JP2004344664A - 軽量フェース・インサートを有するゴルフ・クラブ・ヘッド及びその製造方法 - Google Patents
軽量フェース・インサートを有するゴルフ・クラブ・ヘッド及びその製造方法 Download PDFInfo
- Publication number
- JP2004344664A JP2004344664A JP2004150575A JP2004150575A JP2004344664A JP 2004344664 A JP2004344664 A JP 2004344664A JP 2004150575 A JP2004150575 A JP 2004150575A JP 2004150575 A JP2004150575 A JP 2004150575A JP 2004344664 A JP2004344664 A JP 2004344664A
- Authority
- JP
- Japan
- Prior art keywords
- face insert
- club head
- pressure
- golf club
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0466—Heads wood-type
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0408—Heads characterised by specific dimensions, e.g. thickness
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0408—Heads characterised by specific dimensions, e.g. thickness
- A63B53/0412—Volume
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0416—Heads having an impact surface provided by a face insert
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0416—Heads having an impact surface provided by a face insert
- A63B53/042—Heads having an impact surface provided by a face insert the face insert consisting of a material different from that of the head
- A63B53/0425—Heads having an impact surface provided by a face insert the face insert consisting of a material different from that of the head the face insert comprising two or more different materials
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B2209/00—Characteristics of used materials
- A63B2209/02—Characteristics of used materials with reinforcing fibres, e.g. carbon, polyamide fibres
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B2209/00—Characteristics of used materials
- A63B2209/02—Characteristics of used materials with reinforcing fibres, e.g. carbon, polyamide fibres
- A63B2209/023—Long, oriented fibres, e.g. wound filaments, woven fabrics, mats
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1062—Prior to assembly
Abstract
【解決手段】クラブ・ヘッドは少なくとも200ccの容積を有することが好ましく、すぐれた耐久性とクラブ性能を提供する。フェース・インサートは100g/m2以下の面積当り繊維重量(FAW)を有するプリプレグ・プライを含む。フェース・インサートは、4mm以下の厚さとクラブ・ヘッドの本体の金属材料で形成された等価容積のインサートより少なくとも10グラム少ない質量を有することが好ましい。周囲リムを有する金属キャップも備えられて、フェース・インサートの複合材料の端部を保護する。関連する製造方法及び代替材料も開示する。プリプレグ・プライの樹脂含有量を、結果として得られるプリプレグ・プライが硬化され浸漬されるタイミングと環境を管理することによって制御することができる。
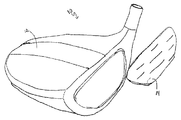
【選択図】図1
Description
100g/m2以下の面積当り繊維重量(FAW)を有する複数のプリプレグ・プライを積み重ねて切削し、実質的に最終所望の形状とバルジとロールとを有する未硬化フェース・インサートを形成すること、
未硬化フェース・インサートを初期温度T1でツール(加工機)の中に置くこと、
未硬化フェース・インサートを第1圧力P1で約5分間硬化し、次いで初期温度T1よりも高い又は等しい設定温度T2でツールの加熱を開始し、それから15分間、第1圧力P1よりも高い第2圧力T2で硬化し、こうして硬化フェース・インサートを得ること、
硬化フェース・インサートを設定された温度と第2圧力P2で約30分間連続形成すること、及び
第2圧力P2以下の第3圧力P3で硬化フェース・インサートを5分間浸漬して、所望の樹脂含有量を達成することを含む。
上述のように、樹脂に富む領域が比較的少ない複合領域を有することは有益である。この目的のために、繊維強化シートを制御された樹脂量で含浸して規定の樹脂含有量を達成する。これは部分的には、繊維シートが硬化され浸積されるタイミングと環境の管理を通じて実現される。
複合ゴルフ・クラブ・フェースの表面粗度を増加するため、及びこれと共に使用される接着剤の接着を強化するために、硬化の前にテクスチャ膜の層を材料の上に置くことができる。テクスチャ膜の一例としては通常のナイロン織物がある。硬化の条件は織物を劣化させるものではなく、織物組織の押し印は複合物の表面に転写される。試験によって、処理済み複合表面への3M(登録商標)DP460などのウレタン及びエポキシの接着が著しく改良され、鋳物チタン合金などの金属表面への接着よりも優れていることを示した。
12 金属本体
14 フェース・インサート
16 複合領域
18 金属キャップ
20 第1プライ
22 プライ
24 プライ
26 プライ
32 環状突出縁
34 遷移縁部
36 リム
38 側縁部
40 打面
42 溝
44 ボンド・ギャップ
Claims (33)
- 前面開口部を画定する本体と、
100g/m2以下の面積当り繊維重量(FAW)を有する複数のプリプレグ・プライを含むフェース・インサートであって、本体の前面開口部に取り付けられてこれを閉じるフェース・インサートと
を含み、
フェース・インサートの全厚が約1mmから約8mmまでの範囲内にある、ゴルフ・クラブ・ヘッド。 - フェース・インサートが5g/cc以下の密度を有する材料で形成されたキャップを含み、キャップはプリプレグ・プライの前表面を覆い、周囲リムを含む、請求項1に記載のゴルフ・クラブ・ヘッド。
- クラウンと、スカートと、ソールとを有し、前面開口部を画定する本体と、
100g/m2以下の面積当り繊維重量(FAW)を有する複数のプリプレグ・プライを含む少なくとも1つの部分を有するフェース・インサートであって、本体の前面開口部を閉じるフェース・インサートと
を含む、少なくとも200ccの容積を有するゴルフ・クラブ・ヘッドであって、
フェース・インサートの全厚が約1mmから約8mmまでの範囲内にあり、少なくとも0.79の反発係数を有するゴルフ・クラブ・ヘッド。 - プリプレグ・プライが約70g/m2のFAWを有する炭素繊維強化物を含み、
フェース・インサートの全厚が約3mmから約4mmまでの範囲内にある、
請求項3に記載のゴルフ・クラブ・ヘッド。 - プリプレグ・プライが70g/m2以下のFAWを有する、請求項3に記載のゴルフ・クラブ・ヘッド。
- プリプレグ・プライが約50g/m2のFAWを有する炭素繊維強化物を含み、
フェース・インサートの全厚が約2.5mmから約4mmまでの範囲内にある、
請求項5に記載のゴルフ・クラブ・ヘッド。 - 本体が少なくとも部分的に金属材料で形成され、フェース・インサートの質量が本体の金属材料の等価容積より少なくとも10グラム少ない、請求項5に記載のゴルフ・クラブ・ヘッド。
- フェース・インサートがプリプレグ・プライに接着剤で取り付けられた金属キャップを含む、請求項3に記載のゴルフ・クラブ・ヘッド。
- プリプレグ・プライの厚さが約3.5mm又はそれ以下であり、金属キャップの厚さが約0.5mm又はそれ以下である、請求項8に記載のゴルフ・クラブ・ヘッド。
- プリプレグ・プライと共に硬化したテクスチャ膜の層をさらに含み、これによってテクスチャ膜の層はフェース・インサートの前表面を形成する、請求項3に記載のゴルフ・クラブ・ヘッド。
- テクスチャ膜の層がナイロン織物で構成される、請求項10に記載のゴルフ・クラブ・ヘッド。
- クラウンと、スカートと、ソールとを有し、環状突出縁を有する前面開口部を画定する本体と、
非金属材料で形成された領域と、非金属領域の前表面に取り付けられたキャップであって、非金属領域の周囲の周りに延びる1つ又は複数のセグメントを有する周囲リムを含むキャップとを含むフェース・インサートと
を含む、少なくとも200ccの容積を有するゴルフ・クラブ・ヘッドであって、
フェース・インサートが本体の全面開口部において環状突出縁の上に配置され、少なくとも0.79の反発係数を有するゴルフ・クラブ・ヘッド。 - 非金属領域とキャップとの間に0.2mmと同じか、より小さなボンド・ギャップが維持されている、請求項12に記載のゴルフ・クラブ・ヘッド。
- キャップが金属材料を含む、請求項12に記載のゴルフ・クラブ・ヘッド。
- 金属キャップがTi−6Al−4V材料を含む、請求項14に記載のゴルフ・クラブ・ヘッド。
- 非金属領域の厚さが約3.5mm又はそれ以下であり、金属キャップの厚さが約0.5mm又はそれ以下である、請求項14に記載のゴルフ・クラブ・ヘッド。
- フェース・インサートの非金属領域が、繊維強化プラスチック、100g/m2以下の面積当り繊維重量を有する複数のプリプレグ・プライ、チョップド・ファイバ・コンパウンド、及び射出成形ポリマからなる群から選択された少なくとも1つの材料を含む、請求項12に記載のゴルフ・クラブ・ヘッド。
- 少なくとも200ccの容積を有するゴルフ・クラブを製造する方法であって、
100g/m2以下の面積当り繊維重量(FAW)を有する複数のプリプレグ・プライを少なくとも部分的に含むフェース・インサートを形成する段階と、
クラウンと、スカートと、ソールとを有する本体を形成する段階であって、本体は前面開口部を画定し、本体は前面開口部に深さDの凹所を伴う環状突出縁を有する段階と、
前面開口部にフェース・インサートを取り付ける段階であって、フェース・インサートは本体の前面開口部に環状突出縁の深さDより小さな厚さを有する段階と
を含む方法。 - 本体を形成する段階がチタン合金を焼き流し精密鋳造することを含む、請求項18に記載の方法。
- フェース・インサートの厚さが約2mmから約7mmまでの範囲内にある、請求項18に記載の方法。
- 環状突出縁が約1.5mmの厚さを有し、前面開口部の中に約3mmから6mmまでの間だけ延びている、請求項18に記載の方法。
- 金属キャップを形成する段階とフェース・インサートの前表面にキャップを取り付ける段階とをさらに含み、フェース・インサートのプリプレグ・プライとキャップとの組合せ厚さが本体の前面開口部における環状突出縁の深さDと同じかより小さい、請求項18に記載の方法。
- 金属キャップを形成する段階が、フェース・インサートの厚さと実質的に同じ高さを有する周囲リムを形成することを含む、請求項22に記載の方法。
- フェース・インサートの前表面にキャップを取り付ける段階と本体の前面開口部にフェース・インサートを取り付ける段階が、どのような順序によっても実施される、請求項22に記載の方法。
- 約100g/m2以下の面積当り繊維重量を有し、所定の樹脂含有量を有する複数のプリプレグ・プライを含む硬化フェース・インサートを形成する段階と、
前面開口部を画定する本体を形成する段階と、
前面開口部にフェース・インサートを取り付ける段階と
を含むゴルフ・クラブ・ヘッドを製造する方法であって、
前記の硬化フェース・インサートを形成する段階は、
低FAW材料の複数のプライを積み重ねて切り、実質的に所望の最終形状、バルジ、及びロールを有する未硬化フェース・インサートを形成すること、
未硬化フェース・インサートを初期温度T1でツールの中に置くこと、
未硬化フェース・インサートを第1圧力P1で約5分間硬化し、次に初期温度T1より高い設定温度T2に加熱することを開始し、第1圧力P1よりも高い第2圧力P2でさらに15分間硬化して、硬化フェース・インサートを得ること、
設定温度と第2圧力P2で硬化フェース・インサートを約30分間連続形成すること、及び
所定の樹脂含有量を達成するように、第2圧力P2よりも低い第3圧力P3で硬化フェース・インサートを5分間浸漬すること
を含む方法。 - 第3圧力P3が第1圧力P1よりも高い、請求項25に記載の方法。
- 初期温度T1が約93℃(200°F)、設定温度T2が約132℃(270°F)、第1圧力P1が約1.05kg/cm2(15psi)、第2圧力P2が約14kg/cm2(200psi)、及び第3圧力P3が約1.41kg/cm2(20psi)であり、こうして最終樹脂含有量は約35%から約40%までの間にある、請求項26に記載の方法。
- 低FAW材料の複数のプライを積み重ねることが、各回が少なくとも2分間である少なくとも2回の容積減少することを含む、請求項25に記載の方法。
- 最終容積減少することが所望の最終バルジとロールを有するパネルを使用することを含む、請求項28に記載の方法。
- フェース・インサートの厚さと実質的に同じ高さを有する周囲リムを含む金属キャップを形成する段階をさらに含む、請求項25に記載の方法。
- 約100g/m2以下の面積当り繊維重量を有し、所定の樹脂含有量を有する複数のプリプレグ・プライを含む硬化フェース・インサートを形成する段階と、
前面開口部を画定する本体を形成する段階と、
前面開口部にフェース・インサートを取り付ける段階と
を含むゴルフ・クラブ・ヘッドを製造する方法であって、
前記の硬化フェース・インサートを形成する段階は、
低FAW材料の複数のプライを積み重ねて切り、実質的に所望の最終形状、バルジ、及びロールを有する未硬化フェース・インサートを形成すること、
未硬化フェース・インサートを初期温度T1でツールの中に置き、温度を設定温度に上げること、
未硬化フェース・インサートを第1圧力P1で約5分間硬化すること、
圧力を第2圧力P2に上げ、設定温度と第2圧力P2で硬化フェース・インサートを約15分間連続形成すること、及び
所定の樹脂含有量を達成するように、第2圧力P2よりも低い第3圧力P3で硬化フェース・インサートを20分間浸漬すること
を含む方法。 - 初期温度T1が約93℃(200°F)、設定温度T2が約132℃(270°F)、第1圧力P1が約1.41kg/cm2(20psi)、第2圧力P2が約14kg/cm2(200psi)、及び第3圧力P3が約1.41kg/cm2(20psi)である、請求項31に記載の方法。
- フェース・インサートの厚さと実質的に同じ高さを有する周囲リムを含む金属キャップを形成する段階をさらに含む、請求項31に記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/442,348 US7267620B2 (en) | 2003-05-21 | 2003-05-21 | Golf club head |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004344664A true JP2004344664A (ja) | 2004-12-09 |
| JP2004344664A5 JP2004344664A5 (ja) | 2005-09-08 |
Family
ID=33450176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004150575A Pending JP2004344664A (ja) | 2003-05-21 | 2004-05-20 | 軽量フェース・インサートを有するゴルフ・クラブ・ヘッド及びその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (5) | US7267620B2 (ja) |
| JP (1) | JP2004344664A (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008161679A (ja) * | 2006-12-26 | 2008-07-17 | Taylor Made Golf Co Inc | ゴルフクラブおよびそのクラブ・ヘッドに使用される複合材フェース・プレートの加工方法 |
| JP2009148558A (ja) * | 2007-12-19 | 2009-07-09 | Taylor Made Golf Co Inc | 粗度パターンを有するカバーを備えるゴルフクラブフェース |
| JP2010155075A (ja) * | 2008-12-31 | 2010-07-15 | Taylor Made Golf Co Inc | ゴルフクラブヘッドのためのチタン合金およびそれを含むクラブヘッド |
| US7874936B2 (en) * | 2007-12-19 | 2011-01-25 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US7874937B2 (en) * | 2007-12-19 | 2011-01-25 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| JP2014223309A (ja) * | 2013-05-16 | 2014-12-04 | アクシュネット カンパニーAcushnet Company | 多材料フェースを具備するゴルフクラブヘッド |
| US9174099B2 (en) | 2007-12-19 | 2015-11-03 | Taylor Made Golf Company, Inc. | Golf club face |
| US9861864B2 (en) | 2013-11-27 | 2018-01-09 | Taylor Made Golf Company, Inc. | Golf club |
| US10343034B2 (en) | 2016-12-19 | 2019-07-09 | Karsten Manufacturing Corporation | Localized milled golf club face |
| JP2019165995A (ja) * | 2018-03-23 | 2019-10-03 | ブリヂストンスポーツ株式会社 | ゴルフクラブヘッド |
| US10857430B2 (en) | 2016-12-19 | 2020-12-08 | Karsten Manufacturing Corporation | Localized milled golf club face |
| US10881920B2 (en) * | 2007-04-12 | 2021-01-05 | Taylor Made Golf Company, Inc. | Golf club head |
| US11161020B2 (en) | 2016-12-19 | 2021-11-02 | Karsten Manufacturing Corporation | Localized milled golf club face |
| JP7476159B2 (ja) | 2013-03-07 | 2024-04-30 | テイラー メイド ゴルフ カンパニー, インコーポレーテッド | ゴルフクラブヘッド |
Families Citing this family (101)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10080934B2 (en) | 2002-11-08 | 2018-09-25 | Taylor Made Golf Company, Inc. | Golf club with coefficient of restitution feature |
| US8900069B2 (en) | 2010-12-28 | 2014-12-02 | Taylor Made Golf Company, Inc. | Fairway wood center of gravity projection |
| US8235844B2 (en) | 2010-06-01 | 2012-08-07 | Adams Golf Ip, Lp | Hollow golf club head |
| US7267620B2 (en) * | 2003-05-21 | 2007-09-11 | Taylor Made Golf Company, Inc. | Golf club head |
| US8777776B2 (en) * | 2003-05-21 | 2014-07-15 | Taylor Made Golf Company, Inc. | Golf club head having a composite face insert |
| US7771288B2 (en) * | 2003-08-13 | 2010-08-10 | Acushnet Company | Golf club head with face insert |
| US9943734B2 (en) | 2004-11-08 | 2018-04-17 | Taylor Made Golf Company, Inc. | Golf club |
| US7819761B2 (en) | 2005-01-26 | 2010-10-26 | Taylor Made Golf Company, Inc. | Golf ball having cross-core hardness differential and method for making it |
| US8030411B2 (en) | 2005-12-21 | 2011-10-04 | Taylor Made Golf Company, Inc. | Polymer compositions comprising peptizers, sports equipment comprising such compositions, and method for their manufacture |
| US20080096687A1 (en) * | 2005-12-29 | 2008-04-24 | Ming-Hsien Chen | Golf Club Head |
| US10086238B1 (en) | 2006-09-25 | 2018-10-02 | Cobra Golf Incorporated | Multi-component golf club head having a hollow body face |
| US7811180B2 (en) * | 2006-09-25 | 2010-10-12 | Cobra Golf, Inc. | Multi-metal golf clubs |
| US8287401B2 (en) * | 2006-11-28 | 2012-10-16 | Bridgestone Sports Co., Ltd. | Putter head |
| US7575524B2 (en) * | 2006-12-06 | 2009-08-18 | Taylor Made Golf Company, Inc. | Golf clubs and club-heads comprising a face plate having a central recess and flanking recesses |
| US8096897B2 (en) * | 2006-12-19 | 2012-01-17 | Taylor Made Golf Company, Inc. | Golf club-heads having a particular relationship of face area to face mass |
| US7985146B2 (en) * | 2007-06-27 | 2011-07-26 | Taylor Made Golf Company, Inc. | Golf club head and face insert |
| US8211976B2 (en) | 2007-12-21 | 2012-07-03 | Taylor Made Golf Company, Inc. | Sports equipment compositions comprising a polyurethane, polyurea or prepolymer thereof and a polyfunctional modifier |
| US8357060B2 (en) | 2007-12-28 | 2013-01-22 | Taylor Made Golf Company, Inc. | Golf ball with soft feel |
| US8932154B2 (en) | 2007-12-28 | 2015-01-13 | Taylor Made Golf Company, Inc. | Golf ball with softer feel and high iron spin |
| US8096899B2 (en) | 2007-12-28 | 2012-01-17 | Taylor Made Golf Company, Inc. | Golf ball comprising isocyanate-modified composition |
| US7753806B2 (en) | 2007-12-31 | 2010-07-13 | Taylor Made Golf Company, Inc. | Golf club |
| US8206244B2 (en) | 2008-01-10 | 2012-06-26 | Adams Golf Ip, Lp | Fairway wood type golf club |
| US8047933B2 (en) | 2008-02-19 | 2011-11-01 | Taylor Made Golf Company, Inc. | Golf ball |
| US8012038B1 (en) | 2008-12-11 | 2011-09-06 | Taylor Made Golf Company, Inc. | Golf club head |
| US8444504B2 (en) * | 2009-07-09 | 2013-05-21 | Taylor Made Golf Company, Inc. | Golf club head |
| US8088025B2 (en) | 2009-07-29 | 2012-01-03 | Taylor Made Golf Company, Inc. | Golf club head |
| US9033822B1 (en) * | 2009-09-15 | 2015-05-19 | Callaway Golf Company | Golf club head with a compression-molded, thin-walled aft-body |
| US9162115B1 (en) | 2009-10-27 | 2015-10-20 | Taylor Made Golf Company, Inc. | Golf club head |
| US10046212B2 (en) | 2009-12-23 | 2018-08-14 | Taylor Made Golf Company, Inc. | Golf club head |
| US8575278B2 (en) | 2009-12-31 | 2013-11-05 | Taylor Made Golf Company, Inc. | Ionomer compositions for golf balls |
| US8674023B2 (en) | 2009-12-31 | 2014-03-18 | Taylor Made Golf Company, Inc. | Ionomer compositions for golf balls |
| US8629228B2 (en) | 2009-12-31 | 2014-01-14 | Taylor Made Golf Company, Inc. | Ionomer compositions for golf balls |
| US8827831B2 (en) | 2010-06-01 | 2014-09-09 | Taylor Made Golf Company, Inc. | Golf club head having a stress reducing feature |
| US9089749B2 (en) | 2010-06-01 | 2015-07-28 | Taylor Made Golf Company, Inc. | Golf club head having a shielded stress reducing feature |
| US8821312B2 (en) | 2010-06-01 | 2014-09-02 | Taylor Made Golf Company, Inc. | Golf club head having a stress reducing feature with aperture |
| US9199137B2 (en) | 2010-07-08 | 2015-12-01 | Acushnet Company | Golf club having multi-material face |
| US8221261B2 (en) | 2010-07-08 | 2012-07-17 | Acushnet Company | Golf club head having a multi-material face |
| US11186016B2 (en) | 2010-07-08 | 2021-11-30 | Acushnet Company | Golf club head having multi-material face and method of manufacture |
| US20150360094A1 (en) * | 2010-07-08 | 2015-12-17 | Acushnet Company | Golf club head with improved composite material |
| US9717960B2 (en) | 2010-07-08 | 2017-08-01 | Acushnet Company | Golf club head having a multi-material face |
| US9192826B2 (en) | 2010-07-08 | 2015-11-24 | Acushnet Company | Golf club head having a multi-material face |
| US8876629B2 (en) | 2010-07-08 | 2014-11-04 | Acushnet Company | Golf club head having a multi-material face |
| US10357901B2 (en) | 2010-07-08 | 2019-07-23 | Acushnet Company | Golf club head having multi-material face and method of manufacture |
| US10143898B2 (en) | 2010-07-08 | 2018-12-04 | Acushnet Company | Golf club head having a multi-material face |
| US8517859B2 (en) | 2010-07-08 | 2013-08-27 | Acushnet Company | Golf club head having a multi-material face |
| US9033818B2 (en) | 2010-07-08 | 2015-05-19 | Acushnet Company | Golf club head having a multi-material face |
| US8979677B2 (en) | 2010-11-24 | 2015-03-17 | Taylor Made Golf Company, Inc. | Golf ball with selected spin characteristics |
| US8888607B2 (en) | 2010-12-28 | 2014-11-18 | Taylor Made Golf Company, Inc. | Fairway wood center of gravity projection |
| US9220953B2 (en) | 2010-12-28 | 2015-12-29 | Taylor Made Golf Company, Inc. | Fairway wood center of gravity projection |
| US9707457B2 (en) * | 2010-12-28 | 2017-07-18 | Taylor Made Golf Company, Inc. | Golf club |
| US10639524B2 (en) | 2010-12-28 | 2020-05-05 | Taylor Made Golf Company, Inc. | Golf club head |
| US9358430B2 (en) | 2010-12-31 | 2016-06-07 | Taylor Made Golf Company, Inc. | High loft, low center-of-gravity golf club heads |
| CA2988760A1 (en) * | 2011-01-12 | 2012-07-19 | The Board Of Trustees Of The Leland Stanford Junior University | Composite laminated structures and methods for manufacturing and using the same |
| US8663027B2 (en) * | 2011-09-21 | 2014-03-04 | Karsten Manufacturing Corporation | Golf club face plates with internal cell lattices and related methods |
| US9056230B2 (en) * | 2011-11-30 | 2015-06-16 | Acushnet Company | Composite golf club head with improved sound |
| EP2854968B1 (en) | 2012-05-31 | 2018-05-30 | NIKE Innovate C.V. | Golf club head or other ball striking device having face deformation limiting member |
| US9278263B2 (en) * | 2012-09-14 | 2016-03-08 | Acushnet Company | Multi-zone golf club heads |
| JP6341701B2 (ja) | 2013-03-15 | 2018-06-13 | テイラー メイド ゴルフ カンパニー, インコーポレーテッド | 反発係数機構を有するゴルフクラブ |
| US9283448B2 (en) | 2013-08-20 | 2016-03-15 | Nike Inc. | Golf club head with polymeric face |
| US9283447B1 (en) * | 2013-09-23 | 2016-03-15 | Callaway Golf Company | Golf club head with composite face |
| US9283449B1 (en) | 2013-09-23 | 2016-03-15 | Callaway Golf Company | Golf club head with composite face |
| US9975011B1 (en) | 2014-05-21 | 2018-05-22 | Taylor Made Golf Company, Inc. | Golf club |
| US9600999B2 (en) | 2014-05-21 | 2017-03-21 | Universal City Studios Llc | Amusement park element tracking system |
| US9861865B1 (en) | 2014-12-24 | 2018-01-09 | Taylor Made Golf Company, Inc. | Hollow golf club head with step-down crown and shroud forming second cavity |
| US10874914B2 (en) | 2015-08-14 | 2020-12-29 | Taylor Made Golf Company, Inc. | Golf club head |
| US10086240B1 (en) | 2015-08-14 | 2018-10-02 | Taylor Made Golf Company, Inc. | Golf club head |
| US10035049B1 (en) | 2015-08-14 | 2018-07-31 | Taylor Made Golf Company, Inc. | Golf club head |
| US9914027B1 (en) | 2015-08-14 | 2018-03-13 | Taylor Made Golf Company, Inc. | Golf club head |
| US9868036B1 (en) | 2015-08-14 | 2018-01-16 | Taylormade Golf Company, Inc. | Golf club head |
| US10569143B2 (en) | 2015-11-18 | 2020-02-25 | Acushnet Company | Multi-material golf club head |
| US10434380B2 (en) | 2015-11-18 | 2019-10-08 | Acushnet Company | Multi-material golf club head |
| US10065084B2 (en) | 2015-11-18 | 2018-09-04 | Acushnet Company | Multi-material golf club head |
| US10245479B2 (en) | 2015-11-18 | 2019-04-02 | Acushnet Company | Multi-material golf club head |
| US10343030B2 (en) | 2015-11-18 | 2019-07-09 | Acushnet Company | Multi-material golf club head |
| US10232230B2 (en) | 2015-11-18 | 2019-03-19 | Acushnet Company | Multi-material golf club head |
| US10086239B2 (en) | 2015-11-18 | 2018-10-02 | Acushnet Company | Multi-material golf club head |
| US10350464B2 (en) | 2015-11-18 | 2019-07-16 | Acushnet Company | Multi-material golf club head |
| US10207160B2 (en) | 2016-12-30 | 2019-02-19 | Taylor Made Golf Company, Inc. | Golf club heads |
| US10188916B2 (en) | 2017-06-05 | 2019-01-29 | Taylor Made Golf Company, Inc. | Golf club head |
| US20180345099A1 (en) | 2017-06-05 | 2018-12-06 | Taylor Made Golf Company, Inc. | Golf club heads |
| JP6676107B2 (ja) * | 2017-07-20 | 2020-04-08 | テイラー メイド ゴルフ カンパニー, インコーポレーテッド | 着色コーティング繊維を有する複合材料を含むゴルフクラブ及びその製造方法 |
| US10589155B2 (en) | 2017-12-28 | 2020-03-17 | Taylor Made Golf Company, Inc. | Golf club head |
| US10188915B1 (en) | 2017-12-28 | 2019-01-29 | Taylor Made Golf Company, Inc. | Golf club head |
| US10695621B2 (en) | 2017-12-28 | 2020-06-30 | Taylor Made Golf Company, Inc. | Golf club head |
| US10653926B2 (en) | 2018-07-23 | 2020-05-19 | Taylor Made Golf Company, Inc. | Golf club heads |
| US11167341B2 (en) | 2018-11-13 | 2021-11-09 | Taylor Made Golf Company, Inc. | Cluster for casting golf club heads |
| US11235380B2 (en) | 2018-11-13 | 2022-02-01 | Taylor Made Golf Company, Inc. | Cluster for and method of casting golf club heads |
| US11406882B2 (en) | 2019-05-10 | 2022-08-09 | Taylor Made Golf Company, Inc. | Iron-type golf club head |
| US10773135B1 (en) | 2019-08-28 | 2020-09-15 | Taylor Made Golf Company, Inc. | Golf club head |
| CN112657156B (zh) * | 2019-09-30 | 2022-04-19 | 大田精密工业股份有限公司 | 复合材料高尔夫球头及其制法 |
| US11376812B2 (en) | 2020-02-11 | 2022-07-05 | Helicoid Industries Inc. | Shock and impact resistant structures |
| US11771962B2 (en) | 2020-08-21 | 2023-10-03 | Wilson Sporting Goods Co. | Faceplate of a golf club head |
| US11406880B1 (en) | 2020-10-05 | 2022-08-09 | Cobra Golf Incorporated | Systems and methods for a variable thickness club head |
| US11406881B2 (en) | 2020-12-28 | 2022-08-09 | Taylor Made Golf Company, Inc. | Golf club heads |
| US11759685B2 (en) | 2020-12-28 | 2023-09-19 | Taylor Made Golf Company, Inc. | Golf club heads |
| US11346499B1 (en) | 2021-06-01 | 2022-05-31 | Helicoid Industries Inc. | Containers and methods for protecting pressure vessels |
| US11852297B2 (en) | 2021-06-01 | 2023-12-26 | Helicoid Industries Inc. | Containers and methods for protecting pressure vessels |
| US20230181976A1 (en) * | 2021-12-10 | 2023-06-15 | Wilson Sporting Goods Co. | Golf club head having a composite face |
| US11491377B1 (en) | 2021-12-28 | 2022-11-08 | Acushnet Company | Golf club head having multi-layered striking face |
| US11850461B2 (en) | 2022-03-11 | 2023-12-26 | Acushnet Company | Golf club head having supported striking face |
| US11952103B2 (en) | 2022-06-27 | 2024-04-09 | Helicoid Industries Inc. | High impact-resistant, reinforced fiber for leading edge protection of aerodynamic structures |
Family Cites Families (170)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1133129A (en) * | 1913-03-06 | 1915-03-23 | James Govan | Golf-club. |
| US2910033A (en) * | 1956-05-31 | 1959-10-27 | Aaron J R Weisburg | Gunnel guard |
| US2959146A (en) * | 1958-12-03 | 1960-11-08 | Nat Lock Co | Bumper assembly for boats |
| US2990802A (en) * | 1959-03-05 | 1961-07-04 | William L Bonnell Company Inc | Shock-absorbing and wear-resistant plastic and metal strip assemblies |
| US3065724A (en) * | 1959-05-12 | 1962-11-27 | Glasspar Company | Deck and hull joint for boats |
| GB1201648A (en) | 1967-12-20 | 1970-08-12 | Carlton Sports Company Ltd For | Improvements in or relating to golf clubs |
| US3567228A (en) | 1968-10-09 | 1971-03-02 | John Nord Lynn | High energy golf club |
| US3695618A (en) | 1970-08-25 | 1972-10-03 | Acushnet Co | Golf club wood with face plate insert |
| US3937474A (en) * | 1971-03-10 | 1976-02-10 | Acushnet Company | Golf club with polyurethane insert |
| JPS549888B2 (ja) * | 1973-03-12 | 1979-04-28 | ||
| US3836153A (en) * | 1973-03-26 | 1974-09-17 | H Dance | Insert for a golf club head |
| US4398965A (en) * | 1976-10-26 | 1983-08-16 | Pepsico, Inc. | Method of making iron golf clubs with flexible impact surface |
| US4084533A (en) * | 1977-03-21 | 1978-04-18 | Whittaker Corporation | Reversible rubrail for vessels |
| US4545580A (en) | 1983-02-15 | 1985-10-08 | Nippon Gakki Seizo Kabushiki Kaisha | Wood-type golf club head |
| US4523759A (en) * | 1983-05-11 | 1985-06-18 | Igarashi Lawrence Y | Golf club |
| JPS6015145A (ja) | 1983-07-08 | 1985-01-25 | 積水化学工業株式会社 | 被覆金属体およびその製造方法 |
| JPS6031772A (ja) * | 1983-07-29 | 1985-02-18 | 住友ゴム工業株式会社 | ゴルフクラブヘツド |
| US4539253A (en) * | 1984-03-30 | 1985-09-03 | American Cyanamid Co. | High impact strength fiber resin matrix composites |
| US4618149A (en) | 1984-06-07 | 1986-10-21 | Maxel John M | Golf club having interchangeable face plates |
| US4563180A (en) * | 1984-06-29 | 1986-01-07 | Raychem Corporation | High flow catheter for injecting fluids |
| US4798383A (en) * | 1985-01-29 | 1989-01-17 | Yamaha Corporation | Golf club head |
| US4793616A (en) | 1985-04-12 | 1988-12-27 | David Fernandez | Golf club |
| US4792139A (en) | 1985-09-09 | 1988-12-20 | Yamaha Corporation | Golf club head |
| US4740345A (en) | 1985-10-22 | 1988-04-26 | Nippon Gakki Seizo Kabushiki Kaisha | Method for producing an iron golf club head |
| US4928972A (en) | 1986-07-09 | 1990-05-29 | Yamaha Corporation | Iron club head for golf |
| US5016882A (en) | 1986-10-24 | 1991-05-21 | Yamaha Corporation | Metallic golf club head |
| US4848747A (en) | 1986-10-24 | 1989-07-18 | Yamaha Corporation | Set of golf clubs |
| US4995609A (en) * | 1987-02-27 | 1991-02-26 | Callaway Golf Company | Iron golf club heads |
| US4804188A (en) | 1987-06-05 | 1989-02-14 | Mckee John B | Gold club head |
| US4808188A (en) * | 1987-09-16 | 1989-02-28 | Ledford W Troy | Polyester fibers, yarns and fabrics with enhanced hydrophilicity and method of producing same with borohydride anions and lithium cations |
| JPH01171583A (ja) * | 1987-12-28 | 1989-07-06 | Hitachi Chem Co Ltd | ゴルフクラブ用ヘッドの製造法 |
| JPH01176467U (ja) | 1988-05-31 | 1989-12-15 | ||
| JPH082383B2 (ja) * | 1988-06-16 | 1996-01-17 | ダイワゴルフ株式会社 | ゴルフクラブヘッドの製造方法 |
| JP2628358B2 (ja) | 1988-11-04 | 1997-07-09 | 横浜ゴム株式会社 | ゴルフクラブヘツド |
| FR2647685A1 (fr) | 1989-06-01 | 1990-12-07 | Salomon Sa | Tete de club de golf et procede de fabrication de celle-ci |
| US5720673A (en) | 1989-06-12 | 1998-02-24 | Pacific Golf Holdings | Structure and process for affixing a golf club head insert to a golf club head body |
| US5261664A (en) | 1989-06-12 | 1993-11-16 | Donald Anderson | Golf club head and method of forming same |
| US5417419A (en) | 1989-06-12 | 1995-05-23 | Anderson; Donald A. | Golf club with recessed, non-metallic outer face plate |
| US5344140A (en) | 1989-06-12 | 1994-09-06 | Donald A. Anderson | Golf club head and method of forming same |
| US5569182A (en) * | 1990-01-08 | 1996-10-29 | The Curators Of The University Of Missouri | Clot resistant multiple lumen catheter and method |
| US5405320A (en) * | 1990-01-08 | 1995-04-11 | The Curators Of The University Of Missouri | Multiple lumen catheter for hemodialysis |
| US5374245A (en) * | 1990-01-10 | 1994-12-20 | Mahurkar; Sakharam D. | Reinforced multiple-lumen catheter and apparatus and method for making the same |
| US5149569A (en) * | 1990-02-12 | 1992-09-22 | Mccue Corporation | Base member for protective strip assembly |
| US5096753A (en) * | 1990-02-12 | 1992-03-17 | Mccue Corporation | Protective strip assembly |
| US5229431A (en) * | 1990-06-15 | 1993-07-20 | Corvita Corporation | Crack-resistant polycarbonate urethane polymer prostheses and the like |
| US5135227A (en) | 1990-08-30 | 1992-08-04 | The Yokohama Rubber Co., Ltd. | Wood-type metal golf club head and process for producing the same |
| ATE200357T1 (de) * | 1991-07-08 | 2001-04-15 | Seiko Epson Corp | Risc-prozessor mit dehnbarer architektur |
| FR2678843A1 (fr) | 1991-07-11 | 1993-01-15 | Taylor Made Golf Co | Tete de club de golf. |
| US5879499A (en) * | 1996-06-17 | 1999-03-09 | Heartport, Inc. | Method of manufacture of a multi-lumen catheter |
| FR2680694A1 (fr) * | 1991-08-28 | 1993-03-05 | Rossignol Sa | Dispositif amortisseur de vibrations pour instrument a manche et tete de frappe. |
| JP2531966Y2 (ja) | 1991-12-09 | 1997-04-09 | ダイワ精工株式会社 | ゴルフクラブヘッド |
| JP2521221Y2 (ja) | 1992-02-27 | 1996-12-25 | ダイワゴルフ株式会社 | ゴルフクラブヘッド |
| FR2687920B1 (fr) | 1992-02-27 | 1994-05-06 | Taylor Made Golf Cy Inc | Perfectionnement pour tete de club de golf et procedes pour sa realisation. |
| FR2687921B1 (fr) | 1992-02-27 | 1994-05-06 | Taylor Made Golf Cy Inc | Procede de fabrication de tete de club de golf comprenant une face de frappe rapportee. |
| US5249598A (en) * | 1992-08-03 | 1993-10-05 | Vernay Laboratories, Inc. | Bi-directional vent and overpressure relief valve |
| US5312106A (en) | 1992-10-14 | 1994-05-17 | Cook Don R | Composite weighted golf club heads |
| JPH06165842A (ja) | 1992-11-30 | 1994-06-14 | Tonen Corp | ゴルフクラブヘッド |
| JPH06205859A (ja) | 1993-01-08 | 1994-07-26 | Yamaha Corp | ゴルフ用クラブヘッド |
| US5271621A (en) | 1993-01-26 | 1993-12-21 | Lo Kun Nan | Golf club head |
| JP2531082B2 (ja) | 1993-03-22 | 1996-09-04 | ヤマハ株式会社 | ゴルフ用ウッドクラブヘッド |
| JPH07121284B2 (ja) | 1993-04-01 | 1995-12-25 | ヤマハ株式会社 | ゴルフ用アイアンクラブヘッド |
| JP2567638Y2 (ja) * | 1993-06-21 | 1998-04-02 | ダイワ精工株式会社 | ゴルフクラブヘッド |
| US5906550A (en) | 1993-10-18 | 1999-05-25 | Ticomp, Inc. | Sports bat having multilayered shell |
| US5465969A (en) * | 1994-01-18 | 1995-11-14 | Dunlop Slazenger Corporation | Foamed core golf club |
| US5480153A (en) * | 1994-05-27 | 1996-01-02 | Igarashi; Lawrence Y. | Golf wood club with smooth groove-free face |
| US5505453A (en) | 1994-07-20 | 1996-04-09 | Mack; Thomas E. | Tunable golf club head and method of making |
| US5518242A (en) | 1994-07-27 | 1996-05-21 | Lisco, Inc. | Crownless golf club |
| US5529543A (en) | 1994-12-06 | 1996-06-25 | Beaumont, Sr.; Gregory J. | Golf irons with increased consistency |
| US5433440A (en) * | 1994-12-16 | 1995-07-18 | Rocs Precision Casting Co., Ltd. | Golf club head |
| JPH08164229A (ja) | 1994-12-16 | 1996-06-25 | Daiwa Golf Kk | ゴルフクラブヘッド |
| US5494281A (en) * | 1995-01-20 | 1996-02-27 | Chen; Archer C. C. | Golf club head |
| US5614136A (en) * | 1995-03-02 | 1997-03-25 | Scimed Life Systems, Inc. | Process to form dimensionally variable tubular members for use in catheter procedures |
| WO1996033761A1 (en) * | 1995-04-28 | 1996-10-31 | Medtronic, Inc. | Intraparenchymal infusion catheter system |
| US5672120A (en) | 1995-05-12 | 1997-09-30 | Specialty Materials And Manufacturing Inc. | Golf club head |
| JPH09176347A (ja) | 1995-12-22 | 1997-07-08 | Mitsubishi Rayon Co Ltd | 繊維強化樹脂製管状長尺体 |
| US5730077A (en) * | 1996-04-10 | 1998-03-24 | Barbour Corporation | Rubrail with self-contained stiffener |
| US5827131A (en) | 1996-04-24 | 1998-10-27 | Lisco, Inc. | Laminated lightweight inserts for golf club heads |
| US5774970A (en) | 1996-07-24 | 1998-07-07 | Huang; Hui Ming | Manufacturing process of a golf club head |
| US5743204A (en) * | 1996-08-29 | 1998-04-28 | Arctic Cat Inc. | Edge trim for watercraft |
| US6338683B1 (en) * | 1996-10-23 | 2002-01-15 | Callaway Golf Company | Striking plate for a golf club head |
| US5830084A (en) * | 1996-10-23 | 1998-11-03 | Callaway Golf Company | Contoured golf club face |
| US5743813A (en) | 1997-02-19 | 1998-04-28 | Chien Ting Precision Casting Co., Ltd. | Golf club head |
| US6248024B1 (en) | 1997-04-23 | 2001-06-19 | Radius Engineering, Inc. | Composite golf club head |
| US5985197A (en) | 1997-04-23 | 1999-11-16 | Radius Engineering, Inc. | Method of manufacturing a composite golf club head |
| US6723121B1 (en) * | 1997-06-18 | 2004-04-20 | Scimed Life Systems, Inc. | Polycarbonate-polyurethane dispersions for thrombo-resistant coatings |
| US6193614B1 (en) * | 1997-09-09 | 2001-02-27 | Daiwa Seiko, Inc. | Golf club head |
| US6217566B1 (en) * | 1997-10-02 | 2001-04-17 | Target Therapeutics, Inc. | Peripheral vascular delivery catheter |
| US5967903A (en) | 1997-10-20 | 1999-10-19 | Harrison Sports, Inc. | Golf club head with sandwich structure and method of making the same |
| US6406378B1 (en) | 1997-10-23 | 2002-06-18 | Callaway Golf Company | Sound enhanced composite golf club head |
| US6406381B2 (en) | 1997-10-23 | 2002-06-18 | Callaway Golf Company | Composite golf club head and method of manufacturing |
| US6435980B1 (en) | 1997-10-23 | 2002-08-20 | Callaway Golf Company | Face coating for a golf club head |
| US6248025B1 (en) * | 1997-10-23 | 2001-06-19 | Callaway Golf Company | Composite golf club head and method of manufacturing |
| US6162133A (en) | 1997-11-03 | 2000-12-19 | Peterson; Lane | Golf club head |
| JPH11137734A (ja) | 1997-11-06 | 1999-05-25 | Mitsubishi Rayon Co Ltd | ゴルフクラブヘッド |
| US6177522B1 (en) * | 1997-11-07 | 2001-01-23 | Salviac Limited | Biostable polycarbonate urethane products |
| US20020091362A1 (en) * | 1998-01-06 | 2002-07-11 | Maginot Thomas J. | Medical procedure using catheter system having removability feature |
| US5993329A (en) * | 1998-05-13 | 1999-11-30 | Shieh; Tien Wu | Golf club head |
| US6265081B1 (en) * | 1998-06-08 | 2001-07-24 | Mitsubishi Engineering Plastics Corporation | Integrally molded articles of polyamide resins |
| GB2338903A (en) | 1998-07-01 | 2000-01-12 | Kevin Woolgar | Golf club face |
| US6050904A (en) | 1998-10-27 | 2000-04-18 | Kuo; Allen H. W. | Golf club head |
| US6200338B1 (en) * | 1998-12-31 | 2001-03-13 | Ethicon, Inc. | Enhanced radiopacity of peripheral and central catheter tubing |
| US6071200A (en) | 1999-01-27 | 2000-06-06 | Golmax, Inc. | Metallic golf club wood head |
| US6165081A (en) * | 1999-02-24 | 2000-12-26 | Chou; Pei Chi | Golf club head for controlling launch velocity of a ball |
| US6491592B2 (en) | 1999-11-01 | 2002-12-10 | Callaway Golf Company | Multiple material golf club head |
| US6354962B1 (en) * | 1999-11-01 | 2002-03-12 | Callaway Golf Company | Golf club head with a face composed of a forged material |
| US6582323B2 (en) | 1999-11-01 | 2003-06-24 | Callaway Golf Company | Multiple material golf club head |
| US6663504B2 (en) | 1999-11-01 | 2003-12-16 | Callaway Golf Company | Multiple material golf club head |
| US6368234B1 (en) * | 1999-11-01 | 2002-04-09 | Callaway Golf Company | Golf club striking plate having elliptical regions of thickness |
| US6440011B1 (en) * | 1999-11-01 | 2002-08-27 | Callaway Golf Company | Method for processing a striking plate for a golf club head |
| US6299547B1 (en) * | 1999-12-30 | 2001-10-09 | Callaway Golf Company | Golf club head with an internal striking plate brace |
| US6364789B1 (en) * | 1999-12-30 | 2002-04-02 | Callaway Golf Company | Golf club head |
| US6891951B2 (en) * | 2000-01-21 | 2005-05-10 | Victor Company Of Japan, Ltd. | Cryptosystem-related method and apparatus |
| US6743253B2 (en) * | 2000-02-29 | 2004-06-01 | Biomod Surfaces | Polyurethane-sealed biocompatible device and method for its preparation |
| US6945969B1 (en) * | 2000-03-31 | 2005-09-20 | Medtronic, Inc. | Catheter for target specific drug delivery |
| JP2001293112A (ja) | 2000-04-11 | 2001-10-23 | Kyogyo Kumiai Taisei | ゴルフクラブヘッド |
| US6390932B1 (en) * | 2000-04-18 | 2002-05-21 | Callaway Golf Company | Compliant polymer face golf club head |
| JP4559589B2 (ja) | 2000-05-10 | 2010-10-06 | 三菱レイヨン株式会社 | 強化繊維織物の製造方法 |
| US6966848B2 (en) | 2000-11-30 | 2005-11-22 | Daiwa Seiko, Inc. | Golf club head and method of manufacturing the same |
| US6517520B2 (en) * | 2000-12-21 | 2003-02-11 | Ethicon Endo Surgery, Inc. | Peripherally inserted catheter with flushable guide-tube |
| US6349662B1 (en) * | 2000-12-29 | 2002-02-26 | Taco Metals, Inc. | Rub rail |
| JP2002315854A (ja) | 2001-02-14 | 2002-10-29 | Shintomi Golf:Kk | ウッド型ゴルフクラブヘッド |
| JP3744814B2 (ja) | 2001-05-09 | 2006-02-15 | 横浜ゴム株式会社 | ゴルフクラブヘッド |
| JP2003024483A (ja) | 2001-06-08 | 2003-01-28 | Callaway Golf Co | 複合ゴルフクラブヘッド及びその製造方法 |
| US20030036442A1 (en) * | 2001-08-17 | 2003-02-20 | Bing Chao | Golf club head having a high coefficient of restitution and method of making it |
| JP2003138041A (ja) | 2001-08-20 | 2003-05-14 | Toray Ind Inc | プリプレグおよびプリプレグの製造方法 |
| JP4098583B2 (ja) * | 2001-08-28 | 2008-06-11 | 美津濃株式会社 | ゴルフクラブヘッドの製造方法 |
| JP3822533B2 (ja) | 2001-12-14 | 2006-09-20 | Sriスポーツ株式会社 | アイアン型ゴルフクラブヘッド |
| US7004852B2 (en) | 2002-01-10 | 2006-02-28 | Dogleg Right Corporation | Customizable center-of-gravity golf club head |
| US6777466B2 (en) * | 2002-02-08 | 2004-08-17 | Noveon Ip Holdings Corp. | Flame retardant thermoplastic polyurethane containing melamine cyanurate |
| EP1490140B1 (en) * | 2002-03-14 | 2008-06-25 | Ash Access Technology, Inc. | Medical devices exhibiting antibacterial properties |
| US6648774B1 (en) * | 2002-05-01 | 2003-11-18 | Callaway Golf Company | Composite golf club head having a metal striking insert within the front face wall |
| US6921343B2 (en) | 2002-05-21 | 2005-07-26 | Karsten Manufacturing Corporation | Methods and apparatus for a golf club head with an encapsulated insert |
| US6669576B1 (en) | 2002-06-06 | 2003-12-30 | Acushnet Company | Metal wood |
| JP4116336B2 (ja) | 2002-06-07 | 2008-07-09 | Sriスポーツ株式会社 | ゴルフクラブヘッド |
| US6669577B1 (en) * | 2002-06-13 | 2003-12-30 | Callaway Golf Company | Golf club head with a face insert |
| JP3925360B2 (ja) | 2002-08-30 | 2007-06-06 | ブリヂストンスポーツ株式会社 | ゴルフクラブヘッド |
| US6743117B2 (en) | 2002-09-13 | 2004-06-01 | Acushnet Company | Golf club head with face inserts |
| US20040073171A1 (en) * | 2002-10-10 | 2004-04-15 | Rogers Bobby E. | Needle-free valve and catheter assembly |
| US7264858B2 (en) * | 2002-10-29 | 2007-09-04 | Lubrizol Advanced Materials, Inc. | Multilayered articles having biocompatibility and biostability characteristics |
| US6835144B2 (en) | 2002-11-07 | 2004-12-28 | Acushnet Company | Golf club head with filled recess |
| JP4109973B2 (ja) | 2002-11-29 | 2008-07-02 | 株式会社東芝 | 光記録媒体およびその超解像再生方法 |
| US20050013988A1 (en) * | 2003-04-16 | 2005-01-20 | Qiang Fu | Stimuli responsive mesoporous materials for control of molecular transport |
| US7267620B2 (en) | 2003-05-21 | 2007-09-11 | Taylor Made Golf Company, Inc. | Golf club head |
| US8148475B2 (en) * | 2003-06-30 | 2012-04-03 | Lubrizol Advanced Materials, Inc. | Melt spun polyether TPU fibers having mixed polyols and process |
| US6918841B2 (en) * | 2003-07-29 | 2005-07-19 | Nelson Precision Casting Co., Ltd | Golf club head |
| US6921344B2 (en) | 2003-08-13 | 2005-07-26 | Acushnet Company | Reinforced golf club head having sandwich construction |
| US7771288B2 (en) | 2003-08-13 | 2010-08-10 | Acushnet Company | Golf club head with face insert |
| EP1663342A4 (en) * | 2003-08-20 | 2007-09-12 | Datascope Investment Corp | DIALYSIS CATHETER WITH STIFFENING INSTRUMENT |
| US6923732B2 (en) * | 2003-09-19 | 2005-08-02 | Nike, Inc. | Golf club head having a bridge member |
| US7476162B2 (en) | 2003-09-19 | 2009-01-13 | Nike, Inc. | Golf club head having a bridge member and a damping element |
| JP4411990B2 (ja) * | 2004-02-03 | 2010-02-10 | ブリヂストンスポーツ株式会社 | ゴルフクラブヘッド |
| JP4466122B2 (ja) * | 2004-03-01 | 2010-05-26 | ブリヂストンスポーツ株式会社 | ゴルフクラブヘッド |
| US7189165B2 (en) * | 2004-03-18 | 2007-03-13 | Sri Sports Limited | Golf club head |
| US7238119B2 (en) | 2004-04-21 | 2007-07-03 | Acushnet Company | Golf club head with undercut |
| US7137903B2 (en) | 2004-04-21 | 2006-11-21 | Acushnet Company | Transitioning hollow golf clubs |
| US7140974B2 (en) | 2004-04-22 | 2006-11-28 | Taylor Made Golf Co., Inc. | Golf club head |
| US8323227B2 (en) * | 2004-07-02 | 2012-12-04 | C. R. Bard, Inc. | Tip configurations for a multi-lumen catheter |
| JP2006167033A (ja) | 2004-12-14 | 2006-06-29 | Mizuno Corp | ゴルフクラブヘッドおよびその製造方法、ゴルフクラブ |
| US7232377B2 (en) * | 2005-04-14 | 2007-06-19 | Acushnet Company | Iron-type golf clubs |
| US20070049417A1 (en) * | 2005-08-31 | 2007-03-01 | Shear David A | Metal wood club |
| JP4713323B2 (ja) | 2005-12-05 | 2011-06-29 | ブリヂストンスポーツ株式会社 | ゴルフクラブヘッド |
| TWM292399U (en) * | 2005-12-07 | 2006-06-21 | Advanced Int Multitech Co Ltd | Golf club head with elastic counterweight body |
| TW200724197A (en) | 2005-12-20 | 2007-07-01 | Head Usa Inc | Method and apparatus for elastic tailoring of golf club impact |
| JP4291836B2 (ja) | 2006-08-03 | 2009-07-08 | Sriスポーツ株式会社 | ゴルフクラブヘッド |
| US7357730B2 (en) * | 2006-08-31 | 2008-04-15 | Tien Wu Shieh | Golf club head |
| US7621822B2 (en) * | 2006-09-01 | 2009-11-24 | Acushnet Company | Iron golf club with improved mass properties and vibration damping |
| US20090036768A1 (en) * | 2006-11-17 | 2009-02-05 | Boston Scientific Scimed, Inc. | Medical devices |
| JP5805369B2 (ja) * | 2007-03-20 | 2015-11-04 | ボストン サイエンティフィック サイムド,インコーポレイテッドBoston Scientific Scimed,Inc. | 治療薬を放出するための泌尿器科学的医療機器 |
| US8647323B2 (en) * | 2007-12-30 | 2014-02-11 | St. Jude Medical, Atrial Fibrillation Division, Inc. | Catheter shaft with multiple reinforcing layers and method of its manufacture |
| US9962523B2 (en) * | 2008-06-27 | 2018-05-08 | Merit Medical Systems, Inc. | Catheter with radiopaque marker |
-
2003
- 2003-05-21 US US10/442,348 patent/US7267620B2/en active Active - Reinstated
-
2004
- 2004-05-20 JP JP2004150575A patent/JP2004344664A/ja active Pending
-
2007
- 2007-08-21 US US11/895,195 patent/US7628712B2/en not_active Expired - Lifetime
-
2009
- 2009-10-22 US US12/589,474 patent/US7862452B2/en not_active Expired - Lifetime
- 2009-10-22 US US12/589,484 patent/US7850546B2/en not_active Expired - Fee Related
- 2009-10-22 US US12/589,486 patent/US7871340B2/en not_active Expired - Lifetime
Cited By (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7874938B2 (en) | 2003-05-21 | 2011-01-25 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US8163119B2 (en) | 2003-05-21 | 2012-04-24 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| JP2008161679A (ja) * | 2006-12-26 | 2008-07-17 | Taylor Made Golf Co Inc | ゴルフクラブおよびそのクラブ・ヘッドに使用される複合材フェース・プレートの加工方法 |
| US11247105B2 (en) | 2007-04-12 | 2022-02-15 | Taylor Made Golf Company, Inc. | Golf club head |
| US11433283B2 (en) | 2007-04-12 | 2022-09-06 | Taylor Made Golf Company, Inc. | Golf club head |
| US20230036169A1 (en) * | 2007-04-12 | 2023-02-02 | Taylor Made Golf Company, Inc. | Golf club head |
| US10881920B2 (en) * | 2007-04-12 | 2021-01-05 | Taylor Made Golf Company, Inc. | Golf club head |
| US9174099B2 (en) | 2007-12-19 | 2015-11-03 | Taylor Made Golf Company, Inc. | Golf club face |
| US8303435B2 (en) | 2007-12-19 | 2012-11-06 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| JP2009148558A (ja) * | 2007-12-19 | 2009-07-09 | Taylor Made Golf Co Inc | 粗度パターンを有するカバーを備えるゴルフクラブフェース |
| US7874936B2 (en) * | 2007-12-19 | 2011-01-25 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| US9682291B2 (en) | 2007-12-19 | 2017-06-20 | Taylor Made Golf Company, Inc. | Golf club face with cover having roughness pattern |
| US7874937B2 (en) * | 2007-12-19 | 2011-01-25 | Taylor Made Golf Company, Inc. | Composite articles and methods for making the same |
| JP2013236953A (ja) * | 2007-12-19 | 2013-11-28 | Taylor Made Golf Co Inc | 粗度パターンを有するカバーを備えるゴルフクラブフェース |
| JP2010155075A (ja) * | 2008-12-31 | 2010-07-15 | Taylor Made Golf Co Inc | ゴルフクラブヘッドのためのチタン合金およびそれを含むクラブヘッド |
| JP7476159B2 (ja) | 2013-03-07 | 2024-04-30 | テイラー メイド ゴルフ カンパニー, インコーポレーテッド | ゴルフクラブヘッド |
| JP2014223309A (ja) * | 2013-05-16 | 2014-12-04 | アクシュネット カンパニーAcushnet Company | 多材料フェースを具備するゴルフクラブヘッド |
| US10226671B2 (en) | 2013-11-27 | 2019-03-12 | Taylor Made Golf Company, Inc. | Golf club |
| US10569145B2 (en) | 2013-11-27 | 2020-02-25 | Taylor Made Golf Company, Inc. | Golf club |
| US10828540B2 (en) | 2013-11-27 | 2020-11-10 | Taylor Made Golf Company, Inc. | Golf club |
| US11944878B2 (en) | 2013-11-27 | 2024-04-02 | Taylor Made Golf Company, Inc. | Golf club |
| US9861864B2 (en) | 2013-11-27 | 2018-01-09 | Taylor Made Golf Company, Inc. | Golf club |
| US11369846B2 (en) | 2013-11-27 | 2022-06-28 | Taylor Made Golf Company, Inc. | Golf club |
| US10343034B2 (en) | 2016-12-19 | 2019-07-09 | Karsten Manufacturing Corporation | Localized milled golf club face |
| US11278774B2 (en) | 2016-12-19 | 2022-03-22 | Karsten Manufacturing Corporation | Localized milled golf club face |
| US11161020B2 (en) | 2016-12-19 | 2021-11-02 | Karsten Manufacturing Corporation | Localized milled golf club face |
| US11541285B2 (en) | 2016-12-19 | 2023-01-03 | Karsten Manufacturing Corporation | Localized milled golf club face |
| US10905924B2 (en) | 2016-12-19 | 2021-02-02 | Karsten Manufacturing Corporation | Localized milled golf club face |
| US10857430B2 (en) | 2016-12-19 | 2020-12-08 | Karsten Manufacturing Corporation | Localized milled golf club face |
| JP7097725B2 (ja) | 2018-03-23 | 2022-07-08 | ブリヂストンスポーツ株式会社 | ゴルフクラブヘッド |
| JP2019165995A (ja) * | 2018-03-23 | 2019-10-03 | ブリヂストンスポーツ株式会社 | ゴルフクラブヘッド |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100099513A1 (en) | 2010-04-22 |
| US7628712B2 (en) | 2009-12-08 |
| US7850546B2 (en) | 2010-12-14 |
| US20100096079A1 (en) | 2010-04-22 |
| US7862452B2 (en) | 2011-01-04 |
| US7267620B2 (en) | 2007-09-11 |
| US7871340B2 (en) | 2011-01-18 |
| US20100048323A1 (en) | 2010-02-25 |
| US20040235584A1 (en) | 2004-11-25 |
| US20070293349A1 (en) | 2007-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004344664A (ja) | 軽量フェース・インサートを有するゴルフ・クラブ・ヘッド及びその製造方法 | |
| JP4922912B2 (ja) | ゴルフクラブおよびそのクラブ・ヘッドに使用される複合材フェース・プレートの加工方法 | |
| US8777776B2 (en) | Golf club head having a composite face insert | |
| US11951363B2 (en) | Golf club head | |
| US11944878B2 (en) | Golf club | |
| EP1793899B1 (en) | Golf club head and method of manufacturing a golf club head | |
| US8096897B2 (en) | Golf club-heads having a particular relationship of face area to face mass | |
| US9717960B2 (en) | Golf club head having a multi-material face | |
| US7494425B2 (en) | Golf club head | |
| US20130252757A1 (en) | Golf club having multi-material face | |
| US7402113B2 (en) | Golf club head and golf club | |
| US9283449B1 (en) | Golf club head with composite face | |
| US20130225320A1 (en) | Golf club heads with improved sound characteristics | |
| US20110275451A1 (en) | Textured golf club face | |
| US20090042665A1 (en) | Composite Golf Club Hosels and Methods of Use Thereof | |
| US20150360094A1 (en) | Golf club head with improved composite material | |
| JP4634828B2 (ja) | ゴルフクラブヘッド | |
| US20050233833A1 (en) | Golf club head | |
| JP4680554B2 (ja) | ゴルフクラブヘッドの製造方法 | |
| JP2005230332A (ja) | ゴルフクラブヘッド | |
| JP2007534438A (ja) | ゴルフクラブヘッド | |
| JP2004000531A (ja) | ゴルフクラブヘッド | |
| JPH02107276A (ja) | ゴルフクラブの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050525 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070817 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20071119 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20071122 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20071217 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20071220 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080117 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080318 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080716 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080624 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20080903 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20081031 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100222 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100225 |