以下、本発明の熱可塑性樹脂組成物の製造方法を実施するための最良の形態について説明する。
本発明では、まず、炭酸ガス透過係数が1×10−10cm3・cm/cm2・sec・cmHg未満の熱可塑性樹脂(A)の1種または2種以上と、炭酸ガス透過係数が1×10−10cm3・cm/cm2・sec・cmHg以上の熱可塑性樹脂(B)の1種または2種以上を含む熱可塑性樹脂組成物を準備する。そして、該熱可塑性樹脂組成物の合計100重量部に対して、3〜50重量部の超臨界状態にある流体を2軸押出機内にて添加して、該流体が超臨界状態を保つ押出機内圧力を維持しながら溶融混練し、さらにベント口で減圧して該超臨界状態にある流体を脱気して混練して押出して熱可塑性樹脂を製造するものである。
かかる本発明において樹脂の特性を表すのに使用した炭酸ガス透過係数なるパラメータは、JIS K7126の差圧法に準拠し測定した値を用いる。
該JIS K7126は、「プラスチックフィルム等の気体透過度試験方法」に関するものであり、本発明においては、試験対象となる樹脂を用いて、融点+30℃に加熱したプレス成形機で厚さ0.2mmのフィルム(試験サンプル寸法:直径60mmの円形状)を作成し、該樹脂フィルムの炭酸ガス透過係数を求めているものである。なお、試験フィルムの厚さ自体は、該炭酸ガス透過係数を求める過程で数式中に組み込まれて普遍化されているものであり、基本的に該係数の数値自体に影響を与えることはなく、該試験に供する樹脂が定まれば、測定ができて一義的に該値を求めることができる性質のものである。従って、試験フィルムの厚さにはそれほど拘る必要なく該係数値は求められる。通常、この炭酸ガス透過係数は、基本的にはいかなる厚さのものでも樹脂種類が定まれば、実質的に該樹脂種類に対応した一定の固有の値として求められるものであり、各種の樹脂における炭酸ガス透過係数は、後述する実施例、比較例中にて説明したとおりである。また、測定は、n数を3として行いその平均値をとったものである。
本発明の熱可塑性樹脂組成物の製造方法においては、まず第一に、こうして測定される炭酸ガス透過係数が1×10−10cm3・cm/cm2・sec・cmHg未満の熱可塑性樹脂(A)の1種または2種以上と、炭酸ガス透過係数が1×10−10cm3・cm/cm2・sec・cmHg以上の熱可塑性樹脂(B)を1種または2種以上含むようにして構成することが重要なものである。炭酸ガス透過係数が異なる熱可塑性樹脂を含むことによって、特異なモルフォロジー(分散形態)を発現させることが可能となり、耐衝撃性、靭性と耐熱性に特に優れた熱可塑性樹脂組成物を製造することができるからである。
本発明方法に使用する炭酸ガス透過係数が1×10−10cm3・cm/cm2・sec・cmHg未満の熱可塑性樹脂(A)は、炭酸ガス透過係数が上記値未満であれば何れの樹脂でも使用可能であり、例えば、ポリアミド樹脂、ポリエステル樹脂、ポリフェニレンスルフィド樹脂、ポリアセタール樹脂、ABS樹脂、ポリカーボネート樹脂、ポリスチレン樹脂、アクリル樹脂、ポリオキシフェニレン樹脂、LCP樹脂などが挙げられる。これらは2種以上併用しても良い。
なお、本発明で用いられる熱可塑性樹脂(A)の炭酸ガス透過係数の下限値は自ずと存在し、実際的には0.001×10−10cm3・cm/cm2・sec・cmHg程度までである。
本発明で用いられ得る炭酸ガス透過係数が1×10−10cm3・cm/cm2・sec・cmHg未満の熱可塑性樹脂(A)の中でも、本発明者らの各種知見によれば、機械強度、耐熱性、汎用性、コスト等の観点からポリアミド樹脂、ポリエステル樹脂、ポリフェニレンスルフィド(以下、PPSという)樹脂が好ましい該熱可塑性樹脂(A)である。
本発明で好ましく用いられるポリアミド樹脂は、アミノ酸、ラクタムあるいはジアミンとジカルボン酸を主たる構成成分とするポリアミド樹脂である。その主要構成成分の代表例としては、6−アミノカプロン酸、11−アミノウンデカン酸、12−アミノドデカン酸、パラアミノメチル安息香酸などのアミノ酸、ε−カプロラクタム、ω−ラウロラクタムなどのラクタム、ペンタメチレンジアミン、ヘキサメチレンジアミン、2−メチルペンタメチレンジアミン、ノナメチレンジアミン、ウンデカメチレンジアミン、ドデカメチレンジアミン、2,2,4−/2,4,4−トリメチルヘキサメチレンジアミン、5−メチルノナメチレンジアミン、メタキシリレンジアミン、パラキシリレンジアミン、1,3−ビス(アミノメチル)シクロヘキサン、1,4−ビス(アミノメチル)シクロヘキサン、1−アミノ−3−アミノメチル−3,5,5−トリメチルシクロヘキサン、ビス(4−アミノシクロヘキシル)メタン、ビス(3−メチル−4−アミノシクロヘキシル)メタン、2,2−ビス(4−アミノシクロヘキシル)プロパン、ビス(アミノプロピル)ピペラジン、アミノエチルピペラジンなどの脂肪族、脂環族、芳香族のジアミン、およびアジピン酸、スペリン酸、アゼライン酸、セバシン酸、ドデカン二酸、テレフタル酸、イソフタル酸、2−クロロテレフタル酸、2−メチルテレフタル酸、5−メチルイソフタル酸、5−ナトリウムスルホイソフタル酸、2,6−ナフタレンジカルボン酸、ヘキサヒドロテレフタル酸、ヘキサヒドロイソフタル酸などの脂肪族、脂環族、芳香族のジカルボン酸が挙げられ、本発明においては、これらの原料から誘導されるナイロンホモポリマーまたはコポリマーを各々単独または混合物の形で用いることができる。
本発明において、特に有効なポリアミド樹脂は、150℃以上の融点を有する耐熱性や強度に優れたポリアミド樹脂であり、具体的な例としては、ポリカプロアミド(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)、ポリペンタメチレンアジパミド(ナイロン56)、ポリヘキサメチレンセバカミド(ナイロン610)、ポリヘキサメチレンドデカミド(ナイロン612)、ポリウンデカンアミド(ナイロン11)、ポリドデカンアミド(ナイロン12)、ポリカプロアミド/ポリヘキサメチレンアジパミドコポリマー(ナイロン6/66)、ポリカプロアミド/ポリヘキサメチレンテレフタルアミドコポリマー(ナイロン6/6T)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミドコポリマー(ナイロン66/6T)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンイソフタルアミドコポリマー(ナイロン66/6I)、ポリヘキサメチレンテレフタルアミド/ポリヘキサメチレンイソフタルアミドコポリマー(ナイロン6T/6I)、ポリヘキサメチレンテレフタルアミド/ポリドデカンアミドコポリマー(ナイロン6T/12)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミド/ポリヘキサメチレンイソフタルアミドコポリマー(ナイロン66/6T/6I)、ポリキシリレンアジパミド(ナイロンXD6)、ポリヘキサメチレンテレフタルアミド/ポリ−2−メチルペンタメチレンテレフタルアミドコポリマー(ナイロン6T/M5T)、ポリノナメチレンテレフタルアミド(ナイロン9T)およびこれらの混合物などが挙げられる。
とりわけ好ましいポリアミド樹脂としては、ナイロン6、ナイロン66、ナイロン12、ナイロン610、ナイロン6/66コポリマー、またナイロン6T/66コポリマー、ナイロン6T/6Iコポリマー、ナイロン6T/12、およびナイロン6T/6コポリマーなどのヘキサメチレテレフタルアミド単位を有する共重合体を挙げることができ、更に、これらのポリアミド樹脂を耐衝撃性、成形加工性などの必要特性に応じて混合物として用いることも実用上好適である。
これらポリアミド樹脂の重合度は、特に制限がされるわけではないが、サンプル濃度0.01g/mlの98%濃硫酸溶液中、25℃で測定した相対粘度として、1.5〜7.0の範囲のものが好ましく、特に2.0〜6.0の範囲のポリアミド樹脂が好ましい。
また、本発明において、ポリアミド樹脂には、長期耐熱性を向上させるために添加剤として銅化合物が好ましく用いられる。銅化合物の具体的な例としては、塩化第一銅、塩化第二銅、臭化第一銅、臭化第二銅、ヨウ化第一銅、ヨウ化第二銅、硫酸第二銅、硝酸第二銅、リン酸銅、酢酸第一銅、酢酸第二銅、サリチル酸第二銅、ステアリン酸第二銅、安息香酸第二銅および前記無機ハロゲン化銅とキシリレンジアミン、2ーメルカプトベンズイミダゾール、ベンズイミダゾールなどの錯化合物などが挙げられる。中でも1価の銅化合物、とりわけ1価のハロゲン化銅化合物が好ましく、酢酸第1銅、ヨウ化第1銅などが特に好適な銅化合物である。銅化合物の添加量は、通常ポリアミド樹脂100重量部に対して0.01〜2重量部であることが好ましく、さらに0.015〜1重量部の範囲であることが好ましい。添加量が多すぎると溶融成形時に金属銅の遊離が起こり、着色により製品の価値を減ずることになる。本発明では銅化合物と併用する形でハロゲン化アルカリを添加することも可能である。このハロゲン化アルカリ化合物の例としては、塩化リチウム、臭化リチウム、ヨウ化リチウム、塩化カリウム、臭化カリウム、ヨウ化カリウム、臭化ナトリウムおよびヨウ化ナトリウムを挙げることができ、ヨウ化カリウム、ヨウ化ナトリウムが特に好ましい。
本発明で好ましく使用されるポリエステル樹脂とは、主鎖中にエステル結合を有する重合体である。好適には芳香環を重合体の連鎖単位に有する熱可塑性のポリエステルが挙げられ、具体的には通常、芳香族ジカルボン酸(あるいはそのエステル形成性誘導体)とジオール(あるいはそのエステル形成性誘導体)および/またはヒドロキシカルボン酸とを主成分とする縮合反応により得られる重合体ないしは共重合体が挙げられる。
芳香族ジカルボン酸としては、テレフタル酸、イソフタル酸、オルトフタル酸、2,6−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、ビス(p−カルボキシフェニル)メタン、アントラセンジカルボン酸、4,4’−ジフェニルジカルボン酸、1,2−ビス(フェノキシ)エタン−4,4’−ジカルボン酸、5−ナトリウムスルホイソフタル酸およびそのエステル形成性誘導体が挙げられる。これらの芳香族ジカルボン酸は2種以上併用することもできる。またアジピン酸、セバシン酸、アゼライン酸、ドデカンジオン酸などの脂肪族ジカルボン酸、1,3−シクロヘキサンジカルボン酸、1,4−シクロヘキサンジカルボン酸などの脂環式ジカルボン酸およびそのエステル形成性誘導体を併用することもできる。
また、ジオールとしては、炭素数2〜20の脂肪族ジオール、すなわちエチレングリコール、プロピレングリコール、1,4−ブタンジオール、ネオペンチルグリコール、1,5−ペンタンジオール、1,6−ヘキサンジオール、デカメチレングリコール、シクロヘキサンジメタノール、シクロヘキサンジオールなど、およびそれらのエステル形成性誘導体が挙げられる。これらのジオールは2種以上併用することもできる。
本発明において好ましく用いられるポリエステルの具体例としては、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキサンジメチレンテレフタレート、ポリへキシレンテレフタレートなどのポリアルキレンテレフタレート、ポリエチレン−2,6−ナフタレンジカルボキシレート、ポリブチレン−2,6−ナフタレンジカルボキシレート、ポリエチレン−1,2−ビス(フェノキシ)エタン−4,4’−ジカルボキシレートのほか、ポリエチレンイソフタレート/テレフタレート、ポリブチレンイソフタレート/テレフタレート、ポリブチレンテレフタレート/デカンジカルボキシレート、ポリ(エチレンテレフタレート/シクロヘキサンジメチレンテレフタレート)、ポリエチレン−4,4’−ジカルボキシレート/テレフタレートなどの非液晶性ポリエステルおよびこれらの混合物が挙げられる。
より好ましいものとしては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレン−2,6−ナフタレンジカルボキシレートが挙げられ、特に好ましくはポリエチレンテレフタレートであるが、これらのポリエステル樹脂は、成形性、耐熱性、靱性、表面性などの必要特性に応じて混合物として用いることも実用上好適である。
本発明で使用するポリエステル樹脂の製造法は、特に制限があるわけではなく、従来から知られている直接重合法またはエステル交換法によって製造され得るものである。ここでいう直接重合法とは、ジカルボン酸とジオールとを主成分としてエステル化反応を行い、次いで、減圧下で重縮合反応することによりポリエステル樹脂を製造する方法である。また、エステル交換法とは、ジカルボン酸のエステル形成誘導体とジオールとを主成分としてエステル交換反応を行い、次いで減圧下で重縮合反応することによりポリエステル樹脂を製造する方法である。
直接重合法を用いる場合には、まずエステル化反応を行ってオリゴマーとし、次いで重縮合反応することによりポリエステルを製造する。このエステル化反応の方法は特に限定されるものではなく、回分法でも連続法でもよく、通常のポリエステル製造に用いられるエステル化条件をそのまま適用することができ、例えば、反応温度を180〜300℃、特に200〜280℃の範囲とした条件で行うことが好ましい。また、エステル化反応後のオリゴマーの反応率は97%以上であることが好ましい。
また、エステル交換法を用いる場合には、まずエステル交換反応を行ってオリゴマーとし、次いで重縮合反応することによりポリエステルを製造する。このエステル交換反応の方法は特に限定されるものではなく、回分法でも連続法でもよく、通常のポリエステル製造に用いられるエステル交換条件をそのまま適用することができ、例えば反応温度を120〜300℃、特に140〜280℃の範囲とした条件で行うことが好ましい。また、エステル交換反応後のオリゴマーの反応率は80%以上であることが好ましい。
エステル化反応またはエステル交換反応から得られたオリゴマーは、次いで重縮合反応させるが、その方法は特に限定されるものではなく、回分法でも連続法でもよく、通常のポリエステルの製造に用いられる重合条件をそのまま適用することができ、例えば反応温度を230〜300℃、好ましくは240〜280℃、圧力を667Pa以下、好ましくは133Pa以下の減圧下とした条件で行うことがより好ましい。
また、本発明で用いられるポリエステル樹脂は、m−クレゾール溶液をアルカリ溶液で電位差滴定して求めたカルボキシル末端基量が10〜50eq/t(ポリマー1トン当りの末端基量)とであることが好ましい。特に好ましくは10〜40eq/tである。カルボキシル末端基量が10eq/tより小さいと特異な分散形態に制御することが困難となり、また、50eq/tより多すぎると加水分解が大きくなるため好ましくない。
これらポリエステル樹脂の重合度には制限はないが、例えば0.5%のo−クロロフェノール溶液中、25℃で測定した固有粘度が、0.35〜2.00の範囲、より好ましくは0.50〜1.50の範囲のものが好ましい。
本発明で好ましく用いられるPPS系樹脂は、下記構造式化1で示される繰り返し単位を有する重合体であり、耐熱性の観点からは、該構造式で示される繰り返し単位を含む重合体を70モル%以上、更には90モル%以上含む重合体が好ましい。
また、PPS樹脂は、その繰り返し単位の30モル%未満が、下記の構造式化2を有する繰り返し単位等で構成されていてもよい。
本発明で用いられるPPS樹脂の粘度は、ASTM−D1238に従って測定したメルトフローレート(315.5℃、5000g荷重)が50〜1000g/10分であることが好ましく、更に好ましくは100〜800g/10分のPPS樹脂である。メルトフローレートが1000g/10分を超えるPPSでは十分な耐衝撃性が発現せず、50g/10分未満では十分な流動性が得られず射出成形することが困難となることがあるため好ましくない。
かかるPPS樹脂は、通常は従来から知られている方法、すなわち特公昭45−3368号公報に記載される比較的分子量の小さな重合体を得る方法あるいは特公昭52−12240号公報や特開昭61−7332号公報に記載される比較的分子量の大きな重合体を得る方法などによって製造できる。本発明においては、前記のようにして得られたPPS樹脂を、空気中加熱による架橋/高分子量化、窒素などの不活性ガス雰囲気下あるいは減圧下での熱処理、有機溶媒、熱水、酸水溶液などによる洗浄、酸無水物、アミン、イソシアネート、官能基含有ジスルフィド化合物などの官能基含有化合物による活性化など種々の処理を施した上で使用することももちろん可能である。
PPS樹脂の加熱による架橋/高分子量化する場合の具体的方法としては、空気、酸素などの酸化性ガス雰囲気下あるいは前記酸化性ガスと窒素、アルゴンなどの不活性ガスとの混合ガス雰囲気下で、加熱容器中で所定の温度において希望する溶融粘度が得られるまで加熱を行う方法が例示できる。加熱処理温度は、通常、好ましくは170〜280℃とするのがよく、より好ましくは200〜270℃である。また、加熱処理時間は通常0.5〜100時間とすることが好ましく、より好ましくは2〜50時間であるが、この両者をコントロールすることにより目標とする粘度レベルを得ることができる。加熱処理の装置は通常の熱風乾燥機でもよく、また回転式あるいは撹拌翼付の加熱装置であってもよいが、効率良くしかもより均一に処理するためには回転式あるいは撹拌翼付の加熱装置を用いるのがより好ましい。
PPS樹脂を窒素などの不活性ガス雰囲気下あるいは減圧下で熱処理する場合の具体的方法としては、窒素などの不活性ガス雰囲気下あるいは減圧下で、加熱処理温度として好ましくは150〜280℃、より好ましくは200〜270℃、加熱時間は好ましくは0.5〜100時間、より好ましくは2〜50時間加熱処理する方法などである。加熱処理の装置は、通常の熱風乾燥機でもよくまた回転式あるいは撹拌翼付の加熱装置であってもよいが、より効率良くしかもより均一に処理するためには回転式あるいは撹拌翼付の加熱装置を用いるのがより好ましい。
本発明に用いるPPS樹脂は、脱イオン処理を施されたPPS樹脂であることが好ましい。かかる脱イオン処理の具体的方法としては、酸水溶液洗浄処理、熱水洗浄処理および有機溶媒洗浄処理などが例示でき、これらの処理は2種以上の方法を組み合わせて用いてもよい。
PPS樹脂を有機溶媒で洗浄する場合の具体的方法としては、以下の方法が例示できる。すなわち、洗浄に用いる有機溶媒としては、PPS樹脂を分解する作用などを有しないものであれば特に制限はされないが、例えばN−メチルピロリドン、ジメチルホルムアミド、ジメチルアセトアミドなどの含窒素極性溶媒、ジメチルスルホキシド、ジメチルスルホンなどのスルホキシド、スルホン系溶媒、アセトン、メチルエチルケトン、ジエチルケトン、アセトフェノンなどのケトン系溶媒、ジメチルエーテル、ジプロピルエーテル、テトラヒドロフランなどのエーテル系溶媒、クロロホルム、塩化メチレン、トリクロロエチレン、2塩化エチレン、ジクロルエタン、テトラクロルエタン、クロルベンゼンなどのハロゲン系溶媒、メタノール、エタノール、プロパノール、ブタノール、ペンタノール、エチレングリコール、プロピレングリコール、フェノール、クレゾール、ポリエチレングリコールなどのアルコール、フェノール系溶媒、ベンゼン、トルエン、キシレンなどの芳香族炭化水素系溶媒などがあげられる。これらの有機溶媒のなかで、N−メチルピロリドン、アセトン、ジメチルホルムアミド、クロロホルムなどの使用が好ましい。また、これらの有機溶媒は、1種類または2種類以上を混合して使用される。有機溶媒による洗浄の方法としては、有機溶媒中にPPS樹脂を浸漬せしめるなどの方法があり、必要により適宜撹拌または加熱することも可能である。有機溶媒でPPS樹脂を洗浄する際の洗浄温度については特に制限はなく、常温〜300℃程度の任意の温度を使用できる。洗浄温度が高くなるほど洗浄効率が高くなる傾向があるが、通常は常温〜150℃の洗浄温度で十分効果が得られる。また有機溶媒洗浄を施されたPPS樹脂は残留している有機溶媒を除去するため、水または温水で数回洗浄することが好ましい。
PPS樹脂を熱水で洗浄処理する場合の具体的方法としては、以下の方法が例示できる。
すなわち、熱水洗浄によるPPS樹脂の好ましい化学的変性の効果を発現するため、使用する水は蒸留水あるいは脱イオン水であることが好ましい。熱水処理の操作は、通常、所定量の水に所定量のPPS樹脂を投入し、常圧であるいは圧力容器内で加熱、撹拌することにより行われる。PPS樹脂と水との割合は、水の多いほうが好ましいが、通常、水1リットルに対し、PPS樹脂200g以下の浴比が好ましいものである。
PPS樹脂を酸処理する場合の具体的方法としては、以下の方法が例示できる。
すなわち、酸または酸の水溶液にPPS樹脂を浸漬させるなどの方法があり、必要により適宜撹拌または加熱することも可能である。用いられる酸は、PPS樹脂を分解する作用を有しないものであればよく、特に制限はなく、ギ酸、酢酸、プロピオン酸、酪酸などの脂肪族飽和モノカルボン酸、クロロ酢酸、ジクロロ酢酸などのハロ置換脂肪族飽和カルボン酸、アクリル酸、クロトン酸などの脂肪族不飽和モノカルボン酸、安息香酸、サリチル酸などの芳香族カルボン酸、シュウ酸、マロン酸、コハク酸、フタル酸、フマル酸などのジカルボン酸、硫酸、リン酸、塩酸、炭酸、珪酸などの無機酸性化合物などがあげられる。中でも酢酸、塩酸がより好ましく用いられる。酸処理を施されたPPS樹脂は残留している酸または塩などを除去するために、水または温水で数回洗浄することが好ましい。また洗浄に用いる水は、酸処理によるPPS樹脂の好ましい化学的変性の効果を損なわない意味で蒸留水あるいは脱イオン水であることが好ましい。
本発明で用いられるPPS樹脂の灰分量は、加工時の流動性や成形サイクルなどの特性を付与する点から0.1〜2重量%と比較的多い範囲が好ましく、0.2〜1重量%の範囲がより好ましく、0.3〜0.8重量%の範囲であることがさらに好ましい。
ここで、灰分量とは、以下の方法により求めたPPS樹脂中の無機成分量を指す。
(1)583℃で焼成、冷却した白金皿にPPS樹脂5〜6gを秤量する。
(2)白金皿とともにPPS樹脂を450〜500℃で予備焼成する。
(3)583℃にセットしたマッフル炉に白金皿とともに予備焼成したPPS試料を入れ、完全に灰化するまで約6時間焼成する。
(4)デシケーター内で冷却後、秤量する。
(5)式:灰分量(重量%)=(灰分の重量(g)/試料重量(g))×100により灰分量を算出する。
本発明で用いられるPPS樹脂の溶融粘度は、耐薬品性の改良および加工時の流動性などの特性を付与する点から、1〜2000Pa・s(300℃、剪断速度1000sec−1)の範囲が好ましく使用でき、10〜1000Pa・sの範囲がより好ましく、50〜500Pa・sの範囲であることがさらに好ましい。ここで溶融粘度は、剪断速度1000sec−1の条件下でノズル径0.5mmφ、ノズル長10mmのノズルを用い、高化式フローテスターによって測定した値である。
本発明で用いられるPPS樹脂の有機系低重合成分(オリゴマー)量の指標となるクロロホルム抽出量(ポリマー10g/クロロホルム200mL、ソックスレー抽出5時間処理時の残差量から算出)は、成形加工時の流動性などの特性を付与する点から1〜5重量%と比較的多い範囲が好ましく、1.5〜4重量%の範囲がより好ましく、2〜4重量%の範囲であることがさらに好ましい。
本発明に使用する炭酸ガス透過係数が1×10−10cm3・cm/cm2・sec・cmHg以上の熱可塑性樹脂(B)は、炭酸ガス透過係数が上記の値以上であれば何れの樹脂でも使用可能であり、例えば、オレフィン系樹脂、変性オレフィン系樹脂、熱可塑性エラストマー等が挙げられる。本発明では、炭酸ガス透過係数が上記した範囲の熱可塑性樹脂(B)である、オレフィン系樹脂、変性オレフィン系樹脂、熱可塑性エラストマーから選ばれる1種または2種以上を用いることによって耐衝撃性を得ることができるからであり、炭酸ガス透過係数が上記の値以上であることにより、熱可塑性樹脂(B)が超臨界流体により膨潤し、これが分散粒子の外周長アップの効果を樹脂組成物にもたらすことができるからである。該熱可塑性樹脂(B)の炭酸ガス透過係数の上限値は自ずと存在するが、本発明者らの各種知見によれば、100×10−10cm3・cm/cm2・sec・cmHgまでであり、それを超えると低融点となるので、ハンドリングが困難なものである。
上述した熱可塑性樹脂(B)の代表例であるオレフィン系樹脂の具体例としては、ポリエチレン、ポリプロピレン、エチレン・α−オレフィン系共重合体等が挙げられる。特に、靭性改良の観点からエチレン・α−オレフィン系共重合体が好ましい。エチレン・α−オレフィン系共重合体の具体例としては、エチレンおよび炭素数3〜20を有する少なくとも1種以上のα−オレフィンを構成成分とする共重合体である。上記の炭素数3〜20のα−オレフィンとして、具体的には、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセン、1−トリデセン、1−テトラデセン、1−ペンタデセン、1−ヘキサデセン、1−ヘプタデセン、1−オクタデセン、1−ノナデセン、1−エイコセン、3−メチル−1−ブテン、3−メチル−1−ペンテン、3−エチル−1−ペンテン、4−メチル−1−ペンテン、4−メチル−1−ヘキセン、4,4−ジメチル−1−ヘキセン、 4,4−ジメチル−1−ペンテン、4−エチル−1−ヘキセン、3−エチル−1−ヘキセン、9−メチル−1−デセン、11−メチル−1−ドデセン、12−エチル−1−テトラデセンおよびこれらの組み合わせが挙げられる。これらα−オレフィンの中でも炭素数6から12であるα−オレフィンを用いた共重合体が機械強度の向上、改質効果の一層の向上が見られるためより好ましい。
本発明で好ましく用いられるオレフィン系樹脂のメルトフローレート(以下、MFRと略す。ASTM D 1238、190℃、2160g荷重による)は、0.01〜100g/10分であることが好ましく、さらに好ましくは0.03〜70g/10分である。MFRが0.01g/10分未満の場合は流動性が悪く、70g/10分を超える場合は成形品の形状によっては衝撃強度が低くなる場合もあるので注意が必要である。
本発明で好ましく用いられるオレフィン系樹脂の密度は800〜970kg/m3の範囲内である。密度が970kg/m3を越えると工業的に低温靭性を発現し難い傾向が生じ、また800kg/m3未満となるとハンドリング性が低下する傾向にあるので、用途的な制限が生ずる場合があるからである。
本発明で使用する変性オレフィン系樹脂としては、分子内にカルボキシル基、およびその塩、カルボン酸エルテル基、カルボン酸無水物基あるいはエポキシ基を有するオレフィン化合物またはこれらのオレフィン化合物の共重合体である。
カルボキシル基、およびその塩、カルボン酸エルテル基、酸無水物基を有する変性オレフィン系樹脂の具体例としては、ポリエチレン、ポリプロピレン、ポリスチレン、エチレン−プロピレン共重合体、エチレン−ブテン共重合体、ポリブテン、エチレン−プロピレン−ジエン共重合体、スチレン−ブタジエン共重合体、ポリブタジエン、ブタジエン−アクリロニトリル共重合体、ポリイソプレン、ブテン−イソプレン共重合体、およびスチレン−エチレン−ブタジエン−スチレン共重合体などのポリオレフィン系樹脂にマレイン酸無水物、琥珀酸無水物、フマル酸無水物、アクリル酸、メタクリル酸、酢酸ビニル及びそのNa、Zn、K、Ca、Mgなどの塩、アクリル酸メチル、メタクリル酸メチル、アクリル酸エチル、メタクリル酸エチル、アクリル酸プロピル、メタクリル酸プロピル、アクリル酸ブチル、メタクリル酸ブチルなどが共重合されたオレフィン系共重合体などが挙げられる。かかるオレフィン系重合体の共重合様式には特に制限はなく、ランダム共重合体、グラフト共重合体、ブロック共重合体などいずれの共重合様式であってもよい。
エポキシ基を有する変性オレフィン系樹脂の具体例としては、アクリル酸グリシジル、メタクリル酸グリシジル、エタクリル酸グリシジル、イタコン酸グリシジル、シトラコン酸グリシジルなどのエポキシ基を含有する単量体が挙げられる。
これらエポキシ基含有成分を導入する方法は、特に制限なく、前述の如きα−オレフィンなどとともに共重合させたり、オレフィン(共)重合体にラジカル開始剤を用いてグラフト導入するなどの方法を用いることができる。
エポキシ基を含有する単量体成分の導入量は、エポキシ基含有オレフィン系共重合体全体に対して好ましくは0.001〜40モル%、より好ましくは0.01〜35モル%の範囲内であるのが適当である。
本発明で使用される特に有用なエポキシ基含有オレフィン樹脂としては、α−オレフィンとα、β−不飽和カルボン酸のグリシジルエステルを必須共重合成分とするオレフィン系共重合体が好ましく挙げられる。上記α−オレフィンとしては、エチレンが好ましく挙げられる。また、これら共重合体にはさらに、アクリル酸、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、メタクリル酸、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチルなどのα,β−不飽和カルボン酸およびそのアルキルエステル等を共重合することも可能である。
本発明においては、特にα−オレフィンとα,β−不飽和カルボン酸のグリシジルエステルを必須成分とするオレフィン系共重合体の使用が好ましく、中でも、α−オレフィン60〜99重量%とα,β−不飽和カルボン酸のグリシジルエステル1〜40重量%を必須共重合成分とするオレフィン系共重合体が特に好ましい。
上記したα,β−不飽和カルボン酸のグリシジルエステルとしては、
(Rは水素原子または低級アルキル基を示す)で示される化合物であり、具体的にはアクリル酸グリシジル、メタクリル酸グリシジルおよびエタクリル酸グリシジルなどが挙げられるが、中でもメタクリル酸グリシジルが好ましく使用される。
α−オレフィンとα,β−不飽和カルボン酸のグリシジルエステルを必須共重合成分とするオレフィン系共重合体の具体例としては、エチレン/プロピレン−g−メタクリル酸グリシジル共重合体(”g”はグラフトを表す、以下同じ)、エチレン/ブテン−1−g−メタクリル酸グリシジル共重合体、エチレン/アクリル酸グリシジル共重合体、エチレン/メタクリル酸グリシジル共重合体、エチレン/アクリル酸メチル/メタクリル酸グリシジル共重合体、エチレン/メタクリル酸メチル/メタクリル酸グリシジル共重合体が挙げられる。中でも、エチレン/メタクリル酸グリシジル共重合体、エチレン/アクリル酸メチル/メタクリル酸グリシジル共重合体、エチレン/メタクリル酸メチル/メタクリル酸グリシジル共重合体が好ましく用いられる。
本発明に用いられる熱可塑性エラストマーとしては、スチレン系熱可塑性エラストマー、塩化ビニル系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、ウレタン系熱可塑性エラストマー、フッ素系熱可塑性エラストマーなどが挙げられる。
該スチレン系熱可塑性エラストマーの具体例としては、ハードセグメントにポリスチレン、ソフトセグメントにポリブタジエン、ポリイソプレン、またはポリオレフィンをもつブロックコポリマーであり、ポリスチレン−ポリブタジエンーポリスチレン(SBS)、ポリスチレン−ポリイソプレンーポリスチレン(SIS)、ポリスチレン−エチレン/プロピレン−ポリスチレン(SEBS)等が挙げられる。
該塩化ビニル系熱可塑性エラストマーの具体例としては、軟質塩化ビニルの高重合度品や部分架橋した塩化ビニルが挙げられる。
該オレフィン系熱可塑性エラストマーの具体例としては、ポリプロピレンに合成ゴムをブレンドし溶融混練下で動的架橋技術により得られるものであり、動的架橋に用いる合成ゴムとしては、スチレンブタジエンゴム、アクリロニトリルブタジエンゴム、ブタジエンゴム、イソプレンゴム、クロロプレンゴム、エチレンプロピレンゴム、エチレンプロピレンブタジエンゴム、エチレンブテンゴム、エチレンオクテンゴム、ブチルゴム、アクリルゴムから選ばれる1種以上を用いることができる。
該ポリエステル系熱可塑性エラストマーの具体例としては、ハードセグメントに芳香族ポリエステル、ソフトセグメントに脂肪族ポリエーテルあるいは脂肪族ポリエステルを使用した物が挙げられ、ハードセグメントとしては芳香族ジカルボン酸またはそのエステル形成性誘導体と脂肪族ジオールから形成されるポリエステルであり、好ましくは、テレフタル酸および/またはジメチルテレフタレートと1,4−ブタンジオールから誘導されるポリブチレンテレフタレート(PBT)である。脂肪族ポリエーテルのソフトセグメントとしては、ポリ(エチレンオキシド)グリコール、ポリ(プロピレンオキシド)グリコール、ポリ(テトラメチレンオキシド)グリコール、ポリ(ヘキサメチレンオキシド)グリコール、エチレンオキシドとプロピレンオキシドの共重合体、ポリ(プロピレンオキシド)グリコールのエチレンオキシド付加重合体、エチレンオキシドとテトラヒドロフランの共重合体などが挙げられる。脂肪族ポリエステルのソフトセグメントとしては、ポリカプロラクトン、ポリエナントラクトン、ポリカプリロラクトン、ポリブチレンアジペート、ポリエチレンアジペートなどが挙げられる。
該ポリアミド系熱可塑性エラストマーの具体例としては、ハードセグメントにポリアミド、ソフトセグメントに脂肪族ポリエーテルあるいは脂肪族ポリエステルを用いたマルチブロック共重合体が挙げられる。
該ウレタン系熱可塑性エラストマーの具体例としては、ハードセグメントにポリウレタン、ソフトセグメントにポリオールやポリエステルを用いたブロック共重合体であり、ソフトセグメントに使用するポリオールやポリエステルは、ポリカーポネート系ポリオール、エ−テル系ポリオール、カプロラクトン系ポリエステル、アジペート系ポリエステルが挙げられる。
本発明では得られた熱可塑性樹脂組成物中のドメインを構成する少なくとも一つの熱可塑性樹脂(以下分散相と言う)の数平均分散粒子径は2μm以下であることが好ましい。特に1μm以下が衝撃強度の面から好ましい。ドメインの数平均分散粒子径が2μmより大きい場合には十分な衝撃強度が発現しない場合がある。
本発明においては分散相の分散形状は非球状であることが重要である。ここで、「非球状である」とは、分散相の界面が凹凸状であることをいい、具体的には、例えば、本発明の熱可塑性樹脂組成物の倍率1〜2万倍でのTEM写真を画像処理して得られた、任意の50個の分散粒子の平均外周長L(μm)と平均最大粒子径d(μm)×πの比(分散形状係数)が前述した式1を満足する形状であることが特異的な靱性を発現させるために必要なものである。また、上記比が前述した式2を満足する形状であることが衝撃性と引張伸びのバランスから更に好ましい。通常、上述の平均外周長と平均最大粒子径×πの比(分散形状係数)は、球状分散であれば約1となり、扁平した楕円型分散では約0.8程度となるが、本発明の熱可塑性樹脂組成物では、この比が1.3を超える数値、好ましくは1.5を超える数値のものとなり、従来にない特異的な分散形態を形成させることで特異的な靭性が発現するものである。なお、本発明の熱可塑性樹脂組成物の分散形状係数の上限値には特に制限はないが、2.5程度である。
該分散形状係数の値が1.3を超える数値である熱可塑性樹脂組成物を得るには、超臨界流体とともに溶融混練する超臨界ゾーン圧力を7MPa以上に保ち、ベント口で脱気することにより得ることができる。また、該分散形状係数の値が、特に、1.5を超える数値である熱可塑性樹脂組成物を得るには、超臨界流体とともに溶融混練する超臨界ゾーン圧力を10MPa以上に保ち、その後、ベント口で脱気することにより得ることができる。
上述した分散形態が衝撃強度に影響するメカニズムは明確となっていないが、ドメインの分散形態が非球状であって比表面積が増加することから著しく衝撃強度が増加するものと推定している。
また、本発明の熱可塑性樹脂組成物では、上記分散相を構成する熱可塑性樹脂の少なくとも一つの炭酸ガス透過係数が、1×10−10cm3・cm/cm2・sec・cmHg以上であることが好ましい。分散粒子の炭酸ガス透過係数が上記値以上であることにより、上記の分散形状を形成しやすく、耐衝撃性をより向上することが可能となるからである。より好ましくは、5×10−10cm3・cm/cm2・sec・cmHg以上から、100×10−10cm3・cm/cm2・sec・cmHg以下の範囲内である。
本発明の樹脂組成物を構成する2種以上の熱可塑性樹脂からなる各成分の組成割合は、所望の樹脂としての特質や性質に応じて任意の割合とできるものであるが、炭酸ガス透過係数が1×10−10cm3・cm/cm2・sec・cmHg未満の熱可塑性樹脂(A)がマトリックスとなる方が機械的強度の面から好ましい。具体的には、構成比がA:B=99〜30:1〜70重量%のものが挙げられる。
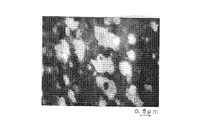
本発明にかかる熱可塑性樹脂組成物の分散相構造を図面を用いて説明すると、図1は 後述する実施例2で得られた熱可塑性樹脂組成物を成形して得られる試験片の断面の分散相構造を、TEM観察により撮影したモルホロジー写真をコピー機でトレースした図であり、かかる図からわかるように、分散相が非球状であり、界面が凹凸状なものである。また、図2は後述する比較例2で得られた本発明方法によらない熱可塑性樹脂組成物を成形して得られる試験片の断面の分散構造を、TEM観察により撮影したモルホロジー写真をコピー機でトレースした図であり、かかる図からわかるように分散相が球状であり界面が平滑状なものである。図1、図2で右下に0.5μmのスケールを示した。
本発明の熱可塑性樹脂組成物の製造方法は、より具体的には、以下のものである。
すなわち、炭酸ガス透過係数が1×10−10cm3・cm/cm2・sec・cmHg未満の熱可塑性樹脂(A)の1種または2種以上と、炭酸ガス透過係数が1×10−10cm3・cm/ cm2・sec・cmHg以上の熱可塑性樹脂(B)の1種または2種以上の熱可塑性樹脂組成物の合計100重量部に対して、超臨界状態にある流体を3〜50重量部の範囲内で2軸押出機内に注入して、該流体が超臨界状態を保つ圧力を保持しながら溶融混練し、さらにベント口で減圧して超臨界状態にある流体を脱気して混練するものである。これに対して、超臨界状態にある流体を2軸押出機内に注入した後、超臨界状態を保持できない圧力で溶融混練をしたとしても、衝撃強度を発現させるのに十分なドメインの特異的な分散形態を形成させることができない。
また、溶融混練後、ベント口で超臨界流体を脱気しないと、該熱可塑性樹脂組成物生産時のガット切れが頻発し生産性に劣る。また、得られたペレットに気泡が生じ、成形加工時にシルバーストリーク等の外観不良を生じるため好ましくない。
熱可塑性樹脂を溶融・混練する際に添加し、熱可塑性樹脂と接触する超臨界流体は臨界温度以上、臨界圧力以上の状態で気体と液体の中間的な性質を有しているが、そのいずれでもない第三の流体であり、液体に比べ大きな拡散係数を有している。比較的容易に超臨界流体を作りうる物質としては、二酸化炭素、アンモニア、メタン、窒素などが挙げられるが、本発明において使用する為には通常熱可塑性樹脂の溶融温度以上、分解温度以下の温度領域で超臨界流体となり得るものが好ましい。本発明に使用する超臨界流体としては効果の点で二酸化炭素が最も好ましい。
本発明に使用する超臨界流体の使用量は接触せしめる熱可塑性樹脂組成物に対して、3〜50重量%が好ましい。特に3〜20重量%がより好ましい。
超臨界流体を熱可塑性樹脂に接触させるための装置は、特に制約はされないが、熱可塑性樹脂の溶融温度以上で臨界圧力以上に加圧できる装置であれば、バッチ式、連続式のいずれであっても好ましく使用できる。一例として、熱可塑性樹脂の溶融混練に使用する2軸の押出機に加圧流体の注入口を設けたものを好ましく使用することができる。より詳しくは、押出機の可塑化ゾーンよりもノズル側で、熱可塑性樹脂が完全に溶融した状態となる位置に超臨界流体を導入する導入口を設け、混練が終了する位置に設けたベント口を減圧することにより、超臨界状態の低分子を気体として系外に排出するための装置を設けることが有効である。
本発明では2軸押出機内での超臨界状態に保つための圧力としては使用する物質により異なるため特に制限はないが、一例として炭酸ガスの場合は7〜25MPaが好ましい。圧力が7MPa未満では超臨界状態が不安定となり、また25MPaを超える場合では押出機のシリンダーを高耐圧用の特殊構造とする必要がある。
本発明で用いる2軸押出機はL/Dが60未満であることが好ましい。ここでL/Dとは押出機やスクリュの長さ(大きさ)を示す指標の1つで、シリンダー長L(mm)をシリンダー口径D(mm)で割った値である。L/D=60以上では押出機内での熱可塑性樹脂の滞留時間が長く、熱劣化を生じやすくなる場合がある。また超臨界ゾーンとしてはシリンダー長の1/4〜2/3が好ましい。超臨界ゾーンがシリンダー長の1/4未満では十分な混練が得られず、3/4を超えるとでは十分な可塑化・供給ゾーンが得られない場合がある。
本発明の熱可塑性樹脂の製造方法は、例えば、具体的には以下のような条件で実現できる。ただし、本発明はこれに限定されるものではない。
すなわち、240℃に設定した混練ゾーンの樹脂供給口よりの部分にガス添加口および混練ゾーンの吐出口よりの部分にベント口を有するL/D=59.5、超臨界ゾーンがシリンダー長の1/2のスクリュー径30mmの二軸押出機を用い、各成分をドライブレンドした原料を連続的に供給し、さらに、押出機バレルに設けられたガス添加口に液化二酸化炭素ボンベを昇圧ポンプを介してつなぎ込み、原料に対して約10重量%の二酸化炭素を臨界圧力以上の圧力を保ちながら導入し、押出機の超臨界ゾーンの圧力を10〜15MPaに保ちながら溶融混練し、さらにベント口を減圧状態にし、脱気を行いながら混練を行いペレットを得るものである。
また、本発明により得られた熱可塑性樹脂組成物は、得られた組成物ペレットを乾燥後、射出成形などにより射出成形を行うことができ、薬液貯蔵容器、樹脂構造体、外装材等に使用することができる。
以下に実施例を挙げて本発明を更に具体的に説明する。材料特性については下記の方法により行った。
(1)分散形状係数
分散相の分散形状係数は、下記式1より算出した。
分散形状係数=L/πd・・・・式1
ここで、L:分散相の平均外周長(μm)、d:分散相の平均最大粒子径(μm)、
π:円周率
であり、分散相の平均外周長と平均最大粒子径の測定は、射出成形(住友重機社製SG75H−MIVを使用)によりASTM1号ダンベル片を成形し、その中心部から0.1μm以下(約80nm)の薄片を切削し、透過型電子顕微鏡で倍率1万〜2万倍にて観察して得られた写真から、任意の分散粒子50ヶの分散部分について画像処理ソフト「Scion Image」(Scion Corporation社製)を用いて、各々の粒子の外周長と最大径を測定して、その後それら50ヶの数平均値を求めた。
(2)引張破断伸び
射出成形(住友重機社製SG75H−MIVを使用)により調製したASTM1号ダンベルを用い、ASTM−D638に従って引張破断伸度を測定した。
(3)アイゾット衝撃強度
上記と同様に射出成形して、ASTM−D256に規定された、アイゾット衝撃強度用試験片を作製し、ASTM−D256に従ってノッチ付きアイゾット衝撃強度(1/8インチ厚み)を測定した。
(4)耐熱性
射出成形(住友重機社製SG75H−MIVを使用)により調製したASTMダンベルを用い、ASTM−D648に準じて荷重0.46MPaで荷重たわみ温度を測定した。
○:荷重たわみ温度が100℃以上
×:荷重たわみ温度が100℃未満
実施例1〜14
240℃に設定した混練ゾーンの樹脂供給口よりの部分にガス添加口および混練ゾーンの吐出口よりの部分にベント口を有するL/D=59.5、超臨界ゾーンがシリンダー長の1/2であるスクリュー径が30mmの二軸押出機を用い、以下に示す各成分を表1に記載の各割合でドライブレンドした原料を連続的に供給し、さらに押出機バレルに設けられたガス添加口に液化二酸化炭素ボンベを高圧ポンプを介してつなぎ込み、原料に対して約10重量%の二酸化炭素を臨界圧力以上の圧力を保ちながら導入し、押出機の超臨界ゾーンの圧力を10〜15MPaに保ちながら溶融混練し、さらにベント口を減圧状態にし、脱気を行いながら混練を行い、ペレットを得た。
得られた組成物ペレットを乾燥後、射出成形(住友重機社製SG75H−MIVを使用、シリンダー温度300℃、金型温度130℃)により試験片を調製した。
各サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表1に示すとおりであった。該表1からわかるように、実施例1〜14品はいずれも引張破断伸び、耐衝撃性、耐熱性に優れるものであった。
比較例1〜4
実施例1と同様に表2に記載の各割合でドライブレンドした原料を超臨界状態の二酸化炭素の非存在下で作製した。
各サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表2に示すとおりであった。表2からわかるように、比較例1〜4品は、本発明で特定した目的の平均最大粒径と平均外周長の関係が成立されず、引張破断伸び、耐衝撃性、耐熱性に劣るものであった。
比較例5〜6
実施例1と同様に表2に記載の各割合でドライブレンドした原料を超臨界状態の二酸化炭素の存在下(約10重量%)で作製した。
各サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表2に示すとおりであり、比較例5〜6品は引張破断伸び、耐衝撃性に劣るものであった。
比較例7〜8
実施例1と同様に表2に記載の各割合でドライブレンドした原料を超臨界状態の二酸化炭素の存在下(約10重量%)で作製した。各サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表2に示すとおりであった。本比較例7〜8品は耐熱性に劣るものであった。
比較例9
L/D=77、超臨界ゾーンがシリンダー長の1/2でありスクリュー径が30mmである二軸押出機を用いた以外は実施例2と同様として作成した。
サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表2に示すとおりであった。本比較例9品は靭性に劣るものであった。
比較例10
L/D=59.5、超臨界ゾーンがシリンダー長の1/5でありスクリュー径が30mmである二軸押出機を用いた以外は実施例2と同様として作成した。
サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表2に示すとおりであった。本比較例10品は目的の平均最大粒径と平均外周長の関係が成立されず、引張破断伸び、耐衝撃性に劣るものであった。
実施例15〜20
210℃に設定した混練ゾーンの樹脂供給口よりの部分にガス添加口および混練ゾーンの吐出口よりの部分にベント口を有するスクリュー径が30mmの二軸押出機を用い、以下に示す各成分を表3に記載の各割合でドライブレンドした原料を連続的に供給し、さらに押出機バレルに設けられたガス添加口に液化二酸化炭素ボンベを高圧ポンプを介してつなぎ込み、原料に対して約10重量%の二酸化炭素を臨界圧力以上の圧力を保ちながら導入し、さらにベント口を減圧状態にし、脱気を行いながら混練を行い、ペレットを得た。
得られた組成物ペレットを乾燥後、射出成形(住友重機社製SG75H−MIVを使用、シリンダー温度280℃、金型温度130℃)により試験片を調製した。各サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表3に示すとおりであった。本実施例15〜20品は引張破断伸び、耐衝撃性、耐熱性に優れるものであった。
実施例21〜25
180℃に設定した混練ゾーンの樹脂供給口よりの部分にガス添加口および混練ゾーンの吐出口よりの部分にベント口を有するスクリュー径が30mmである二軸押出機を用い、以下に示す各成分を表3に記載の各割合でドライブレンドした原料を連続的に供給し、さらに押出機バレルに設けられたガス添加口に液化二酸化炭素ボンベを高圧ポンプを介してつなぎ込み、原料に対して約10重量%の二酸化炭素を臨界圧力以上の圧力を保ちながら導入し、さらにベント口を減圧状態にし、脱気を行いながら混練を行いペレットを得た。
得られた組成物ペレットを乾燥後、射出成形(住友重機社製SG75H−MIVを使用、シリンダー温度250℃、金型温度80℃)により試験片を調製した。各サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表3に示すとおりであった。本実施例21〜25品は引張破断伸び、耐衝撃性、耐熱性に優れるものであった。
比較例11〜14
実施例15、21と同様に表2に記載の各割合でドライブレンドした原料を超臨界状態の二酸化炭素の非存在下で作製した。各サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表3に示すとおりであった。本比較例11〜14品は引張破断伸び、耐衝撃性に劣るものであった。
比較例15〜16
実施例15、21と同様に表3に記載の各割合でドライブレンドした原料を超臨界状態の二酸化炭素の存在下(約10重量%)で作製した。
各サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表3に示すとおりであった。本比較例15〜16品は引張破断伸び、耐衝撃性に劣るものであった。
実施例26〜30
210℃に設定した混練ゾーンの樹脂供給口よりの部分にガス添加口および混練ゾーンの吐出口よりの部分にベント口を有するスクリュー径が30mmである二軸押出機を用い、以下に示す各成分を表4に記載の各割合でドライブレンドした原料を連続的に供給し、さらに押出機バレルに設けられたガス添加口に液化二酸化炭素ボンベを高圧ポンプを介してつなぎ込み、原料に対して約10重量%の二酸化炭素を臨界圧力以上の圧力を保ちながら導入し、さらにベント口を減圧状態にし、脱気を行いながら混練を行い、ペレットを得た。
得られた組成物ペレットを乾燥後、射出成形(住友重機社製SG75H−MIVを使用、シリンダー温度280℃、金型温度80℃)により試験片を調製した。各サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表4に示すとおりであった。本実施例は引張破断伸び、耐衝撃性、耐熱性に優れるものであった。
実施例31〜36
180℃に設定した混練ゾーンの樹脂供給口よりの部分にガス添加口および混練ゾーンの吐出口よりの部分にベント口を有するスクリュー径が30mmである二軸押出機を用い、以下に示す各成分を表4に記載の各割合でドライブレンドした原料を連続的に供給し、さらに押出機バレルに設けられたガス添加口に液化二酸化炭素ボンベを高圧ポンプを介してつなぎ込み、原料に対して約10重量%の二酸化炭素を臨界圧力以上の圧力を保ちながら導入し、さらにベント口を減圧状態にし、脱気を行いながら混練を行い、ペレットを得た。
得られた組成物ペレットを乾燥後、射出成形(住友重機社製SG75H−MIVを使用、シリンダー温度250℃、金型温度80℃)により試験片を調製した。各サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表4に示すとおりであった。本実施例31〜36品は引張破断伸び、耐衝撃性、耐熱性に優れるものであった。
比較例17〜20
実施例26、31と同様に表4に記載の各割合でドライブレンドした原料を超臨界状態の二酸化炭素の非存在下で作製した。
各サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表4に示すとおりであった。本比較例17〜20品は引張破断伸び、耐衝撃性に劣るものであった。
比較例21〜22
実施例26、31と同様に表4に記載の各割合でドライブレンドした原料を超臨界状態の二酸化炭素の存在下(約10重量%)で作製した。
各サンプルの引張特性、耐衝撃性、耐熱性およびモルホロジーなどを測定した結果は表4に示すとおりであった。本比較例21〜22品は引張破断伸び、耐衝撃性に劣るものであった。
なお、上述した実施例1〜36および比較例1〜22に用いた炭酸ガス透過係数が1×10−10cm3・cm/cm2・sec・cmHg未満の熱可塑性樹脂(A)は、以下の通りである。
(1)熱可塑性樹脂(A−1):
融点280℃、灰分量0.5重量%、溶融粘度220Pa・s(オリフィス0.5φ×10mm、300℃、剪断速度1000sec−1)、クロロホルム抽出量が2.6%、MFR=170g/10分(315.5℃、5kg荷重)のPPS樹脂(東レ製)。炭酸ガス透過係数が0.35×10−10cm3・cm/cm2・sec・cmHg。
(2)熱可塑性樹脂(A−2):
融点280℃、灰分量0.02重量%、溶融粘度180Pa・s(オリフィス0.5φ×10mm、300℃、剪断速度1000sec−1)、クロロホルム抽出量が0.4%、MFR=100g/10分(315.5℃、5kg荷重)のPPS樹脂(東レ製)。炭酸ガス透過係数が0.35×10−10cm3・cm/cm2・sec・cmHg。
(3)熱可塑性樹脂(A−3):
融点260℃、固有粘度0.85、カルボキシル末端基量26eq/tのポリエチレンテレフタレート樹脂であり、炭酸ガス透過係数は0.11×10−10cm3・cm/cm2・sec・cmHgである。
(4)熱可塑性樹脂(A−4):
ポリブチレンテレフタレート樹脂(東レ製“トレコン”1200S)であり、炭酸ガス透過係数が0.07×10−10cm3・cm/cm2・sec・cmHgである。
(5)熱可塑性樹脂(A−5):
ナイロン66樹脂(東レ製“アミラン”CM3001N)であり、炭酸ガス透過係数は0.06×10−10cm3・cm/cm2・sec・cmHgである。
(6)熱可塑性樹脂(A−6):
ナイロン6樹脂(東レ製“アミラン”CM1010)であり、炭酸ガス透過係数は0.07×10−10cm3・cm/cm2・sec・cmHgである。
同様に、炭酸ガス透過係数が1×10−10cm3・cm/cm2・sec・cmHg以上の熱可塑性樹脂(B)は、以下の通りである。
(1)熱可塑性樹脂(B−1):
エチレン/グリシジルメタクリレート系共重合体(住友化学製“Bondfast”E)であり、炭酸ガス透過係数は35×10−10cm3・cm/cm2・sec・cmHgである。
(2)熱可塑性樹脂(B−2):
エチレン/グリシジルメタクリレート系共重合体(住友化学製“Bondfast”ETX6)であり、炭酸ガス透過係数は30×10−10cm3・cm/cm2・sec・cmHgである。
(3)熱可塑性樹脂 (B−3):
エチレン/α−オレフィン共重合体(三井化学製“タフマー”TX−610)であり、炭酸ガス透過係数は50×10−10cm3・cm/cm2・sec・cmHgである。
(4)熱可塑性樹脂(B−4):
酸変性エチレン/α−オレフィン共重合体(三井化学製“タフマー”MH7020)であり、炭酸ガス透過係数は50×10−10cm3・cm/cm2・sec・cmHgである。
(5)熱可塑性樹脂(B−5):
LLDPE(三井化学製“エボリュー”SP0540)であり、炭酸ガス透過係数は16×10−10cm3・cm/cm2・sec・cmHgである。
(6)熱可塑性樹脂(B−6):
HDPE(三井化学製“ハイゼックス”7000F)であり、炭酸ガス透過係数は3.5×10−10cm3・cm/cm2・sec・cmHgである。
(7)熱可塑性樹脂(B−7):
エチレン/メタクリル酸共重合体アイオノマー(三井・デュポンポリケミカル製“ハイミラン”1706)であり、炭酸ガス透過係数は30×10−10cm3・cm/cm2・sec・cmHgである。
(8)熱可塑性樹脂(B−8):
スチレン系熱可塑性エラストマー(クレイトンポリマージャパン製“クレイトンG”FG1901X)であり、炭酸ガス透過係数は45×10−10cm3・cm/cm2・sec・cmHgである。
(9)熱可塑性樹脂(B−9):
ポリエステル系熱可塑性エラストマー(東レ・デュポン製“ハイトレル”4047)であり、炭酸ガス透過係数は26×10−10cm3・cm/cm2・sec・cmHgである。
(10)熱可塑性樹脂(B−10):
MFR=0.5g/10分(190℃、2.16kg荷重)のポリプロピレン100重量部に対して、無水マレイン酸0.8部、2,5−ジメチル−2,5−ジ(tert−ブチルパーオキシ)ヘキサン0.05部を混合し、2軸押出機を用いてシリンダー温度230℃で溶融混練して得た融点150℃の変性ポリプロピレン樹脂であり、炭酸ガス透過係数は9.2×10−10cm3・cm/cm2・sec・cmHgである。
(11)熱可塑性樹脂(B−11):
HDPE(三井化学製“ハイゼックス”3000B)100重量部に対して、無水マレイン酸1部、2,5−ジメチル−2,5−ジ(tert−ブチルパーオキシ)ヘキサン0.1部を混合し、2軸押出機を用いてシリンダー温度200℃で溶融混練して得た酸変性ポリエチレン樹脂であり、炭酸ガス透過係数は4.0×10−10cm3・cm/cm2・sec・cmHgである。
酸化防止剤:以下の2種類の化合物を用いた。
(1) フェノール系:
3,9−ビス[2−(3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ)−1,1−ジメチルエチル]−2,4,8,10−テトラオキサスピロ[5,5]ウンデカン。
(2)リン系:
ビス(2,6−ジ−t−ブチル−4−メチルフェニル)ペンタエリスリト−ル−ジ−ホスファイト。