JP2004106918A - 紙製オーバーキャップ - Google Patents
紙製オーバーキャップ Download PDFInfo
- Publication number
- JP2004106918A JP2004106918A JP2002275077A JP2002275077A JP2004106918A JP 2004106918 A JP2004106918 A JP 2004106918A JP 2002275077 A JP2002275077 A JP 2002275077A JP 2002275077 A JP2002275077 A JP 2002275077A JP 2004106918 A JP2004106918 A JP 2004106918A
- Authority
- JP
- Japan
- Prior art keywords
- paper
- overcap
- side wall
- wall portion
- range
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Closures For Containers (AREA)
Abstract
【解決手段】本発明は、紙カップに被せる天部と側壁部とからなるオーバーキャップであって、一枚のブランクから深絞りで成形され、使用する材料が紙又は紙を主体とする積層体からなり、前記紙の坪量が50〜300g/m2の範囲であり、湿度65%の環境下での前記紙の破断伸びが縦方向で10%以上、横方向で10%以上であることを特徴とする紙製オーバーキャップである。
【選択図】図2
Description
【発明の属する技術分野】
本発明は、紙カップに被せる紙製オーバーキャップに関するものであり、詳しくは、一枚の紙ブランクを深絞りして作製した紙製オーバーキャップに関するものである。
【0002】
【従来の技術】
従来より、自動販売機などで飲料用、即席食品用などに紙カップが広く使用されている。また、アイスクリーム、ヨーグルトなどの容器としても広く使用されている。この紙カップPは、図8に示すように、胴部材10と底部材20とからなり、胴部材10は主に胴部11を形成し、上端を外側にカールしてトップカール部12(あるいはトップカール部を潰して形成したフランジ部)とし、下端を内側に折り返して折り返し部13としている。一方、底部材20は主に底面部21を形成し、外周縁部を下方へ略直角に屈曲して屈曲部22としている。胴部材10と底部材20の接合は、底部材20の屈曲部22を、胴部材10の折り返し部13と、胴部11の下端部とで挟んで加熱圧着している。さらに、胴部11の内面上部には、注ぎ込む内容物の上端を指示するために、全周に渡って凹部14が設けられている形状のものもある。
【0003】
また、この紙カップPに被せる蓋としては、切断したスパイラル管などからなる側板の上端部分を内側に巻き込むなどし、その部分に円形の天板の周縁部を固定した形状のもの(例えば、特許文献1。)。あるいは、プラスチックの成形によるオーバーキャップが使用されている(例えば、非特許文献2。)。
【0004】
【非特許文献1】
実開平6−25107号公報(第3頁、第4図)
【非特許文献2】
特開平8−119252号公報(第5頁、第1図)
【0005】
【発明が解決しようとする課題】
しかしながら、前者のスパイラル管による蓋は、被せた蓋が脱着しやすく、また、紙カップPとの間に間隙ができ、外から異物が侵入するという危険性があり、また、材料コストおよび加工コストが高いという問題がある。一方、後者のプラスチックの成形によるオーバーキャップは、コスト的には利点があるものの、廃棄する時に、分別して捨てる必要があるなど、環境対応の点で問題がある。
【0006】
本発明は、紙カップに被せるオーバーキャップであって、環境対応の点で問題のない紙を材料として、紙カップに確実に嵌合することができ、材料コストおよび加工コストが安い紙製オーバーキャップを提供することを目的とするものである。
【0007】
【課題を解決するための手段】
上記のような課題を解決すべく検討した結果、本発明の紙製オーバーキャップは、胴部材と底部材とが互いに接合され、前記胴部材の胴部の上端にトップカール部又は該トップカール部を潰したフランジ部が形成された紙カップに被せる天部と側壁部とからなるオーバーキャップであって、一枚のブランクから深絞りで成形され、使用する材料が紙又は紙を主体とする積層体からなり、前記紙の坪量が50〜300g/m2の範囲であり、湿度65%の環境下での前記紙の破断伸びが縦方向で10%以上、横方向で10%以上であることを特徴とする紙製オーバーキャップである。
【0008】
具体的な形状としては、一つとしては、前記天部と前記側壁部との角度を90〜120度の範囲とし、前記側壁部の内面に全周に渡って側壁凹部を形成したことを特徴とする紙製オーバーキャップであり、前記天部の全部又は一部に内側方向(下方向)に凹状に成形した天凹部を形成することもできるものである。もう一つとしては、前記天部と前記側壁部との角度を90〜120度の範囲とし、前記側壁部の下端部を内側に巻き込んで内カール部を形成したことを特徴とする紙製オーバーキャップである。
【0009】
さらに、本発明の別の形状としては、胴部材と底部材とが互いに接合され、前記胴部材の胴部の内面上部に凹部が全周に渡って形成された紙カップの内側に嵌め込む天部と側壁部とからなるオーバーキャップであって、一枚のブランクから深絞りで成形され、使用する材料が紙又は紙を主体とする積層体からなり、前記紙の坪量が50〜300g/m2の範囲であり、湿度65%の環境下での前記紙の破断伸びが縦方向で10%以上、横方向で10%以上であり、前記天部と前記側壁部との角度を90〜120度の範囲とし、前記側壁部の下端部を外側に巻き込んで外カール部を形成したことを特徴とする紙製オーバーキャップである。
【0010】
本発明によれば、紙カップに被せる蓋であって、材料として、坪量が50〜300g/m2の範囲であり、湿度65%の環境下での破断伸びが縦方向で10%以上、横方向で10%以上である紙を主体とする積層体を使用し、一枚のブランクから成形して急角度で深い凹状に形成することにより、環境対応の点で問題がなく、紙カップに確実に嵌合することができ、材料コストおよび加工コストが安い紙製オーバーキャップを得ることができるものである。
【0011】
【発明の実施の形態】
以下に、図面を参照しながら、本発明の実施の形態について、実施例をあげてさらに詳しく説明する。
【0012】
図1は、本発明による紙製オーバーキャップの第一の実施の形態の一実施例の断面図および紙カップPに被せた状態を示す一部切り欠け平面図である。この紙製オーバーキャップAは、一枚の平らな紙を天部1と側壁部2とからなる形状に成形したものである。この天部1と側壁部2とがなす角度Qを90〜120度の範囲としている。この角度Qが90度に近くなる程、紙カップPに被せた時に、紙カップPから脱着しにくくなる。
【0013】
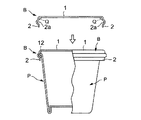
図2は、本発明による紙製オーバーキャップの第二の実施の形態の一実施例の断面図および紙カップPに被せた状態を示す一部切り欠け平面図である。この紙製オーバーキャップBは、一枚の平らな紙を天部1と側壁部2とからなる形状に成形したものである。この天部1と側壁部2とがなす角度Qも90〜120度の範囲としているが、90度に近くなる程、紙カップPに被せた時に、紙カップPから脱着しにくくなる。また、この紙製オーバーキャップBを紙カップPに被せた時に、紙カップPのトップカール部12に嵌合するように、側壁部2の内側に全周に渡って側壁凹部2aが設けられている。側壁凹部2aを設けていることにより、紙カップPに被せた時に、紙カップPのトップカール部12が紙製オーバーキャップBの側壁部2の側壁凹部2aに嵌合して脱着しにくくなっている。この側壁凹部2aの形状は、略半円形とし、紙カップのトップカール部12を嵌合することができるように適宜設定する。
【0014】
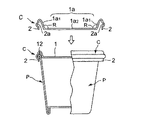
図3は、本発明による紙製オーバーキャップの第三の実施の形態の一実施例の断面図および紙カップPに被せた状態を示す一部切り欠け平面図である。この紙製オーバーキャップCは、第二の実施の形態と同様に、この紙製オーバーキャップCを紙カップPに被せた時に、紙カップPのトップカール部12に嵌合するように、側壁部2の内側に全周に渡って側壁凹部2aが設けられ、さらに、天部1を内側方向(下方向)に凹状に成形して天凹部1aが形成され、落とし蓋の形状としている。この天凹部1aは、図3に示すように、天部1全体を凹状に成形してもよいが、天部1の一部を凹状に成形してもよい。また、天凹部1aの深さ、底面1a1と側壁面1a2との角度Rは、特に、限定されるものではない。
【0015】
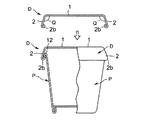
図4は、本発明による紙製オーバーキャップの第四の実施の形態の一実施例の断面図および紙カップPに被せた状態を示す一部切り欠け平面図である。この紙製オーバーキャップDは、一枚の平らな紙を天部1と側壁部2とからなる形状に成形したものである。この天部1と側壁部2とがなす角度Qを90〜120度の範囲としている。好ましくは、90〜105度の範囲である。また、この紙製オーバーキャップDを紙カップPに被せた時に、紙カップPのトップカール部12に係合するように、側壁部2の下端を内側に巻き込んだ内カール部2bが設けられている。この内カール部2bを設けていることにより、紙製オーバーキャップDを紙カップPに被せた時に、紙カップPのトップカール部12と紙製オーバーキャップDの側壁部2に設けた内カール部2bとが係合しあい脱着しにくくなっている。
【0016】
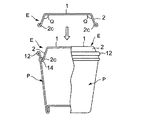
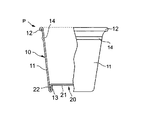
図5は、本発明による紙製オーバーキャップの第五の実施の形態の一実施例の断面図および紙カップPに被せた状態を示す一部切り欠け平面図である。この紙製オーバーキャップEは、一枚の平らな紙を天部1と側壁部2とからなる形状に成形したものである。この天部1と側壁部2とがなす角度Qを90〜120度の範囲としている。好ましくは90〜105度の範囲である。また、この紙製オーバーキャップEは、紙カップPに被せるのではなく、紙カップPの内側上部に嵌め込む形態である。そして、この紙製オーバーキャップEを紙カップPの内側上部に嵌め込んだ時に、紙カップPの内面上部に設けられている凹部14に嵌合するように、側壁部2の下端を外側に巻き込んだ外カール部2cが設けられている。この外カール部2cを設けていることにより、紙製オーバーキャップEを紙カップPの内側に嵌め込んだ時に、紙製オーバーキャップEの側壁部2の下端の外カール部2cが紙カップPの内面上部に設けられた凹部14に嵌合して脱着しにくくなっている。
【0017】
また、それぞれの実施の形態において、天部1に窓を設けて透明プラスチックフィルムを貼り合せて内容物を外から透視できる形状とすることができる。
【0018】
また、本発明の紙製オーバーキャップと紙カップPとを一部分で接着するか、あるいは、粘着テープ、ステッチャーなどで一部分を固定することによって、開閉が自在な形状とすることができる。
【0019】
上記の本発明の紙製オーバーキャップにおいては、天部1と側壁部2との角度Qを90〜120度の範囲、特に90度に近い急角度の凹凸状に変形する時、変形しやすく、かつ、ひび割れやピンホールが生じない材料を使用することを特徴としている。すなわち、坪量が50〜300g/m2の範囲であり、湿度65%の環境下での破断伸びが縦方向で10%以上、横方向で10%以上、好ましくは縦方向で15%以上、横方向で15%以上である紙を使用する。この条件の紙を成形することにより、雄型と雌型で構成されたプレス成形機により容易に深い凹状に成形することができ、かつ、絞り皺や亀裂のない紙製オーバーキャップを得ることができる。この紙の坪量が50g/m2未満であると、剛性が不足するとともに、ピンホールが発生しやすくなり好ましくない。また、この紙の坪量が300g/m2を超えると、プレス成形機の成形負荷が大きくなり好ましくない。また、破断伸びが縦方向で10%未満、横方向で10%未満の場合には、十分深い凹状に成形することができないばかりか、成形時に亀裂などの不具合が発生し、好ましくない。
【0020】
また、本発明の紙製オーバーキャップに使用する材料は、紙単体でもよいが、紙を主体とする積層体とすることができる。その積層体は、内面または内外両面に熱可塑性樹脂層を設けることを基本としている。
【0021】
最内層および最外層に使用する熱可塑性樹脂は、内容物の保護、あるいは、外側からの汚染などを防ぐ機能を持っている必要がある。具体的には、ポリエチレン、ポリプロピレン、ポリエステル、ナイロン、エチレンビニルアルコール、エチレン−酢酸ビニル共重合体などが挙げられる。厚さとしては、15〜60μmの範囲が好ましい。これらの熱可塑性樹脂は、押し出し加工あるいはラミネート加工によって、最内層および最外層に形成される。
【0022】
例えば、具体的な材料の構成としては、表面側から紙層/ポリエチレン樹脂層、ポリエチレン樹脂層/紙層/ポリエチレン樹脂層、発泡ポリエチレン樹脂層/紙層/ポリエチレン樹脂層、紙層/ポリプロピレン樹脂層、ポリプロピレン樹脂層/紙層/ポリプロピレン樹脂層、紙層/ポリエステル樹脂層、ポリエステル樹脂層/紙層/ポリエステル樹脂層、紙層/ナイロン樹脂層、ナイロン樹脂層/紙層/ナイロン層などが挙げられる。
【0023】
また、本発明の紙製オーバーキャップを被せる紙カップは、一般的な紙カップであり、特に限定されるものではないが、材料として、紙カップ成形適性の良い一般的なカップ原紙を主体とした積層体を使用することが好ましい。坪量は、とくに限定されないが、紙カップ成形適性上、150〜300g/m2の範囲がより好ましい。
【0024】
つぎに、本発明の紙製オーバーキャップを製造する方法について概略を説明する。
【0025】
まず、前述の条件を有する紙またはその紙を主体とする積層体を使用して、図6に示すような円形のブランク3を打ち抜き加工で作製する。
【0026】
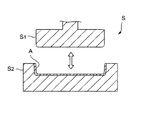
つぎに、図7に示すように、雄型s1と雌型s2で構成されたプレス成形機Sによる深絞り成形加工行い、天部1と側壁部2との角度が略90度の急角度で深く成形された紙製オーバーキャップAを作製する。この成形加工では、熱を加えることにより、さらに、成形を良くすることができる。
【0027】
さらに、つぎの工程で、紙製オーバーキャップBの場合には、側壁部2の内面にプレス加工で側壁凹部2aを形成する。また、紙製オーバーキャップCの場合には、側壁部2の内面にプレス加工で側壁凹部2aを形成した上に、天部1を内側方向(下方向)に凹状に成形して天凹部1aを形成する。さらに、紙製オーバーキャップDあるいはEの場合には、側壁部2の下端を内側に巻き込む加工を行ない内カール部2bあるいは外カール部2cを形成する。
【0028】
また、前述の窓を設ける場合には、ブランク3の状態、あるいは、成形加工後に打ち抜き加工で窓を設け、その窓を覆って透明プラスチックフィルムを貼り合わせて形成する方法と、紙を主体とする積層体を作製する工程で、あらかじめ窓を抜いておいた紙に透明プラスチックフィルムを全面に貼り合わせて積層体とし、その積層体をブランク3に打ち抜いて成形加工して形成する方法がある。
【0029】
本発明の紙製オーバーキャップの用途は、自動販売機などで飲料用、即席食品用などに紙カップ用として広く使用することができる。また、アイスクリーム、ヨーグルトなどの紙カップ用としても広く使用することができる。
【0030】
【実施例】
つぎに、本発明の紙製オーバーキャップについて実施例をあげて、さらに具体的に説明する。なお、本発明はこれによって限定されるものではない。
【0031】
〔実施例〕
材料として、表面から特殊成形紙(商品名:NPiモールドペーパーグレード「MP275」(日本製紙(株)製))275g/m2/低密度ポリエチレン樹脂25μmの構成の材料を使用し、胴部材1の材料として、表面からカップ原紙280g/m2/低密度ポリエチレン樹脂25μmの構成の材料を使用した。
【0032】
まず、図6のような円形のブランク3に打ち抜き、このブランク3を、雄型s1と雌型s2で構成されたプレス成形機Sにより、熱圧して天部1と側壁部2との角度Qが略90度となる形状に成形して紙製オーバーキャップAを作成した。つぎに、側壁部2の内面の中央部に全周に渡って側壁凹部2aをプレス加工で形成して紙製オーバーキャップBを作製した。材料として、破断伸びが縦方向で22.5%、横方向で13.2%である特殊成形紙を使用したことによって、天部1と側壁部2との角度Qを略90度の急角度で深い凹状とすることができたと同時に、成形時に亀裂などが入ることがなかった。
【0033】
【発明の効果】
以上説明したように、本発明の紙製オーバーキャップは、天部と側壁部とからなり、一枚のブランクから成形され、材料として、坪量が50〜300g/m2の範囲であり、湿度65%の環境下での破断伸びが縦方向で10%以上、横方向で10%以上である紙を使用することにより、容易に天部と側壁部との角度を90〜120度の範囲、特に90度に近い急角度で深い凹状に成形することができ、かつ、亀裂などが入らない状態で成形することができるという効果を有している。また、この紙製オーバーキャップは、環境対応の点で問題がなく、紙カップに確実に嵌合することができ、材料コストおよび加工コストが安いという効果も有している。
【図面の簡単な説明】
【図1】本発明による紙製オーバーキャップの第一の実施の形態の一実施例の断面図および紙カップに被せた状態を示す部分切り欠け平面図である。
【図2】本発明による紙製オーバーキャップの第二の実施の形態の一実施例の断面図および紙カップに被せた状態を示す部分切り欠け平面図である。
【図3】本発明による紙製オーバーキャップの第三の実施の形態の一実施例の断面図および紙カップに被せた状態を示す部分切り欠け平面図である。
【図4】本発明による紙製オーバーキャップの第四の実施の形態の一実施例の断面図および紙カップに被せた状態を示す部分切り欠け平面図である。
【図5】本発明による紙製オーバーキャップの第五の実施の形態の一実施例の断面図および紙カップに被せた状態を示す部分切り欠け平面図である。
【図6】本発明による紙製オーバーキャップの成形前のブランクを示す展開図である。
【図7】本発明による紙製オーバーキャップを製造する方法を説明する概略図である。
【図8】従来の紙カップを示す部分切り欠け平面図である。
【符号の説明】
A 紙製オーバーキャップ(第一の実施の形態)
B 紙製オーバーキャップ(第二の実施の形態)
C 紙製オーバーキャップ(第三の実施の形態)
D 紙製オーバーキャップ(第四の実施の形態)
E 紙製オーバーキャップ(第五の実施の形態)
P 紙カップ
Q 角度(紙製オーバーキャップの天部と側壁部)
R 角度(天凹部の底面と側壁面)
1 天部
1a 天凹部
1a1 底面
1a2 側壁面
2 側壁部
2a 側壁凹部
2b 内カール部
2c 外カール部
3 ブランク
10 胴部材
11 胴部
12 トップカール部
13 折り返し部
14 凹部
20 底部材
21 底面部
22 屈曲部
Claims (5)
- 胴部材と底部材とが互いに接合され、前記胴部材の胴部の上端にトップカール部又は該トップカール部を潰したフランジ部が形成された紙カップに被せる天部と側壁部とからなるオーバーキャップであって、一枚のブランクから深絞りで成形され、使用する材料が紙又は紙を主体とする積層体からなり、前記紙の坪量が50〜300g/m2の範囲であり、湿度65%の環境下での前記紙の破断伸びが縦方向で10%以上、横方向で10%以上であることを特徴とする紙製オーバーキャップ。
- 前記天部と前記側壁部との角度を90〜120度の範囲とし、前記側壁部の内面に全周に渡って側壁凹部を形成したことを特徴とする請求項1に記載の紙製オーバーキャップ。
- 前記天部の全部又は一部に内側方向(下方向)に凹状に成形した天凹部を形成したことを特徴とする請求項2に記載の紙製オーバーキャップ。
- 前記天部と前記側壁部との角度を90〜120度の範囲とし、前記側壁部の下端部を内側に巻き込んで内カール部を形成したことを特徴とする請求項1に記載の紙製オーバーキャップ。
- 胴部材と底部材とが互いに接合され、前記胴部材の胴部の内面上部に凹部が全周に渡って形成された紙カップの内側に嵌め込む天部と側壁部とからなるオーバーキャップであって、一枚のブランクから深絞りで成形され、使用する材料が紙又は紙を主体とする積層体からなり、前記紙の坪量が50〜300g/m2の範囲であり、湿度65%の環境下での前記紙の破断伸びが縦方向で10%以上、横方向で10%以上であり、前記天部と前記側壁部との角度を90〜120度の範囲とし、前記側壁部の下端部を外側に巻き込んで外カール部を形成したことを特徴とする紙製オーバーキャップ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002275077A JP2004106918A (ja) | 2002-09-20 | 2002-09-20 | 紙製オーバーキャップ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002275077A JP2004106918A (ja) | 2002-09-20 | 2002-09-20 | 紙製オーバーキャップ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004106918A true JP2004106918A (ja) | 2004-04-08 |
Family
ID=32271377
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002275077A Pending JP2004106918A (ja) | 2002-09-20 | 2002-09-20 | 紙製オーバーキャップ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004106918A (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006224979A (ja) * | 2005-02-16 | 2006-08-31 | Chuo Kagaku Co Ltd | 包装用容器 |
| JP2016504243A (ja) * | 2013-01-28 | 2016-02-12 | ニュー ヒップリック パッケイジング プロダクツ (シェンジェン) カンパニー リミテッド | 可撓性プラスチック包装箱 |
| JP2017513781A (ja) * | 2014-04-15 | 2017-06-01 | 丹東銘程環保製品股▲ふん▼有限公司 | プレス成形コップ蓋外カバーエッジ製造方法及び完成品 |
| US10582787B2 (en) | 2012-08-22 | 2020-03-10 | Ptm Packaging Tools Machinery Pte. Ltd. | Paper-based container lids and methods for making the same |
| WO2020049769A1 (ja) * | 2018-09-04 | 2020-03-12 | 東罐興業株式会社 | 紙蓋 |
| KR20200113753A (ko) * | 2019-03-26 | 2020-10-07 | 강승대 | 테이크아웃용 컵뚜껑 및 이의 제조방법 |
| JP2022055259A (ja) * | 2020-09-28 | 2022-04-07 | 株式会社Ky7 | 蓋体及び蓋体の製造方法 |
| US11691373B2 (en) | 2018-08-30 | 2023-07-04 | Tokan Kogyo Co., Ltd. | Paper lid production method |
| DE102022130532A1 (de) * | 2022-11-18 | 2024-05-23 | Krones Aktiengesellschaft | Verfahren zum Herstellen eines Fasern umfassenden Behälters und Vorrichtung zum Ausführen des Verfahrens |
| JP2024120000A (ja) * | 2020-10-23 | 2024-09-03 | 株式会社Ky7 | 蓋体及び蓋体の製造方法 |
-
2002
- 2002-09-20 JP JP2002275077A patent/JP2004106918A/ja active Pending
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006224979A (ja) * | 2005-02-16 | 2006-08-31 | Chuo Kagaku Co Ltd | 包装用容器 |
| US11497330B2 (en) | 2012-08-22 | 2022-11-15 | Ptm Packaging Tools Machinery Pte. Ltd. | Paper-based container lids and methods for making the same |
| US10582787B2 (en) | 2012-08-22 | 2020-03-10 | Ptm Packaging Tools Machinery Pte. Ltd. | Paper-based container lids and methods for making the same |
| JP2016504243A (ja) * | 2013-01-28 | 2016-02-12 | ニュー ヒップリック パッケイジング プロダクツ (シェンジェン) カンパニー リミテッド | 可撓性プラスチック包装箱 |
| JP2017513781A (ja) * | 2014-04-15 | 2017-06-01 | 丹東銘程環保製品股▲ふん▼有限公司 | プレス成形コップ蓋外カバーエッジ製造方法及び完成品 |
| US11691373B2 (en) | 2018-08-30 | 2023-07-04 | Tokan Kogyo Co., Ltd. | Paper lid production method |
| WO2020049769A1 (ja) * | 2018-09-04 | 2020-03-12 | 東罐興業株式会社 | 紙蓋 |
| JPWO2020049769A1 (ja) * | 2018-09-04 | 2021-02-15 | 東罐興業株式会社 | 紙蓋 |
| US11572220B2 (en) | 2018-09-04 | 2023-02-07 | Tokan Kogyo Co., Ltd. | Paper lid |
| KR20200113753A (ko) * | 2019-03-26 | 2020-10-07 | 강승대 | 테이크아웃용 컵뚜껑 및 이의 제조방법 |
| KR102181484B1 (ko) | 2019-03-26 | 2020-11-23 | 강승대 | 테이크아웃용 컵뚜껑 및 이의 제조방법 |
| JP2022055259A (ja) * | 2020-09-28 | 2022-04-07 | 株式会社Ky7 | 蓋体及び蓋体の製造方法 |
| JP2024120000A (ja) * | 2020-10-23 | 2024-09-03 | 株式会社Ky7 | 蓋体及び蓋体の製造方法 |
| JP7788091B2 (ja) | 2020-10-23 | 2025-12-18 | 株式会社Ky7 | 蓋体及び蓋体の製造方法 |
| DE102022130532A1 (de) * | 2022-11-18 | 2024-05-23 | Krones Aktiengesellschaft | Verfahren zum Herstellen eines Fasern umfassenden Behälters und Vorrichtung zum Ausführen des Verfahrens |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20260054879A1 (en) | Container with paperboard outer layer and thin plastic foil inner layer | |
| JP2004106918A (ja) | 紙製オーバーキャップ | |
| JP2014037265A (ja) | カップ型紙容器 | |
| JP2004315065A (ja) | 断熱複合容器 | |
| WO2007110897A1 (ja) | 紙製容器用の紙製蓋 | |
| JP3953992B2 (ja) | 断熱性紙製容器 | |
| CN114030762A (zh) | 包装盒的封口结构、封口结构的生产工艺和包装盒 | |
| JP2003341649A (ja) | 変形ボトム紙カップ | |
| JP4358004B2 (ja) | 断熱複合容器 | |
| JP3967129B2 (ja) | 断熱紙容器 | |
| JPWO2017029997A1 (ja) | 紙容器及びその製造方法 | |
| CN216233879U (zh) | 包装盒的封口结构和包装盒 | |
| JP2000118590A (ja) | アイスクリーム用容器 | |
| JP3075141B2 (ja) | 断熱カップ | |
| JP2000344281A (ja) | 断熱容器 | |
| JP4580500B2 (ja) | 角型紙カップ | |
| EP1347924B1 (en) | Folded package and method of making such a package | |
| JPH0952300A (ja) | 容器用素材および該素材からなる容器 | |
| JP2009202891A (ja) | 二重容器 | |
| JP2949149B2 (ja) | アルミニウム積層葢材 | |
| JP2003128104A (ja) | 紙製の多角形かぶせ蓋 | |
| JPH0648436A (ja) | 飲料用容器 | |
| JP2003191941A (ja) | 密封蓋対応紙カップ | |
| JP2004001822A (ja) | 絞り成形容器及びその製造方法 | |
| JP2003341648A (ja) | 変形ボトム紙カップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050916 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20090304 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Effective date: 20090424 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Effective date: 20091020 Free format text: JAPANESE INTERMEDIATE CODE: A02 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100118 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20100128 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20100212 |