JP2004130371A - 接合体 - Google Patents
接合体 Download PDFInfo
- Publication number
- JP2004130371A JP2004130371A JP2002299520A JP2002299520A JP2004130371A JP 2004130371 A JP2004130371 A JP 2004130371A JP 2002299520 A JP2002299520 A JP 2002299520A JP 2002299520 A JP2002299520 A JP 2002299520A JP 2004130371 A JP2004130371 A JP 2004130371A
- Authority
- JP
- Japan
- Prior art keywords
- metal
- joined body
- joined
- joining
- members
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910052751 metal Inorganic materials 0.000 claims abstract description 66
- 239000002184 metal Substances 0.000 claims abstract description 66
- 239000002131 composite material Substances 0.000 claims abstract description 45
- 239000000463 material Substances 0.000 claims abstract description 45
- 238000005304 joining Methods 0.000 claims abstract description 25
- 239000002082 metal nanoparticle Substances 0.000 claims abstract description 22
- 150000002894 organic compounds Chemical class 0.000 claims abstract description 21
- 238000010438 heat treatment Methods 0.000 claims abstract description 8
- 239000002923 metal particle Substances 0.000 claims abstract description 3
- 229910052709 silver Inorganic materials 0.000 claims description 30
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 27
- 239000004332 silver Substances 0.000 claims description 27
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 claims description 8
- 229910052802 copper Inorganic materials 0.000 claims description 7
- 239000010949 copper Substances 0.000 claims description 7
- 239000004065 semiconductor Substances 0.000 claims description 7
- 229910052799 carbon Inorganic materials 0.000 claims description 5
- 229910052737 gold Inorganic materials 0.000 claims description 5
- 239000010931 gold Substances 0.000 claims description 5
- 229910052763 palladium Inorganic materials 0.000 claims description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 4
- 238000010304 firing Methods 0.000 claims description 4
- 239000011248 coating agent Substances 0.000 claims description 3
- 238000000576 coating method Methods 0.000 claims description 3
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 3
- 238000005476 soldering Methods 0.000 abstract description 4
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 abstract description 3
- 230000007613 environmental effect Effects 0.000 abstract description 3
- 238000011109 contamination Methods 0.000 abstract description 2
- 229910001385 heavy metal Inorganic materials 0.000 abstract description 2
- 238000001354 calcination Methods 0.000 abstract 1
- 239000002245 particle Substances 0.000 description 25
- 229910000679 solder Inorganic materials 0.000 description 24
- 238000005245 sintering Methods 0.000 description 21
- FOIXSVOLVBLSDH-UHFFFAOYSA-N Silver ion Chemical compound [Ag+] FOIXSVOLVBLSDH-UHFFFAOYSA-N 0.000 description 18
- 238000000034 method Methods 0.000 description 13
- 239000000843 powder Substances 0.000 description 12
- 125000000217 alkyl group Chemical group 0.000 description 11
- 239000013078 crystal Substances 0.000 description 11
- 238000002844 melting Methods 0.000 description 10
- 238000005219 brazing Methods 0.000 description 8
- 230000008018 melting Effects 0.000 description 8
- 239000004033 plastic Substances 0.000 description 8
- 229920003023 plastic Polymers 0.000 description 8
- 230000008569 process Effects 0.000 description 7
- 239000010410 layer Substances 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 238000009766 low-temperature sintering Methods 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 239000002105 nanoparticle Substances 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- SQGYOTSLMSWVJD-UHFFFAOYSA-N silver(1+) nitrate Chemical compound [Ag+].[O-]N(=O)=O SQGYOTSLMSWVJD-UHFFFAOYSA-N 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000000354 decomposition reaction Methods 0.000 description 3
- 238000009792 diffusion process Methods 0.000 description 3
- 239000002270 dispersing agent Substances 0.000 description 3
- 239000003349 gelling agent Substances 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 229910052745 lead Inorganic materials 0.000 description 3
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 3
- 238000005272 metallurgy Methods 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 239000003960 organic solvent Substances 0.000 description 3
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 2
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 2
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 2
- 239000005642 Oleic acid Substances 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 125000004429 atom Chemical group 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 239000010944 silver (metal) Substances 0.000 description 2
- 229910001961 silver nitrate Inorganic materials 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 239000011882 ultra-fine particle Substances 0.000 description 2
- 229910017980 Ag—Sn Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 229910020816 Sn Pb Inorganic materials 0.000 description 1
- 229910020922 Sn-Pb Inorganic materials 0.000 description 1
- 229910008783 Sn—Pb Inorganic materials 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 239000003125 aqueous solvent Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 239000013590 bulk material Substances 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 239000006071 cream Substances 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 235000015110 jellies Nutrition 0.000 description 1
- 239000008274 jelly Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- 235000021313 oleic acid Nutrition 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- GGCZERPQGJTIQP-UHFFFAOYSA-N sodium;9,10-dioxoanthracene-2-sulfonic acid Chemical compound [Na+].C1=CC=C2C(=O)C3=CC(S(=O)(=O)O)=CC=C3C(=O)C2=C1 GGCZERPQGJTIQP-UHFFFAOYSA-N 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- TUNFSRHWOTWDNC-HKGQFRNVSA-N tetradecanoic acid Chemical compound CCCCCCCCCCCCC[14C](O)=O TUNFSRHWOTWDNC-HKGQFRNVSA-N 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/28—Structure, shape, material or disposition of the layer connectors prior to the connecting process
- H01L2224/29—Structure, shape, material or disposition of the layer connectors prior to the connecting process of an individual layer connector
- H01L2224/29001—Core members of the layer connector
- H01L2224/29099—Material
- H01L2224/29198—Material with a principal constituent of the material being a combination of two or more materials in the form of a matrix with a filler, i.e. being a hybrid material, e.g. segmented structures, foams
- H01L2224/29298—Fillers
- H01L2224/29299—Base material
- H01L2224/293—Base material with a principal constituent of the material being a metal or a metalloid, e.g. boron [B], silicon [Si], germanium [Ge], arsenic [As], antimony [Sb], tellurium [Te] and polonium [Po], and alloys thereof
- H01L2224/29338—Base material with a principal constituent of the material being a metal or a metalloid, e.g. boron [B], silicon [Si], germanium [Ge], arsenic [As], antimony [Sb], tellurium [Te] and polonium [Po], and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/29339—Silver [Ag] as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/28—Structure, shape, material or disposition of the layer connectors prior to the connecting process
- H01L2224/29—Structure, shape, material or disposition of the layer connectors prior to the connecting process of an individual layer connector
- H01L2224/29001—Core members of the layer connector
- H01L2224/29099—Material
- H01L2224/29198—Material with a principal constituent of the material being a combination of two or more materials in the form of a matrix with a filler, i.e. being a hybrid material, e.g. segmented structures, foams
- H01L2224/29298—Fillers
- H01L2224/29499—Shape or distribution of the fillers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/83—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a layer connector
- H01L2224/838—Bonding techniques
- H01L2224/8384—Sintering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01046—Palladium [Pd]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01047—Silver [Ag]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01078—Platinum [Pt]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01079—Gold [Au]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/013—Alloys
- H01L2924/014—Solder alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/12—Passive devices, e.g. 2 terminal devices
- H01L2924/1204—Optical Diode
- H01L2924/12044—OLED
Abstract
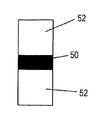
【解決手段】2つ以上の部材52を接合した接合体であって、該部材52の接合部50には、金属の焼結組織からなる金属焼結部を含むことを特徴とする。金属焼結部は、例えば、金属粒子からなる金属核の周囲を有機化合物で結合・被覆することによって生成した複合型金属ナノ粒子を主体とする接合材料を部材の接合部に介在させ、該接合材料を所定の位置に保持した状態で加熱・焼成して部材を接合することによって得られる。
【選択図】 図6
Description
【発明の属する技術分野】
本発明は、2つ以上の部材を接合した接合体に係り、特に電子部品や半導体装置等を構成するチップと基板等とを、前記チップの表面に設けられた電気接合用バンプ(接点)と基板上の電極(接点)とを介して接合したり、電気機器や部品に通電用のケーブル等を取付けて両者を接合したり、或いは、熱交換器や航空機等の装置や機器の部材間を締結することによって接合した接合体に関する。
【0002】
【従来の技術】
例えば、電子部品や半導体装置等を構成するチップの表面に配列した電気接合用バンプと、基板上のこれらの各バンプに対応する位置に設けた電極との電気的接合には、錫と鉛からなるはんだ(以下、Sn−Pbソルダ又はソルダという)を用いたマイクロソルダリングが広く用いられている。これは、この種のソルダを用いた接合法によれば、一般的に〜39.2MPa程度の接合強度を確保するとともに、ソルダバルクの電気抵抗率を〜17μΩcm程度、溶融温度を〜180℃程度とすることができ、バランスのとれた接合特性を容易に得られることによっている。
【0003】
図9は、この種のソルダを用いた従来の一般的なリフローソルダリングにより、QFC(Quad Flat Package)タイプのICパッケージをプリント配線板の両面に装着する表面実装工程の一例を示す。先ず、図9(a)に示すように、プリント配線板10の表面(上面)の所定の位置にソルダペースト12aを印刷し、更に図9(b)に示すように、ソルダペースト12aに挟まれた所定の位置に接着剤14を塗布する。そして、図9(c)に示すように、各リード22aを前記各ソルダペースト12aに圧接しつつ、接着剤14を介してICパッケージ20aをプリント配線板10の表面に装着し、接着剤14を乾燥・硬化させる。
【0004】
次に、図9(d)に示すように、プリント配線板10を反転させた後、プリント配線板10の裏面(上面)の所定の位置にソルダペースト12bを印刷し、図9(e)に示すように、各リード22bを前記各ソルダペースト12bに圧接しつつ、ICパッケージ20bをプリント配線板10の裏面に装着し、しかる後、例えば300℃程度に加熱することによって、ソルダペースト12a,12bを溶融固化させる。
【0005】
そして、前述のようにしてICパッケージ20a,20bを装着したプリント配線板10の全体を、図10に示すように、外ケーシング30の内部に格納する場合には、この外ケーシング30に設けた電極32に、はんだ34を介してリード線36を接合するようにしている。
【0006】
ここで、外ケーシング30の電極32に、はんだ34を介してリード線36を接合する際に、この時の昇温・加熱によって、既に接合が完了したプリント配線板10と各ICパッケージ20a,20bとのはんだ接合部12a,12b等が再溶融して、電気的接触が損傷してしまうことを回避する必要がある。そこで、プリント配線板10と各ICパッケージ20a,20bの接合には、通常と異なる95%Pb含有の高温はんだ(融点:300℃程度)を用い、外ケーシング30の電極32へのリード線36の接合には、通常の低融点はんだ(融点:183℃程度)を用いることが一般に行われている。このように、融点の異なる2種のはんだを用いることにより、リード線36を外ケーシング30に取付ける時に、外ケーシング30の内部の電気的接触が再溶融による損傷を受けることを避けることが可能となる。
【0007】
【発明が解決しようとする課題】
しかしながら、近年、地球環境保全の観点から鉛の使用が厳しく制限され、接合用のはんだ材料についても、これが通常40%程度以上の鉛を含有することから、鉛の含有量が零のはんだ材料への転換を強く迫られる状況となっている。通常の60%Sn−40%Pbはんだの代替品としては、Ag−Sn系のものが開発され既に一部で使用されている。しかし、95%Pbからなる高温はんだの代替品実現は、その目途が全くたっていない状況にある。このため、前述のようなパッケージタイプの小型・薄型半導体装置を、鉛の含有量が零のはんだ材料を使用して製造することは、接合問題で暗礁に乗り上げた状況となっている。
【0008】
また、熱交換器や航空機等の部品を接合によって製造する場合には、所謂ろう付が多用されている。このろう付法は、必然的に金属材料(ろう材)の融点以上までの加熱を伴うので、接合時の被接合部分の温度が450〜1000℃と非常に高くなる。このように、最高1000℃もの高温に曝されれば、一般的には、部材の広範囲な熱変形や大規模な熱応力・歪を生じることが不可避となる。このため、形状・寸法の精密さを要求される上記部品を、熱変形等の不都合を起こすことのない、比較的低温で確実に接合できるようにしたものの開発が強く望まれている。
【0009】
本発明は、上記事情に鑑みてなされたもので、従来のソルダリングに代替え可能で、しかも鉛及び錫の使用を全廃して、重金属汚染による環境負荷を解消した接合材料を使用して接合した接合体を提供することを目的とする。
【0010】
【課題を解決するための手段】
請求項1に記載の発明は、2つ以上の部材を接合した接合体であって、該部材の接合部には、金属の焼結組織からなる金属焼結部を含むことを特徴とする接合体である。
【0011】
通常の接合部は、例えば溶接やろう付で見られるように、金属が一旦溶融して固化した所謂金属の凝固組織からなっている場合が多い。これに対して、接合体の接合部を金属の焼結組織とすることで、溶融に伴って形状や体積が大規模に変化してしまうことを防止することができる。後述するが、焼結は、微細な粒子同士が互いに接触していて、周囲温度が上昇した場合に粒子同士の結合が生じ、しかも結合部分の全体に対する割合が経時的に増加して、最終的には一体化して連続した固体になってしまう現象を指している。焼結の場合、接合部が全体として溶融・液状化することは無く、巨視的には固体のままで結合が進行する。したがって、溶融に伴う形状や体積の大規模な変化を伴うことはない。
【0012】
請求項2に記載の発明は、前記金属焼結部は、金属粒子からなる金属核の周囲を有機化合物で結合・被覆することによって生成した複合型金属ナノ粒子を主体とする接合材料を前記部材の接合部に介在させ、該接合材料を所定の位置に保持した状態で加熱・焼成して前記部材を接合することによって得られたものであることを特徴とする請求項1記載の接合体である。
【0013】
請求項3に記載の発明は、前記接合材料には、骨材が添加されていることを特徴とする請求項2記載の接合体である。例えば、平均粒子径が100μm程度以下の大きさの骨材を添加することで、複合型金属ナノ粒子単独の場合と異なり、各種の特性を加えることが出来る。この骨材としては、例えば、金属、プラスチックまたは金属・プラスチック以外の無機物のうちのどれか1種又は複数を組合せたものが用いられる。この骨材の大きさは、より好ましくは0.1〜1.0μm程度である。この無機物には、例えば各種のセラミック、炭素、ダイヤモンドまたはガラスなどが含まれる。この骨材が金属の場合、その材質としては、例えばAl,Cu,Mg,Fe,Ni,Au,Ag,Pdのうちの1種又はそれらの複数の元素からなる粉末が挙げられる。このように各種の特性に優れた金属粉末を骨材として添加することによって、接合部の安定した強度・靱性等を確保したり、導電性を改善したりすることが出来る。また骨材がプラスチックの場合は、接合部の軽量化の効果を得る。特に、耐熱性プラスチック粉末、例えばポリイミド、ポリアラミド、またはポリエーテルエーテルケトン粉末等を使用すると、接合時の加熱温度に曝されてもプラスチックとしての変質・劣化の度合いが少ないので都合が良い。
【0014】
請求項4に記載の発明は、前記有機化合物は、C,H及び/またはOを主成分としたものであることを特徴とする請求項2または3記載の接合体である。有機化合物に、窒素(N)、硫黄(S)等のように、C,H及び/またはO以外の元素を含む場合、接合時の加熱によって有機化合物を分解・蒸散させる工程を実行しても、有機化合物中に含まれる、NまたはS成分が焼結金属中に残留することがある。その結果、接合部の導電性に悪影響を及ぼす場合がある。例えば、高密度実装部品のように動作時の電流密度が高い部分で、このような理由で導電率が低下することは由々しい問題を生じると考えられる。しかし、有機化合物をC,H及び/またはOを主成分とすることで、このような弊害を防止することができる。
【0015】
請求項5に記載の発明は、前記複合型金属ナノ粒子は、その金属核の平均直径が100nm程度以下であることを特徴とする請求項2乃至4のいずれかに記載の接合体である。複合型金属ナノ粒子の金属核の平均直径は、100nm程度以下、好ましくは20nm程度以下、更に好ましくは5nm程度以下である。この金属核の平均直径の最小値は、製造が可能な限り特に限定されないが、一般的には0.5nm程度、または1.0nm程度である。表1は、直径が50nm程度以下の金属超微粒子(Fe,Ag,Ni,Cu)が焼結を開始する温度を示す(例えば、一ノ瀬昇、尾崎義治、賀集誠一郎、「超微粒子技術入門」(1988.7オーム社)P.26〜29参照)。
【表1】

表1に示すように、例えば直径20nmの銀粒子を用いれば、焼結は、60〜80℃と常温に極めて近い温度で起きる(低温焼結)。つまり、複合型金属ナノ粒子を低温焼成させると、複合型金属ナノ粒子の保護層(有機化合物)が分解・蒸散し、同時に金属核同士が直接接触し、更に焼結して、バルクの金属が形成される。
【0017】
請求項6に記載の発明は、前記複合型金属ナノ粒子の金属核は、金、銀、パラジウムまたは銅を主成分とすることを特徴とする請求項2乃至5のいずれかに記載の接合体である。
請求項7に記載の発明は、前記金属焼結部は、半導体ベアチップの基材への接合部、または半導体パッケージの配線板への接合部に形成されていることを特徴とする請求項1乃至6のいずれかに記載の接合体である。
【0018】
【発明の実施の形態】
以下、本発明の実施の形態を図面を参照して説明する。なお、以下の実施の形態では、複合型金属ナノ粒子として、単体の銀からなる複合型銀ナノ粒子を使用した例を示しているが、例えば、金、パラジウムまたは銅等の他の金属からなる複合型金属ナノ粒子を使用しても良い。
【0019】
図1は、この発明に使用される接合素材としての複合型銀ナノ粒子(複合型金属ナノ粒子)を模式的に示すもので、この複合型銀ナノ粒子43は、例えば約5nm程度の極小クラスタ状の銀単体からなる金属核(銀粒子)40の周囲を、例えばアルキル鎖殻42からなる有機化合物で結合・被覆した構造を持つ。
【0020】
このような、周囲をアルキル鎖殻(有機化合物)42で結合・被覆した複合型銀ナノ粒子43は、図2に示すように、例えばミリスチン酸、ステアリン酸またはオレイン酸を水酸化ナトリウムによって鹸化し、しかる後、硝酸銀と反応させることによって作製した直鎖型脂肪酸銀塩(例えば、アルキル鎖の炭素数=14又は18)を、250℃程度の窒素雰囲気で4時間加熱し、精製することによって安価に製造することができる。
【0021】
なお、図示しないが、他の製造方法の1つとして、例えばナフテン系高沸点溶媒(非水系溶媒)中で且つオレイン酸(イオン性有機化合物)の存在下で硝酸銀(金属塩)をその分解還元温度以下で且つイオン性有機化合物の分解温度以下の240℃程度で3時間加熱することによって、イオン性有機化合物で周囲を結合・被覆した複合型銀ナノ粒子を製造するようにしても良い。
【0022】
このようにして製造した複合型銀ナノ粒子は、その周囲をアルキル鎖殻またはイオン性有機化合物で結合・被覆しているため、例えばシクロヘキサン等の有機溶媒に溶解させると、互いに凝集することなく、安定した状態で溶媒中に均一に混ざり合い、透明な状態、即ち可溶化状態となる。
【0023】
複合型銀ナノ粒子43の金属核40の平均粒径は、100nm程度以下、好ましくは20nm以下、更に好ましくは5nm以下とする。この金属核40の平均粒径の最小値は、可能な限り特に限定されないが、一般的には0.5nm程度、好ましくは1.0nm程度である。このように構成することにより、金属核40を構成する銀粒子は、前述の低温焼結を起こすことが可能となる。
【0024】
次に、前述のようにして製造した複合型銀ナノ粒子43を使って、部材を接合する手順例を図3を参照して説明する。
先ず、前述のようにして製造した、例えば図1に示す、金属核40の周囲をアルキル鎖殻(有機化合物)42で結合・被覆した複合型銀ナノ粒子(複合型金属ナノ粒子)43を、有機溶剤、液状高分子材料、水、又はアルコール等のうちの1つ又は複数の液体からなる溶媒に混入・分散し、これに必要に応じて金属、プラスチック、無機物等の粉末を骨材として添加・混合して、液状又はペースト状の接合材料を作成する。ここで、複合型銀ナノ粒子(複合型金属ナノ粒子)43は、その金属核40の寸法が約5nm程度と極小クラスタ状をなしており、互いに分散性良く媒体に均一に混じりあった状態を保つことができる。
【0025】
ここで、複合型銀ナノ粒子43を、金属部分(金属核と骨材の両者を含む、以下同じ)の全液体に対する重量比率が好ましくは1%以上、85%以下となるように溶媒に分散させ、これに分散剤やゲル化剤を適宜添加して液状化することで、低温で焼結結合可能な接合素材(複合型金属ナノ粒子43)を均一に分散させた所望の流動性を有する液状の接合材料を得ることができる。複合型金属ナノ粒子43を接合素材とする接合材料中の金属部分の全体に対する重量比率が85%を超えると、液状の接合材料としての流動性が著しく低下するので、微細な隙間を液状の接合材料で充填するに際し、充填の不完全な部分を生じやすくなる。
【0026】
更に、接合材料中の金属部分の全体に対する重量比率が1%以下では、接合材料に含まれる有機成分が多過ぎる結果、焼成時の脱ガスが不十分となって、接合部に欠陥を生じやすいので本比率を上記範囲に限定している。
【0027】
複合型銀ナノ粒子43を、金属部分の全流動体に対する重量比率が好ましくは15〜90%となるように溶媒に分散させ、これに分散剤やゲル化剤を適宜添加して液状化し、スラリー、ペーストまたはクリーム状に調整することで、低温で焼結結合可能な接合素材(複合型銀ナノ粒子43)を均一に分散させた、所望の流動性を有するスラリー、ペーストまたはクリーム状の接合材料を得ることができる。
【0028】
複合型金属ナノ粒子43を、金属部分の接合材料全体に対する重量比率が、好ましくは20〜95%となるように有機溶媒に分散させ、これに分散剤やゲル化剤を適宜添加して液状化し、更に例えば棒状、紐状またはボール状等の各種形状に成形して固化させるか、またはゼリー状に半固化させることで、低温で焼結結合可能な接合素材(複合型銀ナノ粒子43)を均一に分散させた、所望の流動性を有する固化若しくは半固化した接合材料を得ることができる。
【0029】
前述した接合材料に含有させる骨材としては、必要に応じて、0.1μm程度の大きさの、例えば金属粉末、プラスチック粉末、金属・プラスチック以外の無機物粉末等単独で、もしくはこれらを組合せたものとする。このように、骨材を添加することで、複合型金属ナノ粒子単独の場合と異なり、各種の特性を加えることができる。
【0030】
この骨材としては、例えばAl,Cu,Mg,Fe,Ni,Au,AgまたはPdからなる金属粉末を使用することができる。このように、各種電気伝導性に優れた金属粉末を骨材として添加することで、安定した電気伝導性を持つ接合を確保することができる。
【0031】
そして、この接合材料を、主として金属製の接合すべき部材の被接合部間に例えば、塗布等によって接触・介在させる。この被接合部材の表面に接合材料を塗布した時の状態を図4に示す。この図4から、複合型銀ナノ粒子43は、互いに非接触状態を保ちながら、溶媒44中に均一に分散していることが判る。
【0032】
そして、接合する部材の被接合部間の隙間を所定の値以下に規制しつつ、例えば200〜300℃程度に加熱して接合材料を焼成し、これによって、図6に示すように、焼結組織の銀層からなる接合部(金属焼結部)50を介して被接合部材52を接合する。つまり、金属核40を結合・被覆しているアルキル鎖殻42は、200℃程度の加熱分解・蒸散によって消失することが知られており、このように、接合材料を200〜300℃程度で焼成すると、金属核40の周囲に介在していたアルキル鎖殻42は消失し、同時に金属核40同士が直接接触し、焼結して銀層が形成され、また、銀層と被接合部材52の表面でも直接接触による低温焼結が起きるので、その結果として、被接合部材52同士が接合部(金属焼結部)50を介して接合される。
【0033】
ここで、銀粒子同士は、これらが著しく小さい粒子であることに起因して生じる低温焼結現象によって相互に結合・合体し、一体化した銀の焼結組織をなしていると考えられる。また、一般に銀以外の金属を含む被接合部材と銀粒子の間の接触によっても、上記銀粒子同士の場合と同様に低温焼結が起こり、銀粒子と被接合部材との接合が進むと考えられる。
【0034】
このように被接合部材52を接合すると、接合素材として用いる複合型銀ナノ粒子43は、その金属核40の周囲をアルキル鎖殻(有機化合物)42によって結合・被覆しているので、プロセス実行前に銀粒子同士が凝集・粗大化を起こす可能性が極めて低く、その結果、焼成実行中に非常に微細な隙間内部にも銀粒子が入込み、健全な充填がなされやすくなって、信頼性ある接合が可能となる。
【0035】
図5は、幅及び深さが共に1μm程度の溝を有する基板46の表面に、前述のようにして銀層48を形成した時の状態を示す。この図5から、基板46の表面に設けた微細な溝の内部に銀層48がボイドを生じることなく、確実に充填されていることが判る。また、接合のための処理温度が200〜300℃と低いので、溶接や高温ろう付の場合と異なり、接合操作によって被接合部材52に過大な熱変形・歪を生ずることがない。このため、特に、精密部材・製品の製造に於いて極めて都合が良い。
【0036】
次に、焼結によって生じる焼結組織について説明する。先ず、接合の本質的機構である焼結挙動について説明する。ここで、図7(a)は、小さな粒子60a,60bとの間で焼結による結合が起きる過程を、図7(b)は、小さな粒子60と大型の物体62との間で焼結による結合が起きる過程を模式的に示す(例えば、作井誠太編「100万人の金属学」(1989.9アグネ)P.272〜277参照)。即ち、図7(a)及び図7(b)において、仮想線は焼結前の形態を、実線は焼結後の形態をそれぞれ示している。
【0037】
本発明による銀粒子同士の結合は、互いに接触している銀固体の接触部に向かって、夫々を構成する原子・物質が表面拡散や体積拡散によって移動してくることが原動力になっていると考えられている。ここで、図1に示すように、接合素材たる複合型銀ナノ粒子43の金属核40の表面は、アルキル鎖殻(有機化合物)42で結合・被覆されているが、これが加熱・昇温によってアルキル鎖殻(有機化合物)42の分解・蒸散を起こすので、局所的に金属核40同士が直接接触する部分が出現し、図7(a)に示すように、この部分から焼結が開始することになる。この焼結を起こす力の源は、物質固有の表面張力であって、粒子接触点の凹部の表面積を減少させる方向に働く。これは、図7(b)に示すように、粒子が被接合部材と接触している部分においても、同様に成立つと考えられる。
【0038】
この挙動が焼結の物理的機構と考えられており、粒子が小さくなるほど激しく起こる性質がある。これは、物質移動の駆動力たる表面張力が粒子表面に表面エネルギとして貯えられており、その総量は、個々の粒子の表面積の総和に比例すること、及び粒子が細かいほど、総表面積が大きくなるので、粒子表面に貯えられる表面エネルギの総和は大きくなることによる(例えば、作井誠太編「100万人の金属学」(1989.9アグネ)P.277参照)。
したがって、極めて微小な粒子の場合、焼結は非常に起こりやすくなる。即ち、通常の粉末よりもはるかに低い温度で焼結が起こる(低温焼結)。
【0039】
以上のように、焼結現象を利用した接合であるので、図6に示す接合部50の金属組織は焼結組織となる。これが溶接やろう付のように、接合部が一旦局所的な溶融を起こして、その直後の冷却で凝固することによって結合が完了する所謂融接と異なるところである。すなわち、溶接やろう付を行った部分では凝固組織が必ず存在するが、本発明による接合部には凝固組織は存在しない。すなわち本発明による接合部には焼結組織に特有の空格子点や結晶粒間の空洞を生じ、結晶粒径自体も一般のバルク材よりは小さくなる傾向がある。
【0040】
図8(a)は、焼結過程が進行中の金属組織を模式的に示すもので、結晶粒70の径は50nm程度で、結晶粒界72や結晶粒70内に焼結体に特有の孔74が存在している。原子の拡散が激しく起こる結果、焼結が進行するにつれて、結晶粒界72にある孔74は縮小してほとんど消失する。結晶粒70内の孔74も非常に長い時間を経過すれば縮小していく(例えば、作井誠太編「100万人の金属学」(1989.9アグネ)P.278参照)。
【0041】
図8(b)は、厚さ0.3mmの銅板を、前述の複合型銀ナノ粒子を接合素材として、接合部の厚さが20μm程度となるような条件で接合した結果得られた接合部の金属組織を示している。図8(a)と全く同様に、結晶粒70内や結晶粒界72に焼結過程に不可避の孔(黒い塊状の部分)が存在していることが判る。
【0042】
本発明による接合を行う時の温度は、接合素材として、前述の複合型銀ナノ粒子を使用した場合、210〜300℃が最適なことが判っており、実験によると、例えば300℃×3min保持による接合を行った場合、結晶粒径は5〜200nm程度の範囲に成長し、そして、このような焼結組織の接合部を有する場合、この接合部は、工業上、必要十分な機械・電気特性を発現することが判っている。
【0043】
【発明の効果】
以上説明したように、この発明によれば、接合部に金属の焼結組織からなる金属焼結部を含むことで、低温プロセスによって、工業上必要十分な性能が得られ、機械的、電気的特性の要求を満足する接合部を得ることができる。従って、従来のはんだやろう材を用いた溶融接合によって形成した溶融・凝固組織を含む接合部と異なり、ステップ接合による再溶融や熱変形による不具合を回避出来るという優れた効果を奏する。
【図面の簡単な説明】
【図1】本発明に使用される複合型銀ナノ粒子(複合型金属ナノ粒子)の一例を模式的に示す図である。
【図2】図1に示す複合型銀ナノ粒子の製造例を工程順に示す図である。
【図3】本発明の接合部の接合例を工程順に示す図である。
【図4】被接合部に接合材料を塗布した状態を示す図である。
【図5】微細な溝を有する基板の表面に複合型銀ナノ粒子を接合素材とした銀層を形成した時の状態を示す図である。
【図6】本発明の接合体の一例を模式的に示す図である。
【図7】焼結による小粒子の結合の概念を示す図である。
【図8】接合部の焼結組織を示す図である。
【図9】従来の電気的接触の接合方法の一例を工程順に示す図である。
【図10】従来の電気的接触の接合方法の他の例を工程順に示す図である。
【符号の説明】
40 金属核(銀粒子)
42 アルキル鎖殻(有機化合物)
43 複合型銀ナノ粒子(複合型金属ナノ粒子)
48 銀層
50 接合部(金属焼結部)
52 被接合部材
70 結晶粒
72 結晶粒界
Claims (7)
- 2つ以上の部材を接合した接合体であって、該部材の接合部には、金属の焼結組織からなる金属焼結部を含むことを特徴とする接合体。
- 前記金属焼結部は、金属粒子からなる金属核の周囲を有機化合物で結合・被覆することによって生成した複合型金属ナノ粒子を主体とする接合材料を前記部材の接合部に介在させ、該接合材料を所定の位置に保持した状態で加熱・焼成して前記部材を接合することによって得られたものであることを特徴とする請求項1記載の接合体。
- 前記接合材料には、骨材が添加されていることを特徴とする請求項2記載の接合体。
- 前記有機化合物は、C,H及び/またはOを主成分としたものであることを特徴とする請求項2または3記載の接合体。
- 前記複合型金属ナノ粒子は、その金属核の平均直径が100nm程度以下であることを特徴とする請求項2乃至4のいずれかに記載の接合体。
- 前記複合型金属ナノ粒子の金属核は、金、銀、パラジウムまたは銅を主成分とすることを特徴とする請求項2乃至5のいずれかに記載の接合体。
- 前記金属焼結部は、半導体ベアチップの基材への接合部、または半導体パッケージの配線板への接合部に形成されていることを特徴とする請求項1乃至6のいずれかに記載の接合体。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002299520A JP2004130371A (ja) | 2002-10-11 | 2002-10-11 | 接合体 |
| TW092125572A TWI284581B (en) | 2002-09-18 | 2003-09-17 | Bonding material and bonding method |
| CNB038009056A CN100337782C (zh) | 2002-09-18 | 2003-09-17 | 接合材料 |
| US10/484,454 US20040245648A1 (en) | 2002-09-18 | 2003-09-17 | Bonding material and bonding method |
| DE60326760T DE60326760D1 (de) | 2002-09-18 | 2003-09-17 | Verfahren zum verbinden |
| PCT/JP2003/011797 WO2004026526A1 (en) | 2002-09-18 | 2003-09-17 | Bonding material and bonding method |
| KR1020047000955A KR20050040812A (ko) | 2002-09-18 | 2003-09-17 | 본딩물질 및 본딩방법 |
| EP03788702A EP1578559B1 (en) | 2002-09-18 | 2003-09-17 | Bonding method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002299520A JP2004130371A (ja) | 2002-10-11 | 2002-10-11 | 接合体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004130371A true JP2004130371A (ja) | 2004-04-30 |
| JP2004130371A5 JP2004130371A5 (ja) | 2005-08-25 |
Family
ID=32288629
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002299520A Pending JP2004130371A (ja) | 2002-09-18 | 2002-10-11 | 接合体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004130371A (ja) |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006093420A (ja) * | 2004-09-24 | 2006-04-06 | Oki Electric Ind Co Ltd | 半導体装置の実装方法 |
| JP2006102810A (ja) * | 2004-10-06 | 2006-04-20 | Tadamasa Fujimura | ハンダ材 |
| KR100610988B1 (ko) | 2004-01-05 | 2006-08-10 | 세이코 엡슨 가부시키가이샤 | 부재의 접합 구조 및 접합 방법 |
| JP2008521591A (ja) * | 2004-11-26 | 2008-06-26 | ソウル ナショナル ユニバーシティー インダストリー ファンデーション | 単分散ナノ粒子の新しい大量製造方法 |
| WO2008096886A1 (ja) | 2007-02-08 | 2008-08-14 | Toyota Jidosha Kabushiki Kaisha | 接合方法 |
| JP2008212976A (ja) * | 2007-03-05 | 2008-09-18 | Toda Kogyo Corp | 接合部材および接合方法 |
| US7528485B2 (en) | 2004-07-29 | 2009-05-05 | Hitachi, Ltd. | Semiconductor device, power converter device using it, and hybrid vehicle using the power converter device |
| JP2010283105A (ja) * | 2009-06-04 | 2010-12-16 | Hitachi Metals Ltd | 配線基板冷却機構、その製造方法、接合構造体、およびその製造方法 |
| WO2011007402A1 (ja) * | 2009-07-14 | 2011-01-20 | Dowaエレクトロニクス株式会社 | 金属ナノ粒子を用いた接合材および接合方法 |
| JP2011080147A (ja) * | 2009-09-11 | 2011-04-21 | Dowa Electronics Materials Co Ltd | 接合材およびそれを用いた接合方法 |
| JP2011165745A (ja) * | 2010-02-05 | 2011-08-25 | Mitsubishi Electric Corp | セラミックパッケージ |
| JP2012124497A (ja) * | 2011-12-26 | 2012-06-28 | Hitachi Metals Ltd | 半導体装置 |
| JP2012515266A (ja) * | 2009-01-14 | 2012-07-05 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | 焼結材料、焼結接合部並びに焼結接合部の製造方法 |
| JP2013040055A (ja) * | 2011-08-11 | 2013-02-28 | Furukawa Electric Co Ltd:The | セラミック接合体 |
| JP2013070080A (ja) * | 2007-07-19 | 2013-04-18 | Frys Metals Inc | ダイを基板に取付けた装置 |
| JP2013167002A (ja) * | 2012-02-16 | 2013-08-29 | Noritake Co Ltd | 金属微粒子分散液およびその製造方法 |
| JP2014017364A (ja) * | 2012-07-09 | 2014-01-30 | Panasonic Corp | 部品実装基板の製造システム、および製造方法 |
| US8968488B2 (en) | 2006-07-05 | 2015-03-03 | Fuji Electric Co., Ltd. | Cream solder and method of soldering electronic part |
| JP2015057291A (ja) * | 2013-08-09 | 2015-03-26 | 国立大学法人大阪大学 | マイクロサイズ銀粒子を用いた接合方法 |
| JP2016015256A (ja) * | 2014-07-02 | 2016-01-28 | 積水化学工業株式会社 | 導電性粒子、接合用組成物、接合構造体及び接合構造体の製造方法 |
| JP2016195126A (ja) * | 2011-08-05 | 2016-11-17 | 積水化学工業株式会社 | 接合用組成物、接合構造体及び接合構造体の製造方法 |
| CN107649690A (zh) * | 2017-09-08 | 2018-02-02 | 苏州汉尔信电子科技有限公司 | 一种低温烧结用纳米锡颗粒及其制备方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0524942A (ja) * | 1991-07-16 | 1993-02-02 | Hitachi Maxell Ltd | 接着方法及び接着剤 |
| JPH10505538A (ja) * | 1994-08-25 | 1998-06-02 | キューキューシー,インコーポレイテッド | ナノ規模の粒子およびその用途 |
| JPH10183207A (ja) * | 1996-12-19 | 1998-07-14 | Tomoe Seisakusho:Kk | 超微粒子及びその製造方法 |
| JP2794360B2 (ja) * | 1992-03-11 | 1998-09-03 | 三ツ星ベルト株式会社 | 金属もしくはセラミックスから選ばれた被接合材の接合方法およびこれに用いる接合剤 |
| JP2000512339A (ja) * | 1996-03-12 | 2000-09-19 | テクル,バーハン | 超微小及び微小粒子を単離するための方法並びにその結果の粒子 |
| JP2001144417A (ja) * | 1999-11-17 | 2001-05-25 | Ebara Corp | プリント基板及びその製造方法 |
| JP2001167633A (ja) * | 1999-12-09 | 2001-06-22 | Ebara Corp | 金属成分含有溶液及び金属薄膜形成方法 |
| JP2001176339A (ja) * | 1999-12-21 | 2001-06-29 | Ebara Corp | 透明導電性基材の製造方法 |
| JP2002126869A (ja) * | 2000-10-25 | 2002-05-08 | Harima Chem Inc | 金属間のロウ付け接合方法 |
-
2002
- 2002-10-11 JP JP2002299520A patent/JP2004130371A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0524942A (ja) * | 1991-07-16 | 1993-02-02 | Hitachi Maxell Ltd | 接着方法及び接着剤 |
| JP2794360B2 (ja) * | 1992-03-11 | 1998-09-03 | 三ツ星ベルト株式会社 | 金属もしくはセラミックスから選ばれた被接合材の接合方法およびこれに用いる接合剤 |
| JPH10505538A (ja) * | 1994-08-25 | 1998-06-02 | キューキューシー,インコーポレイテッド | ナノ規模の粒子およびその用途 |
| JP2000512339A (ja) * | 1996-03-12 | 2000-09-19 | テクル,バーハン | 超微小及び微小粒子を単離するための方法並びにその結果の粒子 |
| JPH10183207A (ja) * | 1996-12-19 | 1998-07-14 | Tomoe Seisakusho:Kk | 超微粒子及びその製造方法 |
| JP2001144417A (ja) * | 1999-11-17 | 2001-05-25 | Ebara Corp | プリント基板及びその製造方法 |
| JP2001167633A (ja) * | 1999-12-09 | 2001-06-22 | Ebara Corp | 金属成分含有溶液及び金属薄膜形成方法 |
| JP2001176339A (ja) * | 1999-12-21 | 2001-06-29 | Ebara Corp | 透明導電性基材の製造方法 |
| JP2002126869A (ja) * | 2000-10-25 | 2002-05-08 | Harima Chem Inc | 金属間のロウ付け接合方法 |
Cited By (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100610988B1 (ko) | 2004-01-05 | 2006-08-10 | 세이코 엡슨 가부시키가이샤 | 부재의 접합 구조 및 접합 방법 |
| US7528485B2 (en) | 2004-07-29 | 2009-05-05 | Hitachi, Ltd. | Semiconductor device, power converter device using it, and hybrid vehicle using the power converter device |
| JP2006093420A (ja) * | 2004-09-24 | 2006-04-06 | Oki Electric Ind Co Ltd | 半導体装置の実装方法 |
| JP2006102810A (ja) * | 2004-10-06 | 2006-04-20 | Tadamasa Fujimura | ハンダ材 |
| JP4514581B2 (ja) * | 2004-10-06 | 2010-07-28 | 忠正 藤村 | 鉛フリーハンダ複合粉末、及び鉛フリーハンダソルダーペースト |
| JP2008521591A (ja) * | 2004-11-26 | 2008-06-26 | ソウル ナショナル ユニバーシティー インダストリー ファンデーション | 単分散ナノ粒子の新しい大量製造方法 |
| JP2011224558A (ja) * | 2004-11-26 | 2011-11-10 | Seoul National Univ Industry Foundation | 単分散ナノ粒子の新しい大量製造方法 |
| US8968488B2 (en) | 2006-07-05 | 2015-03-03 | Fuji Electric Co., Ltd. | Cream solder and method of soldering electronic part |
| US9301403B2 (en) | 2006-07-05 | 2016-03-29 | Fuji Electric Co., Ltd. | Method of soldering electronic part |
| JP2008195974A (ja) * | 2007-02-08 | 2008-08-28 | Toyota Motor Corp | 接合方法 |
| US7770781B2 (en) | 2007-02-08 | 2010-08-10 | Toyota Jidosha Kabushiki Kaisha | Bonding method |
| WO2008096886A1 (ja) | 2007-02-08 | 2008-08-14 | Toyota Jidosha Kabushiki Kaisha | 接合方法 |
| JP2008212976A (ja) * | 2007-03-05 | 2008-09-18 | Toda Kogyo Corp | 接合部材および接合方法 |
| US10905041B2 (en) | 2007-07-19 | 2021-01-26 | Alpha Assembly Solutions Inc. | Methods for attachment and devices produced using the methods |
| JP2013070080A (ja) * | 2007-07-19 | 2013-04-18 | Frys Metals Inc | ダイを基板に取付けた装置 |
| US11699632B2 (en) | 2007-07-19 | 2023-07-11 | Alpha Assembly Solutions Inc. | Methods for attachment and devices produced using the methods |
| JP2012515266A (ja) * | 2009-01-14 | 2012-07-05 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | 焼結材料、焼結接合部並びに焼結接合部の製造方法 |
| JP2010283105A (ja) * | 2009-06-04 | 2010-12-16 | Hitachi Metals Ltd | 配線基板冷却機構、その製造方法、接合構造体、およびその製造方法 |
| KR101623449B1 (ko) | 2009-07-14 | 2016-05-23 | 도와 일렉트로닉스 가부시키가이샤 | 금속 나노 입자를 이용한 접합재 및 접합 방법 |
| CN102470490A (zh) * | 2009-07-14 | 2012-05-23 | 同和电子科技有限公司 | 使用金属纳米粒子的接合材料及接合方法 |
| WO2011007402A1 (ja) * | 2009-07-14 | 2011-01-20 | Dowaエレクトロニクス株式会社 | 金属ナノ粒子を用いた接合材および接合方法 |
| US8858700B2 (en) | 2009-07-14 | 2014-10-14 | Dowa Electronics Materials Co., Ltd. | Bonding material using metal nanoparticles coated with C6-C8 fatty acids, and bonding method |
| JP5651113B2 (ja) * | 2009-07-14 | 2015-01-07 | Dowaエレクトロニクス株式会社 | 金属ナノ粒子を用いた接合材および接合方法 |
| JP2011080147A (ja) * | 2009-09-11 | 2011-04-21 | Dowa Electronics Materials Co Ltd | 接合材およびそれを用いた接合方法 |
| JP2011165745A (ja) * | 2010-02-05 | 2011-08-25 | Mitsubishi Electric Corp | セラミックパッケージ |
| JP2016195126A (ja) * | 2011-08-05 | 2016-11-17 | 積水化学工業株式会社 | 接合用組成物、接合構造体及び接合構造体の製造方法 |
| JP2013040055A (ja) * | 2011-08-11 | 2013-02-28 | Furukawa Electric Co Ltd:The | セラミック接合体 |
| JP2012124497A (ja) * | 2011-12-26 | 2012-06-28 | Hitachi Metals Ltd | 半導体装置 |
| JP2013167002A (ja) * | 2012-02-16 | 2013-08-29 | Noritake Co Ltd | 金属微粒子分散液およびその製造方法 |
| JP2014017364A (ja) * | 2012-07-09 | 2014-01-30 | Panasonic Corp | 部品実装基板の製造システム、および製造方法 |
| JP2015057291A (ja) * | 2013-08-09 | 2015-03-26 | 国立大学法人大阪大学 | マイクロサイズ銀粒子を用いた接合方法 |
| JP2016015256A (ja) * | 2014-07-02 | 2016-01-28 | 積水化学工業株式会社 | 導電性粒子、接合用組成物、接合構造体及び接合構造体の製造方法 |
| CN107649690A (zh) * | 2017-09-08 | 2018-02-02 | 苏州汉尔信电子科技有限公司 | 一种低温烧结用纳米锡颗粒及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004130371A (ja) | 接合体 | |
| JP5529940B2 (ja) | 接合材料、接合部及び回路基板 | |
| US6360939B1 (en) | Lead-free electrical solder and method of manufacturing | |
| JP2004107728A (ja) | 接合材料及び接合方法 | |
| EP0655961B1 (en) | Tin-bismuth solder paste and method of use | |
| US20070183920A1 (en) | Nanoscale metal paste for interconnect and method of use | |
| JPH11192583A (ja) | ハンダ材及びハンダ材の製造方法 | |
| WO2004026526A1 (en) | Bonding material and bonding method | |
| US20020005247A1 (en) | Electrically conductive paste materials and applications | |
| CN1961381A (zh) | 用于连接的纳米级金属糊及其使用方法 | |
| WO2013132942A1 (ja) | 接合方法、接合構造体およびその製造方法 | |
| KR20190122741A (ko) | 땜납 재료, 땜납 페이스트, 폼 땜납 및 땜납 접합 | |
| KR20110081346A (ko) | 전자 장치의 제조 방법, 전자 부품 탑재용 기판 및 반도체 소자 탑재용 기판의 제조 방법 | |
| JP2006269682A (ja) | 半導体装置およびその製造方法 | |
| JP4975342B2 (ja) | 導電性接着剤 | |
| Lu et al. | Electrically conductive adhesives (ECAs) | |
| JP2004128357A (ja) | 電極配設基体及びその電極接合方法 | |
| JP2007242900A (ja) | 電子デバイス及びその製造方法 | |
| JP3752064B2 (ja) | 半田材料及びそれを用いた電子部品 | |
| JP4939072B2 (ja) | 導電性接着剤 | |
| JP5699472B2 (ja) | はんだ材料とその作製方法、及びこれを用いた半導体装置の製造方法 | |
| JP2001001180A (ja) | 半田材料及びそれを用いた電子部品 | |
| JP4010717B2 (ja) | 電気接点の接合方法 | |
| JP2004058088A (ja) | 接合方法及び接合体 | |
| EP3257109B1 (en) | Electrical connection tape |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050208 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080715 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080911 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081014 |