JP2004188564A - ブランク材製造装置 - Google Patents
ブランク材製造装置 Download PDFInfo
- Publication number
- JP2004188564A JP2004188564A JP2002362888A JP2002362888A JP2004188564A JP 2004188564 A JP2004188564 A JP 2004188564A JP 2002362888 A JP2002362888 A JP 2002362888A JP 2002362888 A JP2002362888 A JP 2002362888A JP 2004188564 A JP2004188564 A JP 2004188564A
- Authority
- JP
- Japan
- Prior art keywords
- blank material
- blade
- blank
- press
- comb
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 17
- 238000005520 cutting process Methods 0.000 claims abstract description 13
- 238000003754 machining Methods 0.000 claims description 4
- 238000010008 shearing Methods 0.000 abstract description 12
- 238000010586 diagram Methods 0.000 abstract description 2
- 238000000465 moulding Methods 0.000 description 20
- 238000003825 pressing Methods 0.000 description 6
- 230000037303 wrinkles Effects 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000010349 pulsation Effects 0.000 description 1
Images



Landscapes
- Accessories And Tools For Shearing Machines (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Shearing Machines (AREA)
Abstract
【課題】ブランク材を効率よく切り出してプレス成形品の歩留まりを向上させることのできるブランク材製造装置を提供する。
【解決手段】板材101を所定長さに順次切り出してブランク材100を形成する剪断機12の下刃20と上刃21の刃部20a,21aを、櫛歯形状の凹凸をなす刃部で構成する。刃部20a,21aによって、ブランク材100の形成時に、縁辺部の非加工領域100bに櫛歯形状の凹凸部100cを形成することにより、板材101aから順次切り出されるブランク材100間で非加工領域100bに必要な材料の一部を共用する。プレス加工に必要な非加工領域100bの長さを凹凸部100cによって確保することにより、板材101aの使用効率向上による歩留まりの向上と、プレス成形品110自体の歩留まりの向上とを同時に実現する。
【選択図】 図1
【解決手段】板材101を所定長さに順次切り出してブランク材100を形成する剪断機12の下刃20と上刃21の刃部20a,21aを、櫛歯形状の凹凸をなす刃部で構成する。刃部20a,21aによって、ブランク材100の形成時に、縁辺部の非加工領域100bに櫛歯形状の凹凸部100cを形成することにより、板材101aから順次切り出されるブランク材100間で非加工領域100bに必要な材料の一部を共用する。プレス加工に必要な非加工領域100bの長さを凹凸部100cによって確保することにより、板材101aの使用効率向上による歩留まりの向上と、プレス成形品110自体の歩留まりの向上とを同時に実現する。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、プレス加工に供するブランク材を剪断等によって板材から切り出すブランク材製造装置に関する。
【0002】
【従来の技術】
一般に、車体のパネル等に用いられるプレス成形品は、平板状のブランク材をプレス加工することにより製造される。この種の加工を行うプレス装置においては、一般に、プレス成形用金型に隣接してブランクホルダが設けられている。そして、プレス装置では、ブランク材の縁辺部に設定された非加工領域をブランクホルダによって保持することにより、プレス加工時の応力によるプレス成形品へのしわの発生を防止している。
【0003】
ところで、このようなプレス加工に供するブランク材は、通常、展伸材コイル等から供給される板材を、周知の剪断機(例えば、特許文献1参照)等を備えたブランク材製造装置を用いて所定に切り出すことにより形成される。この場合、板材の利用効率を向上させてプレス成形品の歩留まりを向上させるため、ブランク材に設定される非加工領域を可能な限り小さくすることが望ましい。
【0004】
【特許文献1】
実開昭59−39125号公報
【0005】
【発明が解決しようとする課題】
しかしながら、ブランク材の非加工領域を縮小するには限界がある。すなわち、非加工領域を必要以上に縮小すると、ブランクホルダによるブランク材の保持が不十分となり、プレス成形品にしわが発生する等して、却って歩留まりの低下を招く虞がある。
【0006】
本発明は上記事情に鑑みてなされたもので、ブランク材を効率よく切り出してプレス成形品の歩留まりを向上させることのできるブランク材製造装置を提供することを目的とする。
【0007】
【課題を解決するための手段】
上記課題を解決するため、請求項1記載の発明は、プレス加工に供するブランク材を板材から切り出すブランク材製造装置において、上記切り出しによって上記ブランク材の縁辺部に設定される非加工領域の少なくとも一部に櫛歯形状の凹凸部を形成する刃部を備えたことを特徴とする。
【0008】
また、請求項2記載の発明によるブランク材製造装置は、請求項1記載の発明において、上記刃部は、上記凹凸部を、上記ブランク材の加工領域に沿う方向に対して所定の傾斜角を有する櫛歯形状に切り出すことを特徴とする。
【0009】
また、請求項3記載の発明によるブランク材製造装置は、請求項1または請求項2記載の発明において、上記刃部は、上記凹凸部を、上記板材からの切り出しと同時に板厚方向に曲げ成形することを特徴とする。
【0010】
【発明の実施の形態】
以下、図面を参照して本発明の実施の形態を説明する。図面は本発明の第1の実施の形態に係わり、図1は剪断機の要部縦断面図、図2は図1のI−I断面図、図3はブランク材製造装置及びプレス装置の概略構成図、図4はブランク材の平面図、図5はプレス装置にブランク材を保持した状態を示す要部縦面図、図6はブランク材のプレス加工時のプレス装置を示す要部縦断面図、図7はプレス成形品を示す平面図である。
【0011】
図3において、符号1は展伸材コイル101からブランク材100を切り出し形成するブランク材製造装置を示し、符号2はブランク材製造装置1で形成されたブランク材100をプレス加工するプレス装置を示す。
【0012】
ブランク材製造装置1は、展伸材コイル101をテーブル13上に回転自在に軸支する支持部10と、図示しないガイドロールによって展伸材コイル101からテーブル面13aに沿って供給される板材101aの巻き癖等を矯正するレベラー11と、レベラー11で平板状に矯正された板材101aを剪断してブランク材100を切り出す剪断機12とを有して要部が構成されている。
【0013】
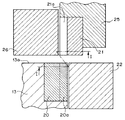
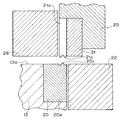
図1、図3に示すように、剪断機12は、テーブル13に固設された下刃20と、この下刃20に対して昇降移動する上刃21とを有して構成されている。
【0014】
下刃20はテーブル面13aの下流端に固設されるもので、この下刃20の下流側には、上刃21に対向する下押え刃22が併設されている。下押え刃22は、油圧シリンダ23を介してテーブル13に支持され、板材101aの剪断時に下降される上刃21との間に板材101aを弾性的に挟持することで板材101aを保持するようになっている。
【0015】
上刃21は、図示しないシリンダ等を介してテーブル13に相対して昇降移動されるラム25の下端部に固設されるもので、この上刃21の上流側には、下刃20に対向する上押え刃26が併設されている。上押え刃26は、油圧シリンダ27を介してラム25に支持され、板材101aの剪断時に上刃21とともに下降して、下刃20との間に板材101aを弾性的に挟持することで板材101aを保持するようになっている。
【0016】
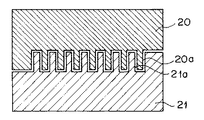
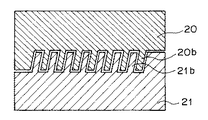
ここで、図2に示すように、下刃20の刃部20aは、櫛歯形状の凹凸をなす刃部で構成されている。一方、上刃21の刃部21aは、下刃20の刃部20aに噛合する櫛歯形状の凹凸をなす刃部で構成されている。そして、これら下刃20及び上刃21は、板材101aからブランク材100を切り出す際に、刃部20a,21aによって、ブランク材100の長手方向縁辺部に櫛歯形状の凹凸部100c(後述する)を形成するようになっている。
【0017】
このように構成されたブランク材製造装置1は、展伸材コイル101から供給される板材101aを所定長さ毎に切り出すことによってブランク材100を形成する。すなわち、図示しないガイドロールによって板材101aが剪断機12に所定長さ進入されると、剪断機12は、ラム25を下降させることによって、下押え刃22と上刃21との間に板材101aを挟持するとともに、上押え刃26と下刃20との間に板材101aを挟持し、挟持した板材101aを刃部20a,21a間で剪断することによりブランク材100を形成する。
【0018】
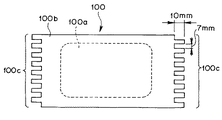
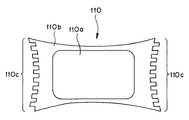
図4に示すように、形成されたブランク材100は、その中央が加工領域100aとして設定されているとともに、その周部(ブランク材100の縁辺部)が非加工領域100bとして設定されている。さらに、このブランク材100は、非加工領域100bのうち、板材101aからの切り出しによって形成された長手方向両端の縁辺部に、刃部20a,21aに対応する櫛歯形状の凹凸部100cが形成される。本実施の形態において、凹凸部100cは、その深さが例えば10(mm)に設定されており、その凹部及び凸部の各幅が例えば7(mm)に設定されている。なお、凹凸部100cは、各凸部の基部及び先端部が、例えばR=2〜3(mm)の円弧状に形成されるものであってもよい。
【0019】
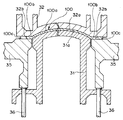
図3、図5及び図6に示すように、プレス装置2は、支持枠30に固設された成形用下側金型31と、この成形用下側金型31に相対して昇降移動する成形用上側金型32とを有して構成されている。
【0020】
成形用下側金型31は、ブランク材100の加工領域100aに対応する所望形状の成形面31aを頂面に有する金型で構成されている。また、成形用下側金型31の両側には、ブランク材100の長手方向両端に設定された非加工領域100bに対応するパンチ35がそれぞれ併設され、各パンチ35はクッションピン36を介して支持枠30に支持されている。
【0021】
成形用上側金型32は、図示しないシリンダ等を介して支持枠30に支持されることにより、成形用下側金型31に相対して昇降移動される。この成形用上側金型32の底面には、成形用下側金型31の成形面31aに対応する成形面32aが形成されているとともに、各パンチ35に対応するパンチ受け面32bが成形面32aと一体に形成されている。
【0022】
そして、このように構成されたプレス装置2は、ブランク材100が搬入された後に、成形用上側金型32を下降させることによって、加工領域100aにプレス加工を施し、図7に示すプレス成形品110を得る。すなわち、プレス装置2は、先ず、成形用上側金型32を所定位置まで下降させることによって、ブランク材100の長手方向両端縁辺部(凹凸部100cを有する非加工領域100b)をパンチ35とパンチ受け面32bとの間に挟持し、この状態で、成形用上側金型32をさらに下降させることによって、ブランク材100の加工領域100aに、成形面31a,31bを用いたプレス成形を施す。
【0023】
このようなプレス成形によってブランク材100からプレス成形品110が形成され、図7に示すように、プレス成形品110の中央には、所望形状のプレス成形部110aが形成される。その際、プレス成形部110a周部の非加工領域110bは、プレス加工時に、凹凸部110cを含む長手方向両端が各パンチ35及びパンチ受け面32bによって挟持されることにより、過大な変形が抑制される。そして、この非加工領域110bに対する変形の抑制によって、プレス成形部110aにしわが発生することが防止される。
【0024】
このような実施の形態によれば、ブランク材100の縁辺部に設定された非加工領域100bに櫛歯形状の凹凸部100cを形成することにより、板材101aから順次切り出されるブランク材100間で非加工領域100bに必要な材料の一部を共用することができる。
【0025】
従って、ブランク材100の形成に必要な板材101aの歩留まりを向上させることができる。同時に、プレス加工に必要な非加工領域100bの長さを凹凸部100cによって十分に確保することができるので、パンチ35とパンチ受け面32bとの間に非加工領域100bを強固に保持することができ、プレス成形品110に懸念されるしわの発生等を効果的に抑制することができる。換言すれば、板材101aの使用効率向上による歩留まりの向上と、プレス成形品110自体の歩留まりの向上とを同時に実現することができる。
【0026】
次に、図8は本発明の第2の実施の形態に係わり、図8は図1のI−I断面図である。なお、本実施の形態においては、下刃20及び上刃21の刃部形状が上述の第1の実施の形態と異なる。なお、その他、同様の構成については同符号を付して説明を省略する。
【0027】
図8に示すように、下刃20の刃部20bは、櫛歯形状の凹凸をなす刃部で構成され、各櫛歯形状の凹凸は板材101aの剪断方向に対して所定の傾斜角で傾斜されている。一方、上刃21の刃部21bは、下刃20の刃部20bに噛合する櫛歯形状の凹凸をなす刃部で構成されている。そして、これら下刃20及び上刃21は、板材101aからブランク材100を切り出す際に、刃部20b,21bによって、ブランク材100の加工領域100aに沿う方向に対して所定の傾斜角を有する櫛歯形状の凹凸部100cを、ブランク材100の長手方向縁辺部(非加工領域100b)に形成するようになっている。
【0028】
このような実施の形態においては、上述の第1の実施の形態と同様に、ブランク材100の長手方向両端縁辺部(傾斜された凹凸部100cを有する非加工領域100b)をパンチ35とパンチ受け面32bとの間に挟持した状態でプレス加工が行われるが、その際、加工領域100a方向への応力によって、凹凸部100cは、その傾斜が修正される方向に変形される(回転される)。そして、この変形により、凹凸部100cの長さは実質的に長大化されるので、その分、非加工領域100bを拡張することができ、パンチ35とパンチ受け面32bとの間にブランク材100を強固に保持することができる。
【0029】
次に、図9,図10は本発明の第3の実施の形態に係わり、図9は剪断機の要部縦断面図、図10(a)はブランク材の平面図であって(b)はブランク材の側面図である。なお、本実施の形態においては、下刃20及び上刃21の刃部形状が上述の第1の実施の形態と異なる。なお、その他、同様の構成については同符号を付して説明を省略する。
【0030】
図9に示すように、下刃20の刃部20aの頂面には、脈動形状をなす成形面20cが形成されている。一方、上刃21の刃部21aの底面には、成形面20cに対応する脈動形状をなす成形面21cが形成されている。そして、これら下刃20及び上刃21は、板材101aからブランク材100を切り出す際に、刃部20a,21aによって、ブランク材100の長手方向縁辺部(非加工領域100b)に櫛歯形状の凹凸部100dを形成すると同時に、成形面20c,21cによって、各凹凸部100dを板厚方向に曲げ形成するようになっている(図10参照)。
【0031】
このような実施の形態においては、上述の第1の実施の形態と同様に、ブランク材100の長手方向両端縁辺部(凹凸部100dを有する非加工領域100b)をパンチ35とパンチ受け面32bとの間に挟持した状態でプレス加工が行われるが、その際、パンチ35とパンチ受け面32bによる挟持によって、板厚方向に曲げ形成された凹凸部100dの脈動形状が平板状に変形される。そして、この変形により、凹凸部100dの長さは実質的に長大化されるので、その分、非加工領域100bを拡張することができ、パンチ35とパンチ受け面32bとの間にブランク材100を強固に保持することができる。
【0032】
なお、上述の各実施の形態においては、ブランク材の長手方向縁辺部に設定された非加工領域に凹凸部を形成する構成の一例について説明したが、本発明はこれに限定されるものではなく、他の非加工領域に凹凸部を形成してもよいことは勿論である。また、上述した各実施の形態による構成を適宜組み合わせてもよいことは勿論である。
【0033】
【発明の効果】
以上説明したように本発明によれば、非加工領域を十分に確保したまま、板材からブランク材を効率よく切り出すことができ、プレス成形品の歩留まりを向上させることができる。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態に係わり、剪断機の要部縦断面図
【図2】同上、I−I断面図
【図3】同上、ブランク材製造装置及びプレス装置の概略構成図
【図4】同上、ブランク材の平面図
【図5】同上、プレス装置にブランク材を保持した状態を示す要部縦面図
【図6】同上、ブランク材のプレス加工時のプレス装置を示す要部縦断面図
【図7】同上、プレス成形品を示す平面図
【図8】本発明の第2の実施の形態に係わり、図1のI−I断面図
【図9】本発明の第3の実施の形態に係わり、剪断機の要部縦断面図
【図10】同上、(a)はブランク材の平面図であって(b)はブランク材の側面図
【符号の説明】
1 … ブランク材製造装置
12 … 剪断機
20 … 下刃
20a … 刃部
20b … 刃部
20c … 成形面
21 … 上刃
21a … 刃部
21b … 刃部
21c … 成形面
100 … ブランク材
100b … 非加工領域
100c … 凹凸部
100d … 凹凸部
101a … 板材
【発明の属する技術分野】
本発明は、プレス加工に供するブランク材を剪断等によって板材から切り出すブランク材製造装置に関する。
【0002】
【従来の技術】
一般に、車体のパネル等に用いられるプレス成形品は、平板状のブランク材をプレス加工することにより製造される。この種の加工を行うプレス装置においては、一般に、プレス成形用金型に隣接してブランクホルダが設けられている。そして、プレス装置では、ブランク材の縁辺部に設定された非加工領域をブランクホルダによって保持することにより、プレス加工時の応力によるプレス成形品へのしわの発生を防止している。
【0003】
ところで、このようなプレス加工に供するブランク材は、通常、展伸材コイル等から供給される板材を、周知の剪断機(例えば、特許文献1参照)等を備えたブランク材製造装置を用いて所定に切り出すことにより形成される。この場合、板材の利用効率を向上させてプレス成形品の歩留まりを向上させるため、ブランク材に設定される非加工領域を可能な限り小さくすることが望ましい。
【0004】
【特許文献1】
実開昭59−39125号公報
【0005】
【発明が解決しようとする課題】
しかしながら、ブランク材の非加工領域を縮小するには限界がある。すなわち、非加工領域を必要以上に縮小すると、ブランクホルダによるブランク材の保持が不十分となり、プレス成形品にしわが発生する等して、却って歩留まりの低下を招く虞がある。
【0006】
本発明は上記事情に鑑みてなされたもので、ブランク材を効率よく切り出してプレス成形品の歩留まりを向上させることのできるブランク材製造装置を提供することを目的とする。
【0007】
【課題を解決するための手段】
上記課題を解決するため、請求項1記載の発明は、プレス加工に供するブランク材を板材から切り出すブランク材製造装置において、上記切り出しによって上記ブランク材の縁辺部に設定される非加工領域の少なくとも一部に櫛歯形状の凹凸部を形成する刃部を備えたことを特徴とする。
【0008】
また、請求項2記載の発明によるブランク材製造装置は、請求項1記載の発明において、上記刃部は、上記凹凸部を、上記ブランク材の加工領域に沿う方向に対して所定の傾斜角を有する櫛歯形状に切り出すことを特徴とする。
【0009】
また、請求項3記載の発明によるブランク材製造装置は、請求項1または請求項2記載の発明において、上記刃部は、上記凹凸部を、上記板材からの切り出しと同時に板厚方向に曲げ成形することを特徴とする。
【0010】
【発明の実施の形態】
以下、図面を参照して本発明の実施の形態を説明する。図面は本発明の第1の実施の形態に係わり、図1は剪断機の要部縦断面図、図2は図1のI−I断面図、図3はブランク材製造装置及びプレス装置の概略構成図、図4はブランク材の平面図、図5はプレス装置にブランク材を保持した状態を示す要部縦面図、図6はブランク材のプレス加工時のプレス装置を示す要部縦断面図、図7はプレス成形品を示す平面図である。
【0011】
図3において、符号1は展伸材コイル101からブランク材100を切り出し形成するブランク材製造装置を示し、符号2はブランク材製造装置1で形成されたブランク材100をプレス加工するプレス装置を示す。
【0012】
ブランク材製造装置1は、展伸材コイル101をテーブル13上に回転自在に軸支する支持部10と、図示しないガイドロールによって展伸材コイル101からテーブル面13aに沿って供給される板材101aの巻き癖等を矯正するレベラー11と、レベラー11で平板状に矯正された板材101aを剪断してブランク材100を切り出す剪断機12とを有して要部が構成されている。
【0013】
図1、図3に示すように、剪断機12は、テーブル13に固設された下刃20と、この下刃20に対して昇降移動する上刃21とを有して構成されている。
【0014】
下刃20はテーブル面13aの下流端に固設されるもので、この下刃20の下流側には、上刃21に対向する下押え刃22が併設されている。下押え刃22は、油圧シリンダ23を介してテーブル13に支持され、板材101aの剪断時に下降される上刃21との間に板材101aを弾性的に挟持することで板材101aを保持するようになっている。
【0015】
上刃21は、図示しないシリンダ等を介してテーブル13に相対して昇降移動されるラム25の下端部に固設されるもので、この上刃21の上流側には、下刃20に対向する上押え刃26が併設されている。上押え刃26は、油圧シリンダ27を介してラム25に支持され、板材101aの剪断時に上刃21とともに下降して、下刃20との間に板材101aを弾性的に挟持することで板材101aを保持するようになっている。
【0016】
ここで、図2に示すように、下刃20の刃部20aは、櫛歯形状の凹凸をなす刃部で構成されている。一方、上刃21の刃部21aは、下刃20の刃部20aに噛合する櫛歯形状の凹凸をなす刃部で構成されている。そして、これら下刃20及び上刃21は、板材101aからブランク材100を切り出す際に、刃部20a,21aによって、ブランク材100の長手方向縁辺部に櫛歯形状の凹凸部100c(後述する)を形成するようになっている。
【0017】
このように構成されたブランク材製造装置1は、展伸材コイル101から供給される板材101aを所定長さ毎に切り出すことによってブランク材100を形成する。すなわち、図示しないガイドロールによって板材101aが剪断機12に所定長さ進入されると、剪断機12は、ラム25を下降させることによって、下押え刃22と上刃21との間に板材101aを挟持するとともに、上押え刃26と下刃20との間に板材101aを挟持し、挟持した板材101aを刃部20a,21a間で剪断することによりブランク材100を形成する。
【0018】
図4に示すように、形成されたブランク材100は、その中央が加工領域100aとして設定されているとともに、その周部(ブランク材100の縁辺部)が非加工領域100bとして設定されている。さらに、このブランク材100は、非加工領域100bのうち、板材101aからの切り出しによって形成された長手方向両端の縁辺部に、刃部20a,21aに対応する櫛歯形状の凹凸部100cが形成される。本実施の形態において、凹凸部100cは、その深さが例えば10(mm)に設定されており、その凹部及び凸部の各幅が例えば7(mm)に設定されている。なお、凹凸部100cは、各凸部の基部及び先端部が、例えばR=2〜3(mm)の円弧状に形成されるものであってもよい。
【0019】
図3、図5及び図6に示すように、プレス装置2は、支持枠30に固設された成形用下側金型31と、この成形用下側金型31に相対して昇降移動する成形用上側金型32とを有して構成されている。
【0020】
成形用下側金型31は、ブランク材100の加工領域100aに対応する所望形状の成形面31aを頂面に有する金型で構成されている。また、成形用下側金型31の両側には、ブランク材100の長手方向両端に設定された非加工領域100bに対応するパンチ35がそれぞれ併設され、各パンチ35はクッションピン36を介して支持枠30に支持されている。
【0021】
成形用上側金型32は、図示しないシリンダ等を介して支持枠30に支持されることにより、成形用下側金型31に相対して昇降移動される。この成形用上側金型32の底面には、成形用下側金型31の成形面31aに対応する成形面32aが形成されているとともに、各パンチ35に対応するパンチ受け面32bが成形面32aと一体に形成されている。
【0022】
そして、このように構成されたプレス装置2は、ブランク材100が搬入された後に、成形用上側金型32を下降させることによって、加工領域100aにプレス加工を施し、図7に示すプレス成形品110を得る。すなわち、プレス装置2は、先ず、成形用上側金型32を所定位置まで下降させることによって、ブランク材100の長手方向両端縁辺部(凹凸部100cを有する非加工領域100b)をパンチ35とパンチ受け面32bとの間に挟持し、この状態で、成形用上側金型32をさらに下降させることによって、ブランク材100の加工領域100aに、成形面31a,31bを用いたプレス成形を施す。
【0023】
このようなプレス成形によってブランク材100からプレス成形品110が形成され、図7に示すように、プレス成形品110の中央には、所望形状のプレス成形部110aが形成される。その際、プレス成形部110a周部の非加工領域110bは、プレス加工時に、凹凸部110cを含む長手方向両端が各パンチ35及びパンチ受け面32bによって挟持されることにより、過大な変形が抑制される。そして、この非加工領域110bに対する変形の抑制によって、プレス成形部110aにしわが発生することが防止される。
【0024】
このような実施の形態によれば、ブランク材100の縁辺部に設定された非加工領域100bに櫛歯形状の凹凸部100cを形成することにより、板材101aから順次切り出されるブランク材100間で非加工領域100bに必要な材料の一部を共用することができる。
【0025】
従って、ブランク材100の形成に必要な板材101aの歩留まりを向上させることができる。同時に、プレス加工に必要な非加工領域100bの長さを凹凸部100cによって十分に確保することができるので、パンチ35とパンチ受け面32bとの間に非加工領域100bを強固に保持することができ、プレス成形品110に懸念されるしわの発生等を効果的に抑制することができる。換言すれば、板材101aの使用効率向上による歩留まりの向上と、プレス成形品110自体の歩留まりの向上とを同時に実現することができる。
【0026】
次に、図8は本発明の第2の実施の形態に係わり、図8は図1のI−I断面図である。なお、本実施の形態においては、下刃20及び上刃21の刃部形状が上述の第1の実施の形態と異なる。なお、その他、同様の構成については同符号を付して説明を省略する。
【0027】
図8に示すように、下刃20の刃部20bは、櫛歯形状の凹凸をなす刃部で構成され、各櫛歯形状の凹凸は板材101aの剪断方向に対して所定の傾斜角で傾斜されている。一方、上刃21の刃部21bは、下刃20の刃部20bに噛合する櫛歯形状の凹凸をなす刃部で構成されている。そして、これら下刃20及び上刃21は、板材101aからブランク材100を切り出す際に、刃部20b,21bによって、ブランク材100の加工領域100aに沿う方向に対して所定の傾斜角を有する櫛歯形状の凹凸部100cを、ブランク材100の長手方向縁辺部(非加工領域100b)に形成するようになっている。
【0028】
このような実施の形態においては、上述の第1の実施の形態と同様に、ブランク材100の長手方向両端縁辺部(傾斜された凹凸部100cを有する非加工領域100b)をパンチ35とパンチ受け面32bとの間に挟持した状態でプレス加工が行われるが、その際、加工領域100a方向への応力によって、凹凸部100cは、その傾斜が修正される方向に変形される(回転される)。そして、この変形により、凹凸部100cの長さは実質的に長大化されるので、その分、非加工領域100bを拡張することができ、パンチ35とパンチ受け面32bとの間にブランク材100を強固に保持することができる。
【0029】
次に、図9,図10は本発明の第3の実施の形態に係わり、図9は剪断機の要部縦断面図、図10(a)はブランク材の平面図であって(b)はブランク材の側面図である。なお、本実施の形態においては、下刃20及び上刃21の刃部形状が上述の第1の実施の形態と異なる。なお、その他、同様の構成については同符号を付して説明を省略する。
【0030】
図9に示すように、下刃20の刃部20aの頂面には、脈動形状をなす成形面20cが形成されている。一方、上刃21の刃部21aの底面には、成形面20cに対応する脈動形状をなす成形面21cが形成されている。そして、これら下刃20及び上刃21は、板材101aからブランク材100を切り出す際に、刃部20a,21aによって、ブランク材100の長手方向縁辺部(非加工領域100b)に櫛歯形状の凹凸部100dを形成すると同時に、成形面20c,21cによって、各凹凸部100dを板厚方向に曲げ形成するようになっている(図10参照)。
【0031】
このような実施の形態においては、上述の第1の実施の形態と同様に、ブランク材100の長手方向両端縁辺部(凹凸部100dを有する非加工領域100b)をパンチ35とパンチ受け面32bとの間に挟持した状態でプレス加工が行われるが、その際、パンチ35とパンチ受け面32bによる挟持によって、板厚方向に曲げ形成された凹凸部100dの脈動形状が平板状に変形される。そして、この変形により、凹凸部100dの長さは実質的に長大化されるので、その分、非加工領域100bを拡張することができ、パンチ35とパンチ受け面32bとの間にブランク材100を強固に保持することができる。
【0032】
なお、上述の各実施の形態においては、ブランク材の長手方向縁辺部に設定された非加工領域に凹凸部を形成する構成の一例について説明したが、本発明はこれに限定されるものではなく、他の非加工領域に凹凸部を形成してもよいことは勿論である。また、上述した各実施の形態による構成を適宜組み合わせてもよいことは勿論である。
【0033】
【発明の効果】
以上説明したように本発明によれば、非加工領域を十分に確保したまま、板材からブランク材を効率よく切り出すことができ、プレス成形品の歩留まりを向上させることができる。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態に係わり、剪断機の要部縦断面図
【図2】同上、I−I断面図
【図3】同上、ブランク材製造装置及びプレス装置の概略構成図
【図4】同上、ブランク材の平面図
【図5】同上、プレス装置にブランク材を保持した状態を示す要部縦面図
【図6】同上、ブランク材のプレス加工時のプレス装置を示す要部縦断面図
【図7】同上、プレス成形品を示す平面図
【図8】本発明の第2の実施の形態に係わり、図1のI−I断面図
【図9】本発明の第3の実施の形態に係わり、剪断機の要部縦断面図
【図10】同上、(a)はブランク材の平面図であって(b)はブランク材の側面図
【符号の説明】
1 … ブランク材製造装置
12 … 剪断機
20 … 下刃
20a … 刃部
20b … 刃部
20c … 成形面
21 … 上刃
21a … 刃部
21b … 刃部
21c … 成形面
100 … ブランク材
100b … 非加工領域
100c … 凹凸部
100d … 凹凸部
101a … 板材
Claims (3)
- プレス加工に供するブランク材を板材から切り出すブランク材製造装置において、
上記切り出しによって上記ブランク材の縁辺部に設定される非加工領域の少なくとも一部に櫛歯形状の凹凸部を形成する刃部を備えたことを特徴とするブランク材製造装置。 - 上記刃部は、上記凹凸部を、上記ブランク材の加工領域に沿う方向に対して所定の傾斜角を有する櫛歯形状に切り出すことを特徴とする請求項1記載のブランク材製造装置。
- 上記刃部は、上記凹凸部を、上記板材からの切り出しと同時に板厚方向に曲げ成形することを特徴とする請求項1または請求項2記載のブランク材製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002362888A JP2004188564A (ja) | 2002-12-13 | 2002-12-13 | ブランク材製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002362888A JP2004188564A (ja) | 2002-12-13 | 2002-12-13 | ブランク材製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004188564A true JP2004188564A (ja) | 2004-07-08 |
Family
ID=32761205
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002362888A Pending JP2004188564A (ja) | 2002-12-13 | 2002-12-13 | ブランク材製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004188564A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007021501A (ja) * | 2005-07-12 | 2007-02-01 | Topre Corp | 深絞り成形方法 |
| KR101388987B1 (ko) * | 2012-05-08 | 2014-04-24 | 주식회사 엠플러스 | 이차 전지용 극판 컷터 어셈블리 |
| WO2016039102A1 (ja) * | 2014-09-12 | 2016-03-17 | 本田技研工業株式会社 | プレス成形方法及びこの方法に用いる板材拡張装置 |
-
2002
- 2002-12-13 JP JP2002362888A patent/JP2004188564A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007021501A (ja) * | 2005-07-12 | 2007-02-01 | Topre Corp | 深絞り成形方法 |
| KR101388987B1 (ko) * | 2012-05-08 | 2014-04-24 | 주식회사 엠플러스 | 이차 전지용 극판 컷터 어셈블리 |
| WO2016039102A1 (ja) * | 2014-09-12 | 2016-03-17 | 本田技研工業株式会社 | プレス成形方法及びこの方法に用いる板材拡張装置 |
| CN106604787A (zh) * | 2014-09-12 | 2017-04-26 | 本田技研工业株式会社 | 冲压成型方法和用于该方法的板材扩张装置 |
| JPWO2016039102A1 (ja) * | 2014-09-12 | 2017-04-27 | 本田技研工業株式会社 | プレス成形方法及びこの方法に用いる板材拡張装置 |
| GB2548231A (en) * | 2014-09-12 | 2017-09-13 | Honda Motor Co Ltd | Press forming method and plate material expansion device used in said method |
| US10717124B2 (en) | 2014-09-12 | 2020-07-21 | Honda Motor Co., Ltd. | Press forming method and plate material expansion device used in said method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4781380B2 (ja) | プレス加工装置及びプレス加工方法 | |
| CN101505927B (zh) | 往返式电动剃须刀的外刀及其制造方法 | |
| JP2009037980A (ja) | 電池缶および金属缶用ブランクとこれを用いた電池缶および金属缶の製造方法 | |
| CN101691003A (zh) | 一种重型卡车车架弯横梁的加工工艺 | |
| JP6077940B2 (ja) | 板金素材の剪断加工方法および剪断加工装置 | |
| JPWO1994015375A1 (ja) | エキスパンド網,エキスパンド網の製造方法,及び鉛蓄電池用極板 | |
| JP4446800B2 (ja) | トリム型 | |
| JP2004188564A (ja) | ブランク材製造装置 | |
| KR101915289B1 (ko) | 자동차 차체용 블랭킹 전단 금형장치 | |
| JPS63154216A (ja) | 長フランジ製品の製造方法 | |
| JP5901494B2 (ja) | ブランキング金型及びスクラップ分割方法 | |
| JPH09239456A (ja) | 絞り加工方法及び絞り型 | |
| CN212216795U (zh) | 一种用于生产金属零件的连续模具 | |
| JP2002263751A (ja) | 板材の成形加工方法およびその加工型 | |
| JPH04210831A (ja) | アクスルケース側板の製法 | |
| JP4749044B2 (ja) | 電気かみそり器の内刃及びその製法 | |
| JP7687281B2 (ja) | プレスカッタを用いたパネル材の切断方法 | |
| JPH07275963A (ja) | 加工材のプレス成形方法 | |
| JP4400465B2 (ja) | 金属薄板のエンボス加工方法 | |
| JP2629137B2 (ja) | 湾曲横葺き屋根板とその製造方法 | |
| CN215614471U (zh) | 一种中控台支撑架的加工模具 | |
| JP2680420B2 (ja) | 自動二輪車用フェンダーの加工方法 | |
| JPH0732059A (ja) | プレス加工方法 | |
| JPS6320419Y2 (ja) | ||
| JPS6150058B2 (ja) |