JP2004263295A - めっき密着性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 - Google Patents
めっき密着性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 Download PDFInfo
- Publication number
- JP2004263295A JP2004263295A JP2004013269A JP2004013269A JP2004263295A JP 2004263295 A JP2004263295 A JP 2004263295A JP 2004013269 A JP2004013269 A JP 2004013269A JP 2004013269 A JP2004013269 A JP 2004013269A JP 2004263295 A JP2004263295 A JP 2004263295A
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- less
- plating
- dip galvanized
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910001335 Galvanized steel Inorganic materials 0.000 title claims abstract description 39
- 239000008397 galvanized steel Substances 0.000 title claims abstract description 39
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 12
- 229910000679 solder Inorganic materials 0.000 title 1
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 223
- 239000010959 steel Substances 0.000 claims abstract description 223
- 238000007747 plating Methods 0.000 claims description 196
- 239000000463 material Substances 0.000 claims description 99
- 239000012298 atmosphere Substances 0.000 claims description 46
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 42
- 238000010438 heat treatment Methods 0.000 claims description 40
- 238000005275 alloying Methods 0.000 claims description 33
- 239000000203 mixture Substances 0.000 claims description 24
- 229910052799 carbon Inorganic materials 0.000 claims description 18
- 229910052698 phosphorus Inorganic materials 0.000 claims description 18
- 229910052758 niobium Inorganic materials 0.000 claims description 17
- 229910052710 silicon Inorganic materials 0.000 claims description 15
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 13
- 229910052760 oxygen Inorganic materials 0.000 claims description 13
- 239000001301 oxygen Substances 0.000 claims description 13
- 238000005246 galvanizing Methods 0.000 claims description 9
- 229910052742 iron Inorganic materials 0.000 claims description 8
- 229910052748 manganese Inorganic materials 0.000 claims description 5
- 229910052717 sulfur Inorganic materials 0.000 claims description 5
- 229910045601 alloy Inorganic materials 0.000 claims description 2
- 239000000956 alloy Substances 0.000 claims description 2
- 229910052814 silicon oxide Inorganic materials 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 101
- 238000000034 method Methods 0.000 description 30
- 238000012360 testing method Methods 0.000 description 28
- 230000000694 effects Effects 0.000 description 20
- 238000011156 evaluation Methods 0.000 description 20
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 18
- 238000000137 annealing Methods 0.000 description 16
- 239000011701 zinc Substances 0.000 description 14
- 229910052719 titanium Inorganic materials 0.000 description 13
- 229910052720 vanadium Inorganic materials 0.000 description 12
- 229910052739 hydrogen Inorganic materials 0.000 description 11
- 239000001257 hydrogen Substances 0.000 description 11
- 229910052757 nitrogen Inorganic materials 0.000 description 11
- 238000001953 recrystallisation Methods 0.000 description 11
- 229920006395 saturated elastomer Polymers 0.000 description 11
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 10
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 10
- 230000001590 oxidative effect Effects 0.000 description 10
- 238000012545 processing Methods 0.000 description 9
- 229910001297 Zn alloy Inorganic materials 0.000 description 8
- 238000001816 cooling Methods 0.000 description 8
- 238000005259 measurement Methods 0.000 description 8
- 238000005728 strengthening Methods 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 238000011161 development Methods 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 6
- 238000006243 chemical reaction Methods 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 230000001771 impaired effect Effects 0.000 description 6
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 6
- 230000002265 prevention Effects 0.000 description 6
- 229920000298 Cellophane Polymers 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 5
- 239000011247 coating layer Substances 0.000 description 5
- 239000010960 cold rolled steel Substances 0.000 description 5
- 230000002950 deficient Effects 0.000 description 5
- 239000010408 film Substances 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 238000009864 tensile test Methods 0.000 description 5
- 229910052725 zinc Inorganic materials 0.000 description 5
- 239000004566 building material Substances 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 239000012299 nitrogen atmosphere Substances 0.000 description 4
- 238000005554 pickling Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 238000011160 research Methods 0.000 description 4
- 238000001878 scanning electron micrograph Methods 0.000 description 4
- 238000010301 surface-oxidation reaction Methods 0.000 description 4
- 230000000007 visual effect Effects 0.000 description 4
- 241000316887 Saissetia oleae Species 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 3
- 239000011324 bead Substances 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000005097 cold rolling Methods 0.000 description 3
- 238000005485 electric heating Methods 0.000 description 3
- 238000009616 inductively coupled plasma Methods 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 230000000717 retained effect Effects 0.000 description 3
- 239000000523 sample Substances 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- 238000012935 Averaging Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 101000993059 Homo sapiens Hereditary hemochromatosis protein Proteins 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 241001422033 Thestylus Species 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 2
- 239000012670 alkaline solution Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 230000001934 delay Effects 0.000 description 2
- 230000003111 delayed effect Effects 0.000 description 2
- 238000004993 emission spectroscopy Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 238000011835 investigation Methods 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 238000004439 roughness measurement Methods 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- GSEJCLTVZPLZKY-UHFFFAOYSA-N Triethanolamine Chemical compound OCCN(CCO)CCO GSEJCLTVZPLZKY-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 229910001566 austenite Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 150000002431 hydrogen Chemical class 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 235000021110 pickles Nutrition 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
- C23C2/29—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12472—Microscopic interfacial wave or roughness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
- Y10T428/12799—Next to Fe-base component [e.g., galvanized]
Abstract
【解決手段】本発明の合金化溶融亜鉛めっき鋼板は、合金化溶融亜鉛めっき層と、該合金化溶融亜鉛めっき層が形成される素材鋼板との界面に、0.5μm以下のピッチで10nm以上の深さの凹凸が、界面の長さ5μm当たりに1個以上存在することを特徴とする。
【選択図】図3
Description
(I) 合金化溶融亜鉛めっき層と、該合金化溶融亜鉛めっき層が形成される素材鋼板との界面に、0.5μm以下のピッチで10nm以上の深さの凹凸が、界面の長さ5μm当たりに1個以上存在することを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板。
記
[C]+[P]≦[Si]・・・・・・・・・・・・(1)
但し、[C]、[P]および[Si]は、それぞれ素材鋼板中のC、PおよびSiの含有量(質量%)を意味する。
記
[C]+[P]≦[Si]・・・・・・・・・・・・(1)
但し、[C]、[P]および[Si]は、それぞれ素材鋼板中のC、PおよびSiの含有量(質量%)を意味する。
記
ST≧3.25/[Si] ・・・・・(2)
但し、式中のSTは昇温速度(℃/s)であり、[Si]は鋼板中のSi含有量(質量%)である。
第1の本発明は、合金化溶融亜鉛めっき層と、該合金化溶融亜鉛めっき層が形成される素材鋼板との界面に、0.5μm以下のピッチで10nm以上の深さの凹凸が、界面の長さ5μm当たりに1個以上存在するめっき密着性に優れた合金化溶融亜鉛めっき鋼板である。
なお、図1に示したように凹凸の形成には方向性があるが、最も凹凸が密に存在する方向の断面について、この条件を満足すればよい。
第2の本発明は、合金化溶融亜鉛めっき層を剥離して観察される素材鋼板の表面形状について、カットオフ波長0.5μmのハイパスフィルタをかけて測定される展開面積比Sdrが2.0以上であることを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板である。
展開面積比(Sdr)=(A−B)/B×100 (%)
A:測定領域における実際の凹凸のある界面の表面積
B:測定領域における凹凸のない平面の面積
従って、凹凸が大きく表面積の大きな界面ではSdrは大きな値となる。本発明のめっき界面形状は非常に微小な凹凸であるため定量的評価は困難であった。しかし、良好な界面を現出させ、その高倍率SEM像を得て、上記評価指数を精度よく算出することにより微小凹凸を評価することを考えた。すなわち、合金化溶融亜鉛めっき鋼板のめっき層を除去した後の素材表面を、表面組成の影響が出ないようにAuを数十nmコーティングし、これをエリオニクス社の電子線三次元粗さ解析装置ERA−8800FEを用いて測定し、形状解析を行い、展開面積比Sdrを求めた。形状解析は加速電圧15kVにて行い、10000倍の視野(視野面積:12μm×9μm)を、1200×900点の分解能で取り込み、データ処理を行なった。展開面積比Sdrの値は、任意に選択したエリアを測定し平均して求めた。尚、本装置を用いた高さ方向の校正には、米国の国立研究機関であるNISTにトレーサブルなVLSIスタンダード社の触針式、光学式表面粗さ測定機を対象としたSHS薄膜段差スタンダード(段差18nm、88nm、450nmの3種)を用いた。さらに、カットオフ波長を0.5μmとするハイパスフィルタをかけて三次元形状パラメータの算出に供した。この処理は長周期のうねりの影響を除去し、目的とするサイズの凹凸を評価するために重要である。カットオフ波長も評価すべき凹凸のサイズに対して適切に選択する必要がある。種々検討した結果、0.5μm のカットオフ波長によるハイパスフィルタ処理の結果が界面強度との相関や再現性に良好であることがわかったため、この条件で処理を行なった。図10に測定例を示す。図10(a)は密着性不良材(比較例)、図10(b)は密着性良好材(発明例)の3D−SEM像であるが、展開面積比Sdrの値は、比較例が1.7%、発明例が2.5%であり、画像およびSdr値に明瞭な差異が現れている。一方、この画像におけるRaは、比較例が0.00531μm、発明例が0.00547μmであり、一般によく用いられているRaではこの差を数値化できないことがわかり、評価法の有効性も確認できる。
素材鋼板は質量%で、C:0.25%以下、Si:0.03〜2.0%およびP:0.005〜0.07%を含有し、かつ、下記(1)式を満足する組成であることが好ましい。
記
[C]+[P]≦[Si]・・・・・・・・・・・・(1)
但し、[C]、[P]および[Si]は、それぞれ素材鋼板中のC、PおよびSiの含有量(質量%)を意味する。
C含有量を増加させることで容易に鋼の強度を高めることができ、素材鋼板(母材)の高強度化には必須の元素である。しかし、C含有量が多すぎると、母材の延性、あるいは溶接性が劣化するので、C含有量は0.25%以下とするのが好ましい。また、深絞り用途の鋼板の場合は、Cは極力添加しないことが望ましい。
Siは、鋼の強化元素であると共に、めっき層と素材鋼板との界面に連続した凹凸部を形成させる元素である。詳細は不明だが、Si含有量が0.03%未満では、連続した凹凸部の形成しにくい。一方、Siは合金化反応を遅延させるので合金化の観点では極力添加しないことが望ましく、Si含有量が2.0%超えでは、めっき密着性の向上効果が飽和するとともに、合金化反応を過度に遅延させるという問題が生じやすい。よって、Si含有量は0.03〜2.0%の範囲とすることが好ましい。
Pは、鋼の強化元素である。しかし、著しい結晶粒界偏析元素で、合金化反応を過度に遅延させたり、溶接性を劣化させるので、極力低減することが望ましく、P含有量は0.07%以下が好ましい。しかし、鋼中のP含有量を必要以上に低減させるためには、高純度で高級な電解鉄を使用する必要があり、経済性を損なうという問題があるので、P含有量は0.005%以上であることが好ましい。
また、本発明では、前記素材鋼板中のC、SiおよびPの含有量を上記範囲に限定するとともに、下記(1)式を満足する組成であることが好ましい。
記
[C]+[P]≦[Si]・・・・・・・・・・・・(1)
但し、[C]、[P]および[Si]は、それぞれ素材鋼板中のC、PおよびSiの含有量(質量%)を意味する。
Mnは、鋼の強化元素であり、必要に応じて含有することができる。しかし、Mn含有量が5%を超えると、母材の加工性や経済性を損なうので、Mn含有量は5%以下とすることが好ましい。尚、鋼の強化作用を十分に得るためには、Mn含有量を0.5%以上とすることが好ましい。
Sは、鋼中に不可避的に存在する元素であり、S含有量が0.01%よりも多くなると素材鋼板の加工性が低下する傾向がある。よって、S含有量は0.01%以下とすることが好ましい。
Alは、脱酸剤としての働きがあるので、必要に応じて含有することができる。しかし、Al含有量が0.08%超えとしてもその効果は飽和するだけで、製造コストの増加を招くので、Al含有量は0.08%以下とすることが好ましい。なお、脱酸剤としての作用を発現させるには、Al含有量は0.02%以上とすることが好ましい。
[Ti]+[Nb]+[V]≧[P]・・・・・・・・・(3)
但し、[Ti]、[Nb]、[V]および[P]は、それぞれ素材鋼板中のTi、Nb、VおよびPの含有量(質量%)を意味する。
鋼強化元素であり必要に応じて添加してもよい。但し、めっき性低下、合金化むらを引き起こすので好ましくは0.5%以下が好ましい。
鋼強化元素であり必要に応じて添加してもよい。但し、合金化遅延、加工性や経済性を損なうので好ましくは1%以下とする。
めっき性改善元素であり、必要に応じて添加してもよい。但し、0.5%超で効果が飽和し、経済性を損なうので好ましくは0.5%以下とする。
めっき性改善元素であり、必要に応じて添加してもよい。但し、0.5%超で効果が飽和し、経済性を損なうので好ましくは0.5%以下とする。
脱酸剤であり、必要に応じて含有してもよい。但し、0.01%超で効果が飽和するので0.01%以下が好ましい。
粒界強化により二次加工脆性を改善できる。0.003%超は効果が飽和するので、0.003%以下が好適である。
Nは不純物として混入する。0.01%を超えると、延性が低下するため0.01%以下が好ましい。
めっき外観むら改善元素であり必要に応じて添加できる。但し、0.05%超で効果が飽和し、経済性を損なうので好ましくは0.05%以下である。
記
ST≧3.25/[Si]・・・・・(2)
但し、式中のSTは昇温速度(℃/s)であり、[Si]は鋼板中のSi含有量(質量%)である。

雰囲気:5vol%水素+窒素(露点:−35℃)
温度:750℃
保持時間:20秒間
浴組成:Zn+0.14質量%Al(Fe飽和)
浴温:460℃
めっき時の板温:460℃
めっき時間:1秒間
めっき直前の雰囲気中の酸素濃度:表2に記載の条件(残部5vol%水素+窒素(露点:−35℃))
得られためっき鋼板におけるめっき層と鋼板の界面の断面を、SEM(TEMも併用)にて、任意の断面内で10μmの長さにわたって5視野観察し、全めっき断面に対する微細な凹凸(0.5μm以下のピッチで10nm以上の深さ)の占める割合を界面凹凸割合(%)とした。
めっき層を、NaOH、NaCl、トリエタノールアミンを含むアルカリ性溶液の中で定電位電解を行うことにより除去し、めっき層と素材鋼板の界面を現出させ、この表面を電子線三次元粗さ解析装置ERA-8800FE(エリオニクス社製)を用いて表面形状の測定を行なった。試料は表面組成の影響が出ないようにAuを数十nmコーティングして測定に供した。形状解析測定は加速電圧15kVにて行い、10000倍の視野(視野面積12μm×9μm)を、1200×900点の分解能で取り込み、データ処理を行なった。展開面積比Sdrの値は、任意に選択したエリア3箇所を測定して得られた結果を平均して求めた。尚、本装置を用いた高さ方向の校正には、米国の国立研究機関であるNISTにトレーサブルなVLSIスタンダード社の触針式、光学式表面粗さ測定機を対象としたSHS薄膜段差スタンダード(段差18nm、88nm、450nmの3種)を用いた。さらに、カットオフ波長を0.5μmとするハイパスフィルタをかけて三次元形状パラメータの算出に供した。
得られためっき鋼板の断面を光学顕微鏡で観察(倍率:400倍)し、任意3点のめっき層の厚さを測定し、それらの平均値をめっき層の厚さ(μm)とした。
得られためっき鋼板のめっき層を、インヒビター入りの塩酸で溶解させ、ICP発光分光分析法でめっき層中のZnとFeを定量分析し、(Zn+Fe)に対するFeの質量百分率(質量%)をめっき層中のFe含有率とした。
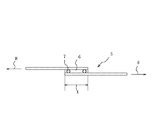
得られためっき鋼板から、幅:25mm、長さ:80mmの試験片を2枚切り出し、防錆油:550KH(パーカー興産製)に浸漬した後、24時間立て掛けて大気中で放置したものを供試材とした。図7に示すように、供試材5の接着される表面部分に接着剤6を塗布した後、重なり部の長さXが20mmとなるように重ね合わせる。接着剤6はE−56(サンライズMSI製)を使用し、スペーサー7(φ0.15mmのSUS304製ワイヤー)を使用して、接着剤厚さを試験片毎で一定に保つようにした。接着剤塗布後、乾燥炉で170℃の熱処理を20分間実施した後、オートグラフ(島津製作所製)で矢印8の方向に引っ張る引張り試験を実施し、引張剪断強度および剥離形態を測定し、下記の基準に従って評価した。なお、引張剪断強度は、同じ鋼成分とサイズを有する冷延鋼板(非めっき材)を用いて上記引張り試験を実施した際の強度に対する比率(%)で評価した。
◎:特に良好(強度対比:90%超)
○:良好(強度対比:80%超、90%以下)
△:やや不良(強度対比:60%超、80%以下)
×:不良(強度対比:60%以下)
◎:良好(接着剤内凝集剥離)
△:やや不良(一部めっき層/素材鋼板界面剥離)
×:不良(全面めっき層/素材鋼板界面剥離)
雰囲気:5vol%水素+窒素(露点:−35℃)
温度:830℃
保持時間:20秒間
浴組成:Zn+0.13質量%Al(Fe飽和)
浴温:460℃
めっき時の板温:460℃
めっき時間:1秒間
めっき直前の雰囲気中の酸素濃度:表4に記載の条件(残部5vol%水素+窒素(露点:−35℃))
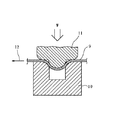
得られためっき鋼板から、幅:20mm、長さ:180mmの試験片を切り出し、エッジのバリを落として、防錆油:550KH(パーカー興産製)に浸漬した後、24時間立て掛けて大気中で放置したものを供試材とした。供試材9を、図8に示すような凹状金型10に設置し、供試材9の表面を凸状金型11を下降させ荷重Wで押し込む曲げ−曲げ戻し加工を加える試験を実施した。なお、金型の表面は試験毎に♯1200の研磨紙で研磨および付着異物の清掃を実施した。金型の押し込み荷重Pは8kNとし、供試材の引抜き速度は20mm/sとした。試験後、供試材を弱脱脂した後、金型との摺動部にセロハンテープ(ニチバン製、幅:24mm)を貼付け、剥がした時にセロハンテープに付着したZn量を蛍光X線によりカウント数として測定し、下記の基準に応じて評価した。
◎:特に良好(カウント数:25以下)
○:良好(カウント数:25超え、50以下)
△:やや不良(カウント数:50超え、150以下)
×:不良(カウント数:150超え)
雰囲気:5vol%水素+窒素(露点:−35℃)
温度:750℃
保持時間:20秒間
浴組成:Zn+0.14質量%Al(Fe飽和)
浴温:460℃
めっき時の板温:460℃
めっき時間:1秒間
めっき直前の雰囲気中の酸素濃度:表6に記載の条件(残部5vol%水素+窒素(露点:−35℃))
得られためっき鋼板から、幅:40mm、長さ:100mmの試験片を切り出し、セロハンテープ(ニチバン製、幅:24mm)を長さ:50mmの位置に貼り、テープ面を90°内側に曲げた後、曲げ戻しを行なってセロハンテープを剥がした時に付着したZn量を蛍光X線によりカウント数として測定した。測定したZnカウント数を試験片幅:単位長さ(1m)当たりのカウント数に補正して、下記の基準に応じて評価した。
◎:特に良好(カウント数:500以下)
○:良好(カウント数:500超え、1000以下)
△:やや不良(カウント数:1000超え、3000以下)
×:不良(カウント数:3000超え)
得られためっき鋼板から、幅:70mm、長さ:150mmの試験片を切り出し、防錆油:550KH(パーカー興産製)に浸漬した後、24時間立て掛けて大気中で放置したものを供試材とした。供試材13の両端部を、図9に示すようなビード付き金型16を構成するダイ14およびしわ押え15の間で挟持した状態で、供試材13の裏面からポンチ17で押し込んでコの字型に成形する試験を実施した。なお、金型の表面は試験毎に♯1000の研磨紙で研磨および付着異物の清掃を実施した。しわ押え力Pは12kNとし、ポンチ速度は100mm/minとした。試験後、供試材を弱脱脂した後、凸側にセロハンテープ(ニチバン製、幅:24mm)を貼り付け、剥がした時にセロハンテープに付着したZn量を蛍光X線によりカウント数として測定し、下記の基準に応じて評価した。
◎:特に良好(カウント数:50以下)
○:良好(カウント数:50超え、100以下)
△:やや不良(カウント数:100超え、300以下)
×:不良(カウント数:300超え)
2 谷
3、4 山
5 供試材
6 接着剤
7 スペーサー
8 矢印
9 供試材
10 凹状金型
11 凸状金型
12 矢印
13 供試材
14 ダイ
15 しわ押さえ
16 ビード付金型
17 ポンチ
Claims (10)
- 合金化溶融亜鉛めっき層と、該合金化溶融亜鉛めっき層が形成される素材鋼板との界面に、0.5μm以下のピッチで10nm以上の深さの凹凸が、界面の長さ5μm当たりに1個以上存在することを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板。
- 合金化溶融亜鉛めっき層を剥離して観察される素材鋼板の表面形状について、カットオフ波長0.5μmのハイパスフィルタをかけて測定される展開面積比Sdrが2.0%以上であることを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板。
- 請求項1または2において、前記素材鋼板が質量%で、C:0.25%以下、Si:0.03〜2.0%およびP:0.005〜0.07%を含有し、かつ、下記(1)式を満足する組成であることを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板。
記
[C]+[P]≦[Si]・・・・・・・・・・・・(1)
但し、[C]、[P]および[Si]は、それぞれ素材鋼板中のC、PおよびSiの含有量(質量%)を意味する。 - 請求項3において、前記素材鋼板にめっき層を付着させる直前の段階で、該素材鋼板に含まれるSiが表面に選択酸化されていないように、前記めっき層を付着させる前に素材鋼板が熱処理されてなることを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板。
- 請求項3または4において、前記界面直下の地鉄内にSiの酸化物を有することを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板。
- 請求項3、4または5において、前記素材鋼板が、さらに質量%で、Mn:5%以下、S:0.01%以下およびAl:0.08%以下を含有する組成であることを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板。
- 請求項3〜6のいずれか1項において、前記素材鋼板が、さらに質量%で、Ti:0.2%以下、Nb:0.2%以下およびV:0.2%以下の中から選択した1種または2種以上を含有する組成であることを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板。
- 質量%で、C:0.25%以下、Si:0.03〜2.0%およびP:0.005〜0.07%を含有し、かつ、下記(1)式を満足する組成になる素材鋼板を、鋼中のSiが選択表面酸化されないように熱処理した後、酸素濃度:0.005vol%以下の雰囲気中でめっき温度まで冷却し、該素材鋼板を溶融亜鉛めっき浴に浸漬してめっき層を形成させ、引き続いて20℃/s以上の昇温速度で460〜600℃の温度範囲に加熱し、この加熱温度範囲で保持してめっき層の合金化処理を施すことを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板の製造方法。
記
[C]+[P]≦[Si]・・・・・・・・・・・・(1)
但し、[C]、[P]および[Si]は、それぞれ素材鋼板中のC、PおよびSiの含有量(質量%)を意味する。 - 請求項8において、前記素材鋼板が、さらに質量%で、Mn:5%以下、S:0.01%以下およびAl:0.08%以下を含有する組成であることを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板の製造方法。
- 請求項8または9において、前記素材鋼板が、さらに質量%で、Ti:0.2%以下、Nb:0.2%以下およびV:0.2%以下の中から選択した1種または2種以上を含有する組成であり、さらに前記昇温速度と素材鋼板中のSi含有量が下記(2)式を満足することを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板の製造方法。
記
ST≧3.25/[Si] ・・・・・(2)
但し、式中のSTは昇温速度(℃/s)であり、[Si]は鋼板中のSi含有量(質量%)である。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004013269A JP4729850B2 (ja) | 2003-02-10 | 2004-01-21 | めっき密着性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 |
| PCT/JP2004/001209 WO2004070075A1 (ja) | 2003-02-10 | 2004-02-05 | めっき密着性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 |
| EP04708495.9A EP1595969B1 (en) | 2003-02-10 | 2004-02-05 | Galvannealed steel sheet excellent in coating adhesion and manufacturing method thereof |
| KR1020057006326A KR100675565B1 (ko) | 2003-02-10 | 2004-02-05 | 도금밀착성이 우수한 합금화용융아연도금강판 및 그제조방법 |
| CA2498223A CA2498223C (en) | 2003-02-10 | 2004-02-05 | Galvannealed steel sheet excellent in coating adhesion and manufacturing method thereof |
| US10/527,182 US20060057417A1 (en) | 2003-02-10 | 2004-02-05 | Steel sheet plated by hot dipping with alloyed zinc with excellent adhesion and process for producing the same |
| AU2004209947A AU2004209947B2 (en) | 2003-02-10 | 2004-02-05 | Steel sheet plated by hot dipping with alloyed zinc with excellent adhesion and process for producing the same |
| TW093103023A TW200424353A (en) | 2003-02-10 | 2004-02-10 | Steel sheet plated by hot dipping with alloyed zinc with excellent adhesion and process for producing the same |
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003032311 | 2003-02-10 | ||
| JP2003032500 | 2003-02-10 | ||
| JP2003032321 | 2003-02-10 | ||
| JP2003032311 | 2003-02-10 | ||
| JP2003032321 | 2003-02-10 | ||
| JP2003032500 | 2003-02-10 | ||
| JP2004013269A JP4729850B2 (ja) | 2003-02-10 | 2004-01-21 | めっき密着性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004263295A true JP2004263295A (ja) | 2004-09-24 |
| JP4729850B2 JP4729850B2 (ja) | 2011-07-20 |
Family
ID=32854419
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004013269A Expired - Fee Related JP4729850B2 (ja) | 2003-02-10 | 2004-01-21 | めっき密着性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20060057417A1 (ja) |
| EP (1) | EP1595969B1 (ja) |
| JP (1) | JP4729850B2 (ja) |
| KR (1) | KR100675565B1 (ja) |
| AU (1) | AU2004209947B2 (ja) |
| CA (1) | CA2498223C (ja) |
| TW (1) | TW200424353A (ja) |
| WO (1) | WO2004070075A1 (ja) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006274288A (ja) * | 2005-03-28 | 2006-10-12 | Jfe Steel Kk | 表面外観に優れた高強度溶融亜鉛系めっき鋼板 |
| JP2008274360A (ja) * | 2007-04-27 | 2008-11-13 | Nippon Steel Corp | 降伏点伸びを制御した高強度鋼板とその製造方法 |
| JP2010150660A (ja) * | 2008-12-23 | 2010-07-08 | Posco | メッキ表面品質に優れた高マンガン鋼の溶融亜鉛メッキ鋼板の製造方法 |
| JP2010532820A (ja) * | 2007-06-29 | 2010-10-14 | アルセロールミタル・フランス | Dff調整によって合金化亜鉛めっき鋼板を製造する方法 |
| WO2011025042A1 (ja) * | 2009-08-31 | 2011-03-03 | 新日本製鐵株式会社 | 高強度溶融亜鉛めっき鋼板及びその製造方法 |
| JP2011094215A (ja) * | 2009-10-30 | 2011-05-12 | Kobe Steel Ltd | めっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板、およびその製造方法 |
| JP2012149307A (ja) * | 2011-01-20 | 2012-08-09 | Jfe Steel Corp | めっき密着性および摺動特性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
| US9181613B2 (en) | 2011-04-20 | 2015-11-10 | Kobe Steel, Ltd. | High tensile strength hot-dip galvannealed steel sheet having excellent coated-layer adhesiveness and method for producing same |
| WO2015186827A1 (ja) * | 2014-06-05 | 2015-12-10 | Jfeスチール株式会社 | 容器用鋼板 |
| WO2016002141A1 (ja) * | 2014-07-02 | 2016-01-07 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板の製造方法 |
| WO2016031556A1 (ja) * | 2014-08-29 | 2016-03-03 | 株式会社神戸製鋼所 | 溶融亜鉛めっき用または合金化溶融亜鉛めっき用原板、およびその製造方法、並びに溶融亜鉛めっき鋼板または合金化溶融亜鉛めっき鋼板 |
| JP2016084527A (ja) * | 2014-10-24 | 2016-05-19 | Jfeスチール株式会社 | 容器用鋼板およびその製造方法 |
| JP2016163906A (ja) * | 2015-02-27 | 2016-09-08 | Jfeスチール株式会社 | Si含有熱延酸洗鋼板及びその製造方法 |
| KR20190006554A (ko) * | 2016-06-27 | 2019-01-18 | 제이에프이 스틸 가부시키가이샤 | 고강도 합금화 용융 아연 도금 강판 및 그 제조 방법 |
| JP2019119912A (ja) * | 2018-01-09 | 2019-07-22 | 三菱マテリアル株式会社 | Dlc皮膜の被覆部材 |
| WO2022209305A1 (ja) * | 2021-04-02 | 2022-10-06 | 日本製鉄株式会社 | 鋼板及びその製造方法 |
| WO2022209306A1 (ja) * | 2021-04-02 | 2022-10-06 | 日本製鉄株式会社 | 鋼板及びその製造方法 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2266722B1 (en) * | 2004-09-15 | 2012-03-14 | Nippon Steel Corporation | Method of production of a high strength part |
| KR100711445B1 (ko) * | 2005-12-19 | 2007-04-24 | 주식회사 포스코 | 도금밀착성 및 충격특성이 우수한 열간성형 가공용 합금화용융아연도금강판의 제조방법, 이 강판을 이용한열간성형부품의 제조방법 |
| EP2250296B1 (en) * | 2008-03-13 | 2020-10-14 | Bluescope Steel Limited | Metal-coated steel strip and method of manufacturing thereof |
| MY185522A (en) | 2009-03-13 | 2021-05-19 | Bluescope Steel Ltd | Corrosion protection with al/zn-based coatings |
| KR20120075260A (ko) * | 2010-12-28 | 2012-07-06 | 주식회사 포스코 | 도금밀착성이 우수한 용융도금강판 및 그 제조방법 |
| JP6290042B2 (ja) * | 2014-08-27 | 2018-03-07 | 株式会社神戸製鋼所 | 接着耐久性に優れたアルミニウム合金材および接合体、または自動車部材 |
| KR101858852B1 (ko) * | 2016-12-16 | 2018-06-28 | 주식회사 포스코 | 항복강도, 연성 및 구멍확장성이 우수한 고강도 냉연강판, 용융아연도금강판 및 이들의 제조방법 |
| CN108611601B (zh) * | 2018-04-23 | 2021-03-09 | 南方科技大学 | 一种界面增强的复合材料及其用途 |
| DE102022102111A1 (de) | 2022-01-31 | 2023-08-03 | Thyssenkrupp Steel Europe Ag | Unbeschichtetes kaltgewalztes Stahlblech für die Warmumformung, Verfahren zur Herstellung eines warmumgeformten Stahlblechbauteils und warmumgeformtes Stahlblechbauteil |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05263207A (ja) * | 1992-03-18 | 1993-10-12 | Nippon Steel Corp | 高Si含有量高張力亜鉛めっき鋼板 |
| JPH0734213A (ja) * | 1993-07-19 | 1995-02-03 | Sumitomo Metal Ind Ltd | 界面密着性に優れた合金化溶融Znめっき鋼板およびその製造方法 |
| JPH1096064A (ja) * | 1996-08-01 | 1998-04-14 | Sumitomo Metal Ind Ltd | 合金化溶融亜鉛めっき鋼板およびその製造方法 |
| JP2000290730A (ja) * | 1999-02-02 | 2000-10-17 | Kawasaki Steel Corp | 強度延性バランスに優れた高強度溶融亜鉛メッキ鋼板の製造方法 |
| JP2001303226A (ja) * | 2000-04-25 | 2001-10-31 | Sumitomo Metal Ind Ltd | 加工性とめっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板 |
| JP2001335908A (ja) * | 2000-05-23 | 2001-12-07 | Sumitomo Metal Ind Ltd | 合金化溶融亜鉛めっき鋼板およびその製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6368728B1 (en) * | 1998-11-18 | 2002-04-09 | Kawasaki Steel Corporation | Galvannealed steel sheet and manufacturing method |
| CA2330010C (en) * | 1999-02-25 | 2008-11-18 | Kawasaki Steel Corporation | Steel sheets, hot-dipped steel sheets and alloyed hot-dipped steel sheets as well as method of producing the same |
| ATE383452T1 (de) * | 2001-10-04 | 2008-01-15 | Nippon Steel Corp | Ziehbares hochfestes dünnes stahlblech mit hervorragender formfixierungseigenschaft und herstellungsverfahren dafür |
-
2004
- 2004-01-21 JP JP2004013269A patent/JP4729850B2/ja not_active Expired - Fee Related
- 2004-02-05 KR KR1020057006326A patent/KR100675565B1/ko active IP Right Grant
- 2004-02-05 WO PCT/JP2004/001209 patent/WO2004070075A1/ja active Application Filing
- 2004-02-05 US US10/527,182 patent/US20060057417A1/en not_active Abandoned
- 2004-02-05 AU AU2004209947A patent/AU2004209947B2/en not_active Ceased
- 2004-02-05 EP EP04708495.9A patent/EP1595969B1/en not_active Expired - Lifetime
- 2004-02-05 CA CA2498223A patent/CA2498223C/en not_active Expired - Fee Related
- 2004-02-10 TW TW093103023A patent/TW200424353A/zh unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05263207A (ja) * | 1992-03-18 | 1993-10-12 | Nippon Steel Corp | 高Si含有量高張力亜鉛めっき鋼板 |
| JPH0734213A (ja) * | 1993-07-19 | 1995-02-03 | Sumitomo Metal Ind Ltd | 界面密着性に優れた合金化溶融Znめっき鋼板およびその製造方法 |
| JPH1096064A (ja) * | 1996-08-01 | 1998-04-14 | Sumitomo Metal Ind Ltd | 合金化溶融亜鉛めっき鋼板およびその製造方法 |
| JP2000290730A (ja) * | 1999-02-02 | 2000-10-17 | Kawasaki Steel Corp | 強度延性バランスに優れた高強度溶融亜鉛メッキ鋼板の製造方法 |
| JP2001303226A (ja) * | 2000-04-25 | 2001-10-31 | Sumitomo Metal Ind Ltd | 加工性とめっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板 |
| JP2001335908A (ja) * | 2000-05-23 | 2001-12-07 | Sumitomo Metal Ind Ltd | 合金化溶融亜鉛めっき鋼板およびその製造方法 |
Cited By (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006274288A (ja) * | 2005-03-28 | 2006-10-12 | Jfe Steel Kk | 表面外観に優れた高強度溶融亜鉛系めっき鋼板 |
| JP2008274360A (ja) * | 2007-04-27 | 2008-11-13 | Nippon Steel Corp | 降伏点伸びを制御した高強度鋼板とその製造方法 |
| JP2010532820A (ja) * | 2007-06-29 | 2010-10-14 | アルセロールミタル・フランス | Dff調整によって合金化亜鉛めっき鋼板を製造する方法 |
| JP2010150660A (ja) * | 2008-12-23 | 2010-07-08 | Posco | メッキ表面品質に優れた高マンガン鋼の溶融亜鉛メッキ鋼板の製造方法 |
| US9109275B2 (en) | 2009-08-31 | 2015-08-18 | Nippon Steel & Sumitomo Metal Corporation | High-strength galvanized steel sheet and method of manufacturing the same |
| WO2011025042A1 (ja) * | 2009-08-31 | 2011-03-03 | 新日本製鐵株式会社 | 高強度溶融亜鉛めっき鋼板及びその製造方法 |
| JP2011094215A (ja) * | 2009-10-30 | 2011-05-12 | Kobe Steel Ltd | めっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板、およびその製造方法 |
| JP2012149307A (ja) * | 2011-01-20 | 2012-08-09 | Jfe Steel Corp | めっき密着性および摺動特性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
| US9181613B2 (en) | 2011-04-20 | 2015-11-10 | Kobe Steel, Ltd. | High tensile strength hot-dip galvannealed steel sheet having excellent coated-layer adhesiveness and method for producing same |
| WO2015186827A1 (ja) * | 2014-06-05 | 2015-12-10 | Jfeスチール株式会社 | 容器用鋼板 |
| JP6079891B2 (ja) * | 2014-06-05 | 2017-02-15 | Jfeスチール株式会社 | 容器用鋼板 |
| WO2016002141A1 (ja) * | 2014-07-02 | 2016-01-07 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板の製造方法 |
| US10570474B2 (en) | 2014-07-02 | 2020-02-25 | Jfe Steel Corporation | Method for manufacturing high-strength galvanized steel sheet |
| CN106661657A (zh) * | 2014-07-02 | 2017-05-10 | 杰富意钢铁株式会社 | 高强度热镀锌钢板的制造方法 |
| JP6086162B2 (ja) * | 2014-07-02 | 2017-03-01 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板の製造方法 |
| JP2016050356A (ja) * | 2014-08-29 | 2016-04-11 | 株式会社神戸製鋼所 | 溶融亜鉛めっき用または合金化溶融亜鉛めっき用原板、およびその製造方法、並びに溶融亜鉛めっき鋼板または合金化溶融亜鉛めっき鋼板 |
| WO2016031556A1 (ja) * | 2014-08-29 | 2016-03-03 | 株式会社神戸製鋼所 | 溶融亜鉛めっき用または合金化溶融亜鉛めっき用原板、およびその製造方法、並びに溶融亜鉛めっき鋼板または合金化溶融亜鉛めっき鋼板 |
| US10597764B2 (en) | 2014-08-29 | 2020-03-24 | Kobe Steel, Ltd. | Substrate for hot-dip galvanizing or hot-dip galvannealing, production method therefor, and hot-dip galvanized steel sheet or hot-dip galvannealed steel sheet |
| JP2016084527A (ja) * | 2014-10-24 | 2016-05-19 | Jfeスチール株式会社 | 容器用鋼板およびその製造方法 |
| JP2016163906A (ja) * | 2015-02-27 | 2016-09-08 | Jfeスチール株式会社 | Si含有熱延酸洗鋼板及びその製造方法 |
| KR20190006554A (ko) * | 2016-06-27 | 2019-01-18 | 제이에프이 스틸 가부시키가이샤 | 고강도 합금화 용융 아연 도금 강판 및 그 제조 방법 |
| KR102249246B1 (ko) * | 2016-06-27 | 2021-05-06 | 제이에프이 스틸 가부시키가이샤 | 고강도 합금화 용융 아연 도금 강판 및 그 제조 방법 |
| US11384407B2 (en) | 2016-06-27 | 2022-07-12 | Jfe Steel Corporation | High-strength galvannealed steel sheet |
| JP2019119912A (ja) * | 2018-01-09 | 2019-07-22 | 三菱マテリアル株式会社 | Dlc皮膜の被覆部材 |
| JP7127992B2 (ja) | 2018-01-09 | 2022-08-30 | 三菱マテリアル株式会社 | Dlc皮膜の被覆部材 |
| WO2022209305A1 (ja) * | 2021-04-02 | 2022-10-06 | 日本製鉄株式会社 | 鋼板及びその製造方法 |
| WO2022209306A1 (ja) * | 2021-04-02 | 2022-10-06 | 日本製鉄株式会社 | 鋼板及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1595969A1 (en) | 2005-11-16 |
| KR20050061533A (ko) | 2005-06-22 |
| JP4729850B2 (ja) | 2011-07-20 |
| US20060057417A1 (en) | 2006-03-16 |
| CA2498223A1 (en) | 2004-08-19 |
| CA2498223C (en) | 2010-05-18 |
| EP1595969A4 (en) | 2010-02-03 |
| TW200424353A (en) | 2004-11-16 |
| KR100675565B1 (ko) | 2007-01-30 |
| AU2004209947B2 (en) | 2006-12-14 |
| WO2004070075A1 (ja) | 2004-08-19 |
| AU2004209947A1 (en) | 2004-08-19 |
| EP1595969B1 (en) | 2017-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4729850B2 (ja) | めっき密着性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| KR101707984B1 (ko) | 용융 Al-Zn계 도금 강판 | |
| JP6566128B2 (ja) | ホットスタンプ成形体 | |
| JP4464720B2 (ja) | 高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| RU2621501C1 (ru) | Формованное горячей штамповкой изделие и способ изготовления формованного горячей штамповкой изделия | |
| JP5708884B2 (ja) | 合金化溶融亜鉛めっき鋼板とその製造方法 | |
| JP2011111674A (ja) | 疲労耐久性に優れた引張最大強度900MPa以上の高強度冷延鋼板及びその製造方法、並びに、高強度亜鉛めっき鋼板及びその製造方法 | |
| JP2017066508A (ja) | 熱間プレス用亜鉛めっき鋼板および熱間プレス成形品の製造方法 | |
| TW201934779A (zh) | Fe-Al系鍍敷熱壓印構件及Fe-Al系鍍敷熱壓印構件的製造方法 | |
| TW201319267A (zh) | 合金化熔融鍍鋅鋼板 | |
| US10927441B2 (en) | High-strength galvanized hot-rolled steel sheet and method for manufacturing same | |
| JP2012102359A (ja) | 熱処理用溶融亜鉛めっき鋼板およびその製造方法 | |
| CN100552076C (zh) | 镀层附着性优良的合金化热镀锌钢板及其制造方法 | |
| JP3752898B2 (ja) | 高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板の製造方法 | |
| CN113924379B (zh) | 热压用镀锌钢板、热压用镀锌钢板的制造方法和热压成形体 | |
| JP2010116590A (ja) | 溶融亜鉛系めっき鋼板およびその製造方法 | |
| JP2006097102A (ja) | 高張力合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP4720618B2 (ja) | 合金化溶融亜鉛めっき鋼板及びその製造方法 | |
| JP7332967B2 (ja) | ホットスタンプ部品 | |
| JP2006077329A (ja) | 高強度合金化溶融亜鉛めっき鋼板 | |
| WO2022091351A1 (ja) | Zn系めっきホットスタンプ成形品 | |
| WO2023135981A1 (ja) | ホットスタンプ成形品 | |
| US20230407448A1 (en) | Plated steel | |
| US20240001423A1 (en) | Hot stamped member | |
| WO2023188643A1 (ja) | 亜鉛めっき鋼板、部材およびそれらの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090811 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091013 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20091013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100617 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110322 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110404 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140428 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4729850 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |