JP2005298837A - 金属表面処理組成物及びそれを使用した金属板 - Google Patents
金属表面処理組成物及びそれを使用した金属板 Download PDFInfo
- Publication number
- JP2005298837A JP2005298837A JP2004112074A JP2004112074A JP2005298837A JP 2005298837 A JP2005298837 A JP 2005298837A JP 2004112074 A JP2004112074 A JP 2004112074A JP 2004112074 A JP2004112074 A JP 2004112074A JP 2005298837 A JP2005298837 A JP 2005298837A
- Authority
- JP
- Japan
- Prior art keywords
- weight
- parts
- water
- treatment composition
- surface treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 53
- 239000002184 metal Substances 0.000 title claims abstract description 53
- 239000000203 mixture Substances 0.000 title claims abstract description 38
- 238000004381 surface treatment Methods 0.000 title claims abstract description 29
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims abstract description 30
- 238000000576 coating method Methods 0.000 claims abstract description 27
- 239000011248 coating agent Substances 0.000 claims abstract description 26
- -1 vanadic acid compound Chemical class 0.000 claims abstract description 21
- 229920005749 polyurethane resin Polymers 0.000 claims abstract description 20
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 16
- 239000007787 solid Substances 0.000 claims abstract description 16
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical class F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 claims abstract description 15
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 12
- 239000006087 Silane Coupling Agent Substances 0.000 claims abstract description 11
- 229910000831 Steel Inorganic materials 0.000 claims description 25
- 239000010959 steel Substances 0.000 claims description 25
- 229920005989 resin Polymers 0.000 claims description 16
- 239000011347 resin Substances 0.000 claims description 16
- 239000002245 particle Substances 0.000 claims description 15
- 230000001050 lubricating effect Effects 0.000 claims description 12
- 150000001875 compounds Chemical class 0.000 claims description 9
- 229920000098 polyolefin Polymers 0.000 claims description 5
- 239000000843 powder Substances 0.000 claims description 4
- UNTBPXHCXVWYOI-UHFFFAOYSA-O azanium;oxido(dioxo)vanadium Chemical compound [NH4+].[O-][V](=O)=O UNTBPXHCXVWYOI-UHFFFAOYSA-O 0.000 claims description 3
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 claims description 3
- CMZUMMUJMWNLFH-UHFFFAOYSA-N sodium metavanadate Chemical compound [Na+].[O-][V](=O)=O CMZUMMUJMWNLFH-UHFFFAOYSA-N 0.000 claims description 2
- 150000003682 vanadium compounds Chemical class 0.000 claims description 2
- PAJMKGZZBBTTOY-UHFFFAOYSA-N 2-[[2-hydroxy-1-(3-hydroxyoctyl)-2,3,3a,4,9,9a-hexahydro-1h-cyclopenta[g]naphthalen-5-yl]oxy]acetic acid Chemical compound C1=CC=C(OCC(O)=O)C2=C1CC1C(CCC(O)CCCCC)C(O)CC1C2 PAJMKGZZBBTTOY-UHFFFAOYSA-N 0.000 claims 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 claims 1
- XHCLAFWTIXFWPH-UHFFFAOYSA-N [O-2].[O-2].[O-2].[O-2].[O-2].[V+5].[V+5] Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[V+5].[V+5] XHCLAFWTIXFWPH-UHFFFAOYSA-N 0.000 claims 1
- 150000007514 bases Chemical class 0.000 claims 1
- 229910052731 fluorine Inorganic materials 0.000 claims 1
- 239000011737 fluorine Substances 0.000 claims 1
- 230000003472 neutralizing effect Effects 0.000 claims 1
- 229910001935 vanadium oxide Inorganic materials 0.000 claims 1
- 230000007797 corrosion Effects 0.000 abstract description 18
- 238000005260 corrosion Methods 0.000 abstract description 18
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 abstract description 9
- 229910052804 chromium Inorganic materials 0.000 abstract description 6
- 239000011651 chromium Substances 0.000 abstract description 6
- 238000005461 lubrication Methods 0.000 abstract description 5
- 238000012360 testing method Methods 0.000 description 23
- 239000001993 wax Substances 0.000 description 12
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 9
- 238000000034 method Methods 0.000 description 9
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 239000000126 substance Substances 0.000 description 8
- 229910018137 Al-Zn Inorganic materials 0.000 description 6
- 229910018573 Al—Zn Inorganic materials 0.000 description 6
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 238000007747 plating Methods 0.000 description 6
- 229920002635 polyurethane Polymers 0.000 description 6
- 239000004814 polyurethane Substances 0.000 description 6
- 229910052725 zinc Inorganic materials 0.000 description 6
- 239000011701 zinc Substances 0.000 description 6
- 229910001335 Galvanized steel Inorganic materials 0.000 description 5
- 239000008119 colloidal silica Substances 0.000 description 5
- 239000008397 galvanized steel Substances 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- 229910000611 Zinc aluminium Inorganic materials 0.000 description 4
- HXFVOUUOTHJFPX-UHFFFAOYSA-N alumane;zinc Chemical compound [AlH3].[Zn] HXFVOUUOTHJFPX-UHFFFAOYSA-N 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 229920005862 polyol Polymers 0.000 description 4
- 150000003077 polyols Chemical class 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 125000000022 2-aminoethyl group Chemical group [H]C([*])([H])C([H])([H])N([H])[H] 0.000 description 3
- UUEWCQRISZBELL-UHFFFAOYSA-N 3-trimethoxysilylpropane-1-thiol Chemical compound CO[Si](OC)(OC)CCCS UUEWCQRISZBELL-UHFFFAOYSA-N 0.000 description 3
- 229910002012 Aerosil® Inorganic materials 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 229910004298 SiO 2 Inorganic materials 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 238000005094 computer simulation Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000000839 emulsion Substances 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- SJECZPVISLOESU-UHFFFAOYSA-N 3-trimethoxysilylpropan-1-amine Chemical compound CO[Si](OC)(OC)CCCN SJECZPVISLOESU-UHFFFAOYSA-N 0.000 description 2
- 239000004970 Chain extender Substances 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- 239000004606 Fillers/Extenders Substances 0.000 description 2
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 2
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 2
- 239000002585 base Substances 0.000 description 2
- 238000009835 boiling Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 229920006026 co-polymeric resin Polymers 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000010828 elution Methods 0.000 description 2
- 230000020169 heat generation Effects 0.000 description 2
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 229910052700 potassium Inorganic materials 0.000 description 2
- 239000011591 potassium Substances 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- 239000011734 sodium Substances 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- WYTZZXDRDKSJID-UHFFFAOYSA-N (3-aminopropyl)triethoxysilane Chemical compound CCO[Si](OCC)(OCC)CCCN WYTZZXDRDKSJID-UHFFFAOYSA-N 0.000 description 1
- PEVRKKOYEFPFMN-UHFFFAOYSA-N 1,1,2,3,3,3-hexafluoroprop-1-ene;1,1,2,2-tetrafluoroethene Chemical group FC(F)=C(F)F.FC(F)=C(F)C(F)(F)F PEVRKKOYEFPFMN-UHFFFAOYSA-N 0.000 description 1
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 1
- TUSDEZXZIZRFGC-UHFFFAOYSA-N 1-O-galloyl-3,6-(R)-HHDP-beta-D-glucose Natural products OC1C(O2)COC(=O)C3=CC(O)=C(O)C(O)=C3C3=C(O)C(O)=C(O)C=C3C(=O)OC1C(O)C2OC(=O)C1=CC(O)=C(O)C(O)=C1 TUSDEZXZIZRFGC-UHFFFAOYSA-N 0.000 description 1
- ZYAASQNKCWTPKI-UHFFFAOYSA-N 3-[dimethoxy(methyl)silyl]propan-1-amine Chemical compound CO[Si](C)(OC)CCCN ZYAASQNKCWTPKI-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 241001163841 Albugo ipomoeae-panduratae Species 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- CHDVXKLFZBWKEN-UHFFFAOYSA-N C=C.F.F.F.Cl Chemical compound C=C.F.F.F.Cl CHDVXKLFZBWKEN-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000298 Cellophane Polymers 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- JZDMNWBZPLJKBT-UHFFFAOYSA-N F.[Zr] Chemical compound F.[Zr] JZDMNWBZPLJKBT-UHFFFAOYSA-N 0.000 description 1
- 239000001263 FEMA 3042 Substances 0.000 description 1
- IMQLKJBTEOYOSI-GPIVLXJGSA-N Inositol-hexakisphosphate Chemical compound OP(O)(=O)O[C@H]1[C@H](OP(O)(O)=O)[C@@H](OP(O)(O)=O)[C@H](OP(O)(O)=O)[C@H](OP(O)(O)=O)[C@@H]1OP(O)(O)=O IMQLKJBTEOYOSI-GPIVLXJGSA-N 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- LSDPWZHWYPCBBB-UHFFFAOYSA-N Methanethiol Chemical compound SC LSDPWZHWYPCBBB-UHFFFAOYSA-N 0.000 description 1
- 206010028980 Neoplasm Diseases 0.000 description 1
- 229910018605 Ni—Zn Inorganic materials 0.000 description 1
- LRBQNJMCXXYXIU-PPKXGCFTSA-N Penta-digallate-beta-D-glucose Natural products OC1=C(O)C(O)=CC(C(=O)OC=2C(=C(O)C=C(C=2)C(=O)OC[C@@H]2[C@H]([C@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)O2)OC(=O)C=2C=C(OC(=O)C=3C=C(O)C(O)=C(O)C=3)C(O)=C(O)C=2)O)=C1 LRBQNJMCXXYXIU-PPKXGCFTSA-N 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- IMQLKJBTEOYOSI-UHFFFAOYSA-N Phytic acid Natural products OP(O)(=O)OC1C(OP(O)(O)=O)C(OP(O)(O)=O)C(OP(O)(O)=O)C(OP(O)(O)=O)C1OP(O)(O)=O IMQLKJBTEOYOSI-UHFFFAOYSA-N 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- DWAQJAXMDSEUJJ-UHFFFAOYSA-M Sodium bisulfite Chemical compound [Na+].OS([O-])=O DWAQJAXMDSEUJJ-UHFFFAOYSA-M 0.000 description 1
- 229910001297 Zn alloy Inorganic materials 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229920006243 acrylic copolymer Polymers 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- QRUDEWIWKLJBPS-UHFFFAOYSA-N benzotriazole Chemical compound C1=CC=C2N[N][N]C2=C1 QRUDEWIWKLJBPS-UHFFFAOYSA-N 0.000 description 1
- 239000012964 benzotriazole Substances 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 201000011510 cancer Diseases 0.000 description 1
- 230000000711 cancerogenic effect Effects 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 231100000315 carcinogenic Toxicity 0.000 description 1
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 1
- JOPOVCBBYLSVDA-UHFFFAOYSA-N chromium(6+) Chemical class [Cr+6] JOPOVCBBYLSVDA-UHFFFAOYSA-N 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 239000010960 cold rolled steel Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 150000004985 diamines Chemical class 0.000 description 1
- 125000005442 diisocyanate group Chemical group 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- WHGNXNCOTZPEEK-UHFFFAOYSA-N dimethoxy-methyl-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](C)(OC)CCCOCC1CO1 WHGNXNCOTZPEEK-UHFFFAOYSA-N 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- WSLQHGMJTGELSF-UHFFFAOYSA-L dipotassium;difluoride Chemical compound [F-].[F-].[K+].[K+] WSLQHGMJTGELSF-UHFFFAOYSA-L 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000004945 emulsification Methods 0.000 description 1
- 239000003995 emulsifying agent Substances 0.000 description 1
- 238000007720 emulsion polymerization reaction Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000003517 fume Substances 0.000 description 1
- 229910021485 fumed silica Inorganic materials 0.000 description 1
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 125000003010 ionic group Chemical group 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- PHQOGHDTIVQXHL-UHFFFAOYSA-N n'-(3-trimethoxysilylpropyl)ethane-1,2-diamine Chemical compound CO[Si](OC)(OC)CCCNCCN PHQOGHDTIVQXHL-UHFFFAOYSA-N 0.000 description 1
- QELJHCBNGDEXLD-UHFFFAOYSA-N nickel zinc Chemical compound [Ni].[Zn] QELJHCBNGDEXLD-UHFFFAOYSA-N 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 150000002923 oximes Chemical class 0.000 description 1
- 238000011056 performance test Methods 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 235000002949 phytic acid Nutrition 0.000 description 1
- 229940068041 phytic acid Drugs 0.000 description 1
- 239000000467 phytic acid Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920005906 polyester polyol Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- BQFYGYJPBUKISI-UHFFFAOYSA-N potassium;oxido(dioxo)vanadium Chemical compound [K+].[O-][V](=O)=O BQFYGYJPBUKISI-UHFFFAOYSA-N 0.000 description 1
- SQTLECAKIMBJGK-UHFFFAOYSA-I potassium;titanium(4+);pentafluoride Chemical compound [F-].[F-].[F-].[F-].[F-].[K+].[Ti+4] SQTLECAKIMBJGK-UHFFFAOYSA-I 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000012552 review Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 150000003384 small molecules Chemical class 0.000 description 1
- 235000010267 sodium hydrogen sulphite Nutrition 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- LRBQNJMCXXYXIU-NRMVVENXSA-N tannic acid Chemical compound OC1=C(O)C(O)=CC(C(=O)OC=2C(=C(O)C=C(C=2)C(=O)OC[C@@H]2[C@H]([C@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)O2)OC(=O)C=2C=C(OC(=O)C=3C=C(O)C(O)=C(O)C=3)C(O)=C(O)C=2)O)=C1 LRBQNJMCXXYXIU-NRMVVENXSA-N 0.000 description 1
- 229940033123 tannic acid Drugs 0.000 description 1
- 235000015523 tannic acid Nutrition 0.000 description 1
- 229920002258 tannic acid Polymers 0.000 description 1
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 1
- TXEYQDLBPFQVAA-UHFFFAOYSA-N tetrafluoromethane Chemical compound FC(F)(F)F TXEYQDLBPFQVAA-UHFFFAOYSA-N 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 125000003396 thiol group Chemical group [H]S* 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- BFDQRLXGNLZULX-UHFFFAOYSA-N titanium hydrofluoride Chemical compound F.[Ti] BFDQRLXGNLZULX-UHFFFAOYSA-N 0.000 description 1
- 231100000419 toxicity Toxicity 0.000 description 1
- 230000001988 toxicity Effects 0.000 description 1
- HQYALQRYBUJWDH-UHFFFAOYSA-N trimethoxy(propyl)silane Chemical compound CCC[Si](OC)(OC)OC HQYALQRYBUJWDH-UHFFFAOYSA-N 0.000 description 1
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 1
- WQEVDHBJGNOKKO-UHFFFAOYSA-K vanadic acid Chemical compound O[V](O)(O)=O WQEVDHBJGNOKKO-UHFFFAOYSA-K 0.000 description 1
- 238000004065 wastewater treatment Methods 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- 229910000166 zirconium phosphate Inorganic materials 0.000 description 1
- OMQSJNWFFJOIMO-UHFFFAOYSA-J zirconium tetrafluoride Chemical compound F[Zr](F)(F)F OMQSJNWFFJOIMO-UHFFFAOYSA-J 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2222/00—Aspects relating to chemical surface treatment of metallic material by reaction of the surface with a reactive medium
- C23C2222/20—Use of solutions containing silanes
Landscapes
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Polyurethanes Or Polyureas (AREA)
- Paints Or Removers (AREA)
- Chemical Treatment Of Metals (AREA)
Abstract
【課題】 有害なクロムを含有せず、しかも1層の被膜で耐食性と潤滑性に優れた表面処理金属板を形成することのできる金属表面処理組成物を提供すること。
【解決手段】 (A)水溶性又は水分散性ポリウレタン樹脂の固形分100重量部に対して、(B)シリカ粒子 10〜40重量部、(C)シランカップリング剤 0.3〜25重量部、(D)バナジン酸化合物 0.3〜30重量部、(E)金属弗化水素酸及び金属弗化水素酸塩から選ばれる少なくとも1種の弗化化合物 1〜20重量部、及び(F)潤滑機能付与剤 0.5〜30重量部を含有してなることを特徴とする金属表面処理組成物。
【選択図】なし
【解決手段】 (A)水溶性又は水分散性ポリウレタン樹脂の固形分100重量部に対して、(B)シリカ粒子 10〜40重量部、(C)シランカップリング剤 0.3〜25重量部、(D)バナジン酸化合物 0.3〜30重量部、(E)金属弗化水素酸及び金属弗化水素酸塩から選ばれる少なくとも1種の弗化化合物 1〜20重量部、及び(F)潤滑機能付与剤 0.5〜30重量部を含有してなることを特徴とする金属表面処理組成物。
【選択図】なし
Description
本発明は、従来のクロム処理工程が無くても、加工性、耐食性、潤滑性、上塗塗装性等に優れた被膜を得ることのできる金属表面処理組成物に関するものであり、該表面処理組成物を用いて得られる、特に家電、自動車等の分野に有用な表面処理金属板に関する。
近年、プレス油塗布が省略できる潤滑性に優れた鋼板が開発され自動車、家電、建材などの分野で用いられている。これらの潤滑鋼板は、耐食性に優れていることが必要であり、通常クロメート処理された鋼板の上に潤滑性を付与した被膜が形成されている(例えば、特許文献1等参照。)。
しかしながら近年クロムの毒性が社会問題になっている。クロム酸塩を使用する表面処理方法は、処理工程でのクロム酸塩ヒュ−ムの飛散の問題、排水処理設備に多大な費用を要すること、さらには化成処理皮膜からクロム酸の溶出による問題などがある。また6価クロム化合物は、IARC(International Agency for Research on Cancer Review)を初めとして多くの公的機関が人体に対する発癌性物質に指定しており、極めて有害な物質である。
また、クロメート処理を行った後に、さらに潤滑被膜を形成するための処理剤を塗布するのではコストがかかり過ぎるという指摘もあり、有害なクロムを含有せず、しかも耐食性と潤滑性を兼ね備えた1層の被膜よりなる表面処理鋼板の要求が強くなってきた。
このような要求に対応するため、水溶性樹脂及び/又は水分散性樹脂、潤滑機能付与剤、シリカ粒子及びバナジウム化合物を含有してなる潤滑皮膜を形成可能な組成物を開発し、開示した(特許文献2参照。)。
しかしながら、上記の系では、厳しい性能を求められる部位へ適応するには耐食性などの点で困難であった。
本発明の目的は、有害なクロムを含有せず、しかも1層の被膜で耐食性と潤滑性に優れた表面処理金属板を形成することのできる金属表面処理組成物を提供することである。
本発明者らは、上記課題を解決するため鋭意検討を行った結果、水溶性又は水分散性の有機樹脂としてポリウレタン樹脂を用い、これにシリカ粒子、シランカップリング剤、バナジン酸化合物、特定の弗化化合物及び潤滑機能付与剤を組合わせることで潤滑性を有し、且つクロメート処理に匹敵する耐食性を有する被膜を形成することのできる金属表面処理組成物が得られることを見出し、本発明を完成するに至った。
かくして本発明は、(A)水溶性又は水分散性ポリウレタン樹脂の固形分100重量部に対して、
(B)シリカ粒子 10〜40重量部、
(C)シランカップリング剤 0.3〜25重量部、
(D)バナジン酸化合物 0.3〜30重量部、
(E)金属弗化水素酸及び金属弗化水素酸塩から選ばれる少なくとも1種の弗化化合物 1〜20重量部、及び
(F)潤滑機能付与剤 0.5〜30重量部
を含有してなることを特徴とする金属表面処理組成物に関する。
(B)シリカ粒子 10〜40重量部、
(C)シランカップリング剤 0.3〜25重量部、
(D)バナジン酸化合物 0.3〜30重量部、
(E)金属弗化水素酸及び金属弗化水素酸塩から選ばれる少なくとも1種の弗化化合物 1〜20重量部、及び
(F)潤滑機能付与剤 0.5〜30重量部
を含有してなることを特徴とする金属表面処理組成物に関する。
また、本発明は、鋼板に、上記金属表面処理組成物を塗布し、皮膜形成してなる潤滑性に優れた金属板に関する。
本発明の金属表面処理組成物は、それより得られる被膜の連続層を形成する有機樹脂としてウレタン樹脂を用いることにより被膜の柔軟性を確保するとともに、ウレタン樹脂とシリカ粒子及びシランカップリング剤を組合わせることによる素材金属との強固な密着性を得ることができ、また、これにバナジン酸化合物と特定の弗化化合物を組合わせることで耐食性を大幅に向上させることができ、さらにこれに潤滑機能付与剤を組合わせることで、潤滑性に優れ且つクロメート処理に匹敵する耐食性が得られたものであり、特に家電、自動車等の分野に有用なものである。
本発明の金属表面処理組成物は、水溶性又は水分散性ポリウレタン樹脂(A)、シリカ粒子(B)、シランカップリング剤(C)、バナジン酸化合物(D)、金属弗化水素酸及び金属弗化水素酸塩から選ばれる少なくとも1種の弗化化合物(E)、及び潤滑機能付与剤(F)を含有してなるものである。
水溶性又は水分散性ポリウレタン樹脂(A)
本発明の金属表面処理組成物の(A)成分である水溶性又は水分散性ポリウレタン樹脂
は、ポリエステルポリオール、ポリエーテルポリオール等のポリオールとジイソシアネートからなるポリウレタンを必要に応じて、ジオール、ジアミン等のような2個以上の活性水素をもつ低分子量化合物である鎖伸長剤の存在下で鎖伸長し、水中に安定に分散もしくは溶解させたものであり、公知のものを広く使用することができる。
本発明の金属表面処理組成物の(A)成分である水溶性又は水分散性ポリウレタン樹脂
は、ポリエステルポリオール、ポリエーテルポリオール等のポリオールとジイソシアネートからなるポリウレタンを必要に応じて、ジオール、ジアミン等のような2個以上の活性水素をもつ低分子量化合物である鎖伸長剤の存在下で鎖伸長し、水中に安定に分散もしくは溶解させたものであり、公知のものを広く使用することができる。
ポリウレタン樹脂を水中に安定に分散もしくは溶解させる方法としては、例えば下記の方法が利用できる。
(1)ポリウレタンポリマーの側鎖または末端に、水酸基、アミノ基、カルボキル基等のイオン性基を導入することにより親水性を付与し自己乳化により水中に分散または溶解する方法;
(2)反応の完結したポリマーまたは末端イソシアネート基を、オキシム、アルコール、フェノール、メルカプタン、アミン、重亜硫酸ソーダ等のブロック剤でブロックしたポリマーを、乳化剤と機械的せん断力を用いて強制的に水中に分散する方法;
(3)末端イソシアネート基を持つウレタンプレポリマーを、水、乳化剤及び伸長剤と混合し、機械的せん断力を用いて分散化と高分子化を同時に行う方法;
(4)ポリウレタン主原料のポリオールとしてポリエチレングリコールのような水溶性ポリオールを使用し、水に可溶なポリウレタンとして水中に分散または溶解する方法。
(1)ポリウレタンポリマーの側鎖または末端に、水酸基、アミノ基、カルボキル基等のイオン性基を導入することにより親水性を付与し自己乳化により水中に分散または溶解する方法;
(2)反応の完結したポリマーまたは末端イソシアネート基を、オキシム、アルコール、フェノール、メルカプタン、アミン、重亜硫酸ソーダ等のブロック剤でブロックしたポリマーを、乳化剤と機械的せん断力を用いて強制的に水中に分散する方法;
(3)末端イソシアネート基を持つウレタンプレポリマーを、水、乳化剤及び伸長剤と混合し、機械的せん断力を用いて分散化と高分子化を同時に行う方法;
(4)ポリウレタン主原料のポリオールとしてポリエチレングリコールのような水溶性ポリオールを使用し、水に可溶なポリウレタンとして水中に分散または溶解する方法。
上記ポリウレタン樹脂の市販品としては、例えばハイドランHW−330、同HW−340、同HW−350(いずれも大日本インキ化学工業社製)、スーパーフレックス100、同110、同150、同F−8438D、同420(いずれも第一工業製薬社製)、アデカボンタイダーHUX−232、同260、同320、同350(いずれも旭電化社製)などを挙げることができる。
水溶性又は水分散性のポリウレタン樹脂(A)には、必要に応じてその他の水溶性又は水分散性の有機樹脂、例えば、水溶性又は水分散性のアクリル樹脂、エチレンと重合性不飽和カルボン酸との共重合体、およびこの重合体を用いた乳化重合樹脂、エポキシ樹脂、エポキシエステル樹脂、フェノール樹脂などを併用して用いることもできる。
ポリウレタン樹脂以外のその他の水溶性又は水分散性の有機樹脂を併用する場合には、該その他の水溶性又は水分散性の有機樹脂は、水溶性又は水分散性のポリウレタン樹脂(A)の固形分100重量部に対し固形分で100重量部以下、特に5〜50重量部程度が、被膜の加工性などの点から好ましい。
シリカ粒子(B)
本発明の金属表面処理組成物における(B)成分であるシリカ粒子は、密着性、耐食性の向上に寄与するものであり、平均粒径が1〜100nm、特に2〜30nm、さらに特に3〜10nmのシリカ粒子が好ましく、気相法シリカ、粉砕シリカ、水分散性コロイダルシリカなど、いずれのシリカ粒子であってもよい。水分散性コロイダルシリカの市販品としては、例えば、スノ−ッテクスN、スノ−ッテクスC、スノ−ッテクスO(いずれも日産化学社製)等が挙げられ、その他のシリカ粒子の市販品としては、例えば、AEROSIL200V、同R−811(日本アエロジル社製)等が挙げられる。また、平均粒径が1〜100nmのシリカ粒子に、粒径が100nmを超える、特に200nmを超える大粒径のシリカ粒子を併用してもよい。
本発明の金属表面処理組成物における(B)成分であるシリカ粒子は、密着性、耐食性の向上に寄与するものであり、平均粒径が1〜100nm、特に2〜30nm、さらに特に3〜10nmのシリカ粒子が好ましく、気相法シリカ、粉砕シリカ、水分散性コロイダルシリカなど、いずれのシリカ粒子であってもよい。水分散性コロイダルシリカの市販品としては、例えば、スノ−ッテクスN、スノ−ッテクスC、スノ−ッテクスO(いずれも日産化学社製)等が挙げられ、その他のシリカ粒子の市販品としては、例えば、AEROSIL200V、同R−811(日本アエロジル社製)等が挙げられる。また、平均粒径が1〜100nmのシリカ粒子に、粒径が100nmを超える、特に200nmを超える大粒径のシリカ粒子を併用してもよい。
シリカ粒子(B)の添加量は、水溶性又は水分散性ポリウレタン樹脂(A)の固形分100重量部に対し10〜40重量部、好ましくは15〜35重量部の範囲内が防錆効果、造膜性、貯蔵性などの点から適している。
シランカップリング剤(C)
本発明の金属表面処理組成物における(C)成分であるシランカップリング剤は、鋼板と被膜との密着性を向上させるために配合されるものであり、例えばγ−(2−アミノエチル)アミノプロピルトリメトキシシラン、γ−アミノプロピルトリエトキシシラン、N−β(アミノエチル)γ−アミノプロピルトリメトキシシラン、N−β(アミノエチル)γ−アミノプロピルメチルジメトキシシランなどのアミノ基含有シランカップリング剤;γ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルメチルジメトキシシランなどのグリシジル基含有シランカップリング剤;γ−メルカプトプロピルトリメトキシシランなどのメルカプト基含有シランカップリング剤などが挙げられる。
本発明の金属表面処理組成物における(C)成分であるシランカップリング剤は、鋼板と被膜との密着性を向上させるために配合されるものであり、例えばγ−(2−アミノエチル)アミノプロピルトリメトキシシラン、γ−アミノプロピルトリエトキシシラン、N−β(アミノエチル)γ−アミノプロピルトリメトキシシラン、N−β(アミノエチル)γ−アミノプロピルメチルジメトキシシランなどのアミノ基含有シランカップリング剤;γ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルメチルジメトキシシランなどのグリシジル基含有シランカップリング剤;γ−メルカプトプロピルトリメトキシシランなどのメルカプト基含有シランカップリング剤などが挙げられる。
シランカップリング剤(C)の添加量は、水溶性又は水分散性ポリウレタン樹脂(A)の固形分100重量部に対し0.3〜25重量部、好ましくは1〜10重量部の範囲内が防錆効果などの点から適している。
バナジン酸化合物(D)
ポリウレタン樹脂(A)の系にバナジン酸化合物を配合することにより、バナジン酸イオンが金属表面を不動態化し、被塗物の溶出を抑え、耐食性を向上させることができる。
ポリウレタン樹脂(A)の系にバナジン酸化合物を配合することにより、バナジン酸イオンが金属表面を不動態化し、被塗物の溶出を抑え、耐食性を向上させることができる。
上記バナジン酸化合物としては、例えば、バナジン酸アンモニウム、バナジン酸ナトリウム、バナジン酸カリウム、無水バナジン酸などが挙げられるが、特にバナジン酸アンモニウムを使用することが、耐食性の点から好ましい。
水溶性又は水分散性ポリウレタン樹脂(A)の固形分100重量部に対し、バナジン酸化合物(D)の配合量は0.3〜30重量部、好ましくは1〜20重量部の範囲内が耐食性の点で適している。
化合物(E)
本発明の金属表面処理組成物における(E)成分である化合物は、金属弗化水素酸及び金属弗化水素酸塩から選ばれる少なくとも1種の化合物である。
本発明の金属表面処理組成物における(E)成分である化合物は、金属弗化水素酸及び金属弗化水素酸塩から選ばれる少なくとも1種の化合物である。
上記、金属弗化水素酸の好ましいものとしては、例えば、ジルコニウム弗化水素酸、チタン弗化水素酸などを挙げることができる。金属弗化水素酸の塩を形成するものとしては、例えば、ナトリウム、カリウム、リチウム、アンモニウム等が挙げられるが、中でもカリウム、ナトリウム及びアンモニウムが好ましく、具体例として、ジルコニウム弗化カリウム、ジルコニウム弗化アンモニウム、チタン弗化カリウムなどが挙げられる。
水溶性又は水分散性ポリウレタン樹脂(A)の固形分100重量部に対し、化合物(E)の配合量は1〜20重量部、特に3〜15重量部の範囲内が好ましい。
潤滑機能付与剤(F)
本発明組成物における(F)成分である潤滑機能付与剤は、得られる皮膜に潤滑性を付与するものであれば良い。具体的には例えば、フッ素樹脂微粉末(例えば、四フッ化エチレン樹脂、四フッ化エチレン−六フッ化プロピレン共重合樹脂、四フッ化エチレン−パーフロロアルキルビニルエーテル共重合樹脂、四フッ化エチレン−エチレン共重合樹脂、三フッ化塩化エチレン樹脂、フッ化ビニリデン樹脂等の微粉末)、ポリオレフィンワックス(例えば、ポリエチレンワックス、ポリプロピレンワックス等)、1つの粒子中にポリオレフィンとフッ素樹脂とが混在して含まれる潤滑剤、グラファイト、窒化ホウ素、フッ化カーボンなどが挙げられる。
本発明組成物における(F)成分である潤滑機能付与剤は、得られる皮膜に潤滑性を付与するものであれば良い。具体的には例えば、フッ素樹脂微粉末(例えば、四フッ化エチレン樹脂、四フッ化エチレン−六フッ化プロピレン共重合樹脂、四フッ化エチレン−パーフロロアルキルビニルエーテル共重合樹脂、四フッ化エチレン−エチレン共重合樹脂、三フッ化塩化エチレン樹脂、フッ化ビニリデン樹脂等の微粉末)、ポリオレフィンワックス(例えば、ポリエチレンワックス、ポリプロピレンワックス等)、1つの粒子中にポリオレフィンとフッ素樹脂とが混在して含まれる潤滑剤、グラファイト、窒化ホウ素、フッ化カーボンなどが挙げられる。
潤滑機能付与剤(F)の平均粒径としては0.3〜5.0μm、さらには0.5〜3.0μmの範囲が好ましい。ワックスの平均粒径が小さくなると潤滑性向上効果が減少していく傾向にあり、また、平均粒径が大きくなり過ぎるとワックスの膜からの突出部分が多くなり、連続加工ではワックスが剥がれ、金型に付着しやすくなるという問題が生じる。
また、発熱を伴う連続高速加工においては、摩擦熱によって表面温度が上昇するため低融点の潤滑機能付与剤では液状になり、潤滑性皮膜に固定されず金型に付着、堆積して金属表面を傷つけるため好ましくない。発熱を伴う高速加工においては軟化点100℃以上、好ましくは130〜150℃のポリオレフィンワックスの使用が適しており、高温においてもワックスが皮膜に均一に固定され亜鉛めっき鋼板の表面を傷つけることなく有効に潤滑機能を発揮することができる。潤滑機能付与剤(F)は、塗装作業性、潤滑性などの点から2種類以上のワックスを混合して用いることができ、例えば、前記ポリオレフィン系ワックスとフッ素樹脂粉末とを併用したものなどが好ましいものとして挙げられる。
潤滑機能付与剤(F)の添加量は水溶性又は水分散性ポリウレタン樹脂(A)の固形分100重量部に対し、0.5〜30重量部、好ましくは1〜20重量部の範囲内にあることが適している。添加量が少ないと潤滑性の向上効果が小さく、また、多過ぎると皮膜の光沢値、透明性が低下するとともに表面の平滑性が失われ、皮膜の伸び率及び付着力が急激に低下し、皮膜が剥離しやすくなり、潤滑性機能を十分発揮することができなくてプレス加工性が低下するだけでなく、この上に上塗塗料を塗装した際に、上塗塗膜の付着性が低下する。
本発明の金属表面処理組成物には、さらに必要に応じて、例えば、上記した成分以外に、増粘剤、ハジキ防止剤、消泡剤、界面活性剤、酸化剤、防菌剤、防錆剤(タンニン酸、フィチン酸、ベンゾトリアゾールなど)、着色顔料、体質顔料、防錆顔料、導電性顔料などを含有することができる。
また、本発明の金属表面処理組成物には、必要に応じて、例えば、メタノ−ル、エタノ−ル、イソプロピルアルコ−ル、エチレングリコ−ル系、プロピレングリコ-ル系等の親水性溶剤を添加してもよい。
潤滑性の優れた金属板の製造
本発明の金属表面処理組成物は、従来のクロメート処理工程を省くことができ、無処理の冷延鋼板やアルミニウム板、又は無処理の亜鉛系めっき鋼板、アルミニウムめっき鋼板などのめっき鋼板に直接塗布、乾燥させることで耐食性及び潤滑性に優れた金属板を得ることができる。なお、本発明組成物をクロメート処理された鋼板に塗装しても性能的には何ら問題無く、より耐食性に優れた金属板を得ることができるため必要に応じて使用することができる。
本発明の金属表面処理組成物は、従来のクロメート処理工程を省くことができ、無処理の冷延鋼板やアルミニウム板、又は無処理の亜鉛系めっき鋼板、アルミニウムめっき鋼板などのめっき鋼板に直接塗布、乾燥させることで耐食性及び潤滑性に優れた金属板を得ることができる。なお、本発明組成物をクロメート処理された鋼板に塗装しても性能的には何ら問題無く、より耐食性に優れた金属板を得ることができるため必要に応じて使用することができる。
上記亜鉛系めっき鋼板としては、電気亜鉛めっき鋼板、溶融亜鉛めっき鋼板、ニッケル−亜鉛合金めっき鋼板、亜鉛−アルミニウム合金めっき鋼板などが挙げられる。亜鉛−アルミニウムめっき鋼板としては、亜鉛ベースの場合、5%Al−Zn系、8%Al−Zn系、15%Al−Zn系などが、またアルミニウムベースとしては、55%Al−Zn系、75%Al−Zn系などが知られているが、本発明の組成物はこれらのものだけでなく、めっき層がアルミと亜鉛を主成分とする複合めっき鋼板に適用可能である。例えばAl−Zn合金中にMg、Mn、Si、Ti、Ni、Co、Pb、Sn、Crおよびレアメタル(La、Ce、Y、Nb等)などを添加されたものでも適用可能である。
本発明組成物は前記鋼板に塗布して使用されるが、その塗布量は乾燥皮膜重量で0.3〜6.0g/m2、より好ましくは0.5〜4.0g/m2程度が望ましい。皮膜が薄くなると耐食性、耐黒変色性及び潤滑性が低下し、また厚くなると耐食性はは向上するがプレス加工性が低下し、また、コストが高くなる。
また、本発明組成物を塗布した鋼板に溶接適正を付与したい場合には乾燥皮膜重量を1.5g/m2以下、特に0.05〜1.0g/m2程度にすることが望ましい。塗布量が多いとスポット溶接の際にチリを発生しやすくなり、溶接強度も不十分となるため、連続打点適正が低下する。
本発明組成物を鋼板に塗布して皮膜形成させるにあたり、本組成物の粘度を水などの希釈剤により塗布量に応じて5〜30センチポイズ程度に適宜調整後、ロールコーター塗装、スプレー塗装、デッピング塗装等の一般に公知の方法により所定の皮膜重量となるよう塗装した後、雰囲気温度が150〜250℃で10〜40秒間乾燥させる。この時の鋼板の最高到達温度(PMT)は90〜160℃の範囲内であることが好ましい。このようにして皮膜組成物を塗装、乾燥することにより、耐食性、プレス加工性等に優れた鋼板が製造される。
以下、実施例及び比較例を挙げて、本発明をより具体的に説明する。なお、以下、「部」及び「%」はいずれも重量基準によるものとする。
金属表面処理組成物の製造
実施例1〜31及び比較例1〜11
下記表1に示す配合に従って各金属表面処理組成物を製造した。なお、表1の配合は固形分重量で示した。また、各金属表面処理組成物は脱イオン水により固形分20%に調整した。
実施例1〜31及び比較例1〜11
下記表1に示す配合に従って各金属表面処理組成物を製造した。なお、表1の配合は固形分重量で示した。また、各金属表面処理組成物は脱イオン水により固形分20%に調整した。
上記表1における(注1)〜(注13)の原料はそれぞれ下記の内容のものである。
(注1)アデカボンタイダーHUX320:商品名、旭電化工業社製、芳香族ポリエステル系ポリウレタンエマルション、固形分30%。
(注2)スーパーフレックス150:商品名、旭電化工業社製、ポリウレタンエマルション、固形分30%。
(注3)アクアブリッド4635:商品名、ダイセル化学工業社製、アニオン系アクリルエマルション、Tg60℃、固形分35%。
(注4)ケミパールS−100:商品名、三井化学社社製、エチレンアクリル共重合樹脂分散液、pH12、固形分27%。
(注5)アデライトAT−20S:商品名、旭電化工業社製、コロイダルシリカ、平均粒子径7〜10nm、SiO2含有量20%。
(注6)スノーテックスC:商品名、日産化学社製、コロイダルシリカ、平均粒子径10〜20nm、SiO2含有量20%。
(注7)アデライトAT−2045:商品名、旭電化工業社製、コロイダルシリカ、平均粒子径5nm以下、SiO2含有量20%。
(注8)AEROSIL 200V:商品名、日本アエロジル社製、ヒュームドシリカ、平均粒子径12nm。
(注9)KBM−603:商品名、信越化学工業社製、N−β(アミノエチル)γ−アミノプロピルトリメトキシシラン。
(注10)KBM−803:商品名、信越化学工業社製、γ−メルカプトプロピルトリメトキシシラン。
(注11)ケミパールW−700:商品名、三井化学社製、高密度タイプポリエチレンワックス、分子量4,000、軟化点132℃、平均粒子径1.1μm。
(注12)SLIP AID SL−92:商品名、サンノプコ社製、ポリエチレンワックス、軟化点92℃、平均粒子径2μm。
(注13)PTFE:ポリ4フッ化エチレン樹脂粉末、平均粒子径2〜5μm。
試験用塗板の作成及び塗膜性能評価
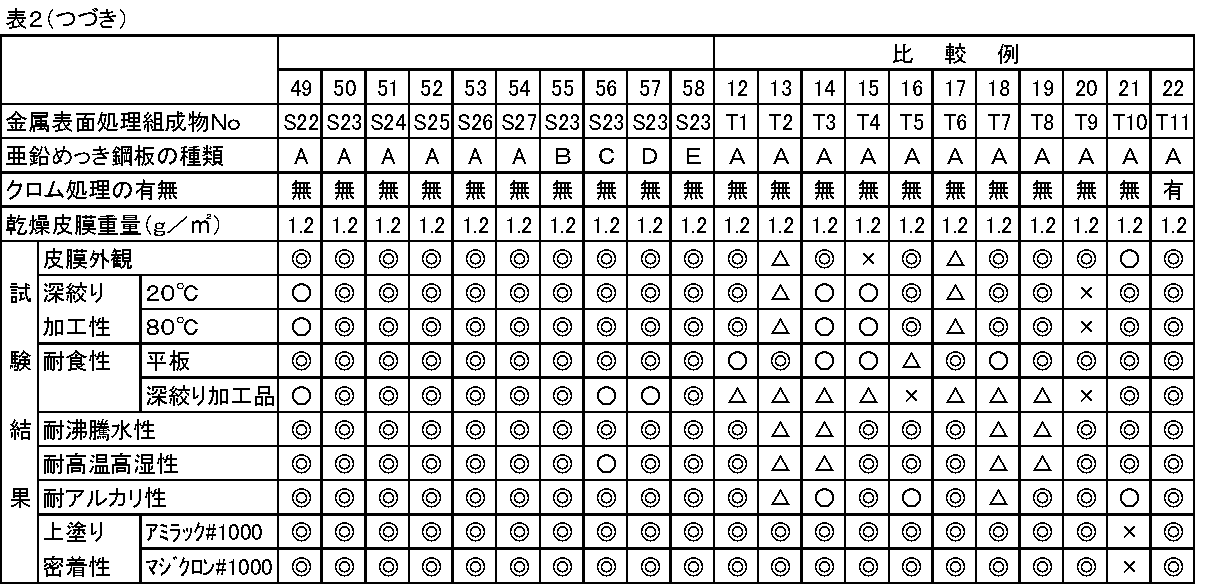
実施例28〜58及び比較例12〜22
上記で得られた実施例1〜27及び比較例1〜11の各金属表面処理組成物を各種素材にバーコーターを用いて乾燥皮膜重量が1.2g/m2となるように塗装し、雰囲気温度240℃で10秒間(鋼板の最高到達温度〔PMT〕は110℃)乾燥させて各試験用塗板を作成した。各金属表面処理組成物及び塗装素材の組み合わせについては後記表2に従って行った。
実施例28〜58及び比較例12〜22
上記で得られた実施例1〜27及び比較例1〜11の各金属表面処理組成物を各種素材にバーコーターを用いて乾燥皮膜重量が1.2g/m2となるように塗装し、雰囲気温度240℃で10秒間(鋼板の最高到達温度〔PMT〕は110℃)乾燥させて各試験用塗板を作成した。各金属表面処理組成物及び塗装素材の組み合わせについては後記表2に従って行った。
得られた各試験用塗板について各種性能試験を行った。得られた結果を後記表2に示す。
なお、表2における素材記号及び試験方法について以下に示す。
素材記号と内容
A:溶融亜鉛めっき鋼板;板厚0.6mm、めっき付着量100g/m2
B:亜鉛−アルミニウム合金めっき鋼板;亜鉛/アルミニウム=95/5(重量比)、商品名スーパージンク、板厚0.5mm、めっき付着量140g/m2
C:亜鉛−アルミニウム合金めっき鋼板;亜鉛/アルミニウム=45/55(重量比)、商品名ガルバリューム、板厚0.5mm、めっき付着量90g/m2
D:電気亜鉛めっき鋼板;商品名ジンコート、板厚0.6mm、めっき付着量20g/m2
E:Ni−Znめっき鋼板;亜鉛/ニッケル=88/12(重量比)、板厚0.6mm
めっき付着量20g/m2
試験板の作成は表2に示すように、クロム処理の有るものと無いものとについて行ったが、クロム処理有りの試験板についてはコスマー150(関西ペイント社製、塗布型クロメート)を金属クロム換算で5mg/m2塗布したものを使用し、クロム処理無しの試験板については素材を脱脂したものをそのまま使用した。
A:溶融亜鉛めっき鋼板;板厚0.6mm、めっき付着量100g/m2
B:亜鉛−アルミニウム合金めっき鋼板;亜鉛/アルミニウム=95/5(重量比)、商品名スーパージンク、板厚0.5mm、めっき付着量140g/m2
C:亜鉛−アルミニウム合金めっき鋼板;亜鉛/アルミニウム=45/55(重量比)、商品名ガルバリューム、板厚0.5mm、めっき付着量90g/m2
D:電気亜鉛めっき鋼板;商品名ジンコート、板厚0.6mm、めっき付着量20g/m2
E:Ni−Znめっき鋼板;亜鉛/ニッケル=88/12(重量比)、板厚0.6mm
めっき付着量20g/m2
試験板の作成は表2に示すように、クロム処理の有るものと無いものとについて行ったが、クロム処理有りの試験板についてはコスマー150(関西ペイント社製、塗布型クロメート)を金属クロム換算で5mg/m2塗布したものを使用し、クロム処理無しの試験板については素材を脱脂したものをそのまま使用した。
試験方法
皮膜外観:各試験板について、皮膜外観を目視で下記の基準で評価した。
◎:皮膜は透明。
○:皮膜はやや白く濁っている。
△:皮膜はかなり白濁するか、かなり着色している。
×:きれいな連続した膜にならない。
皮膜外観:各試験板について、皮膜外観を目視で下記の基準で評価した。
◎:皮膜は透明。
○:皮膜はやや白く濁っている。
△:皮膜はかなり白濁するか、かなり着色している。
×:きれいな連続した膜にならない。
深絞り加工性:各試験板について、エリクセン社製の金属薄板深絞り試験器142型を使用し、深絞り加工試験を下記の条件で行なった。
・試験温度20℃および80℃
・シートホルダー圧1500Kg
・ポンチ径50mm
・ブランク径110mm
・絞り比2.2
・加工速度10mm/sec
加工された試験板について、目視で下記の基準により評価した。
◎:ダイスに付着物がなく、被加工物の表面にすり傷が認められない。
○:ダイスに微量の付着物があり、被加工物の表面に微少のすり傷が認められる。
△:ダイスにやや多くの付着物があり、被加工物の表面に多くのすり傷が認められる。
×:ダイスに多量の付着物があり、被加工物の表面に全面のすり傷が認められる。
・試験温度20℃および80℃
・シートホルダー圧1500Kg
・ポンチ径50mm
・ブランク径110mm
・絞り比2.2
・加工速度10mm/sec
加工された試験板について、目視で下記の基準により評価した。
◎:ダイスに付着物がなく、被加工物の表面にすり傷が認められない。
○:ダイスに微量の付着物があり、被加工物の表面に微少のすり傷が認められる。
△:ダイスにやや多くの付着物があり、被加工物の表面に多くのすり傷が認められる。
×:ダイスに多量の付着物があり、被加工物の表面に全面のすり傷が認められる。
耐食性:塩水噴霧試験をJIS Z−2371に従い実施した。試験時間は加工前の平板については360時間、上記深絞り加工性試験で得られた試料については240時間で行い、白錆又は黒錆の発生程度より下記の基準で評価した。
◎:全く錆の発生が認められない。
○:5%未満の面積に錆の発生が認められる。
△:5%以上、20%未満の面積に錆の発生が認められる。
×:20%以上の面積に錆の発生が認められる。
◎:全く錆の発生が認められない。
○:5%未満の面積に錆の発生が認められる。
△:5%以上、20%未満の面積に錆の発生が認められる。
×:20%以上の面積に錆の発生が認められる。
耐沸騰水性:試験片を沸騰水に1時間浸漬した後、色差計「SMカラーコンピューターMODEL SM−5」(スガ試験機社製)を用いて試験前後の塗板の色差(ΔE)を測定し、下記の基準で評価した。
◎:ΔEが2未満。
○:ΔEが2以上、5未満。
△:ΔEが5以上、10未満。
×:ΔEが10以上。
◎:ΔEが2未満。
○:ΔEが2以上、5未満。
△:ΔEが5以上、10未満。
×:ΔEが10以上。
耐高温高湿性:試験片を温度80℃で湿度95%の環境下に48時間放置した後、色差計「SMカラーコンピューターMODEL SM−5」(スガ試験機社製)を用いて試験前後の塗板の色差(ΔE)を測定し、下記の基準で評価した。
◎:ΔEが2未満。
○:ΔEが2以上、5未満。
△:ΔEが5以上、10未満。
×:ΔEが10以上。
◎:ΔEが2未満。
○:ΔEが2以上、5未満。
△:ΔEが5以上、10未満。
×:ΔEが10以上。
耐アルカリ性:5%水酸化ナトリウム水溶液に試験板を2分間浸漬した後に水洗して乾燥し、色差計「SMカラーコンピューターMODEL SM−5」(スガ試験機社製)を用いて試験前後の塗板の色差(ΔE)を測定し、下記の基準で評価した。
◎:ΔEが2未満。
○:ΔEが2以上、5未満。
△:ΔEが5以上、10未満。
×:ΔEが10以上。
◎:ΔEが2未満。
○:ΔEが2以上、5未満。
△:ΔEが5以上、10未満。
×:ΔEが10以上。
上塗り密着性:試験片の上に熱硬化性アルキッド系塗料であるアミラック#1000および熱硬化性アクリル系塗料であるマジクロン#1000(いずれも関西ペイント社製、色はホワイト)を膜厚が25μmとなるようにしてそれぞれ塗装し、アミラック#1000については130℃で20分間焼付、また、マジクロン#1000については150℃で20分間焼付して2種類の塗板を作成した後、各々の塗板について、素地に達するように鋭利な刃物で塗膜に大きさ1mm×1mmのゴバン目を100個作り、その表面に粘着セロハンテープを貼着し、それを急激に剥離した後の塗膜の剥離面積を求め、下記基準で評価した。
◎:塗膜の剥離なし。
○:塗膜がわずかに剥離するが、剥離面積は1%未満。
△:塗膜が剥離するが、剥離面積は1%以上で5%未満。
×:塗膜の剥離面積が5%以上。
◎:塗膜の剥離なし。
○:塗膜がわずかに剥離するが、剥離面積は1%未満。
△:塗膜が剥離するが、剥離面積は1%以上で5%未満。
×:塗膜の剥離面積が5%以上。
Claims (6)
- (A)水溶性又は水分散性ポリウレタン樹脂の固形分100重量部に対して、
(B)シリカ粒子 10〜40重量部、
(C)シランカップリング剤 0.3〜25重量部、
(D)バナジン酸化合物 0.3〜30重量部、
(E)金属弗化水素酸及び金属弗化水素酸塩から選ばれる少なくとも1種の弗化化合物 1〜20重量部、及び
(F)潤滑機能付与剤 0.5〜30重量部
を含有してなることを特徴とする金属表面処理組成物。 - 水溶性又は水分散性ポリウレタン樹脂(A)が、カルボキシル基を含有するポリウレタン樹脂のカルボキシル基の一部又は全部が塩基性化合物で中和し、水中に分散してなるものである請求項1に記載の金属表面処理組成物。
- シリカ粒子(B)の平均粒子径が1〜100nmの範囲内である請求項1又は2に記載の金属表面処理組成物。
- バナジン酸化合物(D)が、メタバナジン酸アンモニウム、酸化バナジウム、メタバナジン酸ナトリウム及びメタバナジン酸カリウムなる群から選ばれる少なくとも1種のバナジウム化合物である請求項1〜3のいずれか一項に記載の金属表面処理組成物。
- 潤滑機能付与剤(F)が100℃以上の軟化点を有するポリオレフィン系ワックス及び/又はフッ素系樹脂粉末からなる請求項1〜4のいずれか一項に記載の金属表面処理組成物。
- 鋼板に、請求項1〜5のいずれか一項に記載の金属表面処理組成物を乾燥皮膜重量で0.3〜6.0g/m2塗布し、皮膜形成してなる潤滑性の優れた金属板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112074A JP2005298837A (ja) | 2004-04-06 | 2004-04-06 | 金属表面処理組成物及びそれを使用した金属板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112074A JP2005298837A (ja) | 2004-04-06 | 2004-04-06 | 金属表面処理組成物及びそれを使用した金属板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005298837A true JP2005298837A (ja) | 2005-10-27 |
Family
ID=35330751
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004112074A Pending JP2005298837A (ja) | 2004-04-06 | 2004-04-06 | 金属表面処理組成物及びそれを使用した金属板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005298837A (ja) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100742909B1 (ko) | 2005-12-23 | 2007-07-25 | 주식회사 포스코 | 내식성, 성형성 및 도장성이 우수한 자동차용 강판에사용하는 표면처리제, 상기 처리제를 사용한 강판 및표면처리 방법 |
| WO2007101529A1 (de) * | 2006-03-07 | 2007-09-13 | Ks Aluminium-Technologie Ag | Beschichtung eines thermisch und erosiv belasteten funktionsbauteils |
| WO2008087877A1 (ja) * | 2007-01-18 | 2008-07-24 | Mitsubishi Electric Corporation | コーティング組成物、コーティング方法、熱交換器及び空気調和機 |
| WO2007020762A3 (ja) * | 2005-08-17 | 2008-10-16 | Nihon Parkerizing | 金属材料用水系表面処理剤及び表面被覆金属材料 |
| JP2008255466A (ja) * | 2007-03-13 | 2008-10-23 | Kansai Paint Co Ltd | 金属表面処理組成物 |
| JP2009518538A (ja) * | 2005-12-09 | 2009-05-07 | 日本パーカライジング株式会社 | 鋼表面に防食処理を施すためのウエットオンウエット法およびクロム非含有酸性溶液 |
| JP2009235338A (ja) * | 2008-03-28 | 2009-10-15 | Mitsubishi Electric Corp | コーティング組成物、熱交換器、空気調和機 |
| CN101726046A (zh) * | 2008-10-17 | 2010-06-09 | 三菱电机株式会社 | 空气调节器及涂层组合物 |
| JP2011089057A (ja) * | 2009-10-23 | 2011-05-06 | Kansai Paint Co Ltd | アルミニウム合金用の塗料組成物 |
| WO2011122119A1 (ja) * | 2010-03-29 | 2011-10-06 | 関西ペイント株式会社 | 表面処理組成物 |
| JP2012101161A (ja) * | 2010-11-09 | 2012-05-31 | Kobe Steel Ltd | プレコートアルミニウム板 |
| JP2012514669A (ja) * | 2009-05-18 | 2012-06-28 | パンガン グループ スチール バナジウム アンドチタニウム カンパニー リミテッド | 塗料組成物および不動態化亜鉛めっき材料 |
| KR101182373B1 (ko) | 2008-11-04 | 2012-09-12 | 주식회사 포스코 | 금속표면처리용 조성물 및 이의 제조방법 |
| JP2014012811A (ja) * | 2012-06-05 | 2014-01-23 | Aisin Chemical Co Ltd | 防錆塗料組成物及び防錆塗膜をもつ金属部材 |
| JP2017522217A (ja) * | 2014-07-15 | 2017-08-10 | エルジー・ハウシス・リミテッドLg Hausys,Ltd. | 自動車用内装材及びその製造方法 |
| JP2021066814A (ja) * | 2019-10-24 | 2021-04-30 | 株式会社放電精密加工研究所 | 水性プライマー処理組成物、およびそれを用いた構造物 |
| CN116769441A (zh) * | 2023-06-06 | 2023-09-19 | 广东启悦未来科技股份有限公司 | 一种内衣背扣的制备方法及产品 |
| WO2025070896A1 (ko) * | 2023-09-25 | 2025-04-03 | 주식회사 포스코 | 전기강판 절연 피막 조성물, 전기강판, 및 이의 제조 방법 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001003182A (ja) * | 1999-06-22 | 2001-01-09 | Nippon Steel Corp | 加工部の耐食性に優れ環境負荷の小さい塗装鋼板 |
| JP2002030460A (ja) * | 2000-05-11 | 2002-01-31 | Nippon Parkerizing Co Ltd | 金属表面処理剤、金属表面処理方法及び表面処理金属材料 |
| JP2003183587A (ja) * | 2001-12-19 | 2003-07-03 | Kansai Paint Co Ltd | 潤滑性皮膜を形成可能な組成物及びこれを使用した潤滑性の優れた金属板 |
-
2004
- 2004-04-06 JP JP2004112074A patent/JP2005298837A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001003182A (ja) * | 1999-06-22 | 2001-01-09 | Nippon Steel Corp | 加工部の耐食性に優れ環境負荷の小さい塗装鋼板 |
| JP2002030460A (ja) * | 2000-05-11 | 2002-01-31 | Nippon Parkerizing Co Ltd | 金属表面処理剤、金属表面処理方法及び表面処理金属材料 |
| JP2003183587A (ja) * | 2001-12-19 | 2003-07-03 | Kansai Paint Co Ltd | 潤滑性皮膜を形成可能な組成物及びこれを使用した潤滑性の優れた金属板 |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007020762A3 (ja) * | 2005-08-17 | 2008-10-16 | Nihon Parkerizing | 金属材料用水系表面処理剤及び表面被覆金属材料 |
| KR100971645B1 (ko) | 2005-08-17 | 2010-07-22 | 니혼 파커라이징 가부시키가이샤 | 금속 재료용 수계 표면 처리제 및 표면 피복 금속 재료 |
| JP2009518538A (ja) * | 2005-12-09 | 2009-05-07 | 日本パーカライジング株式会社 | 鋼表面に防食処理を施すためのウエットオンウエット法およびクロム非含有酸性溶液 |
| KR100742909B1 (ko) | 2005-12-23 | 2007-07-25 | 주식회사 포스코 | 내식성, 성형성 및 도장성이 우수한 자동차용 강판에사용하는 표면처리제, 상기 처리제를 사용한 강판 및표면처리 방법 |
| CN101501246A (zh) * | 2006-03-07 | 2009-08-05 | Ks铝技术有限公司 | 热和腐蚀性负荷的功能性构件的涂层 |
| WO2007101529A1 (de) * | 2006-03-07 | 2007-09-13 | Ks Aluminium-Technologie Ag | Beschichtung eines thermisch und erosiv belasteten funktionsbauteils |
| JP2013166942A (ja) * | 2007-01-18 | 2013-08-29 | Mitsubishi Electric Corp | コーティング組成物の製造方法、熱交換器及び空気調和機 |
| WO2008087877A1 (ja) * | 2007-01-18 | 2008-07-24 | Mitsubishi Electric Corporation | コーティング組成物、コーティング方法、熱交換器及び空気調和機 |
| JPWO2008087877A1 (ja) * | 2007-01-18 | 2010-05-06 | 三菱電機株式会社 | コーティング組成物及びその製造方法、熱交換器、並びに空気調和機 |
| JP5254042B2 (ja) * | 2007-01-18 | 2013-08-07 | 三菱電機株式会社 | コーティング組成物及びその製造方法、熱交換器、並びに空気調和機 |
| US8801850B2 (en) | 2007-01-18 | 2014-08-12 | Mitsubishi Electric Corporation | Coating composition, and its production, heat exchanger and air conditioner |
| JP2008255466A (ja) * | 2007-03-13 | 2008-10-23 | Kansai Paint Co Ltd | 金属表面処理組成物 |
| JP2009235338A (ja) * | 2008-03-28 | 2009-10-15 | Mitsubishi Electric Corp | コーティング組成物、熱交換器、空気調和機 |
| EP2105470A3 (en) * | 2008-03-28 | 2010-12-29 | Mitsubishi Electric Corporation | Coating composition, heat exchanger, and air-conditioner |
| US8448697B2 (en) | 2008-03-28 | 2013-05-28 | Mitsubishi Electric Corporation | Coating composition, heat exchanger, and air-conditioner |
| AU2009202510B2 (en) * | 2008-10-17 | 2010-11-11 | Mitsubishi Electric Corporation | Air conditioner and coating composition |
| CN101726046A (zh) * | 2008-10-17 | 2010-06-09 | 三菱电机株式会社 | 空气调节器及涂层组合物 |
| KR101182373B1 (ko) | 2008-11-04 | 2012-09-12 | 주식회사 포스코 | 금속표면처리용 조성물 및 이의 제조방법 |
| JP2012514669A (ja) * | 2009-05-18 | 2012-06-28 | パンガン グループ スチール バナジウム アンドチタニウム カンパニー リミテッド | 塗料組成物および不動態化亜鉛めっき材料 |
| JP2011089057A (ja) * | 2009-10-23 | 2011-05-06 | Kansai Paint Co Ltd | アルミニウム合金用の塗料組成物 |
| WO2011122119A1 (ja) * | 2010-03-29 | 2011-10-06 | 関西ペイント株式会社 | 表面処理組成物 |
| JP2012101161A (ja) * | 2010-11-09 | 2012-05-31 | Kobe Steel Ltd | プレコートアルミニウム板 |
| JP2014012811A (ja) * | 2012-06-05 | 2014-01-23 | Aisin Chemical Co Ltd | 防錆塗料組成物及び防錆塗膜をもつ金属部材 |
| JP2017522217A (ja) * | 2014-07-15 | 2017-08-10 | エルジー・ハウシス・リミテッドLg Hausys,Ltd. | 自動車用内装材及びその製造方法 |
| JP2021066814A (ja) * | 2019-10-24 | 2021-04-30 | 株式会社放電精密加工研究所 | 水性プライマー処理組成物、およびそれを用いた構造物 |
| JP7443019B2 (ja) | 2019-10-24 | 2024-03-05 | 株式会社放電精密加工研究所 | 水性プライマー処理組成物 |
| CN116769441A (zh) * | 2023-06-06 | 2023-09-19 | 广东启悦未来科技股份有限公司 | 一种内衣背扣的制备方法及产品 |
| CN116769441B (zh) * | 2023-06-06 | 2024-07-26 | 广东启悦未来科技股份有限公司 | 一种内衣背扣的制备方法及产品 |
| WO2025070896A1 (ko) * | 2023-09-25 | 2025-04-03 | 주식회사 포스코 | 전기강판 절연 피막 조성물, 전기강판, 및 이의 제조 방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5570452B2 (ja) | 表面処理組成物 | |
| JP2005298837A (ja) | 金属表面処理組成物及びそれを使用した金属板 | |
| DE60114680T2 (de) | Oberflächenbehandlungsmittel ohne Chromat, Verfahren zur Oberflächenbehandlung und behandeltes Stahl | |
| JP6315750B2 (ja) | 水性金属表面処理剤 | |
| KR101471948B1 (ko) | 아연계 도금 강판 | |
| KR101471949B1 (ko) | 용융 아연계 도금 강판 및 그의 제조 방법 | |
| JP3130057B2 (ja) | イオン反応性顔料を用いた、特に活性金属のための有機コーティング | |
| JP2005120469A (ja) | 金属材料表面処理用組成物および表面処理方法 | |
| JP6976347B2 (ja) | 前処理剤および化成処理剤 | |
| JP4276530B2 (ja) | 化成処理剤及び表面処理金属 | |
| CN103119200A (zh) | 镀锌系钢板用表面处理液、镀锌系钢板及其制造方法 | |
| KR20210035955A (ko) | 우수한 내흑변성 및 내알칼리성을 부여하는 삼원계 용융아연합금 도금강판용 표면처리 용액 조성물, 이를 이용하여 표면처리된 삼원계 용융아연합금 도금강판 및 그 제조 방법 | |
| JP2005075878A (ja) | 水分散型防錆塗料用組成物 | |
| JP2011092837A (ja) | 樹脂塗装金属板 | |
| JP2014172944A (ja) | 電着塗料組成物 | |
| JPWO2005056884A1 (ja) | 有機高分子複合電気亜鉛合金めっき液組成物及び該組成物を用いためっき金属材 | |
| JP5858782B2 (ja) | プレコート金属板用下地処理剤、それを塗布した塗装下地処理金属板、及びそれを使用した塗膜の加工密着性に優れるプレコート金属板 | |
| JPH032257A (ja) | 潤滑性被膜を形成できる組成物 | |
| JP2003183587A (ja) | 潤滑性皮膜を形成可能な組成物及びこれを使用した潤滑性の優れた金属板 | |
| JP2003261825A (ja) | 潤滑鋼板用表面処理組成物及び潤滑鋼板 | |
| JPWO2005056883A1 (ja) | 耐食性に優れた亜鉛系合金電気めっき皮膜およびこれを用いためっき金属材 | |
| JP4246689B2 (ja) | 耐食性に優れるプレコート金属板 | |
| JP3986229B2 (ja) | 非クロム型表面処理金属材 | |
| JP2005206921A (ja) | 非クロメート型表面処理金属板 | |
| JP2006281710A (ja) | 塗膜密着性に優れた塗装鋼板、及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091023 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091110 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100406 |