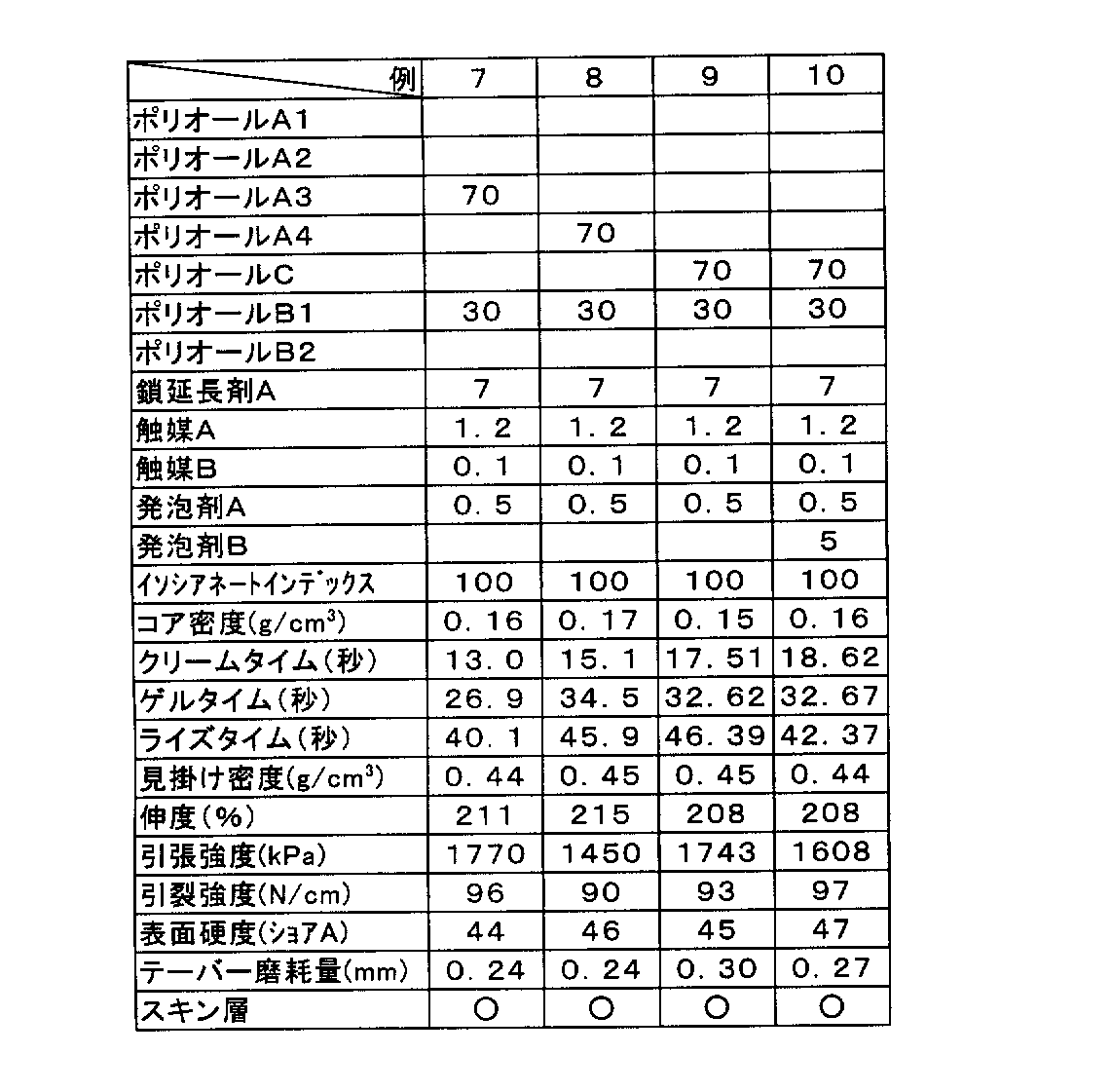
表1、2に示す配合の原料を用いてポリウレタンフォーム成形品を製造した。表1において、例1、2が実施例であり、例3がこれらに対する比較例である。同様に例4、5が実施例であり、例6がこれらに対する比較例である。また、表2において例7、8は実施例であり、例9、10は比較例である。
フリー発泡によって得られたポリウレタンフォーム成形品(1)について、コア密度を測定した。また、フリー発泡時のクリームタイム、ゲルタイム、ライズタイムを測定した。
見掛け密度、伸度、引張強度、引裂強度をJIS K6400(1997年版)の方法に準拠して測定した。
表面硬度のショアA硬度測定は、JIS K6253に準拠して行った。
テーバー摩耗量(耐摩耗性の指標)は、JIS K6264に準拠し、荷重102Nで、試験回数1000回で行った。砥石としては、JIS R6211の3に準じてH18を用いた。
スキン層とフォーム層との境界の明瞭性は、成形品断面を観察し、明瞭○、やや不明瞭△、不明瞭×と評価した。
Claims (6)
- ポリオール化合物とポリイソシアネート化合物と鎖延長剤とを、発泡剤とウレタン化触媒との存在下で、密閉された成形型内で反応させてスキン付きポリウレタンフォーム成形品を製造する方法において、
前記ポリオール化合物として、ポリオキシテトラメチレンポリオールにアルキレンオキシドを開環付加重合させて得られた、水酸基価10〜112mgKOH/gのポリオキシアルキレンポリオール(A)を含むポリオール化合物を用いることを特徴とするスキン付きポリウレタンフォーム成形品の製造方法。 - 前記ポリオキシアルキレンポリオール(A)が、複合金属シアン化物錯体触媒を用いて、ポリオキシテトラメチレンポリオールにプロピレンオキシドを開環付加重合させた後、アルカリ金属化合物触媒を用いて、エチレンオキシドを開環付加重合させて得られたポリオキシアルキレンポリオール(a1)を含む、請求項1に記載のスキン付きポリウレタンフォーム成形品の製造方法。
- 前記ポリオキシアルキレンポリオール(A)が、複合金属シアン化物錯体触媒を用いて、ポリオキシテトラメチレンポリオールにプロピレンオキシドおよびエチレンオキシドをランダムに開環付加重合をさせて得られたポリオキシアルキレンポリオール(a2)を含む、請求項1に記載のスキン付きポリウレタンフォーム成形品の製造方法。
- 前記ポリオキシテトラメチレンポリオールの水酸基価が、37〜450mgKOH/gである、請求項1ないし3のいずれか一項に記載のスキン付きポリウレタンフォーム成形品の製造方法。
- 前記ポリオール化合物として、ポリオキシアルキレンポリオール(A)と、水酸基数が2〜8であり、オキシエチレン基含有量がポリオール(B)(100質量%)中0〜25質量%であり、水酸基価が10〜112mgKOH/gであるポリオール(A)以外のポリオキシアルキレンポリオール(B)とを含むポリオール化合物を用いる、請求項1ないし4のいずれか一項に記載のスキン付きポリウレタンフォーム成形品の製造方法。
- 請求項1ないし5のいずれか一項に記載の製造方法で得られたスキン付きポリウレタンフォーム成形品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005116950A JP4604807B2 (ja) | 2005-04-14 | 2005-04-14 | スキン付きポリウレタンフォーム成形品およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005116950A JP4604807B2 (ja) | 2005-04-14 | 2005-04-14 | スキン付きポリウレタンフォーム成形品およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006291129A true JP2006291129A (ja) | 2006-10-26 |
| JP4604807B2 JP4604807B2 (ja) | 2011-01-05 |
Family
ID=37412045
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005116950A Expired - Fee Related JP4604807B2 (ja) | 2005-04-14 | 2005-04-14 | スキン付きポリウレタンフォーム成形品およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4604807B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011043345A1 (ja) * | 2009-10-05 | 2011-04-14 | 旭硝子株式会社 | 軟質ポリウレタンフォームおよびその製造方法、ならびに自動車用シートクッション |
| WO2017038910A1 (ja) * | 2015-09-01 | 2017-03-09 | 三井化学株式会社 | 緩衝材、塗装用自動運動装置用緩衝材、緩衝材付自動運動装置および緩衝材付塗装用自動運動装置 |
| JP2021038299A (ja) * | 2019-09-02 | 2021-03-11 | 東ソー株式会社 | ポリウレタンインテグラルスキンフォーム用組成物、ポリウレタンインテグラルスキンフォーム、およびその製造方法 |
| JP7392610B2 (ja) | 2020-02-28 | 2023-12-06 | トヨタ車体株式会社 | ワーク受け装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60135421A (ja) * | 1983-12-23 | 1985-07-18 | Asahi Glass Co Ltd | ポリウレタン系エラストマ−の製造方法 |
| JPH05305629A (ja) * | 1992-01-29 | 1993-11-19 | Asahi Glass Co Ltd | ポリウレタンフォーム成形品の製造方法 |
| WO2000002951A1 (fr) * | 1998-07-10 | 2000-01-20 | Asahi Glass Company Ltd. | Catalyseur de polymerisation par decyclisation d'un oxyde d'alkylene, et son procede de fabrication et d'utilisation |
| JP2004210880A (ja) * | 2002-12-27 | 2004-07-29 | Mitsui Takeda Chemicals Inc | インテグラルスキン付きポリウレタンフォームおよびその製造方法 |
| WO2006043569A1 (ja) * | 2004-10-21 | 2006-04-27 | Asahi Glass Company, Limited | ポリウレタン樹脂およびポリウレタン樹脂溶液の製造方法 |
-
2005
- 2005-04-14 JP JP2005116950A patent/JP4604807B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60135421A (ja) * | 1983-12-23 | 1985-07-18 | Asahi Glass Co Ltd | ポリウレタン系エラストマ−の製造方法 |
| JPH05305629A (ja) * | 1992-01-29 | 1993-11-19 | Asahi Glass Co Ltd | ポリウレタンフォーム成形品の製造方法 |
| WO2000002951A1 (fr) * | 1998-07-10 | 2000-01-20 | Asahi Glass Company Ltd. | Catalyseur de polymerisation par decyclisation d'un oxyde d'alkylene, et son procede de fabrication et d'utilisation |
| JP2004210880A (ja) * | 2002-12-27 | 2004-07-29 | Mitsui Takeda Chemicals Inc | インテグラルスキン付きポリウレタンフォームおよびその製造方法 |
| WO2006043569A1 (ja) * | 2004-10-21 | 2006-04-27 | Asahi Glass Company, Limited | ポリウレタン樹脂およびポリウレタン樹脂溶液の製造方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011043345A1 (ja) * | 2009-10-05 | 2011-04-14 | 旭硝子株式会社 | 軟質ポリウレタンフォームおよびその製造方法、ならびに自動車用シートクッション |
| WO2017038910A1 (ja) * | 2015-09-01 | 2017-03-09 | 三井化学株式会社 | 緩衝材、塗装用自動運動装置用緩衝材、緩衝材付自動運動装置および緩衝材付塗装用自動運動装置 |
| JPWO2017038910A1 (ja) * | 2015-09-01 | 2018-08-09 | 三井化学株式会社 | 緩衝材、塗装用自動運動装置用緩衝材、緩衝材付自動運動装置および緩衝材付塗装用自動運動装置 |
| US20180257355A1 (en) * | 2015-09-01 | 2018-09-13 | Mitsui Chemicals, Inc. | Buffer material, buffer material for coating robot, robot with buffer material, and coating robot with buffer material |
| TWI697510B (zh) * | 2015-09-01 | 2020-07-01 | 日商三井化學股份有限公司 | 緩衝材、塗裝用自動運動裝置用緩衝材、附緩衝材之自動運動裝置及附緩衝材之塗裝用自動運動裝置 |
| US10913251B2 (en) | 2015-09-01 | 2021-02-09 | Mitsui Chemicals, Inc. | Buffer material, buffer material for coating robot, robot with buffer material, and coating robot with buffer material |
| JP2021038299A (ja) * | 2019-09-02 | 2021-03-11 | 東ソー株式会社 | ポリウレタンインテグラルスキンフォーム用組成物、ポリウレタンインテグラルスキンフォーム、およびその製造方法 |
| JP7470889B2 (ja) | 2019-09-02 | 2024-04-19 | 東ソー株式会社 | ポリウレタンインテグラルスキンフォーム用組成物、ポリウレタンインテグラルスキンフォーム、およびその製造方法 |
| JP7392610B2 (ja) | 2020-02-28 | 2023-12-06 | トヨタ車体株式会社 | ワーク受け装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4604807B2 (ja) | 2011-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3909598B2 (ja) | 低反発軟質ポリウレタンフォームの製造方法 | |
| JP5228914B2 (ja) | 軟質ポリウレタンフォームの製造方法 | |
| JP4910702B2 (ja) | 軟質ポリウレタンフォームの製造方法 | |
| JP5266756B2 (ja) | 低反発性軟質ポリウレタンフォームおよびその製造方法 | |
| JP5526476B2 (ja) | 軟質ポリウレタンフォーム、その製造方法および自動車用シート | |
| KR100873594B1 (ko) | 폴리올 및 폴리머 분산 폴리올의 제조방법 | |
| US6756415B2 (en) | Flexible polyurethane foam and method for its production | |
| JP5303885B2 (ja) | 軟質ポリウレタンフォームの製造方法および軟質ポリウレタンフォーム | |
| WO2001079323A1 (fr) | Procede de production de mousse de polyurethane flexible | |
| JP4604807B2 (ja) | スキン付きポリウレタンフォーム成形品およびその製造方法 | |
| JP4058954B2 (ja) | 軟質ポリウレタンフォーム | |
| JP2013127011A (ja) | 熱プレス成形用軟質ポリウレタンフォームおよびその製造方法、ならびに熱プレス成形品およびその製造方法 | |
| WO2013021871A1 (ja) | 軟質ポリウレタンフォームの製造方法 | |
| JP4529300B2 (ja) | 軟質ポリウレタンフォームの製造方法 | |
| JP4412116B2 (ja) | 低反発性軟質ポリウレタンフォームおよびその製造方法 | |
| JP2002322230A (ja) | 軟質ポリウレタンフォームの製造方法及びポリオール組成物 | |
| JP4832702B2 (ja) | 軟質ポリウレタンフォームとその製造方法 | |
| JP4182733B2 (ja) | 軟質ポリウレタンフォームおよびその製造方法 | |
| WO2012115113A1 (ja) | 低反発性軟質ポリウレタンフォームおよびその製造方法 | |
| JPWO2003072626A1 (ja) | 軟質ポリウレタンフォームの製造方法 | |
| JP5274996B2 (ja) | 軟質ポリウレタンフォームの製造方法 | |
| JP4715002B2 (ja) | 軟質ポリウレタンフォームの製造方法 | |
| JP2003231747A (ja) | ポリオールとその製造方法および軟質ポリウレタンフォームの製造方法 | |
| JPH09124763A (ja) | ポリウレタンフォーム成形品の製造方法 | |
| JP4639945B2 (ja) | 軟質ポリウレタンフォームおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080305 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100104 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100420 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100512 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20100513 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100907 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100920 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 3 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |