JP2005045228A - 光学情報記録媒体とその製造方法 - Google Patents
光学情報記録媒体とその製造方法 Download PDFInfo
- Publication number
- JP2005045228A JP2005045228A JP2004197115A JP2004197115A JP2005045228A JP 2005045228 A JP2005045228 A JP 2005045228A JP 2004197115 A JP2004197115 A JP 2004197115A JP 2004197115 A JP2004197115 A JP 2004197115A JP 2005045228 A JP2005045228 A JP 2005045228A
- Authority
- JP
- Japan
- Prior art keywords
- electronic component
- circuit board
- built
- wiring pattern
- external connection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/18—High density interconnect [HDI] connectors; Manufacturing methods related thereto
- H01L24/19—Manufacturing methods of high density interconnect preforms
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/02—Bonding areas; Manufacturing methods related thereto
- H01L2224/04—Structure, shape, material or disposition of the bonding areas prior to the connecting process
- H01L2224/04105—Bonding areas formed on an encapsulation of the semiconductor or solid-state body, e.g. bonding areas on chip-scale packages
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/18—High density interconnect [HDI] connectors; Manufacturing methods related thereto
- H01L2224/19—Manufacturing methods of high density interconnect preforms
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/18—High density interconnect [HDI] connectors; Manufacturing methods related thereto
- H01L2224/23—Structure, shape, material or disposition of the high density interconnect connectors after the connecting process
- H01L2224/25—Structure, shape, material or disposition of the high density interconnect connectors after the connecting process of a plurality of high density interconnect connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/18—High density interconnect [HDI] connectors; Manufacturing methods related thereto
- H01L2224/23—Structure, shape, material or disposition of the high density interconnect connectors after the connecting process
- H01L2224/25—Structure, shape, material or disposition of the high density interconnect connectors after the connecting process of a plurality of high density interconnect connectors
- H01L2224/251—Disposition
- H01L2224/2518—Disposition being disposed on at least two different sides of the body, e.g. dual array
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/31—Structure, shape, material or disposition of the layer connectors after the connecting process
- H01L2224/32—Structure, shape, material or disposition of the layer connectors after the connecting process of an individual layer connector
- H01L2224/321—Disposition
- H01L2224/32135—Disposition the layer connector connecting between different semiconductor or solid-state bodies, i.e. chip-to-chip
- H01L2224/32145—Disposition the layer connector connecting between different semiconductor or solid-state bodies, i.e. chip-to-chip the bodies being stacked
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/73—Means for bonding being of different types provided for in two or more of groups H01L2224/10, H01L2224/18, H01L2224/26, H01L2224/34, H01L2224/42, H01L2224/50, H01L2224/63, H01L2224/71
- H01L2224/732—Location after the connecting process
- H01L2224/73251—Location after the connecting process on different surfaces
- H01L2224/73267—Layer and HDI connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01012—Magnesium [Mg]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01013—Aluminum [Al]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/19—Details of hybrid assemblies other than the semiconductor or other solid state devices to be connected
- H01L2924/1901—Structure
- H01L2924/1904—Component type
- H01L2924/19041—Component type being a capacitor
Abstract
【課題】 配線収容率が高く高密度で、かつ小型化も可能な電子部品内蔵回路基板を提供する。
【解決手段】 絶縁層(11)と、絶縁層(11)の第1の主面に設けられた第1の配線パターン(12)と、絶縁層(12)の第1の主面と異なる第2の主面に設けられた第2の配線パターン(13)と、絶縁層(11)の内部に配置された例えば半導体チップ等の電子部品(15a,15b)と、を含む電子部品内蔵回路基板であって、半導体チップは、第1の面に形成された第1の外部接続端子(16)と、第1の面と異なる第2の面に形成された第2の外部接続端子(18)とを含んでおり、第1の外部接続端子(16)は第1の配線パターン(12)と電気的に接続され、かつ、第2の外部接続端子(18)は第2の配線パターン(13)と電気的に接続されている。
【選択図】 図1
【解決手段】 絶縁層(11)と、絶縁層(11)の第1の主面に設けられた第1の配線パターン(12)と、絶縁層(12)の第1の主面と異なる第2の主面に設けられた第2の配線パターン(13)と、絶縁層(11)の内部に配置された例えば半導体チップ等の電子部品(15a,15b)と、を含む電子部品内蔵回路基板であって、半導体チップは、第1の面に形成された第1の外部接続端子(16)と、第1の面と異なる第2の面に形成された第2の外部接続端子(18)とを含んでおり、第1の外部接続端子(16)は第1の配線パターン(12)と電気的に接続され、かつ、第2の外部接続端子(18)は第2の配線パターン(13)と電気的に接続されている。
【選択図】 図1
Description
本発明は、半導体素子等の能動部品やコンデンサ等の受動部品である電子部品を内蔵した電子部品内蔵回路基板とその製造方法とに関する。
近年、電子機器の高性能化および小型化の要求に伴い、半導体素子の高密度化および高機能化が一層要求されている。また、回路基板についても、小型かつ高密度を実現するものが望まれている。そこで、能動部品および受動部品等の電子部品を少なくとも1つ内部に埋設し、かつ配線パターンとそれら電子部品とを電気的に接続するインナービアを備えた電子部品内蔵回路基板が提案されている(例えば、特開2001−332866号公報参照。)。
図23および図24は、従来の電子部品内蔵回路基板の構成例を示す断面図である。図示された電子部品内蔵回路基板1001は、半導体素子内蔵型の回路基板である。図23に示された電子部品内蔵回路基板1001は、絶縁層1005の一方の主面(第1の主面)に第1の配線パターン1002が形成され、絶縁層1005の他方の主面(第2の主面)に第2の配線パターン1003が形成された、多層配線構造を有している。絶縁層1005は、無機フィラーと熱硬化性樹脂とを複合したコンポジット材料にて形成されている。絶縁層1005の互いに異なる面に配置されている第1の配線パターン1002と第2の配線パターン1003とは、導電性樹脂組成物からなるインナービア1004によって互いに電気的に接続されている。半導体チップ1006は、絶縁層1005の内部に埋め込まれており、半導体チップ1006の外部接続端子1007は、接続部材1008を介して第1の配線パターン1002に電気的に接続されている(例えば、特許文献1参照。)。
特開2001−332866号公報
しかし、上記従来例には、実装密度を高める上で構造的な障害があり、高密度化を図れない等という問題があった。以下に、この問題について説明する。
図23に示した電子部品内蔵回路基板1001においては、半導体チップ1006の外部接続端子1007は、第1の配線パターン1002と対向する面に形成されているので、接続部材1008を用いて第1の配線パターン1002と直接接続することができる。これに対し、外部接続端子1007を、半導体チップ1006の外部接続端子1007が設けられていない面と対向している第2の配線パターン1003と電気的に接続する必要がある場合は(例えば、外部接続端子1007aと第2の配線パターン1003に含まれる配線1003aとを接続する場合は)、直接接続することができないため、第1の配線パターン1002およびインナービア1004を介して接続しなければならなかった。このように、外部接続端子1007と第2の配線パターン1003とを接続する場合は、他の配線(第1の配線パターン1002)およびインナービア1004を利用することが必要となるため、配線の収容率が低下し、高密度化の実現が困難であった。
また、図24に示すように、外部接続端子が一方の面にのみ設けられている半導体チップ1006では、外部接続端子1007b〜1007fと配線パターン1002に含まれる配線1002b〜1002fとを接続する場合、外部接続端子のピッチが配線のピッチに制限されてしまう。そのため、半導体チップ1006をさらに小型化することができるにもかかわらず、上記の理由によりその大きさが制限されて小型化が抑制されるという問題もあった。
本発明の電子部品内蔵回路基板は、絶縁層と、前記絶縁層の第1の主面に設けられた第1の配線パターンと、前記絶縁層の前記第1の主面とは異なる第2の主面に設けられた第2の配線パターンと、前記絶縁層の内部に配置された少なくとも一つの電子部品と、を含む電子部品内蔵回路基板であって、前記電子部品は、第1の面に形成された第1の外部接続端子と、前記第1の面と異なる第2の面に形成された第2の外部接続端子とを含んでおり、前記第1の外部接続端子は前記第1の配線パターンと電気的に接続され、かつ、前記第2の外部接続端子は前記第2の配線パターンと電気的に接続されていることを特徴としている。
本発明の第1の電子部品内蔵回路基板の製造方法は、(a)第1の面に形成された第1の外部接続端子と、前記第1の面と異なる第2の面に形成された第2の外部接続端子とを含む電子部品を、シート状の第1の導電体に位置合わせして実装し、前記第1の外部接続端子と前記第1の導電体とが互いに電気的に接続された電子部品実装体を形成する工程と、(b)前記電子部品実装体上に、無機フィラーと熱硬化性樹脂とを含む混合物にて形成された未硬化のシート状物と、シート状の第2の導電体とを、位置合わせしてこの順に重ね合わせ、積層体を形成する工程と、(c)前記積層体を積層方向に加圧し、かつ、加熱することにより、前記シート状物内に前記電子部品実装体の電子部品を埋設し、かつ、前記第2の外部接続端子と前記第2の導電体とを互いに電気的に接続させる工程と、(d)前記第1の導電体と前記第2の導電体とを用いて配線パターンを形成する工程と、を含むことを特徴としている。
本発明の第2の電子部品内蔵回路基板の製造方法は、(a)第1の面に形成された第1の外部接続端子と、前記第1の面と異なる第2の面に形成された第2の外部接続端子とを含む電子部品を、支持材上に形成された第1の配線パターンに位置合わせして実装し、前記第1の外部接続端子と前記第1の配線パターンとが互いに電気的に接続された電子部品実装体を形成する工程と、(b)前記電子部品実装体上に、無機フィラーと熱硬化性樹脂とを含む混合物にて形成された未硬化のシート状物と、支持材上に形成された第2の配線パターンとを、位置合わせしてこの順に重ね合わせ、積層体を形成する工程と、(c)前記積層体を積層方向に加圧し、かつ、加熱することにより、前記シート状物内に前記電子部品実装体の電子部品を埋設し、かつ、前記第2の外部接続端子と前記第2の配線パターンとを電気的に接続させる工程と、を含むことを特徴としている。
なお、第1及び第2の電子部品内蔵回路基板の製造方法において、未硬化のシート状物とは、材料がまだ柔軟な状態にある程度までシート状物が部分的に硬化された場合も含む。
本発明の電子部品内蔵回路基板およびその製造方法によれば、配線収容率を高めて高密度化を実現でき、さらに小型化も実現できる。
本発明の電子部品内蔵回路基板によれば、電子部品の外部接続端子が電子部品の互いに異なる面に設けられているので、内蔵された電子部品において配線パターンとの電気的接続に用いられる面が増加することになる。これにより、配線の収容率を高めることができ、高密度実装が実現できる。さらに、外部接続端子の設計ルールも緩和されるので、小型化も実現できる。なお、本発明の電子部品内臓回路基板は、内蔵される電子部品が例えば球体のように一面で形成されている場合に、互いに異なる方位を向くように外部接続端子が設けられている構成も含むものとする。
本発明の電子部品内蔵回路基板においては、前記第1の面が、前記電子部品において前記第1の配線パターンと対向する面であり、前記第2の面が、前記電子部品において前記第2の配線パターンと対向する面であることが好ましい。配線の収容率がより高くなるからである。
本発明の電子部品内蔵回路基板においては、前記絶縁層は、無機フィラーと熱硬化性樹脂とを含む混合物にて形成されることが好ましく、前記混合物は、前記無機フィラーを70重量%以上95重量%以下含むことがより好ましい。電子部品から発生する熱が無機フィラーによって速やかに放熱されるため、信頼性の高い電子部品内蔵回路基板が得られるからである。また、前記熱硬化性樹脂は、エポキシ樹脂、フェノール樹脂およびイソシアネート樹脂からなる群から選択される少なくとも一つの樹脂を含むことが好ましい。これらの樹脂は、硬化物が耐熱性や電気絶縁性に優れているからである。また、前記無機フィラーは、Al2O3、MgO、BN、AlNおよびSiO2からなる群から選択される少なくとも一種を含むことが好ましい。これらの材料は、放熱性に優れているからである。また、無機フィラーとしてMgOを用いた場合は、電子部品内蔵回路基板の線膨張係数を大きくすることができる。また、無機フィラーとしてSiO2(特に非晶質SiO2)を用いた場合は、電子部品内蔵回路基板の誘電率を小さくすることができる。また、無機フィラーとしてBNを用いた場合は、電子部品内蔵回路基板の線膨張係数を低くすることができる。
本発明の電子部品内蔵回路基板においては、前記第1の配線パターンと前記第2の配線パターンとを互いに電気的に接続するインナービアがさらに設けられていることが好ましい。これにより、配線の収容率をさらに高めることができる。また、インナービアは導電性樹脂組成物にて形成されていることが好ましい。容易に製造できるからである。
本発明の電子部品内蔵回路基板においては、前記電子部品として半導体チップを用いることができ、また、少なくとも二つの半導体チップが接着剤を介して貼り合わされて形成されているものを用いることができる。また、前記電子部品として、可撓性を有する基材に少なくとも二つの半導体チップが搭載され、少なくとも二つの半導体チップの外部接続端子が互いに異なる方位を向くように基材が折り曲げられて形成されているものを用いることも可能である。
本発明の電子部品内蔵回路基板においては、チップ状の抵抗、チップ状のコンデンサおよびチップ状のインダクタからなる群から選択される少なくとも一つの受動部品をさらに含み、前記受動部品が前記絶縁層の内部に配置されていることが好ましい。受動部品が含まれることにより、所望の機能を有する電子部品内蔵回路基板が実現できるからである。
また、本発明の第1および第2の電子部品内蔵回路基板の製造方法によれば、本発明の電子部品内蔵回路基板を容易に作製できる。
本発明の第1および第2の電子部品内蔵回路基板の製造方法では、前記(a)の工程において、前記電子部品の前記第2の外部接続端子上に接続部材を設けることができる。
本発明の第1の電子部品内蔵回路基板の製造方法では、前記(b)の工程において、前記第2の導電体上の所定の領域に接続部材を形成し、前記接続部材が前記シート状物に対向する向きで、前記第2の導電体を前記シート状物に重ね合わせることもできる。
本発明の第2の電子部品内蔵回路基板の製造方法では、前記(b)の工程において、前記第2の配線パターンの所定の領域に接続部材を形成し、前記接続部材が前記シート状物に対向する向きで、前記支持材上に形成された前記第2の配線パターンを前記シート状物に重ね合わせることもできる。また、本発明の第2の電子部品内蔵回路基板の製造方法では、前記(c)の工程の後、前記積層体から支持材のみを剥離する工程をさらに含んでもよい。
本発明の第1および第2の電子部品内蔵回路基板の製造方法では、前記接続部材を、ハンダ、導電性樹脂組成物、異方導電性シートおよび突起電極から選択される少なくとも一つにて形成することができ、また、突起電極と異方導電性シートまたは導電性樹脂組成物とを積層させて形成することもできる。
本発明の第1および第2の電子部品内蔵回路基板の製造方法では、前記混合物が、無機フィラー70重量%以上95重量%以下含むことが好ましい。
以下、本発明の実施の形態について、図面を参照しながら説明する。
(実施の形態1)
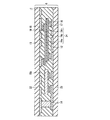
図1は、本発明の電子部品内蔵回路基板の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板1は、絶縁層11と、絶縁層11の一方の主面(第1の主面)に形成された第1の配線パターン12と、絶縁層11の他方の主面(第2の主面)に形成された第2の配線パターン13と、第1の配線パターン12と第2の配線パターン13とを電気的に接続するためのインナービア14と、絶縁層11の内部に埋め込まれて配置された半導体チップ(電子部品)15a,15bとを含んでいる。半導体チップ15aには、第1の配線パターン12と対向する面(第1の面)に外部接続端子(第1の外部接続端子)16が設けられ、第2の配線パターン13に対向する面(第2の面)に外部接続端子18が設けられている。外部接続端子16は、接続部材17を介して第1の配線パターン12と電気的に接続されている。外部接続端子(第2の外部接続端子)18は、接続部材19を介して第2の配線パターン13と電気的に接続されている。半導体チップ15bは、第1の配線パターン12と電気的に接続されている。
図1は、本発明の電子部品内蔵回路基板の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板1は、絶縁層11と、絶縁層11の一方の主面(第1の主面)に形成された第1の配線パターン12と、絶縁層11の他方の主面(第2の主面)に形成された第2の配線パターン13と、第1の配線パターン12と第2の配線パターン13とを電気的に接続するためのインナービア14と、絶縁層11の内部に埋め込まれて配置された半導体チップ(電子部品)15a,15bとを含んでいる。半導体チップ15aには、第1の配線パターン12と対向する面(第1の面)に外部接続端子(第1の外部接続端子)16が設けられ、第2の配線パターン13に対向する面(第2の面)に外部接続端子18が設けられている。外部接続端子16は、接続部材17を介して第1の配線パターン12と電気的に接続されている。外部接続端子(第2の外部接続端子)18は、接続部材19を介して第2の配線パターン13と電気的に接続されている。半導体チップ15bは、第1の配線パターン12と電気的に接続されている。
絶縁層11は、電気絶縁性を有する材料であれば使用可能であるが、無機フィラーと熱硬化性樹脂との混合物が含まれたコンポジット材料にて形成されることが好ましい。半導体チップ15a,15bから発生する熱が絶縁層11に含まれる無機フィラーによって放熱されやすくなり、また、無機フィラーの材料を適宜選択することによって、内蔵する電子部品に合わせて絶縁層11の熱伝導度および誘電率等を制御できるからである。無機フィラーは、Al2O3、MgO、BN、AlNおよびSiO2から選択される少なくとも一種類を含むことが望ましい。これらの材料は熱伝導性に優れているので、絶縁層11の放熱性を高めることができるからである。熱硬化性樹脂は、例えばエポキシ樹脂、フェノール樹脂およびイソシアネート樹脂から選択される少なくとも一種類を含むことが望ましい。これらの熱硬化性樹脂は、その硬化物が電気絶縁性、機械的強度および耐熱性に優れるからである。
第1および第2の配線パターン12,13は、導電性に優れ、かつ、回路形成が容易である材料にて形成されていればよく、特に限定されないが、金属箔が好ましい。金属箔には、例えば銅、ニッケル、アルミニウム、およびこれらのいずれかの金属を主成分とする合金が使用できるが、特に銅および銅を主成分とする合金が好ましい。銅は、電気伝導性に優れ、かつ安価で、配線パターン形成が容易となるからである。
インナービア14は、導電性材料と熱硬化性樹脂とを混合した導電性樹脂組成物により形成されていることが望ましい。導電性材料としては、金、銀または銅の粉末等を用いることが好ましく、特に銅は、導電性が良好でマイグレーションも少なく、さらに安価であるため好ましい。また、銅粒子に銀コートを施した粉末を用いると、銅の酸化による抵抗の増加を抑制することができる。熱硬化性樹脂は、絶縁層11の形成に用いた熱硬化性樹脂と同様の樹脂を用いることが好ましく、液状のエポキシ樹脂は耐熱性の面で安定であるため好適である。
接続部材17,19としては、ハンダ、導電性樹脂組成物および異方導電性シートのうち少なくとも1つが適用できる。また、金、銀、銅、白金、ハンダおよびアルミニウムのうち少なくとも1つの金属や、これらの金属のうち少なくとも1種類を含む合金等にて形成された突起電極を利用することもできる。さらに、このような突起電極に導電性樹脂組成物が塗布されているものや、突起電極と異方導電性シートを組み合わせたもの等も好適に使用できる。ここでの導電性樹脂組成物には、例えば、金、銀、銅または銀−パラジウム合金等と熱硬化性樹脂との混合物が使用できる。
半導体チップ15aは、互いに異なる二つの面に例えばアルミ電極等の外部接続端子16,18を有している。このように二つの面に外部接続端子を設けることで、半導体チップ15aを、絶縁層11の互いに異なる面に形成された第1の配線パターン12および第2の配線パターン13のそれぞれと接続させる場合であっても、配線の収容率の低下を抑制して、高密度化を実現できる。さらに、第1の配線パターン12と第2の配線パターン13との両方を利用できるので、半導体チップ15aの外部接続端子の設計ルールを緩和でき、半導体チップ15aの小型化も可能となる。
次に、本実施の形態の電子部品内蔵回路基板1の製造方法の第1の例について、図2A〜図2Fを参照しながら説明する。
まず、無機フィラーと未硬化の熱硬化性樹脂との混合物をシート状に加工して、シート状物101を作製する(図2A参照。)。具体的には、無機フィラーと液状の熱硬化性樹脂とを混合してペースト状混練物を作製するか、または、無機フィラーに溶剤で低粘度化した熱硬化性樹脂を混合して同様にペースト状混練物を作製し、次にこのペースト状混練物を一定厚みに成型して熱処理することで、シート状物101を得る。熱処理を行う理由は、液状樹脂を用いた場合には粘着性があるため、熱処理により若干硬化を進めることで、未硬化状態で可撓性を維持しながら、かつ、粘着性が除去されたシート状物101を得るためである。また、溶剤により樹脂を溶解させた混練物を用いた場合は、溶剤を除去し、同様に未硬化の状態で可撓性を保持しながら粘着性を除去するために、熱処理を行う。
次に、未硬化状態のシート状物101の所定の領域に貫通孔102を形成する(図2B参照。)。貫通孔102の形成は、レーザー加工法や金型による加工、もしくはパンチング加工で行うことができる。特にレーザー加工法では、炭酸ガスレーザー、エキシマレーザーおよびYAGレーザーを用いることが有効である。加工速度が早いからである。
次に、貫通孔102の内部に導電性樹脂組成物103を充填する(図2C参照。)。この導電性樹脂組成物103は、後の加熱硬化工程を経ることでインナービア14(図1参照。)となるものである。なお、シート状物101にPET(ポリエチレンテレフタレート)やPPS(ポリフェニレンサルファイド)からなる離型フィルムを貼り付け、貫通孔102を形成し、貫通孔102の内部に導電性樹脂組成物103を充填した後に離型フィルムを剥離することで、図2Cに示す状態を容易に得ることもできる。
次に、別途作製した、銅箔等の第1の導電体104上に半導体チップ105a,105bが実装された電子部品実装体と、銅箔等の第2の導電体110とを用意する。図2Cに示したシート状物101の上下面に、電子部品実装体と第2の導電体110とを位置合わせして重ね合わせる(図2D参照。)。この際に必要に応じてシート状物101に空隙を設けてもよい。半導体チップ105aには、第1の導電体104と接続された外部接続端子106が設けられている実装面(第1の面)と反対側の面(第2の面)にも、外部接続端子108が設けられている。ここで、実装面と反対側の面に設けられた外部接続端子108上に接続部材109が設けられているが、これは半導体チップ105aを第1の導電体104に実装する前に形成されていてもよいし、実装後に形成されていてもよい。接続部材109は、例えば、メッキ法にてハンダを形成する、ディスペンス法やスクリーン印刷法で導電性樹脂組成物を塗布する、または異方導電性シートを貼り付ける、等により形成可能である。導電性樹脂組成物としては、金、銀、銅、銀−パラジウム合金などを熱硬化性樹脂で混練したものが使用できる。また、外部接続端子106と第1の導電体104との接続に用いられる接続部材107も同様に形成できる。なお、半導体チップ105bも同様に、第1の導電体104に接続されている。また、シート状物101との接着性を改善するため、第1の導電体104および第2の導電体110のシート状物101との接触面は、粗化されていることが望ましい。また、同様に接着性の向上、酸化の防止のために、第1の導電体104および第2の導電体110の表面に、カップリング処理を施したり、錫、亜鉛、ニッケルメッキを施したりすることも好ましい。また、第1の導電体104と半導体チップ105a,105bとの間に封止樹脂を注入してもよく、これにより、半導体チップ105a,105bを第1の導電体104に強固に接着することができる。
次に、シート状物101、電子部品実装体および第2の導電体110を位置合わせして重ね合わせた積層体を、プレス機により積層方向に加圧し、さらに加熱して、半導体チップ105a,105bをシート状物101内に埋設し、接続部材109と第2の導電体110とを接触させて、全体を一体化する(図2E参照。)。このとき、シート状物101に含まれる熱硬化性樹脂が硬化する前の状態で半導体チップ105a,105bをシート状物101に埋設し、その後に加熱処理を施すことで、シート状物101の熱硬化性樹脂および導電性樹脂組成物103の熱硬化性樹脂を硬化させる。これにより、シート状物101と半導体チップ105a,105bと第1および第2の導電体104,110とが、互いに機械的に強固に接着する。さらに、導電性樹脂組成物103の硬化により形成されるインナービアを介して第1の導電体104と第2の導電体110とが電気的に接続され、外部接続端子108と第2の導電体110とが接続部材109を介して電気的に接続されて固定される。
次に、第1および第2の導電体104,110を既存のフォトリソグラフィ工程によりパターニングして、第1の配線パターン12および第2の配線パターン13を形成する。これにより、本実施の形態の電子部品内蔵回路基板1が作製できる(図2F参照。)。その後、ハンダによる他の部品の実装や、絶縁樹脂の充填等が適宜行われるが、これらについての説明は省略する。
図3A〜図3Fは、電子部品内蔵回路基板1の製造方法の第2の例を示す工程別の断面図である。第2の例の製造方法は、電子部品実装体の構成が異なる以外は第1の例の製造方法と同じであるため、重複する説明は省略する。
導電性樹脂組成物103を充填したシート状物101を作製する工程(図3A〜図3C参照。)は、第1の例の場合と同様である。
次に、別途作製した、第1の導電体104上に半導体チップ105a,105bが実装された電子部品実装体と、第2の導電体110とを用意する。図3Cに示したシート状物101の上下面に、電子部品実装体と第2の導電体110とを位置合わせして重ね合わせる(図3D参照。)。この際に必要に応じてシート状物101に空隙を設けてもよい。ここで用いる電子部品実装体は、第1の例の場合とは異なり、半導体チップ105aの実装面と反対側の面に設けられた外部接続端子108上に突起電極111が形成されている。この突起電極111は、後の工程を経て接続部材19となる(図1参照。)。なお、電子部品実装体のその他の構成については、第1の例と同様である。この突起電極111は、金やアルミニウム等のワイヤーをバンプボンダー等の設備を用いて形成することができ、導電性樹脂組成物を塗布・硬化させて形成することもできる。
その後の工程(図3Eおよび図3F参照。)については、第1の例と同じである。
第2の例の場合のように、半導体チップ105aの外部接続端子108と第2の導電体110との接続に突起電極111を利用することにより、電気的な接続信頼性を高めることができる。
図4A〜図4Fは、電子部品内蔵回路基板1の製造方法の第3の例を示す工程別の断面図である。製造方法の第3の例は、電子部品実装体の構成が異なる以外は図2A〜図2Fにて説明した製造方法の第1の例と同じであるため、重複する説明は省略する。
導電性樹脂組成物103を充填したシート状物101を作製する工程(図4A〜図4C参照。)は、第1の例の場合と同様である。
次に、別途作製した、第1の導電体104上に半導体チップ105a,105bが実装された電子部品実装体と、第2の導電体110とを用意する。図4Cに示したシート状物101の上下面に、電子部品実装体と第2の導電体110とを位置合わせして重ね合わせる(図4D参照。)。この際に必要に応じてシート状物101に空隙を設けてもよい。ここで用いる電子部品実装体は、第1および第2の例の場合とは異なり、半導体チップ105aの実装面と反対側の面に設けられた外部接続端子108上に突起電極111が形成され、さらに突起電極111上に導電性樹脂組成物112が塗布されたものである。なお、電子部品実装体のその他の構成については、第1の例と同様である。突起電極111は第2の例にて説明した方法と同様に形成することができる。導電性樹脂組成物112は、金、銀、銅、白金、ハンダまたは銀−パラジウム合金等を熱硬化性樹脂で混練したものが使用でき、突起電極111上にディスペンス法を用いて導電性樹脂組成物を塗布する方法や、突起電極111で導電性樹脂組成物をかき取る方法により形成できる。
その後の工程(図4Eおよび図4F参照。)については、第1の例と同じである。
第3の例の場合のように、接続部材19として突起電極111および導電性樹脂組成物112の積層物を利用することにより、電気的な接続信頼性をさらに高めることができる。
(実施の形態2)
図5は、本発明の電子部品内蔵回路基板の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板2は、半導体チップ15aと第2の配線パターン13との電気的接続部分の構造以外は、実施の形態1で説明した電子部品内蔵回路基板1と同じであるため、同じ参照番号が付された部材についてはその説明を省略する。
図5は、本発明の電子部品内蔵回路基板の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板2は、半導体チップ15aと第2の配線パターン13との電気的接続部分の構造以外は、実施の形態1で説明した電子部品内蔵回路基板1と同じであるため、同じ参照番号が付された部材についてはその説明を省略する。
本実施の形態の電子部品内蔵回路基板2においては、半導体チップ105aの外部接続端子18が、接続部材19および異方導電性シート20を介して第2の配線パターン13と接続されている。異方導電性シート20は、第2の配線パターン13の所定の領域と絶縁層11との間に配置されている。これにより、外部接続端子18と第2の配線パターン13との接続信頼性がより高くなる。
次に、電子部品内蔵回路基板2の製造方法の一例について、図6A〜図6Fを参照しながら説明する。本実施の形態の電子部品内蔵回路基板2の製造方法は、第2の導電体110が異なる以外は、実施の形態1で説明した方法(図3A〜図3Fを参照しながら説明した方法)と同じであるため、重複する説明は省略する。
導電性樹脂組成物103を充填したシート状物101を作製する工程(図6A〜図6C参照。)は、実施の形態1の場合と同様である。
次に、別途作製した、第1の導電体104上に半導体チップ105a,105bが実装された電子部品実装体と、第2の導電体110とを用意する。図6Cに示したシート状物101の上下面に、電子部品実装体と第2の導電体110とを位置合わせして重ね合わせる(図6D参照。)。この際に必要に応じてシート状物101に空隙を設けてもよい。ここで用いる電子部品実装体は、半導体チップ105aの実装面と反対側の面に設けられた外部接続端子108上に突起電極111が形成されたものである。突起電極111の形成方法は、実施の形態1で説明したとおりである。一方、第2の導電体110には、半導体チップ105aと対向する領域に異方導電性シート113が貼り付けられている。
その後の工程(図6Eおよび図6F参照。)については、実施の形態1の場合と同じである。
以上の製造方法のように、第2の導電体110に予め異方導電性シート113を貼り付けておくことにより、より接続信頼性の高い電子部品内蔵回路基板2を作製できる。
(実施の形態3)
図7は、本発明の電子部品内蔵回路基板の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板3は、第1の配線パターン12と第2の配線パターン13間の電気的接続のために、インナービアではなくスルーホール21を有していること以外は、実施の形態1で説明した電子部品内蔵基板1と同じである。このスルーホール21は、半導体チップ15aを絶縁層11に埋設して全体を一体化した後、ドリルやレーザー加工等にて穴加工を行い、さらにメッキ工程を行うことにより形成できる。
図7は、本発明の電子部品内蔵回路基板の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板3は、第1の配線パターン12と第2の配線パターン13間の電気的接続のために、インナービアではなくスルーホール21を有していること以外は、実施の形態1で説明した電子部品内蔵基板1と同じである。このスルーホール21は、半導体チップ15aを絶縁層11に埋設して全体を一体化した後、ドリルやレーザー加工等にて穴加工を行い、さらにメッキ工程を行うことにより形成できる。
電子部品内蔵回路基板3によっても、電子部品内蔵回路基板1,2と同様の効果を得ることができる。
(実施の形態4)
図8は、本発明の電子部品内蔵回路基板の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板4は、第1の配線パターン12および第2の配線パターン13が絶縁層11に埋め込まれて配置されていること以外は、実施の形態1の電子部品内蔵回路基板1と同じである。この電子部品内蔵回路基板4によれば、実施の形態1の電子部品内蔵回路基板1にて得られる効果に加えて、基板表面が平滑化されてその後の実装性に優れるという効果も得られる。
図8は、本発明の電子部品内蔵回路基板の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板4は、第1の配線パターン12および第2の配線パターン13が絶縁層11に埋め込まれて配置されていること以外は、実施の形態1の電子部品内蔵回路基板1と同じである。この電子部品内蔵回路基板4によれば、実施の形態1の電子部品内蔵回路基板1にて得られる効果に加えて、基板表面が平滑化されてその後の実装性に優れるという効果も得られる。
次に、電子部品内蔵回路基板4の製造方法の第1の例について、図9A〜図9Fを参照しながら説明する。
導電性樹脂組成物103を充填したシート状物101を作製する工程(図9A〜図9C参照。)は、実施の形態1の場合と同様である。
次に、別途作製した、離型フィルム(支持材)114上に形成された第1の配線パターン115に半導体チップ105a,105bが実装された電子部品実装体と、離型フィルム(支持材)116上に形成された第2の配線パターン117とを用意する。図9Cに示したシート状物101の上下面に、電子部品実装体と第2の配線パターン117が形成された離型フィルム116とを位置合わせして重ね合わせる(図9D参照。)。この際に必要に応じてシート状物101に空隙を設けてもよい。ここで用いる電子部品実装体において、第1の配線パターン115は、離型フィルム114上に銅箔等の導電体膜を形成し、この導電体膜を一般的なフォトリソグラフィ工程により所定の形状にパターニングすることにより形成できる。この第1の配線パターン115上に半導体チップ105a,105bを実装することにより、電子部品実装体が形成される。また、半導体チップ105aの実装面と反対側の面に設けられた外部接続端子108上には、接続部材109が設けられている。また、離型フィルム116上に形成された第2の配線パターン117も、第1の配線パターン115と同様の方法にて形成できる。離型フィルム114,116には、例えばポリエチレンテレフタレート等からなるフィルムを用いることができる。離型フィルム114,116の代わりに、金属製のピーラブル積層箔を用いてもよい。
次に、シート状物101と、電子部品実装体(離型フィルム114に第1の配線パターン115が形成され、半導体チップ105a,105bが実装されたもの)と、第2の配線パターン117が形成された離型フィルム116とを位置合わせして重ね合わせた積層体を、プレス機により積層方向に加圧し、さらに加熱する。この工程によって、半導体チップ105a,105bをシート状物101内に埋設し、半導体チップ105aの外部接続端子108上に形成された接続部材109と第2の配線パターン117とを接触させて、全体を一体化する(図9E参照。)。この工程は、実施の形態1の場合とほぼ同様である。
次に、一体化された積層体から、離型フィルム114,116のみを剥離する。これにより、電子部品内蔵回路基板4を作製できる(図9F参照。)。
図10A〜図10Fは、電子部品内蔵回路基板4の製造方法の第2の例を示す工程別の断面図である。
導電性樹脂組成物103を充填したシート状物101を作製する工程(図10A〜図10C参照。)は、実施の形態1の場合と同様である。
次に、別途作製した、離型フィルム114上に形成された第1の配線パターン115に半導体チップ105a,105bが実装された電子部品実装体と、離型フィルム116上に形成された第2の配線パターン117とを用意する。図10Cに示したシート状物101の上下面に、電子部品実装体と第2の配線パターン117が形成された離型フィルム116とを位置合わせして重ね合わせる(図10D参照。)。この際に必要に応じてシート状物101に空隙を設けてもよい。ここで用いる電子部品実装体は、実装された半導体チップ105aの外部接続端子108上に接続部材は設けられていないが、その他の構成は第1の例の場合と同じである。一方、離型フィルム116上に形成された第2の配線パターン117上の所定の位置(半導体チップ105aの外部接続端子108に対応する位置)には、接続部材109が設けられている。接続部材109の形成方法としては、導電性樹脂組成物をディスペンス法やスクリーン印刷法にて塗布する方法や、異方導電性シートを所望の形状に加工して貼り付ける方法等が挙げられる。
次に、シート状物101と、電子部品実装体(離型フィルム114に第1の配線パターン115が形成され、半導体チップ105a,105bが実装されたもの)と、第2の配線パターン117と接続部材109が形成された離型フィルム116とを位置合わせして重ね合わせた積層体を、プレス機により積層方向に加圧し、さらに加熱して、半導体チップ105a,105bをシート状物101内に埋設し、半導体チップ105aの外部接続端子108と接続部材109とを接触させて、全体を一体化する(図10E参照。)。この工程は、実施の形態1の場合とほぼ同様である。
(実施の形態5)
図11は、本発明の電子部品内蔵回路基板の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板5は、図1に示した電子部品内蔵回路基板1の上下面に他の回路基板22,23が積層されて形成されている。この電子部品内蔵回路基板5によれば、さらに回路基板22,23が設けられていることにより、電子部品内蔵回路基板1よりもさらに配線収容率を高めることができ、実装密度を高めることができる。回路基板22,23には、フレキシブル基板、樹脂基板、セラミックス基板、両面配線基板、多層配線基板、電子部品内蔵回路基板等が適用可能である。なお、本実施の形態の電子部品内蔵回路基板5では、絶縁層11の両面に回路基板22,23が配置されているが、片面のみに配置されていても構わない。電子部品内蔵回路基板5の一例として、図21に示されているような、絶縁層11の片面に回路基板23が配置されたものも考えられる。この例において、回路基板23は絶縁層231に半導体チップ234が内蔵されて形成されており、半導体チップ234の外部接続端子235は接続部材236を介して回路基板23の配線パターン232と電気的に接続されている。また、回路基板23の配線パターン232は、インナービア233により第1の配線パターン12と電気的に接続されている。
図11は、本発明の電子部品内蔵回路基板の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板5は、図1に示した電子部品内蔵回路基板1の上下面に他の回路基板22,23が積層されて形成されている。この電子部品内蔵回路基板5によれば、さらに回路基板22,23が設けられていることにより、電子部品内蔵回路基板1よりもさらに配線収容率を高めることができ、実装密度を高めることができる。回路基板22,23には、フレキシブル基板、樹脂基板、セラミックス基板、両面配線基板、多層配線基板、電子部品内蔵回路基板等が適用可能である。なお、本実施の形態の電子部品内蔵回路基板5では、絶縁層11の両面に回路基板22,23が配置されているが、片面のみに配置されていても構わない。電子部品内蔵回路基板5の一例として、図21に示されているような、絶縁層11の片面に回路基板23が配置されたものも考えられる。この例において、回路基板23は絶縁層231に半導体チップ234が内蔵されて形成されており、半導体チップ234の外部接続端子235は接続部材236を介して回路基板23の配線パターン232と電気的に接続されている。また、回路基板23の配線パターン232は、インナービア233により第1の配線パターン12と電気的に接続されている。
図12A〜図12Eは、図11に示した電子部品内蔵回路基板5の製造方法の一例を示す工程別の断面図である。
導電性樹脂組成物103を充填したシート状物101を作製する工程(図12A〜図12C参照。)は、実施の形態1の場合と同様である。
次に、別途作製した、回路基板118上に形成された第1の配線パターン119に半導体チップ105a,105bが実装された電子部品実装体と、回路基板120上に形成された第2の配線パターン121とを用意する。なお、本実施の形態では、回路基板118,120が支持材として機能する。図12Cに示したシート状物101の上下面に、電子部品実装体と第2の配線パターン121が形成された回路基板120とを位置合わせして重ね合わせる(図12D参照。)。この際に必要に応じてシート状物101に空隙を設けてもよい。半導体チップ105aの実装面と反対側の面に設けられた外部接続端子108上には接続部材109が設けられている。電子部品実装体において、回路基板118と半導体チップ105aとの間に封止樹脂を注入してもよく、これにより、第1の配線パターン119と半導体チップ105aとを強固に接着できる。
次に、シート状物101と、電子部品実装体(回路基板118に第1の配線パターン119が形成され、半導体チップ105a,105bが実装されたもの)と、第2の配線パターン121が形成された離型フィルム120とを位置合わせして重ね合わせた積層体を、プレス機により積層方向に加圧し、さらに加熱して、半導体チップ105a,105bと第1の配線パターン119および第2の配線パターン121とをシート状物101内に埋設し、半導体チップ105aの外部接続端子108上に形成された接続部材109と第2の配線パターン121とを接触させて、全体を一体化する。この工程は、実施の形態1の場合とほぼ同様である。このとき、回路基板118,120は絶縁層101に機械的に強固に接着される。この工程を経て、電子部品内蔵回路基板5が完成する(図12E参照。)。
(実施の形態6)
図13は、本発明の電子部品実装体の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板6は、内蔵される半導体チップの構成が異なること以外は、実施の形態5の電子部品内蔵回路基板5と同様である。本実施の形態において内蔵される半導体チップ24は、二つの半導体チップ24a,24bが、外部接続端子が設けられていない面を互いに対向させて、接着剤24cにて互いに貼り合わされて形成されている。この電子部品内蔵回路基板6によっても、実施の形態5の電子部品内蔵回路基板5の場合と同様の効果が得られる。
図13は、本発明の電子部品実装体の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板6は、内蔵される半導体チップの構成が異なること以外は、実施の形態5の電子部品内蔵回路基板5と同様である。本実施の形態において内蔵される半導体チップ24は、二つの半導体チップ24a,24bが、外部接続端子が設けられていない面を互いに対向させて、接着剤24cにて互いに貼り合わされて形成されている。この電子部品内蔵回路基板6によっても、実施の形態5の電子部品内蔵回路基板5の場合と同様の効果が得られる。
図14A〜図14Eは、図13に示した電子部品内蔵回路基板6の製造方法の一例を示す工程別の断面図である。
導電性樹脂組成物103を充填したシート状物101を作製する工程(図14A〜図14C参照。)は、実施の形態1の場合と同様である。
次に、別途作製した、回路基板118上に形成された第1の配線パターン119に半導体チップ204a,105bが実装された電子部品実装体と、回路基板120上に形成された第2の配線パターン121に半導体チップ204bが実装された電子部品実装体とを用意する。半導体チップ204aの外部接続端子106は、接続部材107を介して第1の配線パターン119と接続されている。半導体チップ204bの外部接続端子108は、接続部材109を介して第2の配線パターン121と接続されている。半導体チップ204bの表面には、接着剤204cが塗布されている。電子部品実装体において、回路基板118と半導体チップ204aとの間および回路基板120と半導体チップ204bとの間に封止樹脂を注入してもよい。これにより、第1の配線パターン119と半導体チップ204a、第2の配線パターン121と半導体チップ204bを、それぞれ強固に接着できる。図14Cに示したシート状物101の上下面に、半導体チップ204a,105bが実装された電子部品実装体と、半導体チップ204bが実装された電子部品実装体とを位置合わせして重ね合わせる(図14D参照。)。この際に必要に応じてシート状物101に空隙を設けてもよい。このとき、半導体チップ204aと半導体チップ204bとが互いに対向するように位置合わせする。
次に、シート状物101と、二つの電子部品実装体(回路基板118に半導体チップ204a,105bが実装されたものと、回路基板120に半導体チップ204bが実装されたもの)とを位置合わせして重ね合わせた積層体を、プレス機により積層方向に加圧し、さらに加熱する。このようにして、半導体チップ204a,105bおよび第1の配線パターン119と、半導体チップ204bおよび第2の配線パターン121とを、シート状物101内に埋設し、全体を一体化する。このとき、半導体チップ204aと半導体チップ204bとが、接着剤204cにより貼り合わされる。回路基板118,120は絶縁層101に機械的に強固に接着される。この工程を経て、電子部品内蔵回路基板6が完成する(図14E参照。)。
なお、図14A〜図14Eに示した製造方法の例では、半導体チップ204a,204bをそれぞれ回路基板118,120に実装した後に半導体チップ204a,204bを互いに貼り合わせたが、予め半導体チップ204a,204bが互いに貼り合わされているものを用いることにより、実施の形態1〜5で説明した製造方法を適用できることは言うまでもない。
また、図13に示した構成例では、同じ大きさの二つの半導体チップ24a,24bが互いにずれることなく貼り合わされているが、図15に示す構成例のように、二つの半導体チップ24a,24bをずらして貼り合わせてもよい。また、同じ大きさの半導体チップではなく、図16に示す構成例のように、互いに異なる大きさの二つの半導体チップ24a,24bを互いに貼り合わせることも可能である。また、貼り合わされる半導体チップの厚みが互いに異なっていてもよい。
さらに、互いに貼り合わされる半導体チップは二つに限定されず、三つ以上であってもよい。例えば、図17に示すように、三つの半導体チップ25a〜25cが接着剤25dにて互いに貼り合わされた半導体チップ25であってもよい。
また、複数の半導体チップが貼り合わされて形成される電子部品の構造は上記に限らず、例えば、図18に示すような、複数の半導体チップ32a,32bの外部接続端子33a,33bが、それぞれ接続部材36a,36bにより樹脂フィルムのような可撓性を有する基材35に接合され、それぞれの半導体チップ32a,32bの外部接続端子33a,33bが互いに反対方向を向くように基材35が折り曲げられたものを用いてもよい。なお、接続部材36a,36bには、例えばハンダ等の導電性材料が使用できる。基材35には、接続部材36a,36bが設けられた面と反対側の面上に配線パターン37が設けられており、特に図示しないが、接続部材36a,36bと配線パターン37とは基材35の内部で電気的に接続されている。なお、図18では、半導体チップ32a,32bの外部接続端子33a,33bが互いに反対側を向くように基材35を折り曲げた例を示したが、これに限らず、外部接続端子33a,33bが互いに異なる方位を向くように基材35を折り曲げたものを用いてもよい。
(実施の形態7)
図19Aは、本発明の電子部品実装体の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板7は、内蔵される半導体チップの構成およびその実装方法が異なること以外は、実施の形態6の電子部品内蔵回路基板6と同様である。本実施の形態において内蔵される電子部品28は、二つの半導体チップ28a,28bが接着剤28cにて互いに貼り合わされて形成されている。ただし、実施の形態6の場合と異なり、半導体チップ28aの外部接続端子29が設けられている面と、半導体チップ28bの外部接続端子18が設けられていない面とが接着剤28cにより貼り合わされており、半導体チップ28aの外部接続端子29はワイヤ30により第1の配線パターン12と電気的に接続されている。半導体チップ28aは、接着剤31により回路基板23に貼り合わされている。また、貼り合わされる二つの半導体チップが両方ともワイヤボンディングにて実装されていてもよく、例えば図19Bに示すように、半導体チップ28a,28bの外部接続端子29a,29bが、それぞれ第1の配線パターン12、第2の配線パターン13にワイヤ30a,30bを用いて電気的に接続されていてもよい。この場合、二つの半導体チップ28a,28bは接着剤28cを用いて互いに貼り合わされるが、それぞれのワイヤ30a,30bが互いに接触しないように、その間にスペーサ28dを設けることが好ましい。また、図19Aの場合と同様に、半導体チップ28a,28bは、それぞれ、接着剤31a,31bにより回路基板23,22に貼り合わされている。
図19Aは、本発明の電子部品実装体の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板7は、内蔵される半導体チップの構成およびその実装方法が異なること以外は、実施の形態6の電子部品内蔵回路基板6と同様である。本実施の形態において内蔵される電子部品28は、二つの半導体チップ28a,28bが接着剤28cにて互いに貼り合わされて形成されている。ただし、実施の形態6の場合と異なり、半導体チップ28aの外部接続端子29が設けられている面と、半導体チップ28bの外部接続端子18が設けられていない面とが接着剤28cにより貼り合わされており、半導体チップ28aの外部接続端子29はワイヤ30により第1の配線パターン12と電気的に接続されている。半導体チップ28aは、接着剤31により回路基板23に貼り合わされている。また、貼り合わされる二つの半導体チップが両方ともワイヤボンディングにて実装されていてもよく、例えば図19Bに示すように、半導体チップ28a,28bの外部接続端子29a,29bが、それぞれ第1の配線パターン12、第2の配線パターン13にワイヤ30a,30bを用いて電気的に接続されていてもよい。この場合、二つの半導体チップ28a,28bは接着剤28cを用いて互いに貼り合わされるが、それぞれのワイヤ30a,30bが互いに接触しないように、その間にスペーサ28dを設けることが好ましい。また、図19Aの場合と同様に、半導体チップ28a,28bは、それぞれ、接着剤31a,31bにより回路基板23,22に貼り合わされている。
図20A〜図20Eは、図19Aに示した電子部品内蔵回路基板7の製造方法の一例を示す工程別の断面図である。なお、ここでは図19Aに示す電子部品内蔵回路基板7の製造方法の例を説明するが、同様の方法を用いて図19Bに示す構造の電子部品内蔵回路基板を作製することが可能である。
導電性樹脂組成物103を充填したシート状物101を作製する工程(図20A〜図20C参照。)は、実施の形態1の場合と同様である。
次に、回路基板118上に半導体チップ208a,105bが搭載された電子部品実装体を用意する。この電子部品実装体において、半導体チップ208aは、外部接続端子209が設けられていない面を回路基板118に対向させて、接着剤301により回路基板118に貼り合わされている。その外部接続端子209は、ワイヤ300により回路基板118に形成された第1の配線パターン119と電気的に接続されている。また、半導体チップ105bは実施の形態6の場合と同様に回路基板119に実装されている。また、回路基板120上に形成された第2の配線パターン121に半導体チップ208bが実装された別の電子部品実装体も用意する。半導体チップ208bの外部接続端子108は、接続部材109を介して第2の配線パターン121と接続されている。半導体チップ208bの表面には、接着剤208cが塗布されている。図20Cに示したシート状物101の上下面に、半導体チップ208a,105bが実装された電子部品実装体と、半導体チップ208bが実装された電子部品実装体とを位置合わせして重ね合わせる(図20D参照。)。この際に必要に応じてシート状物101に空隙を設けてもよい。このとき、半導体チップ208aと半導体チップ208bとが互いに対向するように位置合わせする。
次に、シート状物101と、二つの電子部品実装体(回路基板118に半導体チップ208a,105bが実装されたものと、回路基板120に半導体チップ208bが実装されたもの)とを位置合わせして重ね合わせた積層体を、プレス機により積層方向に加圧し、さらに加熱する。このようにして、半導体チップ208a,105bおよび第1の配線パターン119と、半導体チップ208bおよび第2の配線パターン121とを、シート状物101内に埋設し、全体を一体化する。このとき、半導体チップ208aと半導体チップ208bとが、接着剤208cにより貼り合わされる。回路基板118,120は絶縁層101に機械的に強固に接着される。この工程を経て、電子部品内蔵回路基板7が完成する(図20E参照。)。
なお、図20A〜図20Eに示した製造方法の例では、半導体チップ208a,208bをそれぞれ回路基板118,120に実装した後に半導体チップ208a,208bを互いに貼り合わせたが、予め半導体チップ208a,208bが互いに貼り合わされているものを用いても、同様の形態の電子部品内蔵回路基板を製造できる。
(実施の形態8)
図22は、本発明の電子部品内蔵回路基板の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板8においては、内蔵される半導体チップ105aがその側面に配置された外部接続端子26をさらに有しており、この外部接続端子26が接続部材27を介してインナービア14に電気的に接続されている。この電子部品内蔵回路基板8によれば、実施の形態1の電子部品内蔵回路基板1にて得られる効果に加えて、さらに配線収容率を高めることができ、半導体チップのさらなる小型化も実現できる。
図22は、本発明の電子部品内蔵回路基板の別の一実施形態を示す断面図である。本実施の形態の電子部品内蔵回路基板8においては、内蔵される半導体チップ105aがその側面に配置された外部接続端子26をさらに有しており、この外部接続端子26が接続部材27を介してインナービア14に電気的に接続されている。この電子部品内蔵回路基板8によれば、実施の形態1の電子部品内蔵回路基板1にて得られる効果に加えて、さらに配線収容率を高めることができ、半導体チップのさらなる小型化も実現できる。
以上に説明した実施の形態1〜8の電子部品内蔵回路基板1〜8において、内蔵される半導体チップとしては、ベアチップや、ポリイミド等の絶縁膜を再配線層としてもつ半導体チップも使用可能である。
なお、実施の形態1〜8の電子部品内蔵回路基板1〜8は、互いに異なる面に外部接続端子が設けられた電子部品を内蔵することを特徴としているが、内蔵される電子部品が例えば球体のように一面から形成されている場合、互いに異なる方位を向くように外部接続端子が設けられていれば、同様の効果が得られる。
また、実施の形態1〜8の電子部品内蔵回路基板1〜8において、半導体チップに設けられる外部接続端子は、電極として機能すればよいため、形状等は実施の形態1〜8の場合に限定されない。
実施の形態1〜8で示した電子部品内蔵回路基板1〜8においては、半導体チップのみが内蔵されているが、受動部品である他のチップ状の抵抗、インダクタおよびコンデンサ等の電子部品も同様に内蔵可能である。
なお、実施の形態1〜8で示した電子部品内蔵回路基板1〜8の各構成は、適宜組み合わせて実施することが可能である。
本発明にかかる電子部品内蔵回路基板およびその製造方法は、電子部品を内蔵した電子部品内蔵回路基板において配線収容率を高めて高密度化を実現するのに有用である。
1,2,3,4,5,6,7,8 電子部品内蔵回路基板
11 絶縁層
12 第1の配線パターン
13 第2の配線パターン
14 インナービア
15a,15b 半導体チップ
16,18 外部接続端子
17,19 接続部材
20 異方導電性シート
21 スルーホール
22,23 回路基板
24 電子部品
24a,24b 半導体チップ
24c 接着剤
25 電子部品
25a,25b,25c 半導体チップ
25d 接着剤
26 外部接続端子
27 接続部材
28 電子部品
28a,28b 半導体チップ
28c 接着剤
29,29a,29b 外部接続端子
30,30a,30b ワイヤ
31,31a,31b 接着剤
32a,32b 半導体チップ
33a,33b 外部接続端子
35 基材
36a,36b 接続部材
37 配線パターン
101 シート状物
102 貫通孔
103 導電性樹脂組成物
104 第1の導電体
105a,105b 半導体チップ
106,108 外部接続端子
107,109 接続部材
110 第2の導電体
111 突起電極
112 導電性樹脂組成物
113 異方導電性シート
114,116 離型フィルム
115 第1の配線パターン
117 第2の配線パターン
118,120 回路基板
119 第1の配線パターン
121 第2の配線パターン
204a,204b 半導体チップ
204c 接着剤
208a,208b 半導体チップ
208c 接着剤
209 外部接続端子
231 絶縁層
232 配線パターン
233 インナービア
234 半導体チップ
235 外部接続端子
236 接続部材
300 ワイヤ
301 接着剤
11 絶縁層
12 第1の配線パターン
13 第2の配線パターン
14 インナービア
15a,15b 半導体チップ
16,18 外部接続端子
17,19 接続部材
20 異方導電性シート
21 スルーホール
22,23 回路基板
24 電子部品
24a,24b 半導体チップ
24c 接着剤
25 電子部品
25a,25b,25c 半導体チップ
25d 接着剤
26 外部接続端子
27 接続部材
28 電子部品
28a,28b 半導体チップ
28c 接着剤
29,29a,29b 外部接続端子
30,30a,30b ワイヤ
31,31a,31b 接着剤
32a,32b 半導体チップ
33a,33b 外部接続端子
35 基材
36a,36b 接続部材
37 配線パターン
101 シート状物
102 貫通孔
103 導電性樹脂組成物
104 第1の導電体
105a,105b 半導体チップ
106,108 外部接続端子
107,109 接続部材
110 第2の導電体
111 突起電極
112 導電性樹脂組成物
113 異方導電性シート
114,116 離型フィルム
115 第1の配線パターン
117 第2の配線パターン
118,120 回路基板
119 第1の配線パターン
121 第2の配線パターン
204a,204b 半導体チップ
204c 接着剤
208a,208b 半導体チップ
208c 接着剤
209 外部接続端子
231 絶縁層
232 配線パターン
233 インナービア
234 半導体チップ
235 外部接続端子
236 接続部材
300 ワイヤ
301 接着剤
Claims (26)
- 絶縁層と、前記絶縁層の第1の主面に設けられた第1の配線パターンと、前記絶縁層の第1の主面とは異なる第2の主面に設けられた第2の配線パターンと、前記絶縁層の内部に配置された少なくとも一つの電子部品と、を含む電子部品内蔵回路基板であって、
前記電子部品は、第1の面に形成された第1の外部接続端子と、前記第1の面と異なる第2の面に形成された第2の外部接続端子とを含んでおり、
前記第1の外部接続端子は前記第1の配線パターンと電気的に接続され、かつ、前記第2の外部接続端子は前記第2の配線パターンと電気的に接続されていることを特徴とする電子部品内蔵回路基板。 - 前記第1の面は、前記電子部品において前記第1の配線パターンと対向する面であり、
前記第2の面は、前記電子部品において前記第2の配線パターンと対向する面である請求項1に記載の電子部品内臓回路基板。 - 前記絶縁層は、無機フィラーと熱硬化性樹脂とを含む混合物にて形成される請求項1に記載の電子部品内蔵回路基板。
- 前記混合物は、前記無機フィラーを70重量%以上95重量%以下含む請求項3に記載の電子部品内蔵回路基板。
- 前記熱硬化性樹脂は、エポキシ樹脂、フェノール樹脂およびイソシアネート樹脂からなる群から選択される少なくとも一つの樹脂を含む請求項3に記載の電子部品内蔵回路基板。
- 前記無機フィラーは、Al2O3、MgO、BN、AlNおよびSiO2からなる群から選択される少なくとも一種を含む請求項3に記載の電子部品内蔵回路基板。
- 前記第1の配線パターンと前記第2の配線パターンとを互いに電気的に接続するインナービアがさらに設けられた請求項1に記載の電子部品内蔵回路基板。
- 前記電子部品が半導体チップである請求項1に記載の電子部品内蔵回路基板。
- 前記電子部品は、少なくとも二つの半導体チップが接着剤を介して貼り合わされて形成されている請求項1に記載の電子部品内蔵回路基板。
- 前記電子部品は、可撓性を有する基材に少なくとも二つの半導体チップが搭載され、少なくとも前記二つの半導体チップの外部接続端子が互いに異なる方位を向くように前記基材が折り曲げられて形成されている請求項1に記載の電子部品内蔵回路基板。
- チップ状の抵抗、チップ状のコンデンサおよびチップ状のインダクタからなる群から選択される少なくとも一つの受動部品をさらに含み、前記受動部品が前記絶縁層の内部に配置される請求項1に記載の電子部品内蔵回路基板。
- (a)第1の面に形成された第1の外部接続端子と、前記第1の面と異なる第2の面に形成された第2の外部接続端子とを含む電子部品を、シート状の第1の導電体に位置合わせして実装し、前記第1の外部接続端子と前記第1の導電体とが互いに電気的に接続された電子部品実装体を形成する工程と、
(b)前記電子部品実装体上に、無機フィラーと熱硬化性樹脂とを含む混合物にて形成された未硬化のシート状物と、シート状の第2の導電体とを、位置合わせしてこの順に重ね合わせ、積層体を形成する工程と、
(c)前記積層体を積層方向に加圧し、かつ、加熱することにより、前記シート状物内に前記電子部品実装体の電子部品を埋設し、かつ、前記第2の外部接続端子と前記第2の導電体とを互いに電気的に接続させる工程と、
(d)前記第1の導電体と前記第2の導電体とを用いて配線パターンを形成する工程と、
を含むことを特徴とする電子部品内蔵回路基板の製造方法。 - 前記(a)の工程において、前記電子部品の前記第2の外部接続端子上に接続部材を設ける請求項12に記載の電子部品内蔵回路基板の製造方法。
- 前記(b)の工程において、前記第2の導電体上の所定の領域に接続部材を形成し、前記接続部材が前記シート状物に対向する向きで、前記第2の導電体を前記シート状物に重ね合わせる請求項12に記載の電子部品内蔵回路基板の製造方法。
- 前記接続部材は、ハンダ、導電性樹脂組成物、異方導電性シートおよび突起電極から選択される少なくとも一つにて形成される請求項14に記載の電子部品内蔵回路基板の製造方法。
- 前記接続部材は、突起電極と異方導電性シートまたは導電性樹脂組成物とが積層されて形成されている請求項15に記載の電子部品内蔵回路基板の製造方法。
- 前記混合物は、無機フィラーを70重量%以上95重量%以下含む請求項12に記載の電子部品内蔵回路基板の製造方法。
- (a)第1の面に形成された第1の外部接続端子と、前記第1の面と異なる第2の面に形成された第2の外部接続端子とを含む電子部品を、支持材上に形成された第1の配線パターンに位置合わせして実装し、前記第1の外部接続端子と前記第1の配線パターンとが互いに電気的に接続された電子部品実装体を形成する工程と、
(b)前記電子部品実装体上に、無機フィラーと熱硬化性樹脂とを含む混合物にて形成された未硬化のシート状物と、支持材上に形成された第2の配線パターンとを、位置合わせしてこの順に重ね合わせ、積層体を形成する工程と、
(c)前記積層体を積層方向に加圧し、かつ、加熱することにより、前記シート状物内に前記電子部品実装体の電子部品を埋設し、かつ、前記第2の外部接続端子と前記第2の配線パターンとを電気的に接続させる工程と、
を含むことを特徴とする電子部品内蔵回路基板の製造方法。 - 前記(c)の工程の後に、前記積層体から支持材のみを剥離する工程をさらに含む請求項18に記載の電子部品内蔵回路基板の製造方法。
- 前記(a)の工程において、前記電子部品の前記第2の外部接続端子上に接続部材を設ける請求項18に記載の電子部品内蔵回路基板の製造方法。
- 前記接続部材は、ハンダ、導電性樹脂組成物、異方導電性シートおよび突起電極から選択される少なくとも一つにて形成される請求項20に記載の電子部品内蔵回路基板の製造方法。
- 前記接続部材は、突起電極と異方導電性シートまたは導電性樹脂組成物とが積層されて形成されている請求項21に記載の電子部品内蔵回路基板の製造方法。
- 前記(b)の工程において、前記第2の配線パターンの所定の領域に接続部材を形成し、前記接続部材が前記シート状物に対向する向きで、前記支持材上に形成された前記第2の配線パターンを前記シート状物に重ね合わせる請求項18に記載の電子部品内蔵回路基板の製造方法。
- 前記接続部材は、ハンダ、導電性樹脂組成物、異方導電性シートおよび突起電極から選択される少なくとも一つにて形成される請求項23に記載の電子部品内蔵回路基板の製造方法。
- 前記接続部材は、突起電極と異方導電性シートまたは導電性樹脂組成物とが積層されて形成されている請求項24に記載の電子部品内蔵回路基板の製造方法。
- 前記混合物は、無機フィラーを70重量%以上95重量%以下含む請求項18に記載の電子部品内蔵回路基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004197115A JP2005045228A (ja) | 2003-07-09 | 2004-07-02 | 光学情報記録媒体とその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003272509 | 2003-07-09 | ||
| JP2004197115A JP2005045228A (ja) | 2003-07-09 | 2004-07-02 | 光学情報記録媒体とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005045228A true JP2005045228A (ja) | 2005-02-17 |
| JP2005045228A5 JP2005045228A5 (ja) | 2005-07-14 |
Family
ID=34277445
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004197115A Withdrawn JP2005045228A (ja) | 2003-07-09 | 2004-07-02 | 光学情報記録媒体とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005045228A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007103466A (ja) * | 2005-09-30 | 2007-04-19 | Toshiba Corp | 多層プリント配線板、多層プリント配線板の製造方法、電子機器 |
| JP2009272435A (ja) * | 2008-05-07 | 2009-11-19 | Fujitsu Ltd | 部品内蔵基板及びその製造方法 |
| JP2011524645A (ja) * | 2008-06-19 | 2011-09-01 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | 電子モジュールを製造するための方法 |
| KR101241699B1 (ko) * | 2011-06-10 | 2013-03-11 | 엘지이노텍 주식회사 | 인쇄회로기판 및 그의 제조 방법 |
| KR101417881B1 (ko) | 2006-12-19 | 2014-07-09 | 신꼬오덴기 고교 가부시키가이샤 | 전자 부품 내장 기판 |
| JPWO2014184873A1 (ja) * | 2013-05-14 | 2017-02-23 | 株式会社メイコー | 部品内蔵基板の製造方法及び部品内蔵基板 |
| JP2018186198A (ja) * | 2017-04-26 | 2018-11-22 | 富士通株式会社 | 基板および基板の製造方法 |
-
2004
- 2004-07-02 JP JP2004197115A patent/JP2005045228A/ja not_active Withdrawn
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007103466A (ja) * | 2005-09-30 | 2007-04-19 | Toshiba Corp | 多層プリント配線板、多層プリント配線板の製造方法、電子機器 |
| KR101417881B1 (ko) | 2006-12-19 | 2014-07-09 | 신꼬오덴기 고교 가부시키가이샤 | 전자 부품 내장 기판 |
| JP2009272435A (ja) * | 2008-05-07 | 2009-11-19 | Fujitsu Ltd | 部品内蔵基板及びその製造方法 |
| JP2011524645A (ja) * | 2008-06-19 | 2011-09-01 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | 電子モジュールを製造するための方法 |
| KR101241699B1 (ko) * | 2011-06-10 | 2013-03-11 | 엘지이노텍 주식회사 | 인쇄회로기판 및 그의 제조 방법 |
| JPWO2014184873A1 (ja) * | 2013-05-14 | 2017-02-23 | 株式会社メイコー | 部品内蔵基板の製造方法及び部品内蔵基板 |
| JP2018186198A (ja) * | 2017-04-26 | 2018-11-22 | 富士通株式会社 | 基板および基板の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7341890B2 (en) | Circuit board with built-in electronic component and method for manufacturing the same | |
| TW511405B (en) | Device built-in module and manufacturing method thereof | |
| JP4279893B2 (ja) | 回路部品内蔵モジュールの製造方法 | |
| JP3709882B2 (ja) | 回路モジュールとその製造方法 | |
| JP3051700B2 (ja) | 素子内蔵多層配線基板の製造方法 | |
| JP3744383B2 (ja) | 複合配線基板及びその製造方法 | |
| JP3429734B2 (ja) | 配線基板、多層配線基板、回路部品実装体及び、配線基板の製造方法 | |
| CN106332474B (zh) | 刚性柔性基板及其制造方法 | |
| KR101868680B1 (ko) | 회로 기판, 회로 기판의 제조 방법 및 전자 기기 | |
| JP2002290051A (ja) | 部品内蔵モジュールとその製造方法 | |
| WO2007052584A1 (ja) | 積層回路基板の製造方法、回路板およびその製造方法 | |
| TWI461118B (zh) | 具有電子零件之配線基板及其製造方法 | |
| JP2001332866A (ja) | 回路基板及びその製造方法 | |
| JP2005109307A (ja) | 回路部品内蔵基板およびその製造方法 | |
| JP2008153360A (ja) | キャパシタ用接着シートおよびそれを用いたキャパシタ内蔵型プリント配線板の製造方法 | |
| WO2010067508A1 (ja) | 多層基板およびその製造方法 | |
| TW201316853A (zh) | 嵌入式多層電路板及其製作方法 | |
| JP4207517B2 (ja) | 素子内蔵基板 | |
| JP2005045228A (ja) | 光学情報記録媒体とその製造方法 | |
| JP2001274555A (ja) | プリント配線基板、プリント配線用素板、半導体装置、プリント配線基板の製造方法、及び半導体装置の製造方法 | |
| JP2003142832A (ja) | 部品内蔵モジュールおよびパッケージ部品、並びにその製造方法 | |
| JP4718890B2 (ja) | 多層配線基板及びその製造方法、多層配線基板構造体 | |
| JP2002246745A (ja) | 三次元実装パッケージ及びその製造方法、三次元実装パッケージ製造用接着材 | |
| JP2006310543A (ja) | 配線基板及びその製造方法、半導体回路素子付き配線基板 | |
| JP2006059852A (ja) | 電子部品の実装構造および電子部品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050118 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070425 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20080918 |