JP2005118033A - 包装製品を連続加工するための方法および装置 - Google Patents
包装製品を連続加工するための方法および装置 Download PDFInfo
- Publication number
- JP2005118033A JP2005118033A JP2004235884A JP2004235884A JP2005118033A JP 2005118033 A JP2005118033 A JP 2005118033A JP 2004235884 A JP2004235884 A JP 2004235884A JP 2004235884 A JP2004235884 A JP 2004235884A JP 2005118033 A JP2005118033 A JP 2005118033A
- Authority
- JP
- Japan
- Prior art keywords
- pressure
- continuous
- continuous web
- web
- chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2/00—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor
- A61L2/02—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor using physical phenomena
- A61L2/04—Heat
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L3/00—Preservation of foods or foodstuffs, in general, e.g. pasteurising, sterilising, specially adapted for foods or foodstuffs
- A23L3/001—Details of apparatus, e.g. for transport, for loading or unloading manipulation, pressure feed valves
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L3/00—Preservation of foods or foodstuffs, in general, e.g. pasteurising, sterilising, specially adapted for foods or foodstuffs
- A23L3/02—Preservation of foods or foodstuffs, in general, e.g. pasteurising, sterilising, specially adapted for foods or foodstuffs by heating materials in packages which are progressively transported, continuously or stepwise, through the apparatus
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L3/00—Preservation of foods or foodstuffs, in general, e.g. pasteurising, sterilising, specially adapted for foods or foodstuffs
- A23L3/02—Preservation of foods or foodstuffs, in general, e.g. pasteurising, sterilising, specially adapted for foods or foodstuffs by heating materials in packages which are progressively transported, continuously or stepwise, through the apparatus
- A23L3/04—Preservation of foods or foodstuffs, in general, e.g. pasteurising, sterilising, specially adapted for foods or foodstuffs by heating materials in packages which are progressively transported, continuously or stepwise, through the apparatus with packages on endless chain or band conveyors
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2/00—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor
- A61L2/02—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor using physical phenomena
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2/00—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor
- A61L2/02—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor using physical phenomena
- A61L2/04—Heat
- A61L2/06—Hot gas
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2/00—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor
- A61L2/02—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor using physical phenomena
- A61L2/04—Heat
- A61L2/06—Hot gas
- A61L2/07—Steam
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2/00—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor
- A61L2/02—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor using physical phenomena
- A61L2/08—Radiation
- A61L2/12—Microwaves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/027—Packaging in aseptic chambers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/04—Sterilising wrappers or receptacles prior to, or during, packaging
- B65B55/06—Sterilising wrappers or receptacles prior to, or during, packaging by heat
Abstract
【課題】軟質あるいは半硬質の包装材料で包装され、かつ、分離されていない密封包装製品を連続的に滅菌及び/又は殺菌する方法と装置の提供。
【解決手段】包装製品の連続ウェブを第一の機械式圧力シールに通して圧力チャンバに入れ、圧力と温度を増加させ、連続ウェブを第二の機械式圧力シールに通して圧力チャンバから出す各工程を有してなる。各工程は連続圧力シール装置及び軟質パッケージの連続ウェブを滅菌および/または殺菌するための装置から構成される。この装置の第一の圧力シールは圧力チャンバの入口に隣接しており、第二の圧力シールは圧力チャンバの出口に隣接している。
【選択図】図3
【解決手段】包装製品の連続ウェブを第一の機械式圧力シールに通して圧力チャンバに入れ、圧力と温度を増加させ、連続ウェブを第二の機械式圧力シールに通して圧力チャンバから出す各工程を有してなる。各工程は連続圧力シール装置及び軟質パッケージの連続ウェブを滅菌および/または殺菌するための装置から構成される。この装置の第一の圧力シールは圧力チャンバの入口に隣接しており、第二の圧力シールは圧力チャンバの出口に隣接している。
【選択図】図3
Description
本発明は、広く、パッケージ内の製品の加工に関し、より詳しくは、連続ウェブとなっている分離されていない密封パッケージを殺菌するシステムおよび方法に関する。
包装食品を製造する効率性は、食品を加工し市場に流通できるパッケージを提供することにより増すであろう。そのような包装食品を製造するための自動アセンブリラインは、一般に、包装食品を調理し殺菌するレトルトシステムを備えている。包装食品を殺菌するための従来のプロセスにおいて、最初に、パッケージに食品を充填し、密封する。その後、密封容器をバッチ形式の圧力調理器またはレトルト装置内で加熱して、包装製品を殺菌する。
これらの容器は密封されているので、容器が破裂しないようにパッケージを圧力下で加熱する必要がある。このことは、加熱されたときにパッケージの内容物により生じる圧力よりも高い圧力をパッケージの外部に加える必要のある、軟質または半硬質パッケージに特に当てはまる。これは、超過圧力と呼ばれ、一般に、ゲージ圧で10〜50psi(約69〜345kPa)の範囲にある。これらの高圧の要件のために、軟質および半硬質パッケージのための調理および殺菌プロセスは、密閉され、加熱中に加圧されるように設計されたバッチ式レトルト装置内で一般に行われる。これらの包装製品は通常、トレイ、カセット、または箱内に配置され、次いでこれらは所定の期間に亘りレトルト装置内に配置される。
レトルトシステムは、製品を調理するだけでなく、製品を殺菌するのにも使用できる。商業的な殺菌は、食品の変質を最小にしながら、ボツリヌス菌内生胞子を破壊するのに必要な最小温度として定義されている。商業的殺菌プロセスでは、ボツリヌス菌の個体群を12対数周期だけ減少させるのに十分な熱を使用する。商業的殺菌のための必要なレトルト加工時間は、食品のサイズおよび食品を調理し殺菌するのに必要な温度などの様々な変動要因に依存する。それゆえ、必要なレトルト加工時間は一般に、全加工時間に著しく寄与する。
レトルトプロセスの期間は、熱浸透試験により決定されるパッケージ内の最冷点を殺菌するのにかかる時間の長さに基づく。殺菌時間は通常、パッケージの最中心を適切な殺菌値まで加熱するのに要する時間に基づく。これは、これらのパッケージが、トレー、カセットまたは箱上のパッケージの最も外側が適切な温度に到達した後に、必要温度に到達する傾向にあるからである。このことは、トレーが互いに積み重ねられ、したがって、内側にあるパッケージほど、典型的なバッチ式レトルトシステム内にあるであろうから、適切な殺菌値に到達するのに時間が長くかかる場合に特に当てはまる。各パッケージは適切に殺菌されるが、トレーの外側周辺部のパッケージは、最中心にあるパッケージに対して過熱され、これにより、パッケージの内容物を加熱し過ぎたり、不均一に加熱調理したりすることになる。
調理/殺菌プロセスによる個々のパッケージのバッチ式加工は、多くの理由のために望ましくない。バッチ式加工が望ましくない理由の一つは、パウチ充填装置と調理/殺菌プロセスとの間の速度の不一致によるものである。パウチ充填装置は毎分600個のパッケージを充填できるが、調理/殺菌プロセスには著しく長い時間がかかる。それゆえ、個々のパッケージは、調理/殺菌プロセスによりパッケージが加工される前に、トレー、カセットまたは箱内に蓄積する。調理/殺菌プロセスによるバッチ式加工が望ましくない第二の理由は、従来のレトルトシステムが、加熱と冷却に多大な時間を要する大型装置を含むという事実によるものである。さらに、従来のレトルト装置内で加工される包装製品の容積は、トレー、カセット、箱の構造支持体が占める空間および個々のパッケージ間の空間のために、レトルト空間の10%未満しか占めない。
バッチ式レトルト処理において、加工される製品の質量は、搬送手段および加工装置両方の質量と比較して、10%未満である。このことは、加熱と冷却にかかるエネルギーの少なくとも90%が、バッチ式で運転されるレトルト加工システムにおいて浪費されることを意味する。搬送手段にバッチ式に装填される個々のパッケージのレトルト処理に関して、他にも問題がある。問題の一つは、トレー・ホルダ、パウチ・ラックまたはカセットなどの搬送手段が、製品のパッケージの寸法と形状に適合するように設計されていることである。それゆえ、異なるサイズと寸法のパッケージを使用する場合、互換性がない。他の問題には、各パウチを個別に取り扱わなければならないときに搬送手段を装填し取り外すのに要する時間に加え、カセット/搬送手段をレトルト装置に装填するのに要する労力または設備がある。
包装製品、特に缶詰製品の長くかかる殺菌および不均一な加熱の問題に対する解決策が、ミグノグナ(Mignogna)等の特許文献1において論じられている。この特許には、異なる殺菌加工要件のある熱処理可能な製品のパッケージを殺菌するためのプロセスおよびシステムが記載されている。缶詰製品を随意的な予熱ユニットに通過させ、次いで、その製品を、予熱、殺菌および冷却のためのタワーを持つ水圧調理器具に通過させるためのチェーン・ドライブ運搬システムが一般に開示されている。
ミグノグナの特許に開示されているような、缶詰食品の殺菌および調理のために今日用いられているような、タワー・ベースの水圧殺菌器では、運転と保全においてかかる多大な資本コストだけでなく、そのような殺菌器を運転するのに必要な物理的空間にも多大な資本コストを要する。従来の水圧殺菌器では、缶およびパッケージを殺菌器に通して移動させるのにチェーン・ドライブ・トレーまたは箱が使用される。これらのトレーを使用するには、殺菌器のタワーまたは脚部が、トレーを収容するのに非常に広いことが必要である。適切な圧力を達成するために、これらのタワーには、例えば、60から80フィート(18から24メートル)の高さなどの特定の高さ要件が必要とされる。ミグノグナの特許に開示されているような、缶詰食品の殺菌および調理のために今日用いられているようなプロセスには、軟質または半硬質パッケージについて、さらに高い高さが必要とされるであろう。これは、パッケージが破裂するのを防ぐために、軟質または半硬質パッケージの調理/殺菌に必要とされる超過圧力のために圧力要件が非常に高くなるからであり、このことは、さらにコストを増すことになる。
ここに引用される特許文献2には、個々のパッケージを連続熱処理するための方法および装置が記載されている。この出願には、ケーブル・ドライブ運搬機構を用いた水圧調理器具内で個々のパッケージを殺菌するためのシステムが開示されている。このシステムでは、バッチ式システムに見られた装填および取外しの問題は解決されているが、水圧を用いているので、上述したシステムと同じ問題を被る。
生産プロセスの効率も、典型的なレトルトプロセスに用いられているような伝導加熱により達成できるよりも速く、包装された食品を調理/殺菌できるエネルギー源を用いることにより、向上させることができるであろう。そのような公知のエネルギー源の一つはマイクロ波エネルギー源であり、それは、わずかな時間で適切なエネルギーを容易に提供できるであろう。特許文献3は、静水圧下でマイクロ波加熱を与え、それゆえ、機械的圧力ロックの必要性がなくなった装置に関する。この特許には、食品の連続調理/殺菌加工のために、蒸気の代わりにマイクロ波エネルギーを用いた典型的な水圧レトルト装置が記載されている。水圧レトルト装置において、高い殺菌温度での内部蒸気圧が蓄積するのを克服するのに十分な圧力を提供するために、高いタワーまたはハイドロ・レッグを構築する必要がある。任意の水圧レトルトシステムと同様に、この装置には、運転と保全においてかかる多大な資本コストだけでなく、軟質または半硬質パッケージの必要とされる圧力でそのような殺菌器を運転するのに必要な物理的空間にも多大な資本コストを要する。
特許文献4および5は、電磁エネルギーまたはマイクロ波エネルギーを用いた連続プロセスで食品を殺菌する方法に関し、特許文献6および7はそのための装置に関する。食品の個々の容器または個々の軟質パッケージが、個々の容器またはパッケージを殺菌するのに用いられるマイクロ波加熱セクションを囲み加圧する圧力装置を通して搬送される。特許文献5の方法は、連続プロセスではなく、それ自体、個々のパッケージをパレットに装填しなければならず、パレットを圧力装置内に装填し、圧力シール機構に通して、加圧チャンバに入れて出さなければならないので、現在のバッチ式殺菌システムの労力を必要とする。
特許文献6において、個々のパッケージは、マイクロ波透過性の一組の断熱コンベヤベルトの間で圧力装置を通して搬送される。断熱コンベヤベルトは、パッケージの厚さとほぼ等しい距離だけ互いから離間されており、パッケージが圧力装置のマイクロ波加熱セクションおよび温度保持セクションを通って移動するときに、個々のパッケージ内の熱を保持する。このシステムは、個々のパッケージが圧力装置の入出のための回転式ロックを通って通過できるようにするだけである。特許文献8には、マイクロ波を用いた固体または液体の包装製品を殺菌するためのプラントが開示されている。個々のパッケージは、異なる温度と圧力で別々に運転できる多数の管状部材に通して搬送される。
しかしながら、マイクロ波調理は一般に、食品全体に亘り均一に分布し一貫した調理を確実にすることに関連する難点などのいくつかの課題を提議する。この課題に取り組んでいる二つの特許は特許文献9および10である。特許文献9において、各製品ユニットは、電子エネルギーを透過させるケーシング内に入れられている。この製品ユニットは、電磁場内で加熱されたときに製品全体が均一な所望の温度に到達できるようにする流体媒質により囲まれている。特許文献10において、包装された食品は殺菌され、パッケージは、過圧状態でパッケージをマイクロ波エネルギーにより加熱することにより消毒されている。食品は、マイクロ波区域、加熱された非マイクロ波区域および冷却区域を移動する。これらの区域の全ての空気は、ファンにより動かされ、温度が自動調整されている。
米国特許第5301603号明細書
米国特許出願第10/131733号明細書
米国特許第3335253号明細書
米国特許第3889009号明細書
米国特許第5066503号明細書
米国特許第3961569号明細書
米国特許第5074200号明細書
米国特許第5750966号明細書
米国特許第3809845号明細書
米国特許第4999471号明細書
したがって、トレー、カセットまたは箱を使用した、バッチ式または水圧式を含む従来のレトルトシステムに関連するコストと時間の欠点を持たない軟質または半硬質パッケージの連続ウェブを殺菌するためのシステムおよび方法を提供することが望ましいであろう。個々のパッケージの構造支持体が少ない、そのようなシステムおよび方法では、殺菌のために熱エネルギーの任意の手段を用いることができるであろう。
さらに、殺菌装置が常に適切な殺菌温度と圧力にあり、パッケージの連続ウェブが機械的圧力ロックシステムを通って殺菌装置に入出するように移動できる、パッケージの連続ウェブを処理できるシステムおよび方法を提供することが望ましいであろう。
さらに、パッケージを搬送手段内に配置し、搬送手段を殺菌装置内に配置する追加の工程または労力を必要とせずに、パッケージの連続ウェブをパウチ充填ステーションから殺菌装置中に移動できるシステムおよび方法を提供することが望ましいであろう。それに加え、パッケージの一つの連続ウェブは、多数の個々のパッケージよりも、加工ライン内での制御がより容易であろう。
本発明は、製品の滅菌および/または殺菌のための方法に関する。この方法は、a)製品を収容している個々のパッケージの連続ウェブを提供し、b)連続ウェブを、入口用連続機械式圧力シールを通して、増大した圧力および温度を持つチャンバ中に移動させ、c)連続ウェブを、出口用連続機械式圧力シールを通して、圧力チャンバから排出する各工程を有してなる。入口用および出口用圧力シールは、ウェブの連続供給を行う。
パッケージの連続ウェブは、軟質材料、半硬質材料および軟質材料と半硬質材料との組合せからなる群より選択される材料から形成される。
連続ウェブを圧力シールおよび圧力チャンバに通して移動させるための機構は、クリップ・アンド・ケーブル機構、二重キャリヤベルトおよび一連のリールからなる群より選択される。
この方法はさらに、連続ウェブを第一の圧力シールに通してまたは圧力チャンバ内で移動させる前に、連続ウェブの部分を蓄積させる工程を含む。この方法はさらに、連続ウェブをチャンバ内の冷却領域に通して移動させる工程を含む。この方法はさらに、増大した圧力および温度をかけながら、連続ウェブ内の製品をかき混ぜる工程を含む。
入口および出口圧力シールは、回転ベルト・バルブ、連続回転ドア式圧力シールおよび分割バッフルシステムからなる群より選択される。
個々の軟質パッケージの連続ウェブは、食品加工ラインを通過するときに、連続ウェブが変形したり避けたりするのを防ぐための強化区域を含むように構成されている。
本発明はまた、パッケージの連続ウェブ内にある製品を滅菌および/または殺菌するための装置であって、a)上昇した圧力および温度を収容できるチャンバを備え、b)チャンバが、チャンバの入出のための入口と出口用の連続機械式圧力シールを持ち、c)チャンバからパッケージのウェブを入出させる連続供給のための機構を備えた装置に関する。
一つの圧力シールは、入口および出口圧力シールとして構成され、チャンバは、ウェブを圧力シールおよびチャンバを通して移動させるための機構を備えている。ウェブを圧力シールおよびチャンバを通して移動させるための機構は、クリップ・アンド・ケーブル機構、二重キャリヤ担体ベルトおよび一連のリールからなる群より選択される。圧力シールは、回転ベルト・バルブ、連続回転ドア式圧力シールおよびおよび分割バッフルシステムからなる群より選択される。
本発明はさらに、それぞれが連続管の形状にある対になった一組の軟質ベルトであって、同時に回転し、それによって、回転圧力シールを形成するように構成されたベルトを備えた圧力シールに関する。
本発明の別の実施の形態において、圧力シール収容システムは、少なくとも一つの圧力収容ループ、ユニットが所定の距離だけ離間して互いに接続されている複数のバッフル収容ユニット、および少なくとも一つの圧力チャンバを備えている。複数のバッフル収容ユニットは、ループ内で気密シールを形成し、パッケージの連続ウェブを少なくとも一つの圧力チャンバに入れて出すための連続通路を提供するようなサイズと形状のものである。
圧力シール収容システムは、加圧導管により互いに接続された、第一の圧力収容ループと第一の圧力チャンバと第二の圧力収容ループと第二の圧力チャンバとを備えていても差し支えない。第一の圧力チャンバは連続ウェブを取り囲む圧力を増加させ、第二の圧力チャンバはウェブを大気圧に戻す。
収容ユニットは、高温と高圧に耐えられる圧縮可能な材料から形成されており、形状は円柱形で、ハマグリの貝殻のように開くように形成されていて差し支えない。
多段階食品製造加工のためのシステムであって、a)食品を収容している個々のパッケージの連続ウェブを提供し、b)連続ウェブを、入口用連続機械式圧力シールを通して、圧力と温度が増加したチャンバ中に移動させ、c)連続ウェブを、出口用連続機械式圧力シールを通して圧力チャンバから排出するように移動させる各工程を有してなるシステムが提供される。
以上は、以下の本発明の詳細な説明をよりよく理解できるように、本発明の特徴および技術的利点の概要を多少広く記載してきた。本発明の特許請求の範囲の主題を構成する本発明の追加の特徴および利点を、以下に説明する。開示された概念および特定の実施の形態は、本発明の同じ目的を達成するための他の構造を改変または設計するための基礎として容易に利用されるであろうことが当業者には理解されよう。そのような同等の構成は、添付の特許請求の範囲に述べられた本発明の精神および範囲から逸脱するものではないことを当業者は理解すべきである。動作方法および構成の両方に関して、本発明に特徴的であると考えられる新規の特徴は、さらに別の目的および利点と共に、添付の図面と一緒に考えたときに、以下の説明からよりよく理解されるであろう。しかしながら、各図面は、例示と説明を目的として提供されたのであって、本発明の限定を定義することを意図したものではないことを明白に理解すべきである。
本発明をより完全に理解するために、図面と一緒に以下の説明を参照する。
本発明は、包装製品の連続ウェブを滅菌および/または殺菌するためのシステムおよび方法に関する。包装製品は、個々のパッケージが連続ウェブで接続されている、任意の軟質または半硬質パッケージもしくは軟質パッケージと半硬質パッケージとの組合せを含んでも差し支えない。当業者は、接続されたとは、個々のパッケージが一体接続、ミシン目接続または小さな取付部接続を有していても差し支えないことを意味するのが当業者には分かるであろう。連続ウェブは、個々のパッケージをクリップ・アンド・ケーブル機構に接続する、または個々のパッケージを連続ロープに取り付けることによって形成しても差し支えない。パッケージの少なくとも一部がマイクロ波エネルギー透過性であることが好ましい。パッケージの例としては、軟質パウチ、ヒートシールされた透明材料で覆われた仕分けトレー、ヒートシールされた材料で被覆されたご飯茶碗などのボール、および適切なカバーを備えたヨーグルト・カップなどのカップが挙げられる。説明は、ヒトやペットの食品に主に向けられているが、本発明の方法およびシステムは、医薬品、医療器具および農産物の製造にも同様に有用であり得る。
そのようなシステムおよび方法では、圧力下にある包装製品を滅菌および/または殺菌するために、蒸気、熱気、伝導加熱および熱放射などの任意の熱エネルギー源を用いても差し支えない。このシステムは、他の滅菌および/または殺菌プロセスと共に任意の熱エネルギー源を用いても差し支えない。好ましいエネルギー源はマイクロ波加熱であるが、蒸気とマイクロ波加熱または蒸気と熱気などの熱エネルギー源の任意の組合せを用いても差し支えない。熱エネルギー源としてマイクロ波エネルギー源を用いる場合、当業者は、マイクロ波加熱を取り巻くパラメータを知っているであろう。例えば、マイクロ波エネルギーでは、表面や製品全体が不均一に加熱されることが多々あり得る。さらに、製品は、マイクロ波エネルギーを適用したときに、加熱され易いように十分な含水量を有さなければならない。サセプタ・ライン食品パッケージでは、パッケージ内の食品を高温(例えば、350〜400°F(約177〜204℃))に到達させることができ、一方で、従来の包装材料内の食品は、低温(例えば、200〜275°F(約93〜135℃))に達する。多くの製造プロセスにおいて、食品は、マイクロ波の使用中に溶融したり、火花を出したり、変形したりしないものである、マイクロ波に適した容器またはパッケージ内に包装される。マイクロ波に適した容器は、マイクロ波加熱中すなわち調理中にその構造を維持する。
本発明は、個々のパッケージを加圧マイクロ波加熱チャンバにより処理したり、パッケージのウェブを水圧滅菌装置により処理したりするよりもむしろ、連続機械式圧力シールを介して加圧チャンバにより連続的に処理されるパッケージの連続ウェブを使用するという点で従来のレトルトシステムおよびマイクロ波滅菌システムの両方の公知の方法とは区別される。連続機械式圧力シールは、圧力シール機構が、水圧システムに基づいている圧力シールとは対照的に力学に基づいている、圧力シールに通してパッケージのウェブを連続的に動かす圧力シールである。パッケージの連続ウェブとしては、一体接続、ミシン目接続、小さな取付部接続、クリップ・アンド・ケーブル機構または連続ロープにより接続された、二つほど少ない個々に接続されたパッケージまたは相当な量の接続包装された製品が挙げられる。連続滅菌では、二つの理由のために、バッチ式滅菌のエネルギーの約四分の一しか使用しない。第一に、エネルギーは、トレーやカセット、コンベヤ、および滅菌装置を加熱するよりもむしろ、製品自体の滅菌/殺菌をし始める。第二に、本発明のシステムは、周期毎に加熱と冷却を行うこととは対照的に、滅菌/殺菌状態に連続的にとどまり、それゆえ、全体の滅菌/殺菌時間が減少する。さらに、連続システム中のパッケージは、ステンレス鋼製のカセットまたはトレーにより囲まれるよりもむしろ、加熱調理/殺菌プロセスに直接接して加工される。
本発明の方法およびシステムは、全てが密閉されたパッケージの連続ウェブ内に包装された、スナックやお菓子、医薬品、医療器具または農産物を含む、任意の流体、ゲル状、ドライ、モイスト、およびセミモイストのヒトおよびペット用の食品を製造加工するために使用できる。ヒトの食品としては、ソースに入れられた肉や野菜の塊、ソースの有無にかかわらずに肉塊または野菜片、ソースの有無にかかわらずにご飯またはパスタ製品、もしくはそれらの任意の組合せが挙げられる。しかしながら、以下に記載するプロセスは一般に、密封パウチ容器内に肉汁またはソースと共に包装されたセミモイストのぶつ切りタイプの食品に向けられている。ドライやモイストの食品、スナック食品およびペットフードを形成するプロセスは、食用製品を製造する当業者にはよく知られている。
図1に示されているブロック図は、湿ったまたは乾燥した高温高圧の環境で加工できるパッケージ内の食品を加工するための様々な工程の一つの実施の形態を示している。各工程は、食品加工設備内の自動化アセンブリラインを参照して記載される。しかしながら、自動化アセンブリラインは、ここに記載した本発明を実施するのに必要ではなく、工程の全てまたは一部を非自動化様式で行ってもよいことが理解されるであろう。本発明は、ここに記載した原理から恩恵を受けられるであろう、医薬品、医療器具または農産物などの他の製品の加工にも適用できることが理解されよう。
図1は、包装された殺菌製品(例えば、食品)を製造するための例示の加工システム10の一つの実施の形態を示している。議論する実施例において、食品は、肉製品、乳製品、デンプンベースの製品(例えば、ご飯、ドウ、パスタ)などであってよい。一般に、食品加工は、一種類以上の成分(例えば、肉)をホッパー12に投入することにより始まる。ポンプ14がホッパー12の内容物をミキサー16中に供給し、ここで、様々な他の成分を導入してもよい。例えば、出発成分を一種類以上の着色剤18、調味料20、および一種類以上のビタミン類22と混合するのが望ましいであろう。これらの成分は、得られる混合物全体に亘り全ての成分を適切に分布させるのに十分な期間に亘りミキサー16内で混ぜ合わされる。
次いで、このように得られた混合物をミキサー16から隣の適切な加工ステーションに移送してもよい。例えば、混合物を蒸気ジャケット24に通して移送してもよく、ジャケットは混合物に蒸気を注入して水分を導入するであろう。さらに、混合物が肉または小麦ベースの製品である場合、混合物を、製品の特定の形状とサイズを与えるように構成された成形/切断設備26に移送してもよい。この設備26から排出された後、成形/切断された製品に、適切な包装/密封装置30により包装される前に、さらなる加工28(例えば、栄養素、着色剤等の添加)を行ってもよい。
あるいは、ビーフ、チキン、ラム、子牛の肉、ポークまたは魚のサイコロ状塊などの、肉塊または肉片を、パッケージ中に、分配できるように出来合いの状態で提供することもできる。肉塊としては、任意の肉、家禽類、魚製品またはこれらの組合せが挙げられる。それゆえ、方法およびシステムのこの実施の形態において、肉調製モジュール(図示せず)が、様々な出来合いの肉片および/または野菜および/またはご飯およびパスタ製品の、食品加工の当業者に知られているであろう異なる製品それぞれについて適切なホッパー中への投入を含む。これらの製品の任意の追加の加工は、ホッパーまたは混合装置内で行われる。
パッケージ形成モジュールは、ヒートシール性連続プラスチックフイルムからパッケージを形成するために構成された別々であるが一体となった加工ラインを備えている(図2)。好ましいフイルムまたはパウチ材料が以下に論じられる。当業者に知られた典型的なパウチ形成プロセスにおいて、フイルムのロール32が提供され、このフイルムが、フイルムのシートを折り畳むためにプラウ34を通して供給される。折り畳まれたフイルム36の垂直側部が、必要であればパウチの底部と同様に密封される。このプロセスにより、個々のパッケージの連続ウェブ38が形成される。連続プラスチックフイルムの一部に、様々な食品に適切な文字や図柄が印刷することもできる。別の実施の形態において、加工ラインは印刷されていないフイルムを使用することもでき、ここで、加工ラインは、パウチ形成ラインの印刷システム部を通り抜けるときに、連続片にあるパッケージの各々の前面と背面に文字および図柄を刷り込むためのプログラム可能な高速印刷システム40を備えている。
パッケージを形成するための適切な材料としては、ポリエチレンテレフタレートフイルムまたはシート、ポリプロピレンフイルムまたはシート、発泡ポリプロピレン、および発泡ポリエチレンテレフタレートが挙げられる。半硬質包装材料の例としては、ボール紙、段ボール(マイクロフルート、E,F,CまたはB形フルートもしくは任意の他のフルート段ボール)、ボール紙容器、ポリエチレンテレフタレート(PET)などのプラスチックシートが挙げられる。ボール紙に、サセプタフイルム、PET、ポリプロピレンなどの多数のフイルムを貼り合わせても差し支えない。これらの材料は、水分の吸収を防ぐために、被覆または貼り合わせることもできる。どの形態のポリエステルも、半硬質または軟質材料として適しているであろう。パッケージの連続片を形成するための材料としては、熱可塑性合成樹脂、例えば、ポリ塩化ビニリデン(PVDC)またはエチレンビニルアルコールコポリマー(EVOH)などの酸素バリア性または防湿性の材料または層を含んでもよい。ここに引用する米国特許第4435344号明細書参照のこと。
食品生産ライン10は、肉調製および成形モジュール26の終わりに、または肉調製モジュールの終わりに、充填および密封モジュール30でパウチ形成ラインと合流する。充填および密封モジュール30で、当業者に知られているような電子制御式充填システム42が、パッケージの連続ウェブ内のパッケージ38Bの各々に一定量の食品を入れる。複数の充填ステーションを用いても差し支えない。その後、パッケージの頂部を密封する44。次いで、パッケージの連続ウェブ38を圧力チャンバ46に移送する。パッケージの連続ウェブ38が圧力チャンバ46を出た後、ウェブを作業箱62内に蓄積し、次いで、市販用の包装のために最終包装モジュール112に搬送する。
好ましい実施の形態において、食品を、パッケージ内に入れる前に予熱しても、充填されたパッケージを、圧力チャンバに入る前に予熱しても差し支えない。予熱の工程は、直接蒸気噴射またはジャケット加熱などの任意の熱プロセスにより行っても差し支えない。この予熱工程により、殺菌を行うのに要する時間が減少する。
図3に示すブロック図は、本発明の滅菌/殺菌プロセスの好ましい実施の形態の一つを示している。図3に示したように、連続ウェブ38が食品生産ライン10の充填および密封モジュール30を出た後、連続ウェブ38は、パウチ充填装置と滅菌/殺菌工程との間の速度の不一致を取り扱うための蓄積機構48を含む蓄積工程に入る。蓄積工程から、連続ウェブ38は、連続機械式圧力シール50を通って、滅菌/殺菌工程が行われる圧力チャンバ46に入る。圧力チャンバ46は、包装製品を加熱するための加熱機構52、包装製品を所望の温度に保持すめたの保持工程/機構54、および包装製品の連続ウェブ38を冷却するための冷却工程/機構56を備えている。代わりの実施の形態において、ウェブ38は加熱後に蓄積工程48に入っても差し支えなく、ここで、連続ウェブ38の蓄積セクションが単独の連続ウェブ38として冷却工程/機構56に入るであろう。その後、連続ウェブ38は、連続機械式圧力シール50を通って圧力チャンバ46に入る。連続機械式圧力シール50は、入口用および出口用圧力シールの両方として機能するように構成しても差し支えなく、または入口用および出口用連続圧力シールを二つの圧力シール機構50により提供しても差し支えない。圧力チャンバ46は、移行用連続機械式圧力シール50を含んでも差し支えない。
差圧のある状態での容器の入出の実施には現在、滑り弁、回転式エアロック弁または不連続プロセスを形成するゲート/ドアの組合せを使用している。熱加工に広く用いられている代替手法は、水柱に依存する水圧ロックを使用するものである。製品は、水柱の両側の重量/高さの差により、圧力チャンバ内の圧力差を維持する水柱を通して運ばれる。
上述したように、個々のパッケージの連続ウェブの加工に関する難点の一つは、パウチ充填装置と滅菌/殺菌工程との間の速度の不一致である。パウチ充填装置は、毎分600個のパッケージを充填することができ、一方で、滅菌/殺菌工程は、パウチ毎に2分ほどかかり得る。蓄積工程/機構48は、圧力チャンバ46による加工のために一つのストランドにパッケージを維持しながら、保持セクションに連続ウェブ38の一部を蓄積させることができる。蓄積機構48は、連続ウェブ38の一部を蓄積させることができるように設計されたものであれば、どのようなデバイスまたは装置であっても差し支えない。
ある実施の形態において、蓄積機構48は、少なくとも二つのリール58として構成することができ、連続ウェブ38の一部の幅と長さを収容できるように構成された任意のもっと多い数のリール58を有することもできる(図4)。リール58は、連続ウェブ38が圧力チャンバ46に入る前にウェブ38Aのセクションに蓄積され、圧力チャンバに最も近いリールが連続ウェブを圧力チャンバ中に供給する。リール58は、加熱工程後であって、冷却工程に入る前に、ウェブ38Aのセクションを蓄積させるのに使用して差し支えない。
あるいは、連続ウェブ38のセクション38Aは、パッケージが一つのストランドで装置から容易に引き出せる限り、一つまたは複数のゲーロード、作業箱、蓄積コンベヤ、ストアベヤ(store-veyors)および当業者に知られた他の方法を含む様々な装置内に蓄積して差し支えない。例えば、連続ウェブ38がリール58から引き出されるときに、そのリールは、作業箱62中の連続ウェブのセクション38Aを入れるコンベヤベルト60上に供給できる(図5)。次いで、連続ウェブのセクション38Aを収容している作業箱62を圧力チャンバ46に搬送し、ウェブ38を、連続機械式圧力シール50を通して、圧力チャンバ46中に供給する。さらに、多数のリール58を用いて、複数のウェブセクション38Aを圧力チャンバ46に同時に供給しても差し支えない。例えば、連続ウェブ38の4つのセクション38Aを、圧力シール機構50を通して、圧力チャンバ46中へと同時に処理しても差し支えない(図6)。別の実施の形態において、ループ手段(図示せず)を用いて、パッケージの連続ウェブを蓄積および/または保持しても差し支えない。ループ装置は、当該技術分野においてよく知られており、一般に、ケーブルまたはエアホースにより互いに連結されたケーブル・トロリーと呼ばれる一連の小さなトロリーからなる。ケーブル・トロリーは、ビームに平行に走るワイヤロープまたはチャンネルに沿って走る。パッケージの連続ウェブは、ケーブル・トロリー上のサドル上でループ状になっており、これにより、長い連続ウェブを比較的短い水平距離で蓄積および/または保持できる。
本発明の連続機械式圧力シール50は、一つ以上のウェブ38を圧力チャンバ46に入れて出す連続通過を行う。本発明の連続機械式圧力シール50は、いくつかの異なる構成を含んで差し支えなく、任意の形状または形態のパッケージを収容するように変更することができる。ある実施の形態において、回転ベルト・バルブ64が、入口用および出口用連続機械式圧力シール50として用いられる(図6)。回転ベルト・バルブ64は、軟質ベルト材料から形成することができる。ある実施の形態において、回転ベルト・バルブ64は、軟質の独立気泡または粘弾性気泡材料から形成することができる。あるいは、回転ベルト・バルブ64は、軟質ゴム状材料から形成され、液体などの展性材料が充填されたまたはガス/空気で加圧された一対の軟質気泡から形成しても差し支えない。回転ベルト・バルブ64は、ベルト66,68を通過するときに、連続ウェブ38の個々のパッケージの周りに密接に従うことにより圧力シールを形成する一対の軟質ベルト66,68を備えている。ベルト66,68は、大型トラクタのタイヤのチューブに似ており、細長い矩形を有することが好ましい。各ベルト66,68は、外面と内面70,72、第一と第二の端部74,76、および第一と第二の側部78,80を有する。ベルト66,68は、第一と第二の側部78,80に対して平行なX軸82および第一と第二の端部74,76に対して平行なY軸84も有する。
離間した一組のローラ86A,86Bは、X軸82と平行に整合されたベルト66,68の各々の内面72に配置されている。一組目のローラ86Aは各ベルト66,68の第一の側部78に平行に隣接しており、二組目のローラ86Bは第二の側部80に平行に隣接しており、ベルト66,68の第一と第二の側部78,80の間に張力を生じさせている。組となったローラ86A,86Bは、各ベルト66,68がX軸82に対して平行な軸の周りに回転できるように構成されている。二つのベルト66,68は上下に積み重ねられており、要求されるように製品の任意の形状、形式またはピッチに従えるはさみのない圧力シール区域を形成する。二つのベルト66,68は、連続ウェブ38がベルト66,68の第一の側部78の間に引き込まれ、回転ベルト・バルブ64を通り、ベルト66,68の第二の側部80の間から排出され、圧力チャンバ46中に入るように、互いに逆回転している。連続ウェブ38は、Y軸84に対して平行かつX軸82に対して垂直に回転ベルト・バルブ64を通過する。機械式回転ベルト・バルブは、自己供給バルブおよび機構である。回転ベルト66,68は、非常に高いターンダウン比のものであって差し支えなく、毎分数フィートまたは連続食品生産ラインに要求されるであろう回転速度の限界までで走行できる。ベルト66,68のローラ86A,86Bは、回転力学の当業者に公知の任意の回転駆動機構により駆動しても差し支えない。
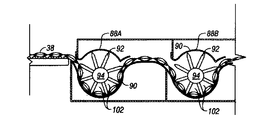
連続機械式圧力シール50の別の実施の形態は、中心軸に取り付けられた多数のドア部材92がその内部で回転する、二つの向かい合ったほぼ半円形の壁90を持つ、回転ドアに似たように形成された回転ドア式圧力シール88である。ドア部材92の外縁96は、ほぼ半円形の壁90の内面98に対してぴったりと合う(図7および8)。ドア部材92のピッチは、連続ウェブ38にある個々のパッケージ38Bのピッチと一致し、したがって、各ドア92の外縁96は、ウェブ38にある各個々のパッケージ38Bまたは個々のパッケージの群の間にあるシール100でウェブ38を供給する。ドア部材92の回転により、ドア部材92の各々の間の区画102中にウェブ38を連続供給することができ、その地点から、回転ドア式圧力シール88のドア部材92の回転により、連続ウェブ38が、圧力チャンバ46のための効果的なシールを維持しながら、圧力チャンバ46中に運ばれる。図7の回転ドア式圧力シール88は、大気と圧力チャンバ46との間の圧力差がゲージ圧で30psi(約207kPa)以下であるときに使用することが好ましい。圧力差がそれより大きい場合、図8に示したような、連続した二つの回転ドア式圧力シール機構88A,88Bを使用することが好ましいであろう。第一の回転ドア式圧力シール88Aはゲージ圧で0から25psi(約172kPa)までの圧力を保持でき、第二の圧力シール88Bは、ゲージ圧で25psi(約172kPa)から50psi(約345kPa)までの圧力を保持できる。
圧力チャンバ46に入る際に、包装製品の連続ウェブ38は、包装された内容物と実質的に接触した状態に包装材料を維持するのに十分な空気圧にさらされる。少なくともある程度の圧力を加熱工程と冷却工程の両方に維持すべきである。これは、圧力が上昇するとパッケージが破裂して開いてしまうので、パッケージ内の圧力の上昇をつり合わせるために必要である。例示の実施の形態において、空気圧は、ゲージ圧で約10から50psi(約69から345kPa)、好ましくは、ゲージ圧で約15から40psi(約103から276kPa)、より好ましくは、ゲージ圧で約20から35psi(約138から248kPa)であり、これは、熱プロセス中に蒸気の膨張から生じるパッケージ内の内圧を少なくとも実質的に平衡させるのに十分な量であるべきである。加熱中に外圧を加えると、内容物の膨張が制限されるので、包装された内容物の形状および構造が保存される。この外圧は、パッケージをその内容物と接触した状態に維持することにより、熱エネルギーのパッケージの内容物への伝達をより効率的かつ均一にするのにも役立つ。
ある実施の形態において、圧力チャンバ46は第一と第二の領域104,106および三つの連続機械式圧力シール50を備えている(図9)。圧力チャンバ46の第一の領域104に入る際に、パッケージの連続ウェブ38は、熱エネルギー源108にさらされる。熱エネルギー源108は、約110から140℃の温度範囲を提供することが好ましい。連続ウェブ38の個々のパッケージ38Bは、パッケージの内容物が完全に滅菌および/または殺菌されるのを確実にするのに十分な時間に亘り第一の領域104内に留まる。包装製品が第一の領域104内に保持される期間は、食品の温度を上昇させるための時間および滅菌および/または殺菌に必要な所望の温度で食品を保持する時間の両方を含んで差し支えない。別の実施の形態において、圧力チャンバ46は三つ以上の領域を含むこともできる。例えば、第一の領域はパッケージの連続ウェブ38を予熱するために設けられ、第二の領域は加熱工程のために設けられ、第三の領域は保持工程のために設けられ、第四の領域は冷却工程のために設けられる。冷却工程は、複数の領域で行ってもよい。
当業者に容易に認識されるように、滅菌および/または殺菌を確実にするのに必要な時間は、加えられる熱エネルギーの量、第一の領域の体積、製品のタイプ、パッケージ内容物の寸法(例えば、厚さ)などを含む多くの異なる要因により異なる。
この第一の領域104において、ウェブ38は、各パッケージ38Bの実質的に全てが熱伝達媒質108にさらされるような様式で保持されることが好ましい。パッケージは加熱工程中に重複したり積み重ねられていないので、パッケージが目標温度に達するのにかかる時間が少なくなり、加熱時間が減少するであろう。加熱工程後であり、適切な滅菌または殺菌を行うのに必要な保持時間中に、ウェブ38は、冷却のために第二の領域106中に直接一つのストランドとして引き込まれるまで上述したように蓄積装置内に保持しても、または移行用連続機械式圧力シール50を通して冷却のための第二の領域108に通過しても差し支えない。再度、ウェブ38は、冷却時間を最短にするために、パッケージを重複させたり積み重ねたりせずに、冷却媒体にさらされる。
圧力チャンバ46を通して搬送されているパッケージの連続ウェブ38の部分が一旦適切な熱曝露を受けて適切な滅菌および/または殺菌を確実に行ったら、ウェブ38の部分が、冷却期間のための圧力チャンバ46の第二の領域106中に動かされる。何故ならば、パッケージの内容物は熱曝露後の相当な熱を保持しているからである。冷却期間の長さは、内容物が、外圧が除かれた際に、個々のパッケージが蒸気の膨張により増大した内圧のために破壊しないように十分に冷却されるようなものである。図9に示した実施の形態において、パッケージの連続ウェブ38は、圧力チャンバ46の第一の領域104を通り、移行用機械式圧力シール50を通って、圧力チャンバ46の第二の加圧された冷却領域106に搬送される。圧力チャンバの異なる領域は、他の手段により分離しても、領域を分離する必要がないように構成しても差し支えないので、圧力チャンバ46は移行用機械式圧力シール50を備える必要はない。
第二の領域106内の圧力は、第一の領域104内の圧力と同じ圧力であっても、第一の領域の圧力より大きいか小さくてもよい。いずれにせよ、パッケージの内容物の温度が、個々のパッケージが大気圧に戻されたときに破裂しないことを確実にするように十分に冷却されるまで、パッケージに外圧が加えられる。
パッケージの内容物の温度を低下させるために、スプレー・クーラー、水または液体窒素/二酸化炭素の使用などのどのような冷却機構を使用しても差し支えない。冷却機構として水を使用する場合、水を予熱領域に再循環させることができ、そこで、水の持つ熱を、加熱工程の前のパッケージを予熱するのに使用できる。本発明のシステムおよび方法は、パッケージが他のシステムにおけるよりもずっと急速に冷却されるように設計されている。この短くなった冷却により、多数の利点が得られる。利点の一つは、パッケージの内容物の劣化が防がれることであり、このことは、生体活性成分を含む医薬品にとって重要である。第二の利点は、冷却時間が短くなったことにより、パッケージの連続ウェブの全加工時間が短くなることである。
図9に示した実施の形態において、パッケージの連続ウェブ38は、圧力チャンバ46から出口連続機械式圧力シール50を通してパッケージの連続ウェブ38を搬送することにより、大気圧に戻される。チャンバ46から出る際に、パッケージの連続ウェブ38に、任意の所望の最終加工工程、例えば、図2に示されているような最終包装モジュール111が施される。このモジュールは、商品流通に適したように、乾燥、連続ウェブからのパッケージの分離、酸素バリア材料および/または防湿材料から製造された上包みの施用、適切な箱または容器内への殺菌パッケージの配置などを含んで差し支えない。
図3のブロック図に示されているように、圧力チャンバ46は、二つの領域104,106を持つ一つの圧力チャンバおよび二つの圧力シール機構50を備えることができる。この実施の形態において、ウェブ38は、各パッケージの実質的に全てが適切な滅菌または殺菌を行うのに必要な時間に亘りエネルギー源に曝露されるように加熱領域104内に保持される。圧力チャンバ46を通して搬送されているパッケージの連続ウェブ38の一部が適切な熱曝露を受けた後、ウェブの一部が冷却期間のために圧力チャンバ46の第二の領域106中に動かされる。チャンバ46に入る際に、パッケージの連続ウェブ38に、上述したような任意の所望の最終加工工程を施してもよい。
図13は、圧力シール機構50を一つしか用いていない圧力チャンバ46を示している。この実施の形態において、パッケージの連続ウェブ38は、一つの圧力シール機構50を通って圧力チャンバ46に入って出るケーブル機構112に取り付けることができる。連続ウェブ38の一部が、各パッケージの実質的に全てが、適切な滅菌または殺菌を行うのに必要な時間に亘りエネルギー源に曝露されるように加熱領域104内に保持される。圧力チャンバ46を通って搬送されているパッケージの連続ウェブの部分が適切な熱曝露を受けた後、ウェブ38の部分は、冷却期間のために圧力チャンバ46の第二の領域106中に動かされる。チャンバ46を出る際に、パッケージの連続ウェブ38に、上述したような任意の所望の最終加工工程を施してもよい。
本発明において、包装材料が変形したり裂けたりせずに、全食品加工ラインによりパッケージの連続ウェブを効果的に引き込むように構成された機構を有することが望ましい。ある実施の形態において、米国特許出願第10/131733号明細書に開示されているような、クリップ・アンド・ケーブル機構を用いても差し支えない。’733号の出願には、パッケージの連続ウェブを、レールアセンブリおよびクリップアセンブリを備えたケーブルまたはレールに取り付けるための独特なパッケージクリップが記載されている。レールアセンブリは、レールまたはトラック上を移動できるようにトラック溝を有するかまたは直線形状であることが好ましい。このレールアセンブリは、レール頭部に摺動性取付アームが配置されている。摺動性取付アームは、スプリング力が取付アームを閉じた位置に保持するようにスプリング駆動されている。パッケージクリップは、取付アームを開いた位置に移動させ、取付アームのフック部分をケーブルの周りに配置することによりケーブルに取り付けられる。スプリングの張力により、フックがケーブルに係合する。パッケージの連続ウェブがパッケージクリップに取り付けられ、パッケージクリップがケーブルに取り付けられた後、パッケージの連続ウェブは、圧力チャンバを通して単に搬送される。クリップ・アンド・ケーブル機構に取り付けられた個々のパッケージは、本発明において考えられているようなパッケージの連続ウェブを形成することができる。
パッケージ材料が全食品加工ラインを通して引っ張られるときに変形したり裂けたりするのを防ぐために、ウェブにあるパッケージの頂部のシール区域の表面に高温、高引張強さのプラスチックロープを溶着することができる。プラスチックロープは、パッケージの頂部シール区域の表面に溶融されるであろう。プラスチックロープを用いて個々のパッケージを一緒に取り付けて、本発明において考えられているパッケージの連続ウェブを形成しても差し支えない。このロープは、パッケージのストリップ・セグメントのための取っ手を提供し、セグメントから個々のパウチを取り外し、個々のパッケージを開くための容易な引き裂き開始部を提供するために、包装モジュールで、必要に応じて切断し、成形しても差し支えない。あるいは、パッケージを形成するのに使用されるフイルムの縁を、連続ウェブの頂部に沿って連続したプラスチックバンドにより強化しても差し支えない。使用する引っ張り機構にかかわらず、ウェブを一定に供給するように構成されており、これはウェブを搬送機構に連続して付けているであろう。
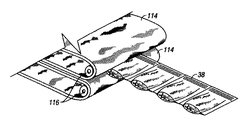
別の実施の形態において、二重キャリヤベルト114を、連続ウェブ38の搬送機構として用いることができる。二重キャリヤベルト114は、連続ウェブ38を正確に位置決めするバネ荷重テンション装置116およびウェブをトリック機構に付ける必要をなくす自己供給機構を含む(図10)。二重キャリヤベルト114は、任意の軟質ベルト材料から形成しても差し支えない。ある実施の形態において、ベルト114は、軟質ゴム状材料から形成し、液体を充填するかまたはガス/気体で加圧しても差し支えない。あるいは、キャリヤベルト114は、軟質の独立気泡または粘弾性気泡材料から形成しても差し支えない。
キャリヤベルト114が軟質独立気泡または粘弾性気泡材料から形成されている場合、一連の二重キャリヤベルト118を、連続ウェブ38のための圧力制御および熱伝達機構として用いても差し支えない(図11)。一連の二重ベルト118は、連続ウェブの周りに三次元空洞120を形成するように構成されている。粘弾性ポリマー発泡体から形成されることが好ましい独立気泡には、冷却中およびコンベヤ滑車の周りで曲げられている最中に柔軟性を維持するために、高い熱伝達係数および加熱のための製品の目的殺菌温度より高い沸点並びに製品の目的冷却温度より低い凝固温度を持つゲルを充填することができる。連続ウェブ38は、連続機械式圧力シール50を通って圧力チャンバ46内の一組目の二重キャリヤベルト118A中に入り、そこで、パッケージの内容物が適切な殺菌値まで加熱され、次いで、ウェブ38は、パッケージを適切な冷却温度まで冷却する二組目の二重キャリヤベルト118Bを通過する。圧力チャンバ46を出る際に、連続ウェブ38には上述したような任意の所望の最終加工工程が施される。この実施の形態において、圧力チャンバは、入口用、出口用および移行用圧力シール50として、一つ、二つまたは三つの圧力シール機構を用いても差し支えない。
連続ウェブを圧力チャンバに通して移動させる代わりの実施の形態は、連続ウェブ38が巻き付く一連の平行リール122を含む。一連のリール122により、滅菌/殺菌プロセスを減速させずに、連続ウェブ38のより大きなセクションを圧力チャンバ46内により長く滞在させることができる。さらに、様々なリール122を通るときの連続ウェブ38の上下の動きにより、連続ウェブ38にある個々のパッケージ38B内の製品がかき混ぜられる。このかき混ぜにより、製品中の冷たい場所と熱い場所との間の熱伝達が促進される。これによって、より均一に加熱ができ、加熱周期が短くなり、温度勾配が減少する。圧力チャンバ46の第一の領域104内にある第一群のリール122Aは、適切な滅菌および/または殺菌を確実にするために必要とされる熱曝露を提供するように構成されたマイクロ波マグネトロン素子124を備えている。マイクロ波ではない熱エネルギーを使用する場合、熱源は、オーム加熱などの抵抗加熱、または熱伝達装置による伝導加熱を含んで差し支えない。
図12に示した例示の実施の形態において、パッケージの連続ウェブ38は、圧力チャンバ46の第一の領域104を通り、移行用連続機械式圧力シール50を通って、第二の加圧冷却領域106に搬送される。圧力チャンバ46の第二の冷却領域106内にある第二群のリール122Bは、パッケージを適切な冷却温度まで冷却するのを助ける冷却素子を含んでも差し支えない。圧力チャンバ46を出る際に、連続ウェブ38には、上述したような任意の所望の最終加工工程が施されるであろう。
ウェブ38を圧力チャンバに入れて出す連続通過を行う本発明の連続機械式圧力シールの別の実施の形態は、分割バッフルシステム126として一般に記載された装置である(図14〜17)。圧力シール収容システムは、少なくとも一つの圧力収容ループ128、ユニットが互いに所定の間隔だけ離間して接続されている複数のバッフル収容ユニット132、および少なくとも一つの圧力チャンバ50Aを備えている。複数のバッフルユニット132は、ループ内に気密シールを形成し、パッケージの連続ウェブ38を少なくとも一つの圧力チャンバ50Aに入れて出す連続通過を行うようなサイズと形状である。
分割バッフル圧力収容システム126は、複数の連続したバッフル収容ユニット132を持つ二つの圧力収容パイプループ128,130からなる。圧力収容システム126の一部は、二つのパイプループ128,130を相互連結する加圧導管も含む。連続した一連の分割バッフル132は、ウェブ38を、パッケージの連続ウェブ38を取り囲む圧力を増加させるための第一の圧力チャンバ50Aを含む第一パイプループ128に通し、その後さらに加工するために、第二の連続した一連の分割バッフル132がウェブ38を、パッケージの連続ウェブ38を大気圧に戻すための第二の圧力チャンバ50Bを含む第二の連続パイプループ130から出す。分割バッフルシステムは、ウェブ38を連続的に供給する。
分割バッフル132は、一般に、形状が楕円形、円形または矩形であって差し支えなく、ハマグリの貝殻のように開くように構成されていることが好ましい(図16,17)。連続ループのバッフル134は、高温と高圧に耐えることのできる材料から形成された軟質チェーンまたはロープ136により互いに連結されている。ある実施の形態において、連続ループのバッフル134は、第一と第二の離間されたトラクション・ホイール138,140または連続チェーン駆動ループの当業者に公知の他の機構によりパイプループ126,130を通して移動させることができる(図15,16)。連続ループ134のバッフル132は、パッケージの連続ウェブ38のサイズ、形状および重量に応じて所定の間隔だけ互いから離間している。各バッフル132の内部142は、パッケージの連続ウェブ38の一部を収容するように構成されており、閉じられたときに、連続ウェブ38がバッフル132の動きによりパイプ128,130の一部に沿って動かされるようにバッフル132内にウェブ38の一部を取り込む(図16,17)。
バッフル収容ユニット132は、高温と高圧に耐えることの出来る圧縮可能な材料から形成されることが好ましい。そのような材料の例には、ポリスチレン発泡体、デュポン・ダウ・エラストマーズ・エル・エル・シー(DuPont Dow Elastomers L.L.C.)によるVITON(登録商標)などのフルオロエラストマー材料またはデュポン(DuPont)によるTELFON(登録商標)AFなどのフルオロポリマーである。バッフル132は、システム126のための圧力収容装置しても機能する。バッフル132は、バッフル132Aの外面およびパイプループ128A,130Aの内壁が、パッケージの連続ウェブ38が第一の圧力チャンバ50Aを出て、加熱調理/殺菌装置144へと続いた後に圧力収容システム126の第一と第二のパイプループ128,130内に上昇した圧力を維持するために、気密シールを形成するようなサイズと形状である。あるいは、パイプループの内壁に圧縮可能な材料をライニングを施しても差し支えなく、バッフルは圧縮できない材料から形成されていてもよい。
図15および16に示されているように、第一のパイプループ128は、出口148と入口150をパイプループ128に提供する、第一のトラクション・ホイール138に隣接した開放部分146を含む。各バッフル132は、出口148を通過するときに、ウェブ38の一部を捕獲するのに備えて開く。ウェブ38にあるパッケージが充填され密封され、必要に応じて予熱工程により加工された後、連続ウェブ38は、ウェブ38の一部を捕獲し、その後、出口150を通過してパイプループ128の第一の部分128Bに入る前に閉じる開いたバッフル132Bに向けられる。閉じたバッフル132は、連続ウェブ38を、パイプループ128の第一の部分128Bを通り、第一の圧力チャンバ50A中に引き込まれる。一旦第一の圧力チャンバ50A内に入ったら、各バッフル132は回転し、開き、ウェブ38を圧力チャンバ50Aの下側表面154に沿って平行に整合されて位置するコンベヤ152上に配置することが好ましい。バッフル132が、連続ウェブ38の選択部分を圧力チャンバ50A中に解放した後、再度回転し、第一の圧力チャンバ50Aを出るときに閉じることが好ましい。バッフル132は第一のパイプループ128を回り続けるので、バッフルの開口部が、ウェブ38の追加の部分を第一の圧力チャンバ50A中に連続して引き込むために、パイプ128の出口を通り抜けるときに開く位置にあるように上方に向くように回転することが好ましい(図15)。
コンベヤ152は、ウェブ38を第一の圧力チャンバ50Aに通して、ウェブ38にあるパッケージの内容物を滅菌および/または殺菌するための熱エネルギー装置144にウェブ38を通す加圧導管154中に動かす。熱エネルギー装置144がマイクロ波エネルギーを使用することが好ましい(図14)。
保持工程および冷却工程などのさらなる加工工程後、加圧導管154は、連続ウェブ38を、第一のパイプループ128の逆の配置にある第二のパイプループ130の第二の圧力チャンバ50B中に供給する。第二の圧力チャンバ50Bは、ウェブ38にあるパッケージを大気圧に戻す。第二のパイプループ130において、バッフル132は、第二の圧力チャンバ50Bに入るときに開き、大気圧に戻った後にパッケージの連続ウェブ38の一部を捕獲する。バッフル132は、第二の圧力チャンバ50Bを出るときに閉じ、パッケージの連続ウェブ38を第二のパイプループ130の端部130Bに通し、第二のパイプループ130の出口156から出す。その後、バッフル132は開いて連続ウェブ38を、ウェブ38を最終加工地に搬送する別のコンベヤ158に配置する。バッフル132は閉じ、ウェブ38を第二の圧力チャンバ50Bに連続的に移動させるために、第一のトラクション・ホイール138Aにより第二のパイプループ130の入口160に引き込まれてループ130を回り続ける(図14)。
代わりの実施の形態において、パッケージの連続ウェブは、製品の内容物として類似の誘電損失材料を含有する、配合液などの誘電損失材料の連続「チューブ」または容器により包まれていてもよい。容器は、使い捨てのマイクロ波透過性ラップおよびパッケージの連続ウェブからなって差し支えなく、ここで液体がラップとウェブの間に位置している。外側のラップが、個々のパッケージの幾何学形状を特定の形状(非常に長いストッキング)に画成するように機能する。透過性ラップは、各パッケージの表面、縁および角部の不均一な加熱特性を減少させる。この外側ラップは、連続パッケージが圧力チャンバの冷却部分に到達する前に取り除かれるであろう。
本発明とその利点を詳細に説明してきたが、添付した特許請求の範囲により定義された本発明の精神および範囲から逸脱せずに、様々な変更、置換および改変をここに行えることが理解されよう。さらに、本発明の範囲は、この明細書に記載したプロセス、機械、製造、物質の組成、手段、方法および工程の特定の実施の形態に制限することを意図していない。当業者には本発明の開示から容易に分かるように、ここに記載した対応する実施の形態の実質的に同じ機能を果たすまたは実質的に同じ結果を達成する、既存のまたは後に開発される、プロセス、機械、製造、物質の組成、手段、方法、または工程を本発明にしたがって用いてもよい。それゆえ、添付の特許請求の範囲は、そのようなプロセス、機械、製造、物質の組成、手段、方法、または工程を本発明の範囲に含むことを意図している。
10 加工システム
12 ホッパー
14 ポンプ
38 パッケージの連続ウェブ
42 充填システム
46 圧力チャンバ
48 蓄積機構
50 圧力シール
52 加熱機構
58,122 リール
60 コンベヤベルト
86 ローラ
112 包装モジュール
12 ホッパー
14 ポンプ
38 パッケージの連続ウェブ
42 充填システム
46 圧力チャンバ
48 蓄積機構
50 圧力シール
52 加熱機構
58,122 リール
60 コンベヤベルト
86 ローラ
112 包装モジュール
Claims (21)
- 製品を滅菌および/または殺菌する方法であって、
a) 前記製品を含有する個々のパッケージの連続ウェブを提供し、
b) 前記連続ウェブを、入口用連続機械式圧力シールを通して、増加した圧力と温度を持つ圧力チャンバ中に入れ、
c) 前記連続ウェブを、出口用連続機械式圧力シールを通して、前記圧力チャンバから出す、
各工程を有してなることを特徴とする方法。 - 前記入口用と出口用の圧力シールにより前記ウェブを連続供給することを特徴とする請求項1記載の方法。
- 前記パッケージの連続ウェブが、軟質材料、半硬質材料および軟質材料と半硬質材料との組合せからなる群より選択される材料から形成されていることを特徴とする請求項1記載の方法。
- 前記連続ウェブを前記圧力シールおよび前記圧力チャンバに入出させる機構が、クリップ・アンド・ケーブル機構、二重キャリヤベルトおよび一連のリールからなる群より選択されることを特徴とする請求項1記載の方法。
- 前記連続ウェブを第一の圧力シールまたは前記圧力チャンバに入れる前に、該連続ウェブの一部を蓄積する工程をさらに含むことを特徴とする請求項1記載の方法。
- 前記連続ウェブを前記チャンバ内の冷却領域に通す工程をさらに含むことを特徴とする請求項1記載の方法。
- 前記入口用と出口用の圧力シールが、回転式ベルト・バルブ、連続回転ドア式圧力シールおよび分割バッフルシステムからなる群より選択されることを特徴とする請求項1記載の方法。
- 前記連続ウェブ内の製品を、前記増加した圧力と温度を加えながら、かき混ぜる工程をさらに含むことを特徴とする請求項1記載の方法。
- 前記個々の軟質パッケージの連続ウェブが、食品生産ラインを通るときに、該連続ウェブが変形したり裂けたりするのを防ぐための強化区域を含むように構成されていることを特徴とする請求項1記載の方法。
- パッケージの連続ウェブ内の製品を滅菌および/または殺菌するための装置であって、
a) 圧力と温度の増加を収容できるチャンバを備え、
b) 前記チャンバが、該チャンバの入口用と出口用の連続機械式圧力シールを有しており、
c) 前記チャンバからパッケージのウェブを連続供給するための機構を備えている、
ことを特徴とする装置。 - 一つの圧力シールが入口用と出口用の圧力シールとして構成されていることを特徴とする請求項10記載の装置。
- 前記チャンバが、前記ウェブを前記圧力シールおよび前記チャンバ中で移動させるための機構を含むことを特徴とする請求項10記載の装置。
- 前記ウェブを前記圧力シールおよび前記チャンバ中で移動させる機構が、クリップ・アンド・ケーブル機構、二重キャリヤベルトおよび一連のリールからなる群より選択されることを特徴とする請求項12記載の装置。
- 前記圧力シールが、回転式ベルト・バルブ、連続回転ドア式圧力シールおよび分割バッフル・システムからなる群より選択されることを特徴とする請求項10記載の装置。
- 一対の軟質ベルトを有してなる圧力シールであって、
前記ベルトの各々が連続管の形状にあり、
前記ベルトが同時に回転し、それによって、回転式圧力シールを形成するように構成されていることを特徴とする圧力シール。 - 圧力シール収容システムであって、
少なくとも一つの圧力収容ループ、
所定の間隔だけ離間して互いに連結された複数のバッフル収容ユニット、および
少なくとも一つの圧力チャンバ、
を有してなり、前記複数のバッフル収容ユニットが、前記ループ内で気密シールを形成し、パッケージの連続ウェブの前記少なくとも一つの圧力チャンバの入出の連続通過が行われるようなサイズおよび形状であることを特徴とする圧力シール収容システム。 - 前記収容システムが、加圧導管により互いに連結された、第一の圧力収容ループと第一の圧力チャンバと第二の圧力収容ループと第二の圧力チャンバとを備えたことを特徴とする請求項16記載の圧力シール収容システム。
- 前記第一の圧力チャンバが前記連続ウェブを取り囲む圧力を増加させ、前記第二の圧力チャンバが前記ウェブを大気圧に戻すことを特徴とする請求項17記載の圧力シール収容システム。
- 前記収容ユニットが、高温と高圧に耐えることのできる圧縮可能な材料から形成されていることを特徴とする請求項16記載の圧力シール収容システム。
- 前記収容ユニットが、円筒形状であり、ハマグリの貝殻のように開けるように構成されていることを特徴とする請求項16記載の圧力シール収容システム。
- 多工程食品加工システムであって、
a) 前記食品を含有している個々のパッケージの連続ウェブを提供し、
b) 前記連続ウェブを、入口用連続機械式圧力シールに通して、増加した圧力と温度を持つ少なくとも一つの圧力チャンバに入れ、
c) 前記連続ウェブを、出口用連続機械式圧力シールに通して、前記少なくとも一つの圧力チャンバから出す、
各工程を有してなることを特徴とするシステム。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US49475403P | 2003-08-13 | 2003-08-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005118033A true JP2005118033A (ja) | 2005-05-12 |
Family
ID=34135352
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004235884A Pending JP2005118033A (ja) | 2003-08-13 | 2004-08-13 | 包装製品を連続加工するための方法および装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20050123435A1 (ja) |
| EP (1) | EP1512332A2 (ja) |
| JP (1) | JP2005118033A (ja) |
| AU (1) | AU2004203861A1 (ja) |
| CA (1) | CA2477824A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013208058A (ja) * | 2012-03-30 | 2013-10-10 | Kiyotsune Shino | 連続加熱方法および前記方法を用いた密封食品の製造装置 |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005011868A1 (de) * | 2005-03-15 | 2006-09-21 | Fritz Kortschack | Verfahren zur Behandlung von Lebensmitteln, insbesondere zum Haltbarmachen von frischen Wurst- oder Fleischwaren |
| FR2891704B1 (fr) * | 2005-10-06 | 2009-05-01 | Bonduelle Sa Ets | Procede de traitement, notamment de sterilisation et/ou de pasteurisation. |
| FR2892387B1 (fr) * | 2005-10-20 | 2008-04-11 | Christian Potier S A Sa | Procede de conditionnement de produits alimentaires en emballages souples allonges |
| GB2432099A (en) * | 2005-11-14 | 2007-05-16 | Mars Inc | Thermal stabilization of packaged foodstuffs |
| RU2328375C2 (ru) * | 2005-12-06 | 2008-07-10 | Андрей Николаевич Плаксунов | Способ формования изделий из вспенивающихся полимеров с использованием микроволнового излучения |
| US20070181563A1 (en) * | 2006-02-05 | 2007-08-09 | Clean Baking Products, Bvba | Plastic food processing utensils comprising a magnetically susceptible component, methods of using, methods of making, and products and apparatus comprising same |
| SE529732C2 (sv) * | 2006-03-21 | 2007-11-06 | Tetra Laval Holdings & Finance | Sätt att förpacka och i hållbarhetsförlängande syfte värmebehandla ett livsmedel |
| NL1031750C2 (nl) * | 2006-05-04 | 2007-11-06 | Otb Group Bv | Werkwijze en inrichting voor het steriliseren van contactlenzen. |
| DE102007015754B3 (de) * | 2007-03-30 | 2008-05-29 | Khs Ag | Anlage sowie Verfahren zum sterilen Verpacken von Produkten |
| BE1018274A3 (nl) * | 2008-08-29 | 2010-08-03 | Ryckewaert Jan Jozef | Systeem en werkwijze voor het steriliseren van voedingsmiddelen in de eindverpakking. |
| US8258440B2 (en) * | 2008-12-08 | 2012-09-04 | Duke Manufacturing Co. | Rethermalizing apparatus |
| DE102009042094B4 (de) * | 2009-09-18 | 2012-05-31 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Transportbehälter |
| EP2490546A4 (en) * | 2009-09-25 | 2013-12-11 | Cargill Inc | HIGH PRESSURE PASTEURIZATION OF FROZEN FROZEN MEAT |
| KR20120078723A (ko) * | 2009-09-25 | 2012-07-10 | 카아길, 인코포레이팃드 | 세절육을 고압 저온 살균하는 방법 |
| DE102010034675A1 (de) * | 2010-08-18 | 2012-02-23 | Weber Maschinenbau Gmbh Breidenbach | Portionsbildung beim mehrspurigen Aufschneiden |
| US10252852B2 (en) | 2011-04-22 | 2019-04-09 | Jbt Food & Dairy Systems B.V. | Adaptive packaging for food processing systems |
| US9241510B2 (en) | 2011-04-23 | 2016-01-26 | Ics Solutions B.V. | Apparatus and method for optimizing and controlling food processing system performance |
| US8893518B2 (en) | 2011-04-25 | 2014-11-25 | Ics Solutions B.V. | Accelerating, optimizing and controlling product cooling in food processing systems |
| US20120288610A1 (en) * | 2011-05-09 | 2012-11-15 | Paul Bernard Newman | Method and apparatus for enhanced performance of a conventional continuous hydrostat |
| US9955711B2 (en) | 2011-05-20 | 2018-05-01 | Jbt Food & Dairy Systems B.V. | Method and apparatus for increased product throughput capacity, improved quality and enhanced treatment and product packaging flexibility in a continuous sterilizing system |
| US9131729B2 (en) | 2011-09-28 | 2015-09-15 | Ics Solutions B.V. | Safe and efficient thermal transfer media for processing of food and drink products |
| ITPR20110100A1 (it) | 2011-12-12 | 2013-06-13 | G F S P A | Impianto e metodo di sterilizzazione |
| US9380650B2 (en) | 2012-03-14 | 2016-06-28 | 915 Labs, LLC | Multi-line microwave heating system with optimized launcher configuration |
| CN104782226B (zh) * | 2012-03-14 | 2018-06-19 | 微波材料技术有限公司 | 增强的微波加热系统及其使用方法 |
| ITTV20120109A1 (it) * | 2012-06-06 | 2013-12-07 | Smc Technology Srl | "un sistema e metodo per il controllo del processo di condizionamento di cibo in vaschette preconfezionate in un unita' a tunnel di condizionamento" |
| US20140322396A1 (en) * | 2013-04-30 | 2014-10-30 | J.R. Simplot Company | System and method for packaging a frozen product |
| EP3119679A4 (en) * | 2014-03-21 | 2017-10-25 | Xyleco, Inc. | Method and structures for processing materials |
| US20180007922A1 (en) * | 2015-02-06 | 2018-01-11 | Teknologisk Institut | Method and system for microwave decontamination of food surfaces |
| GB2541373A (en) * | 2015-08-05 | 2017-02-22 | Convenience Foods Ltd | Pasteurisation |
| US10613036B2 (en) * | 2015-10-09 | 2020-04-07 | United Sortation Solutions, Llc | Conveying and cleaning system and methods for cleaning and stacking trays and/or layer pads |
| US10834944B2 (en) * | 2016-09-14 | 2020-11-17 | Allpax Products Llc | Retort load/unload system and method |
| EP3597007A4 (en) | 2017-03-15 | 2020-12-30 | 915 Labs, LLC | MULTI-PASS MICROWAVE HEATING SYSTEM |
| KR102559694B1 (ko) | 2017-03-15 | 2023-07-25 | 915 랩스, 엘엘씨 | 포장된 물품을 가열하는 개선된 마이크로파를 위한 에너지 제어 요소 |
| US10766642B2 (en) * | 2017-04-07 | 2020-09-08 | F.R. Drake Company | Method and apparatus for automatically packaging and dispensing food products |
| SG11201908588QA (en) | 2017-04-17 | 2019-10-30 | 915 Labs Llc | Microwave-assisted sterilization and pasteurization system using synergistic packaging, carrier and launcher configurations |
| NZ761019A (en) * | 2017-08-30 | 2021-12-24 | Enwave Corp | Method and apparatus for pasteurizing and dehydrating marijuana |
| EP3479848B1 (de) * | 2017-11-07 | 2022-10-05 | Metall + Plastic GmbH | Oberflächen-dekontaminationsvorrichtung sowie betriebsverfahren |
| DE102018109426A1 (de) | 2018-04-03 | 2019-10-10 | Fricke Und Mallah Microwave Technology Gmbh | Pasteurisierung von fertiggerichen in hermetisch verschlossenen behältnissen |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3545983A (en) * | 1968-07-15 | 1970-12-08 | Fmc Corp | Method of deoxygenating and packaging of food products |
| US5422130A (en) * | 1992-11-04 | 1995-06-06 | Pressure Pack, Inc. | Commercially sterile food packaging system |
| US5705218A (en) * | 1997-01-10 | 1998-01-06 | Fmc Corporation | Extended agitation rotary sterilizer |
| US20030002755A1 (en) * | 1999-09-09 | 2003-01-02 | Mars Incorporated | Pillow pouch packaging with reinforcing elements |
-
2004
- 2004-08-12 AU AU2004203861A patent/AU2004203861A1/en not_active Abandoned
- 2004-08-12 CA CA002477824A patent/CA2477824A1/en not_active Abandoned
- 2004-08-12 US US10/916,712 patent/US20050123435A1/en not_active Abandoned
- 2004-08-13 JP JP2004235884A patent/JP2005118033A/ja active Pending
- 2004-08-13 EP EP04254896A patent/EP1512332A2/en not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013208058A (ja) * | 2012-03-30 | 2013-10-10 | Kiyotsune Shino | 連続加熱方法および前記方法を用いた密封食品の製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2004203861A1 (en) | 2005-03-03 |
| US20050123435A1 (en) | 2005-06-09 |
| EP1512332A2 (en) | 2005-03-09 |
| CA2477824A1 (en) | 2005-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005118033A (ja) | 包装製品を連続加工するための方法および装置 | |
| AU738076B2 (en) | Modified atmosphere package with accelerated reduction of oxygen level in meat compartment | |
| US20030129274A1 (en) | Irradiation in enclosed conduit method and apparatus | |
| MX2011005441A (es) | Aparato y metodo para esterilizacion y pasteurizacion en masa de productos de alimento. | |
| AU2590197A (en) | Modified atmosphere package | |
| AU2014259958B2 (en) | System for packaging portioned frozen products | |
| EP0261929A2 (en) | Improvements in or relating to packaging | |
| CA2385559C (en) | Temperature coordinated through-line food packaging system | |
| KR19990086979A (ko) | 무균식품 충전 및 포장장치 | |
| BRPI0708155A2 (pt) | método para acondicionar um alimento e para tratar termicamente o alimento com propósitos de estender sua vida de prateleira | |
| JP3676125B2 (ja) | マイクロ波殺菌方法 | |
| JP2004173518A (ja) | 連続無菌炊飯方法および装置 | |
| EP0490558A1 (en) | Packaging for foodstuff to be heated within its own packaging | |
| JP2005295848A (ja) | マイクロ波による包装食品の殺菌方法 | |
| JP2000327048A (ja) | 密封包装物品の加熱方法、密封包装物品収容ケース及び密封包装物品加熱装置 | |
| KR200208701Y1 (ko) | 마이크로파를 이용한 살균장치 | |
| JP3915945B2 (ja) | 無菌充填方法およびその装置 | |
| JPH0579572B2 (ja) | ||
| CA2250887C (en) | Modified atmosphere package | |
| CN116873317A (zh) | 一种预制菜的智能保鲜封装系统及其封装方法和包装袋 | |
| GB2223926A (en) | Apparatus for, and method of, processing a food product | |
| JP3999407B2 (ja) | 密封包装物品の加熱方法、密封包装物品収容ケース及び密封包装物品加熱装置 | |
| JP2000325056A (ja) | 密封包装物品の加熱方法、密封包装物品収容ケース及び密封包装物品加熱装置 | |
| CA2387349A1 (en) | Products, methods and apparatus for fresh meat processing and packaging | |
| JPH02191129A (ja) | 連続帯状包装体の包装システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080729 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081224 |