JP2004172071A - 機器用コネクタ - Google Patents
機器用コネクタ Download PDFInfo
- Publication number
- JP2004172071A JP2004172071A JP2002339679A JP2002339679A JP2004172071A JP 2004172071 A JP2004172071 A JP 2004172071A JP 2002339679 A JP2002339679 A JP 2002339679A JP 2002339679 A JP2002339679 A JP 2002339679A JP 2004172071 A JP2004172071 A JP 2004172071A
- Authority
- JP
- Japan
- Prior art keywords
- spacer
- terminal fitting
- exterior body
- injection pressure
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14311—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles using means for bonding the coating to the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14639—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14836—Preventing damage of inserts during injection, e.g. collapse of hollow inserts, breakage
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/28—Clamped connections, spring connections
- H01R4/30—Clamped connections, spring connections utilising a screw or nut clamping member
- H01R4/34—Conductive members located under head of screw
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/20—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for assembling or disassembling contact members with insulating base, case or sleeve
- H01R43/24—Assembling by moulding on contact members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3055—Cars
- B29L2031/3061—Number plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3481—Housings or casings incorporating or embedding electric or electronic elements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/73—Means for mounting coupling parts to apparatus or structures, e.g. to a wall
- H01R13/74—Means for mounting coupling parts in openings of a panel
- H01R13/748—Means for mounting coupling parts in openings of a panel using one or more screws
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R2201/00—Connectors or connections adapted for particular applications
- H01R2201/26—Connectors or connections adapted for particular applications for vehicles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/20—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping using a crimping sleeve
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Abstract
【課題】射出圧に起因する端子金具の変形を防止する。
【解決手段】機器用コネクタAは、略L字形の屈曲部13を有する端子金具10と、端子金具10における少なくとも屈曲部13を含む領域を包囲する外装体20とを備えている。外装体20は、モールド成形によって成形される樹脂製の外装体本体35と、成形済みの状態で金型40にセットされるスペーサ36とによって構成されている。スペーサ36は、モールド成形の際に端子金具10に作用する射出圧に抗してその端子金具10の変位を規制する位置に配置されているので、射出圧に起因する端子金具10の変形が防止される。
【選択図】 図1
【解決手段】機器用コネクタAは、略L字形の屈曲部13を有する端子金具10と、端子金具10における少なくとも屈曲部13を含む領域を包囲する外装体20とを備えている。外装体20は、モールド成形によって成形される樹脂製の外装体本体35と、成形済みの状態で金型40にセットされるスペーサ36とによって構成されている。スペーサ36は、モールド成形の際に端子金具10に作用する射出圧に抗してその端子金具10の変位を規制する位置に配置されているので、射出圧に起因する端子金具10の変形が防止される。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、自動車のインバータ装置などの機器に接続される機器用コネクタに関するものである。
【0002】
【従来の技術】
例えば、電気自動車のエンジンルーム内に設けたインバータ装置から延びた動力回路のコネクタを車輪のモータに接続する場合、モータの近傍には十分な配索スペースが確保できないことが多く、そのため、コネクタから導出された電線をほぼ直角に曲げることによりモータの外面に沿わせるように配索しなければならない。
【0003】
ところが、動力回路に用いられる電線は、信号回路に用いられる電線に比べると、導体と絶縁被覆の径が太く、曲げ剛性及び曲げ変形時の復元力も高いことから、電線を所望の曲率に曲げた状態で配索することは困難である。
尚、コネクタハウジングの背面から導出された電線を横向きに曲げるための手段としては、コネクタハウジングの背面に電線カバーを被せ、その電線カバーの内部で横向きに曲げた電線を電線カバーから側方へ導出させるものがある(例えば、特許文献1を参照)。しかし、この電線カバーを用いた手段は、信号回路等に用いられる比較的曲げ剛性の低い電線を適用対象とされたものであり、曲げ剛性の高い動力用電線に適用することは困難である。
【0004】
そこで、コネクタから導出させた電線を曲げて配索するのではなく、電線に接続されている端子金具を曲げ、コネクタ全体としてL字形に屈曲させた形状にする構造が考えられる。その一例を図6に示す。この機器用コネクタ100は、端子金具101を樹脂モールドによる外装体102で包囲したものであり、端子金具101は、オープンバレル状の電線圧着部103と、この電線圧着部103に対して直角方向に向けられていて機器側端子(図示せず)に接続される水平な機器接続部104とを有している。電線圧着部103と機器接続部104の基端部はL字形の外装体102に包囲され、機器接続部104の先端部は、外装体102から水平に突出して機器のケース内の機器側端子に接続される。そして、電線圧着部103はケースの外壁に沿った向きに延出され、その電線圧着部103に圧着されている電線105もケースの外壁に沿って下向きに配索される。
【0005】
【特許文献1】
実開平5−69868号公報
【0006】
【発明が解決しようとする課題】
上記のようにL字形に屈曲した機器用コネクタ100を成形する際には、L字形の端子金具101を金型内にセットし、成形樹脂材料を金型内に射出して外装体102を成形するのであるが、このとき、機器接続部104に対して図6の上側から射出圧が作用すると、図7に示すように、その射出圧によって屈曲部106が変形しつつ下方へ位置ずれすることが懸念される。このように端子金具101が変形すると、端子金具の一部(屈曲部106に相当する部位)が外装体102の外面(図7における下面)に露出してしまう虞もある。
【0007】
特に、電線圧着部103も金型内にセットされる構造のものでは、電線105の端面に射出圧が作用することによって電線105及び電線圧着部103がその軸方向(図7における下方向)にずれてしまい、この位置ずれも屈曲部106の変形を増大させる原因となる。
尚、射出圧による端子金具101の変形を回避する手段としては、射出圧を低く設定することが考えられる。しかし、射出圧を低下させると、射出後の圧力にばらつきが生じ、その結果、外装体102の表面が粗くなったり、外装体102の機械的な強度が低下する虞があるため、射出圧を低く設定することは好ましくない。
【0008】
本願発明は上記事情に鑑みて創案され、射出圧に起因する端子金具の変形を防止することを目的としている。
【0009】
【課題を解決するための手段】
請求項1の発明は、略L字形の屈曲部を有する端子金具と、前記端子金具における少なくとも前記屈曲部を含む領域を包囲する外装体とを備えてなり、前記外装体が、モールド成形によって成形される樹脂製の外装体本体と、成形済みの状態で金型にセットされるスペーサとによって構成され、前記スペーサが、モールド成形の際に前記端子金具に作用する射出圧に抗して前記端子金具の変位を規制する位置に配置されている構成とした。
【0010】
請求項2の発明は、請求項1の発明において、前記外装体本体と前記スペーサとの間が接着剤によってシールされている構成とした。
【0011】
【発明の作用及び効果】
[請求項1の発明]
モールド成形の際には、端子金具に射出圧が作用しても、その射出圧に抗して端子金具の変位を規制する位置にスペーサを配置したので、射出圧に起因する端子金具の変形が防止される。
[請求項2の発明]
スペーサは外装体の外面に露出するため、材料の組み合わせによっては外装体本体とスペーサとの隙間から内部への浸水が懸念されるが、本発明によれば、外装体本体とスペーサとの間を接着剤によってシールしたので、浸水を防止することができる。
【0012】
【発明の実施の形態】
[実施形態1]
以下、本発明を具体化した実施形態1を図1乃至図5を参照して説明する。
本実施形態の機器用コネクタAは、電線Wの端末部に固着された端子金具10と、この端子金具10に対しその端子金具10の一部を包囲する形態で一体化された外装体20とから構成されている。尚、以下の説明で、前後方向については図1における左側を前側ということにする。また、上下方向については図1を基準とする。
【0013】
端子金具10は、所定形状に打ち抜いた金属板材に曲げ加工を施すことによって形成されたものであり、板面を水平に向けて前後方向に直線状に延びる細長い平板部11と、この平板部11の後端から下方へほぼ直角に延出する電線圧着部12と、平板部11と電線圧着部12とが連なる屈曲部13とから構成され、側方から視ると概ねL字形をなしている。
平板部11の前端部は、機器側端子55に接続される機器接続部14とされ、この機器接続部14には、前後方向に長い長円形のボルト孔15が上下に貫通して形成されている。
【0014】
電線圧着部12は、平板部11の後端に対して略直角に連なる上下方向の底板部と、この底板部16の左右両側縁から後方へ突出する一対のカシメ片17とからなり、オープンバレル状と称される形状をなしている。この電線圧着部12には、電線Wの絶縁被覆Wbを剥いて露出させた導体Waが圧着されている。
外装体20は、電線Wの圧着工程が済んだ略L字形の端子金具10に対し、モールド金型によって端子金具10と一体となるように成形されている。即ち、外装体20は、平板部11のうち前端の機器接続部14を除いた略後半部分、屈曲部13の全体、及び電線圧着部12の全体、電線圧着部12に圧着されている導体Wa及び絶縁被覆Wbの端末部を包囲するように概ねL字形をなしている。外装体20のうち平板部11を包囲する領域は全体として前端部分が先細りとなった円形の機器嵌合部21とされており、電線圧着部12を包囲する領域は全体として概ね円形をなす電線包囲部22となっている。
【0015】
この外装体20は端子金具10の表面に対して密着しているため、外装体20と端子金具10との隙間に外部から液体が浸入することはない。尚、本実施形態では、シール性をより高めるために、平板部11のうち機器嵌合部21の前端部と対応する位置にはモールド成形の前にシール部材23が装着されている。
この外装体20のうち機器嵌合部21の後端部には、下面側(曲げの内側)をリブ24を残して左右対称に切欠した形態の一対のスリット状の肉抜き部25が形成されている。また、これ以外にも、機器嵌合部21と電線包囲部22との連なり部分と対応する領域、即ち端子金具10の屈曲部13と対応する領域には、曲げの内側と外側の双方をリブ26を残して左右対称に切欠した形態の一対の略L字形をなす肉抜き部27が形成され、機器嵌合部21の前端部には、その上下両側部分をリブ28を残して左右対称に切欠した形態の2対の肉抜き部29が形成されている。これらの肉抜き部25,27,29を設けたことにより、外装体20を成形する際に「ひけ」と称される変形を来たすことが防止される。
【0016】
また、機器嵌合部21の後端部外周にはシール溝30とブラケット溝31が前後に並んで形成され、シール溝30にはシールリング32が取り付けられているとともに、ブラケット溝31にはブラケット33が取り付けられている。
かかる外装体20は、外装体本体35とスペーサ36との2部品をモールド成形の際に一体化させたものであり、スペーサ36以外の部分が全て外装体本体35となる。本実施形態では、外装体本体35とスペーサ36は互いに同じ合成樹脂材料(例えば、ガラス繊維入りのナイロン(登録商標))とされている。
【0017】
スペーサ36は、機器嵌合部21の後端部における下半分領域を占め、端子金具10の屈曲部13に対して曲げの内側から支えるように当接されるようになっている。スペーサ36は概ね半円形をなし、その円弧状の下面は機器嵌合部21の下面側の表面を構成する。スペーサ36の下面側には、ブラケット溝31の下半分領域と、一対の肉抜き部25と、リブ24とが形成されている。また、スペーサ36の上面には、上面側及び前後両端面側に開放された方形断面の凹部37が形成され、この凹部37の底面及び左右両内側面が、平板部11の後端部の下面及び左右両側面に密着(面接触)する。また、凹部37の略弧状面とされた後端部には、屈曲部13の曲げの内側の面が密着(面接触)する。
【0018】
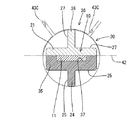
外装体20をモールド成形する金型40は、L字の内側部分を成形する第1金型41と、外側部分を成形する第2金型42とから構成される。第1金型41は、機器嵌合部21の略下半分領域、及び電線包囲部22の略前半分領域を成形し、第2金型42は、機器嵌合部21の略上半分領域、及び電線包囲部22の略後半分領域を成形する。また、第2金型42には3対のゲート43F,43C,43Rが前後3箇所に設けられている。一対の前部ゲート43Fは、機器嵌合部21の上面側の2つの肉抜き部29と対応する位置で斜め下内向きに溶融樹脂を射出する。一対の中央ゲート43Cは、機器嵌合部21の上面側における肉抜き部27の前端とブラケット溝31との間の位置で斜め下内向きに溶融樹脂を射出し、この射出方向は、平板部11の後端部をスペーサ36の上面側へ押し付ける方向となる。つまり、スペーサ36は、端子金具10のうち射出圧によって変形が予想される機器接続部14の後端部を挟んで中央ゲート43Cとは反対側に位置して端子金具10を支えている。また、一対の後部ゲート43Rは、電線包囲部22の後面側の位置で斜め前内向きに溶融樹脂を射出する。
【0019】
外装体20をモールド成形する際には、まず、図4に示すように、型開きした状態で第1金型41にスペーサ36をセットする。このとき、第1金型41のうちスペーサ36の肉抜き部25を成形する一対の突出部41aにスペーサ36が嵌合するため、スペーサ36は第1金型41に対して遊動規制された状態で位置決めされる。したがって、スペーサ36に射出圧が作用してもスペーサ36が金型40内で動くことはない。また、スペーサ36における外装体本体35と接触する面には防水用の接着剤(図示せず)を塗布して、乾燥させておく。
【0020】
この後、電線Wが圧着された状態の端子金具10を第1金型41にセットする。セットした状態では、平板部11の後端部下面及び屈曲部13の曲げの内側の面がスペーサ36の凹部37に面接触し、曲げの内側から支承された状態となる。また、機器接続部14のボルト孔15が第1金型41に嵌合されるので、平板部11の前端部は位置決めされる。
スペーサ36と端子金具10がセットされたら、第2金型42を第1金型41に嵌め合わせて型締め状態とし、各ゲート43F,43C,43Rから金型40内に溶融樹脂を高圧で射出する。このとき、平板部11の後端部下面及び屈曲部13の曲げの内側の面がスペーサ36の凹部37に面接触し、曲げの内側から支承された状態となっているので、平板部11の後端部及び屈曲部13は、斜め上方から中央ゲート43Cの射出圧を受けても下方へ変位することが規制されるとともに、斜め後方から後部ゲート43Rの射出圧を受けても前方へ変位することが規制される。さらに、平板部11の後端部は、凹部37に対して左右方向に遊動を規制された状態に嵌合されるため、斜め上側方から中央ゲート43Cの射出圧を受けても左右へ変位することが規制される。
【0021】
以上のようにしてモールド成形された機器用コネクタAは、型開きした金型40から取り出され、そのブラケット溝31にブラケット33が取り付けられる。成形された外装体20は、外装体本体35とスペーサ36との2部品からなるが、スペーサ36と外装体本体35との接触面には接着剤が塗布されているので、スペーサ36と外装体本体35との隙間から液体が浸入する虞はない。
かかる機器用コネクタAを機器50に取り付ける際には、機器50のケース51に形成した取付孔52に外装体20の機器嵌合部21を嵌入するとともに、ブラケット33をボルト53によりケース51の外面に固定することによって機器用コネクタAをケース51に取り付ける。次に、ケース51内において、機器本体54の機器側端子55に対し機器接続部14をボルト56とナット57により導通可能に固定する。取付け状態では、取付孔52の内周と外装体20の外周との間がシールリング32によってシールされ、外装体20の後端部下端から下向きに導出された電線Wがケース51の外面に沿って下向きに配索される。
【0022】
上述のように本実施形態においては、外装体20が、モールド成形によって成形される樹脂製の外装体本体35と、成形済みの状態で金型40にセットされるスペーサ36とによって構成されており、スペーサ36が、モールド成形の際に端子金具10に作用するゲート43F,43C,43Rからの射出圧に抗して端子金具10の変位を規制する位置に配置されている。したがって、モールド成形の際に端子金具10に高い射出圧が作用しても、射出圧に起因する端子金具10の変形が確実に防止されている。
【0023】
また、スペーサ36は外装体20の外面に露出するため、材料の組み合わせによっては外装体本体35とスペーサ36との隙間から内部への浸水が懸念されるが、本実施形態によれば、外装体本体35とスペーサ36との間を接着剤によってシールしたので、浸水が防止されている。
[他の実施形態]
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施態様も本発明の技術的範囲に含まれ、さらに、下記以外にも要旨を逸脱しない範囲内で種々変更して実施することができる。
【0024】
(1)上記実施形態では端子金具の後端部に電線を圧着しその圧着部も外装体で包囲したが、本発明によれば、外装体で包囲するのを端子金具のみとし、電線の圧着部は外装体の外部に露出させるようにしてもよい。
(2)上記実施形態では端子金具が相手側端子に対してボルト締めにより接続させる場合について説明したが、本発明は、ボルト締め以外の手段によって相手側端子に接続されるコネクタにも適用できる。
【0025】
(3)上記実施形態では端子金具の屈曲部の内側にスペーサを配置したが、本発明によれば、端子金具に対して射出圧が作用する部位や方向に応じて、適宜にスペーサを配置することができる。即ち、スペーサは、屈曲部に内側に限らず、屈曲部の外側に配置してもよく、屈曲部の内側と外側の双方に配置してもよく、あるいは、屈曲部から離れた平板部に沿ってスペーサを配置してもよい。
(4)上記実施形態ではスペーサの数を1個のみとしたが、本発明によれば、複数のスペーサを配置してもよい。
【0026】
(5)上記実施形態ではスペーサを端子金具の片側の面(屈曲部の内側の面)のみに沿うように配置したが、本発明によれば、端子金具の内外両側の面に沿うように配置してもよい。この場合、スペーサを筒状にして、その中空に端子金具を嵌め通すようにすれば、スペーサの数を1個とすることができる。
(6)上記実施形態では外装体本体とスペーサとを同一材料としたが、本発明によれば、外装体本体とスペーサとを互いに異なる材料のものとしてもよい。
【0027】
(7)上記実施形態ではスペーサが端子金具に対して面接触状態で当接するようにしたが、本発明によれば、スペーサが端子金具に対して線接触又は点接触状態で当接するようにしてもよい。
(8)上記実施形態では金型内においてスペーサが端子金具に当接するようにしたが、本発明によれば、スペーサと端子金具とが僅かに隙間を空けた非接触の状態となるようにしてもよい。この場合、外装体の成形が完了した状態でもスペーサと外装体とが非接触の状態を保つようにしてもよく、あるいは、外装体の成形時に射出圧によって端子金具が僅かに変形してスペーサに当接するようにしてもよい。
【図面の簡単な説明】
【図1】実施形態1の断面図
【図2】機器に取り付けた状態の断面図
【図3】図1のX−X断面図
【図4】金型にスペーサをセットした状態の断面図
【図5】金型にスペーサと端子金具をセットした状態の断面図
【図6】従来例の断面図
【図7】従来例において端子金具が変形した状態をあらわす断面図
【符号の説明】
A…機器用コネクタ
10…端子金具
13…屈曲部
20…外装体
35…外装体本体
36…スペーサ
【発明の属する技術分野】
本発明は、自動車のインバータ装置などの機器に接続される機器用コネクタに関するものである。
【0002】
【従来の技術】
例えば、電気自動車のエンジンルーム内に設けたインバータ装置から延びた動力回路のコネクタを車輪のモータに接続する場合、モータの近傍には十分な配索スペースが確保できないことが多く、そのため、コネクタから導出された電線をほぼ直角に曲げることによりモータの外面に沿わせるように配索しなければならない。
【0003】
ところが、動力回路に用いられる電線は、信号回路に用いられる電線に比べると、導体と絶縁被覆の径が太く、曲げ剛性及び曲げ変形時の復元力も高いことから、電線を所望の曲率に曲げた状態で配索することは困難である。
尚、コネクタハウジングの背面から導出された電線を横向きに曲げるための手段としては、コネクタハウジングの背面に電線カバーを被せ、その電線カバーの内部で横向きに曲げた電線を電線カバーから側方へ導出させるものがある(例えば、特許文献1を参照)。しかし、この電線カバーを用いた手段は、信号回路等に用いられる比較的曲げ剛性の低い電線を適用対象とされたものであり、曲げ剛性の高い動力用電線に適用することは困難である。
【0004】
そこで、コネクタから導出させた電線を曲げて配索するのではなく、電線に接続されている端子金具を曲げ、コネクタ全体としてL字形に屈曲させた形状にする構造が考えられる。その一例を図6に示す。この機器用コネクタ100は、端子金具101を樹脂モールドによる外装体102で包囲したものであり、端子金具101は、オープンバレル状の電線圧着部103と、この電線圧着部103に対して直角方向に向けられていて機器側端子(図示せず)に接続される水平な機器接続部104とを有している。電線圧着部103と機器接続部104の基端部はL字形の外装体102に包囲され、機器接続部104の先端部は、外装体102から水平に突出して機器のケース内の機器側端子に接続される。そして、電線圧着部103はケースの外壁に沿った向きに延出され、その電線圧着部103に圧着されている電線105もケースの外壁に沿って下向きに配索される。
【0005】
【特許文献1】
実開平5−69868号公報
【0006】
【発明が解決しようとする課題】
上記のようにL字形に屈曲した機器用コネクタ100を成形する際には、L字形の端子金具101を金型内にセットし、成形樹脂材料を金型内に射出して外装体102を成形するのであるが、このとき、機器接続部104に対して図6の上側から射出圧が作用すると、図7に示すように、その射出圧によって屈曲部106が変形しつつ下方へ位置ずれすることが懸念される。このように端子金具101が変形すると、端子金具の一部(屈曲部106に相当する部位)が外装体102の外面(図7における下面)に露出してしまう虞もある。
【0007】
特に、電線圧着部103も金型内にセットされる構造のものでは、電線105の端面に射出圧が作用することによって電線105及び電線圧着部103がその軸方向(図7における下方向)にずれてしまい、この位置ずれも屈曲部106の変形を増大させる原因となる。
尚、射出圧による端子金具101の変形を回避する手段としては、射出圧を低く設定することが考えられる。しかし、射出圧を低下させると、射出後の圧力にばらつきが生じ、その結果、外装体102の表面が粗くなったり、外装体102の機械的な強度が低下する虞があるため、射出圧を低く設定することは好ましくない。
【0008】
本願発明は上記事情に鑑みて創案され、射出圧に起因する端子金具の変形を防止することを目的としている。
【0009】
【課題を解決するための手段】
請求項1の発明は、略L字形の屈曲部を有する端子金具と、前記端子金具における少なくとも前記屈曲部を含む領域を包囲する外装体とを備えてなり、前記外装体が、モールド成形によって成形される樹脂製の外装体本体と、成形済みの状態で金型にセットされるスペーサとによって構成され、前記スペーサが、モールド成形の際に前記端子金具に作用する射出圧に抗して前記端子金具の変位を規制する位置に配置されている構成とした。
【0010】
請求項2の発明は、請求項1の発明において、前記外装体本体と前記スペーサとの間が接着剤によってシールされている構成とした。
【0011】
【発明の作用及び効果】
[請求項1の発明]
モールド成形の際には、端子金具に射出圧が作用しても、その射出圧に抗して端子金具の変位を規制する位置にスペーサを配置したので、射出圧に起因する端子金具の変形が防止される。
[請求項2の発明]
スペーサは外装体の外面に露出するため、材料の組み合わせによっては外装体本体とスペーサとの隙間から内部への浸水が懸念されるが、本発明によれば、外装体本体とスペーサとの間を接着剤によってシールしたので、浸水を防止することができる。
【0012】
【発明の実施の形態】
[実施形態1]
以下、本発明を具体化した実施形態1を図1乃至図5を参照して説明する。
本実施形態の機器用コネクタAは、電線Wの端末部に固着された端子金具10と、この端子金具10に対しその端子金具10の一部を包囲する形態で一体化された外装体20とから構成されている。尚、以下の説明で、前後方向については図1における左側を前側ということにする。また、上下方向については図1を基準とする。
【0013】
端子金具10は、所定形状に打ち抜いた金属板材に曲げ加工を施すことによって形成されたものであり、板面を水平に向けて前後方向に直線状に延びる細長い平板部11と、この平板部11の後端から下方へほぼ直角に延出する電線圧着部12と、平板部11と電線圧着部12とが連なる屈曲部13とから構成され、側方から視ると概ねL字形をなしている。
平板部11の前端部は、機器側端子55に接続される機器接続部14とされ、この機器接続部14には、前後方向に長い長円形のボルト孔15が上下に貫通して形成されている。
【0014】
電線圧着部12は、平板部11の後端に対して略直角に連なる上下方向の底板部と、この底板部16の左右両側縁から後方へ突出する一対のカシメ片17とからなり、オープンバレル状と称される形状をなしている。この電線圧着部12には、電線Wの絶縁被覆Wbを剥いて露出させた導体Waが圧着されている。
外装体20は、電線Wの圧着工程が済んだ略L字形の端子金具10に対し、モールド金型によって端子金具10と一体となるように成形されている。即ち、外装体20は、平板部11のうち前端の機器接続部14を除いた略後半部分、屈曲部13の全体、及び電線圧着部12の全体、電線圧着部12に圧着されている導体Wa及び絶縁被覆Wbの端末部を包囲するように概ねL字形をなしている。外装体20のうち平板部11を包囲する領域は全体として前端部分が先細りとなった円形の機器嵌合部21とされており、電線圧着部12を包囲する領域は全体として概ね円形をなす電線包囲部22となっている。
【0015】
この外装体20は端子金具10の表面に対して密着しているため、外装体20と端子金具10との隙間に外部から液体が浸入することはない。尚、本実施形態では、シール性をより高めるために、平板部11のうち機器嵌合部21の前端部と対応する位置にはモールド成形の前にシール部材23が装着されている。
この外装体20のうち機器嵌合部21の後端部には、下面側(曲げの内側)をリブ24を残して左右対称に切欠した形態の一対のスリット状の肉抜き部25が形成されている。また、これ以外にも、機器嵌合部21と電線包囲部22との連なり部分と対応する領域、即ち端子金具10の屈曲部13と対応する領域には、曲げの内側と外側の双方をリブ26を残して左右対称に切欠した形態の一対の略L字形をなす肉抜き部27が形成され、機器嵌合部21の前端部には、その上下両側部分をリブ28を残して左右対称に切欠した形態の2対の肉抜き部29が形成されている。これらの肉抜き部25,27,29を設けたことにより、外装体20を成形する際に「ひけ」と称される変形を来たすことが防止される。
【0016】
また、機器嵌合部21の後端部外周にはシール溝30とブラケット溝31が前後に並んで形成され、シール溝30にはシールリング32が取り付けられているとともに、ブラケット溝31にはブラケット33が取り付けられている。
かかる外装体20は、外装体本体35とスペーサ36との2部品をモールド成形の際に一体化させたものであり、スペーサ36以外の部分が全て外装体本体35となる。本実施形態では、外装体本体35とスペーサ36は互いに同じ合成樹脂材料(例えば、ガラス繊維入りのナイロン(登録商標))とされている。
【0017】
スペーサ36は、機器嵌合部21の後端部における下半分領域を占め、端子金具10の屈曲部13に対して曲げの内側から支えるように当接されるようになっている。スペーサ36は概ね半円形をなし、その円弧状の下面は機器嵌合部21の下面側の表面を構成する。スペーサ36の下面側には、ブラケット溝31の下半分領域と、一対の肉抜き部25と、リブ24とが形成されている。また、スペーサ36の上面には、上面側及び前後両端面側に開放された方形断面の凹部37が形成され、この凹部37の底面及び左右両内側面が、平板部11の後端部の下面及び左右両側面に密着(面接触)する。また、凹部37の略弧状面とされた後端部には、屈曲部13の曲げの内側の面が密着(面接触)する。
【0018】
外装体20をモールド成形する金型40は、L字の内側部分を成形する第1金型41と、外側部分を成形する第2金型42とから構成される。第1金型41は、機器嵌合部21の略下半分領域、及び電線包囲部22の略前半分領域を成形し、第2金型42は、機器嵌合部21の略上半分領域、及び電線包囲部22の略後半分領域を成形する。また、第2金型42には3対のゲート43F,43C,43Rが前後3箇所に設けられている。一対の前部ゲート43Fは、機器嵌合部21の上面側の2つの肉抜き部29と対応する位置で斜め下内向きに溶融樹脂を射出する。一対の中央ゲート43Cは、機器嵌合部21の上面側における肉抜き部27の前端とブラケット溝31との間の位置で斜め下内向きに溶融樹脂を射出し、この射出方向は、平板部11の後端部をスペーサ36の上面側へ押し付ける方向となる。つまり、スペーサ36は、端子金具10のうち射出圧によって変形が予想される機器接続部14の後端部を挟んで中央ゲート43Cとは反対側に位置して端子金具10を支えている。また、一対の後部ゲート43Rは、電線包囲部22の後面側の位置で斜め前内向きに溶融樹脂を射出する。
【0019】
外装体20をモールド成形する際には、まず、図4に示すように、型開きした状態で第1金型41にスペーサ36をセットする。このとき、第1金型41のうちスペーサ36の肉抜き部25を成形する一対の突出部41aにスペーサ36が嵌合するため、スペーサ36は第1金型41に対して遊動規制された状態で位置決めされる。したがって、スペーサ36に射出圧が作用してもスペーサ36が金型40内で動くことはない。また、スペーサ36における外装体本体35と接触する面には防水用の接着剤(図示せず)を塗布して、乾燥させておく。
【0020】
この後、電線Wが圧着された状態の端子金具10を第1金型41にセットする。セットした状態では、平板部11の後端部下面及び屈曲部13の曲げの内側の面がスペーサ36の凹部37に面接触し、曲げの内側から支承された状態となる。また、機器接続部14のボルト孔15が第1金型41に嵌合されるので、平板部11の前端部は位置決めされる。
スペーサ36と端子金具10がセットされたら、第2金型42を第1金型41に嵌め合わせて型締め状態とし、各ゲート43F,43C,43Rから金型40内に溶融樹脂を高圧で射出する。このとき、平板部11の後端部下面及び屈曲部13の曲げの内側の面がスペーサ36の凹部37に面接触し、曲げの内側から支承された状態となっているので、平板部11の後端部及び屈曲部13は、斜め上方から中央ゲート43Cの射出圧を受けても下方へ変位することが規制されるとともに、斜め後方から後部ゲート43Rの射出圧を受けても前方へ変位することが規制される。さらに、平板部11の後端部は、凹部37に対して左右方向に遊動を規制された状態に嵌合されるため、斜め上側方から中央ゲート43Cの射出圧を受けても左右へ変位することが規制される。
【0021】
以上のようにしてモールド成形された機器用コネクタAは、型開きした金型40から取り出され、そのブラケット溝31にブラケット33が取り付けられる。成形された外装体20は、外装体本体35とスペーサ36との2部品からなるが、スペーサ36と外装体本体35との接触面には接着剤が塗布されているので、スペーサ36と外装体本体35との隙間から液体が浸入する虞はない。
かかる機器用コネクタAを機器50に取り付ける際には、機器50のケース51に形成した取付孔52に外装体20の機器嵌合部21を嵌入するとともに、ブラケット33をボルト53によりケース51の外面に固定することによって機器用コネクタAをケース51に取り付ける。次に、ケース51内において、機器本体54の機器側端子55に対し機器接続部14をボルト56とナット57により導通可能に固定する。取付け状態では、取付孔52の内周と外装体20の外周との間がシールリング32によってシールされ、外装体20の後端部下端から下向きに導出された電線Wがケース51の外面に沿って下向きに配索される。
【0022】
上述のように本実施形態においては、外装体20が、モールド成形によって成形される樹脂製の外装体本体35と、成形済みの状態で金型40にセットされるスペーサ36とによって構成されており、スペーサ36が、モールド成形の際に端子金具10に作用するゲート43F,43C,43Rからの射出圧に抗して端子金具10の変位を規制する位置に配置されている。したがって、モールド成形の際に端子金具10に高い射出圧が作用しても、射出圧に起因する端子金具10の変形が確実に防止されている。
【0023】
また、スペーサ36は外装体20の外面に露出するため、材料の組み合わせによっては外装体本体35とスペーサ36との隙間から内部への浸水が懸念されるが、本実施形態によれば、外装体本体35とスペーサ36との間を接着剤によってシールしたので、浸水が防止されている。
[他の実施形態]
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施態様も本発明の技術的範囲に含まれ、さらに、下記以外にも要旨を逸脱しない範囲内で種々変更して実施することができる。
【0024】
(1)上記実施形態では端子金具の後端部に電線を圧着しその圧着部も外装体で包囲したが、本発明によれば、外装体で包囲するのを端子金具のみとし、電線の圧着部は外装体の外部に露出させるようにしてもよい。
(2)上記実施形態では端子金具が相手側端子に対してボルト締めにより接続させる場合について説明したが、本発明は、ボルト締め以外の手段によって相手側端子に接続されるコネクタにも適用できる。
【0025】
(3)上記実施形態では端子金具の屈曲部の内側にスペーサを配置したが、本発明によれば、端子金具に対して射出圧が作用する部位や方向に応じて、適宜にスペーサを配置することができる。即ち、スペーサは、屈曲部に内側に限らず、屈曲部の外側に配置してもよく、屈曲部の内側と外側の双方に配置してもよく、あるいは、屈曲部から離れた平板部に沿ってスペーサを配置してもよい。
(4)上記実施形態ではスペーサの数を1個のみとしたが、本発明によれば、複数のスペーサを配置してもよい。
【0026】
(5)上記実施形態ではスペーサを端子金具の片側の面(屈曲部の内側の面)のみに沿うように配置したが、本発明によれば、端子金具の内外両側の面に沿うように配置してもよい。この場合、スペーサを筒状にして、その中空に端子金具を嵌め通すようにすれば、スペーサの数を1個とすることができる。
(6)上記実施形態では外装体本体とスペーサとを同一材料としたが、本発明によれば、外装体本体とスペーサとを互いに異なる材料のものとしてもよい。
【0027】
(7)上記実施形態ではスペーサが端子金具に対して面接触状態で当接するようにしたが、本発明によれば、スペーサが端子金具に対して線接触又は点接触状態で当接するようにしてもよい。
(8)上記実施形態では金型内においてスペーサが端子金具に当接するようにしたが、本発明によれば、スペーサと端子金具とが僅かに隙間を空けた非接触の状態となるようにしてもよい。この場合、外装体の成形が完了した状態でもスペーサと外装体とが非接触の状態を保つようにしてもよく、あるいは、外装体の成形時に射出圧によって端子金具が僅かに変形してスペーサに当接するようにしてもよい。
【図面の簡単な説明】
【図1】実施形態1の断面図
【図2】機器に取り付けた状態の断面図
【図3】図1のX−X断面図
【図4】金型にスペーサをセットした状態の断面図
【図5】金型にスペーサと端子金具をセットした状態の断面図
【図6】従来例の断面図
【図7】従来例において端子金具が変形した状態をあらわす断面図
【符号の説明】
A…機器用コネクタ
10…端子金具
13…屈曲部
20…外装体
35…外装体本体
36…スペーサ
Claims (2)
- 略L字形の屈曲部を有する端子金具と、
前記端子金具における少なくとも前記屈曲部を含む領域を包囲する外装体とを備えてなり、
前記外装体が、モールド成形によって成形される樹脂製の外装体本体と、成形済みの状態で金型にセットされるスペーサとによって構成され、
前記スペーサが、モールド成形の際に前記端子金具に作用する射出圧に抗して前記端子金具の変位を規制する位置に配置されていることを特徴とする機器用コネクタ。 - 前記外装体本体と前記スペーサとの間が接着剤によってシールされていることを特徴とする請求項1記載の機器用コネクタ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002339679A JP2004172071A (ja) | 2002-11-22 | 2002-11-22 | 機器用コネクタ |
| DE10354283A DE10354283A1 (de) | 2002-11-22 | 2003-11-20 | Verbinder mit durch äusserer Abdeckung abgedecktem Anschlusstück |
| US10/716,524 US6932657B2 (en) | 2002-11-22 | 2003-11-20 | Connector having terminal fitting covered with outer covering |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002339679A JP2004172071A (ja) | 2002-11-22 | 2002-11-22 | 機器用コネクタ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004172071A true JP2004172071A (ja) | 2004-06-17 |
Family
ID=32588060
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002339679A Pending JP2004172071A (ja) | 2002-11-22 | 2002-11-22 | 機器用コネクタ |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US6932657B2 (ja) |
| JP (1) | JP2004172071A (ja) |
| DE (1) | DE10354283A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006189110A (ja) * | 2005-01-07 | 2006-07-20 | Honda Motor Co Ltd | 電磁式摩擦係合装置 |
| JP2009146852A (ja) * | 2007-12-18 | 2009-07-02 | Nippon Seiki Co Ltd | コネクタ |
| JP2012003856A (ja) * | 2010-06-14 | 2012-01-05 | Furukawa Electric Co Ltd:The | 電線端子防食構造、ワイヤハーネス、及び電線端子防食構造の生産方法 |
| JP2013258085A (ja) * | 2012-06-13 | 2013-12-26 | Yazaki Corp | 電線端末接続部の樹脂モールド方法、樹脂モールド用の金型、及び端子金具 |
| JP2018181747A (ja) * | 2017-04-20 | 2018-11-15 | 住友電装株式会社 | コネクタ |
| JP2019003848A (ja) * | 2017-06-16 | 2019-01-10 | 矢崎総業株式会社 | コネクタ |
| US10553979B2 (en) | 2015-10-15 | 2020-02-04 | Sumitomo Wiring Systems, Ltd. | Connector |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100365880C (zh) * | 2003-09-26 | 2008-01-30 | 富士康(昆山)电脑接插件有限公司 | 电连接器的制造方法 |
| DE102005005252B4 (de) * | 2005-02-04 | 2010-04-29 | Knorr-Bremse Systeme für Nutzfahrzeuge GmbH | Kontakteinrichtung |
| DE102005015114B4 (de) * | 2005-04-01 | 2012-10-31 | Continental Automotive Gmbh | Vorrichtung zum elektrischen Kontaktieren einer Aktoreinheit und Ventil |
| JP4742877B2 (ja) | 2006-01-18 | 2011-08-10 | 住友電装株式会社 | 樹脂成形品の成形構造 |
| US7452247B1 (en) * | 2007-10-01 | 2008-11-18 | Fci Americas Technology, Inc. | Electrical connector for fuel pump |
| JP2011028853A (ja) * | 2009-07-21 | 2011-02-10 | Sumitomo Wiring Syst Ltd | モールドコネクタ |
| JP5063750B2 (ja) * | 2010-07-23 | 2012-10-31 | 株式会社オートネットワーク技術研究所 | ワイヤーハーネスの端末構造 |
| JP5687459B2 (ja) | 2010-09-21 | 2015-03-18 | 矢崎総業株式会社 | 端子台構造 |
| DE102010049032B4 (de) * | 2010-10-21 | 2012-06-06 | Phoenix Contact Gmbh & Co. Kg | Steckerteil einer Ladesteckvorrichtung |
| JP5890119B2 (ja) * | 2011-07-20 | 2016-03-22 | 矢崎総業株式会社 | 低背化コネクタとその製造方法 |
| JP5898009B2 (ja) * | 2012-07-11 | 2016-04-06 | 矢崎総業株式会社 | コネクタ |
| US8845363B2 (en) * | 2012-09-07 | 2014-09-30 | Apple Inc. | Reinforcing bars in I/O connectors |
| DE112014002216T5 (de) * | 2013-04-30 | 2016-01-28 | Yazaki Corporation | Verbinder |
| CN107078416B (zh) * | 2014-10-31 | 2019-02-19 | 矢崎总业株式会社 | 具有端子的电线和具有端子的电线的制造方法 |
| US20180272585A1 (en) * | 2017-03-21 | 2018-09-27 | Canon Kabushiki Kaisha | Method of producing molded product, molded product, cartridge, and image forming apparatus |
| JP6938181B2 (ja) * | 2017-03-21 | 2021-09-22 | キヤノン株式会社 | 成形方法、および製造方法 |
| CN208782214U (zh) * | 2018-07-09 | 2019-04-23 | 东莞富强电子有限公司 | 固定治具 |
| US11367971B2 (en) * | 2020-05-29 | 2022-06-21 | Bae Systems Controls Inc. | Busbar insulator interface and busbar assembly |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2582322B2 (ja) | 1992-02-20 | 1997-02-19 | ヤマハ発動機株式会社 | スクータの収納装置 |
| JP3404832B2 (ja) * | 1993-10-15 | 2003-05-12 | 住友電装株式会社 | コネクタの製造方法及びコネクタ |
| JP3509444B2 (ja) * | 1997-01-13 | 2004-03-22 | 住友電装株式会社 | インサート成形コネクタ |
| JP3535009B2 (ja) * | 1998-04-10 | 2004-06-07 | 矢崎総業株式会社 | 回路成形体 |
-
2002
- 2002-11-22 JP JP2002339679A patent/JP2004172071A/ja active Pending
-
2003
- 2003-11-20 US US10/716,524 patent/US6932657B2/en not_active Expired - Fee Related
- 2003-11-20 DE DE10354283A patent/DE10354283A1/de not_active Withdrawn
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006189110A (ja) * | 2005-01-07 | 2006-07-20 | Honda Motor Co Ltd | 電磁式摩擦係合装置 |
| JP2009146852A (ja) * | 2007-12-18 | 2009-07-02 | Nippon Seiki Co Ltd | コネクタ |
| JP2012003856A (ja) * | 2010-06-14 | 2012-01-05 | Furukawa Electric Co Ltd:The | 電線端子防食構造、ワイヤハーネス、及び電線端子防食構造の生産方法 |
| JP2013258085A (ja) * | 2012-06-13 | 2013-12-26 | Yazaki Corp | 電線端末接続部の樹脂モールド方法、樹脂モールド用の金型、及び端子金具 |
| US10553979B2 (en) | 2015-10-15 | 2020-02-04 | Sumitomo Wiring Systems, Ltd. | Connector |
| JP2018181747A (ja) * | 2017-04-20 | 2018-11-15 | 住友電装株式会社 | コネクタ |
| JP2019003848A (ja) * | 2017-06-16 | 2019-01-10 | 矢崎総業株式会社 | コネクタ |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10354283A1 (de) | 2004-07-22 |
| US6932657B2 (en) | 2005-08-23 |
| US20040142597A1 (en) | 2004-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004172071A (ja) | 機器用コネクタ | |
| US7354297B2 (en) | Connector fixing structure | |
| EP2916394B1 (en) | Connector | |
| US8569623B2 (en) | Waterproof joint section forming method and wire harness provided with waterproof joint section formed by the method | |
| US20030171042A1 (en) | Molded connector | |
| CN103855524A (zh) | 设备用连接器 | |
| US20160284439A1 (en) | Wiring harness protector fixing structure | |
| JP2000251998A (ja) | 電線モジュール及びその製造方法 | |
| JP3251504B2 (ja) | 圧接コネクタ | |
| JP2011154864A (ja) | コネクタ | |
| JP2002025647A (ja) | 電線端末部の防水構造 | |
| JP3947093B2 (ja) | 機器用コネクタ | |
| EP0919438B1 (en) | Wiring structure and wiring method for motorcycle | |
| JP2024096379A (ja) | コネクタ | |
| JP3859972B2 (ja) | 機器のシールドケースへの電線接続構造 | |
| JP5170013B2 (ja) | シールドコネクタ | |
| JP2018085228A (ja) | コネクタ | |
| JP4116939B2 (ja) | 導電路 | |
| JP5720590B2 (ja) | コネクタ | |
| JP3940015B2 (ja) | モールドコネクタ | |
| JP2013222682A (ja) | 電気コネクタ及びその製造方法 | |
| JP2011060426A (ja) | コネクタ | |
| JP3908924B2 (ja) | 機器用シールドコネクタ | |
| JP3927029B2 (ja) | 機器用コネクタ | |
| JP3947089B2 (ja) | シールド機能を備えた導電路 |