JP2004039136A - 光学多層記録媒体成形用透明スタンパおよび光学多層記録媒体の製造方法 - Google Patents
光学多層記録媒体成形用透明スタンパおよび光学多層記録媒体の製造方法 Download PDFInfo
- Publication number
- JP2004039136A JP2004039136A JP2002196096A JP2002196096A JP2004039136A JP 2004039136 A JP2004039136 A JP 2004039136A JP 2002196096 A JP2002196096 A JP 2002196096A JP 2002196096 A JP2002196096 A JP 2002196096A JP 2004039136 A JP2004039136 A JP 2004039136A
- Authority
- JP
- Japan
- Prior art keywords
- stamper
- recording medium
- layer
- optical multilayer
- light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D17/00—Producing carriers of records containing fine grooves or impressions, e.g. disc records for needle playback, cylinder records; Producing record discs from master stencils
- B29D17/005—Producing optically read record carriers, e.g. optical discs
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B7/00—Recording or reproducing by optical means, e.g. recording using a thermal beam of optical radiation by modifying optical properties or the physical structure, reproducing using an optical beam at lower power by sensing optical properties; Record carriers therefor
- G11B7/24—Record carriers characterised by shape, structure or physical properties, or by the selection of the material
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B7/00—Recording or reproducing by optical means, e.g. recording using a thermal beam of optical radiation by modifying optical properties or the physical structure, reproducing using an optical beam at lower power by sensing optical properties; Record carriers therefor
- G11B7/24—Record carriers characterised by shape, structure or physical properties, or by the selection of the material
- G11B7/26—Apparatus or processes specially adapted for the manufacture of record carriers
- G11B7/261—Preparing a master, e.g. exposing photoresist, electroforming
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Manufacturing Optical Record Carriers (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Optical Record Carriers And Manufacture Thereof (AREA)
Abstract
【解決手段】基板上に、未硬化の光硬化性樹脂層と、非晶質ポリオレフィン系樹脂からなる透明スタンパとをこの順で積層する工程と、透明スタンパを透過した光により、未硬化の光硬化性樹脂を硬化する工程と、透明スタンパを除去する工程と、を有する光学多層記録媒体の製造方法により、硬化後の光硬化性樹脂層からの透明スタンパの剥離が容易となる。
【選択図】 図5
Description
【発明の属する技術分野】
本発明は、光学多層記録媒体成形用透明スタンパ及び光学多層記録媒体の製造方法に関する。
【0002】
【従来の技術】
現在、デジタルハイビジョン映像などの大容量データの配布あるいは記録が可能な、大容量のメディアが検討されている。この中でも、2層以上の記録面を有する多層記録媒体はコンパクトでありながら大容量が達成できるとして様々な検討が行われている。
【0003】
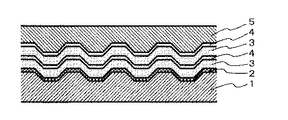
このような光学多層記録媒体としては、図1にその断面をモデル的に示すような媒体が一般的である。
このモデル図では片面、2層タイプの、書き換え可能な記録媒体の例を示す。
【0004】
図中、比較的剛性の高い、ポリカーボネートなどの樹脂やガラスあるいは金属などの素材からなる基板1の片面に第1相変化記録層2が設けられている。基板1の第1相変化記録層2形成側には、螺旋状に、あるいは、同心円上に記録ピット形成用凹凸部が設けられていて、この基板1の凹凸部に該当する部分の第1相変化記録層2はやはり凹凸状となり記録ビットが形成されている。
【0005】
第1相変化記録層2の上には透明な素材(通常は樹脂)からなる光透過性中間層3、第2相変化記録層4、及び、カバー層5がこの順で形成されている。
光透過性中間層3の第2相変化記録層4側の面には螺旋状に、あるいは、同心円上に記録ピット形成用凹凸部(案内溝)が設けられていて、この基板1の凹凸部に該当する部分の第2相変化記録層4はやはり凹凸状となり記録ビットが形成されている。
第2相変化記録層4は透明な素材(通常は樹脂)からなるカバー層5によって保護されている。
【0006】
このような光学多層記録媒体は、図2及び図3にモデル的に示すように製作されてきた。
樹脂成形やエッチングにより形成された記録ピット形成用凸部を片面に有する基板1(図2(a)参照)上に第1相変化記録層2を形成し(図2(b)参照)、その上に未硬化の光硬化性樹脂3aをスピンコートなどの手段により塗布し、光硬化性樹脂3aが未硬化状態のままスタンパ6aを積層する(図2(c)参照)。
【0007】
スタンパ6aはガラス、あるいは、ポリカーボネートなどの透明性の高い樹脂からなり、光を透過する。一方、第1相変化記録層2は、金属反射層を有するため、全くあるいはほとんど光を透過しない。
【0008】
スタンパ6aの基板1側面にはこの未硬化樹脂3aが硬化して、光透過性中間層3となった際に、第2相変化記録層4側の面に記録用案内溝が形成されるように、凹凸部が形成されている。
【0009】
次いで図3(a)に示すように、光硬化性樹脂3aにその硬化に適した波長の光をスタンパ6aを透過して照射し、硬化させて光透過性中間層3とする。
その後、図3(b)に示すようにスタンパ6aを取り去り、光透過性中間層3上に第2相変化記録層4及びカバー層5をこの順に形成する。
【0010】
このような光学多層記録媒体の製造方法において、光硬化性樹脂3aが硬化して形成された光透過性中間層3とスタンパ6aとの離型性に問題があった。
ポリカーボネートからなるスタンパを用いると光硬化性樹脂からなる光透過性中間層からの剥離が困難である。
【0011】
しかし、ガラス製のスタンパを用いると光透過性中間層からの剥離は可能であるが、スタンパの凹凸部形成はエッチングなどによるためポリカーボネート製スタンパとは異なり、マスタースタンパを利用した成形による多量複製ができず、製造工程が多くなるとともに高コストとなる。このことはガラス製のスタンパを繰り返し使用することにより回避できるが、ガラス製のスタンパは取り扱いが困難で、破損しやすい。
【0012】
このため、ポリカーボネートからなるスタンパに離型剤を塗布するなどの方法が考えられるが、離型剤を塗布する工程が増えること、塗布する過程でごみ、埃などを巻き込んでしまった場合、忠実な凹部形成ができないおそれが生じるなどの欠点がある。
【0013】
【発明が解決しようとする課題】
本発明は、上記した従来の問題点を改善する、すなわち、低コストでの生産が容易で、かつ、光硬化性樹脂層との離型性が良好なスタンパと、そのようなスタンパを用いた、生産性が良好な光学多層記録媒体の製造方法を提供することを目的とする。
【0014】
【課題を解決するための手段】
上記課題を解決するため、請求項1に記載の発明は、光学多層記録媒体成形用透明スタンパであって、非晶質ポリオレフィン系樹脂からなることを特徴とする。
【0015】
また、本発明の光学多層記録媒体の製造方法は、請求項2に記載の通り、基板上に、未硬化の光硬化性樹脂層と、非晶質ポリオレフィン系樹脂からなる透明スタンパとをこの順で積層する工程と、前記透明スタンパを透過した光により、前記未硬化の光硬化性樹脂を硬化する工程と、前記透明スタンパを除去する工程と、を有することを特徴とする。
【0016】
【発明の実施の形態】
請求項1に記載の発明は、成形が可能な熱可塑性の非晶質(アモルファス)ポリオレフィン系樹脂からなることを特徴とする光学多層記録媒体成形用透明スタンパであり、このような構成により、マスタースタンパを利用することが可能となりスタンパ自体の生産性が良好で、かつ、安価なものとすることができ、かつ、優れた光硬化性樹脂層との離型性が得られる。
【0017】
請求項2に記載の発明は、光学多層記録媒体の製造方法であって、基板上に、未硬化の光硬化性樹脂層と、非晶質ポリオレフィン系樹脂からなる透明スタンパとをこの順で積層する工程と、前記透明スタンパを透過した光により、前記未硬化の光硬化性樹脂を硬化する工程と、前記透明スタンパを除去する工程と、を有することを特徴とし、このような構成により、光学多層記録媒体を生産性良く、低コストで、安定して生産することが可能となる。
【0018】
本発明において、透明スタンパを構成する樹脂としては非晶質ポリオレフィン系樹脂であることが必要である。ここで、金属製などのマスタースタンパを利用した成形での忠実な成形が可能となる特性を持つ、例えばガラス転移点が200℃以下で、成形条件での流動性が高い非晶質ポリオレフィン樹脂が好ましい。また、スタンパを透過した光によって、光硬化性樹脂が硬化する必要があるため、用いる光硬化性樹脂の硬化に必要な波長領域の光に対して透過性が高いことが必要である。さらにまた、光硬化性樹脂との剥離を容易にするために、酸・アルカリ・極性有機溶剤等に対して良好な抵抗性を持つことがスタンパには必要となる。また、一般的な結晶のポリオレフィン系樹脂をスタンパに適用した場合は、成形時の残留応力で結晶化の応力緩和を起こすことによりスタンパが反ってしまい、透明性、平坦性において成形に適さなくなる。したがって、ポリオレフィン系樹脂でも非晶質であることがスタンパには必要となる。
【0019】
このような非晶質ポリオレフィン系樹脂として、ゼオノア(日本ゼオン社製)、ゼオネックス(日本ゼオン社製)、アペル(三井化学社製)、APO(三井化学社製)、アートン(JSR社製)等が挙げられる。
【0020】
これら樹脂を原料として、エッチングなどにより、必要な形状とした金属、あるいはガラスからなるマスタースタンパにより透明スタンパを成形する。成形温度は上記のようにガラス転移温度が低い樹脂を用いて、金型温度を低く設定して成形し、成形の精度(微細な凹部の忠実性)を向上させることが望ましい。
【0021】
スタンパの厚さについては、特に制限はないが、スタンパを透過する光によって光硬化性樹脂を硬化させる必要があり、かつ、スタンパとして最低必要とされる強度を満足するため、通常、0.6mm以上1.5mm以下とすることが好ましい。さらに、基板成形と同じ金型を用いることが可能な1.1mmとすることがより好ましい。
【0022】
スタンパは、通常は1回使用した後、再度、スタンパ成形用材料に再生する、一回限りの利用が望ましいが、原料樹脂を選択し、あるいは、光透過性中間層形成用の光硬化性樹脂やその硬化条件を最適化して、あるいは、再利用前に検査を行うなどして2回以上用いることも可能である。
【0023】
本発明における光硬化性樹脂とは、可視光、あるいは紫外光などの光に感度を有する光重合開始剤が配合された樹脂組成物である。
【0024】
このようなスタンパを用いる本発明の光学多層記録媒体の製造方法について、図4及び図5を用いて説明する。
図4(a)に示す基板1に非光透過層である第1相変化記録層2を設け(図4(b)参照)、その基板1の第1相変化記録層2側に、50〜800mPsの粘度の未硬化の光硬化性樹脂3aを滴下する。滴下後、上記の非晶質ポリオレフィン系樹脂からなるスタンパ6(図4(c)参照)を貼り合わせる。このときスタンパ6の重量により光硬化性樹脂3aは広がるが、さらに、例えば毎分2000〜6000回転させ、この回転により、光硬化性樹脂3a層は所定の広さに広がり、その厚さも所定の厚さ、通常20μm以上30μm以下、とすることができる。樹脂層の厚さは回転速度及び回転時間以外にも、用いる光硬化性樹脂の粘度を選択することによっても制御することができる。
【0025】
このように、非光透過層を有する基板上に未硬化の光硬化性樹脂3aと非晶質ポリオレフィン系樹脂からなるスタンパ6とをこの順で積層したのち、スタンパを透過した光により該未硬化の光硬化性樹脂に硬化させる。
【0026】
すなわち、スタンパ6を通して光硬化性樹脂の硬化に適した波長の光、例えば紫外光(UV光)を照射し(図5(a)参照)、硬化させて光透過性中間層3とする。
【0027】
次いで、図5(b)に示すようにスタンパ6を取り去るが、本発明に係るスタンパではこのときの光透過性中間層3からの剥離が容易であり、その一部が光透過性中間層3に残留するなどの障害が発生しないので高品質で信頼性の高い光学多層記録媒体が得られる。
その後、光透過性中間層3上に第2相変化記録層4(図5(c)参照)及びカバー層5をこの順に形成し(図5(d)参照)、光学多層記録媒体が得られる。
【0028】
ここで、上記で形成される第1相変化記録層2の構成の例を示すものとして、図1の第1相変化記録層2付近の部分拡大図(モデル図)を図6(a)に示す。
【0029】
第1相変化記録層2は基板1側から、金属膜製膜法である蒸着やCVDあるいはスパッタリング等により形成された、光透過性がない、ないし、ほとんどないアルミニウム、銀合金などからなる金属反射膜2a、第1誘電体膜2b、相変化記録膜2c及び第2誘電体膜2dをこの順に有しており、相変化記録膜の光学的特性を変化させることにより情報の記録及び消去が可能である。
【0030】
一方、第2相変化記録層4の詳細な構成としては現在2つのタイプが提案されている。第1のタイプ及び第2のタイプをモデル的に図6(b)及び図6(c)にそれぞれ示す。
【0031】
第1のタイプの場合、第2相変化記録層4は光透過性中間層3側から、第1誘電体膜4a、相変化記録膜4b及び第2誘電体膜4cの順で構成され、また、第2のタイプの場合、第2相変化記録層4は光透過性中間層3側から、第0誘電体膜4d、半透明金属薄膜4e、第1誘電体膜4a、相変化記録膜4b及び第2誘電体膜4cの順で構成されている。
【0032】
なお、上記の例では記録層は2層であるが、3層とする場合には第2相変化記録層4とカバー層5との間に、さらに光透過性中間層と第2相変化記録層と同様の構成を有する第3相変化記録層とを配する。ここで、記録層を3層とした例をモデル的に図7に示す。以下、3層を超える記録層を有する媒体の場合はその数に応じて光透過性中間層と相変化記録層とを増やしていく。
【0033】
上記では片面2層タイプ、あるいは片面多層タイプの、書き換え可能な記録媒体の例を示したが、本発明の光学多層記録媒体の製造方法は両面2層タイプ、両面多層タイプにも応用が可能である。
【0034】
さらに、第1相変化記録層、第2相変化記録層以降の記録層のいずれか1つ以上を金属、誘電体等による反射層あるいは半透明反射層と色素層とを組み合わせた記録層、あるいは、金属、誘電体等による反射層あるいは半透明反射層とROMピット層とを組み合わせた再生専用の記録層としてもよく、その場合も本発明に含まれる。
【0035】
本発明のスタンパは上記光透過性中間層の形成にも用いることができるが、また、カバー層(図1、符号5)の形成にも用いることができ、その場合も本発明の光学多層記録媒体の製造方法に含まれる。
【0036】
このとき、上記で用いた製造方法において図5(c)に示したように形成された第2相変化記録層までが形成された光学多層記録媒体中間体に、光硬化性樹脂5aを滴下した後、回転させながら、非晶質ポリオレフィン系樹脂からなるスタンパ7を貼り合わせる(図8(a)参照)。
【0037】
ここで、光透過性中間層形成時と同様に、樹脂の粘度、回転速度及び回転時間によって形成される樹脂層の厚さを制御することができる。しかし、一般に、カバー層の厚さは60〜110μmであり、光透過性中間層3の厚さより厚いので、このため、カバー層形成には光透過性中間層を形成するのに用いた光硬化性樹脂よりも高い粘度を有する光硬化性樹脂を用いることが好ましい。
【0038】
その後、スタンパ7を通して光硬化性樹脂の硬化に適した波長の光、例えば紫外光(UV光)を照射し(図8(b)参照)、光硬化性樹脂5aを硬化させてカバー層5を形成する。
【0039】
【実施例】
以下、本発明の光学多層記録媒体の製造方法の実施例について説明する。
<非晶質ポリオレフィン系樹脂からなる透明スタンパの製造>
日本ゼオン社製のシクロオレフィンポリマーであるゼオノアを用いて、マスタースタンパを用いて本発明に係る非晶質ポリオレフィン系樹脂からなる透明スタンパを得た。
スタンパの厚さは1.1mmで、その片面には第2相変化記録層の案内溝部形成用の凹凸部)(最大高さ:20nm)が同心円状に配されている。
【0040】
<光学多層記録媒体中間体の試作>
すでに第1相変化記録層を形成してあるポリカーボネート製基板(厚さ:1.1mm)(図4(b)に該当)の第1相変化記録層に紫外光硬化性樹脂を滴下した後、これに上記で作製した非晶質ポリオレフィン系樹脂からなるスタンパを貼り合わせ、次いで回転させ、余分の紫外光硬化性樹脂を除去した。
【0041】
その後、スタンパを通して紫外光を照射して、光硬化性樹脂を硬化させ、厚さ20μmの光透過性中間層を形成した後、スタンパを剥離・除去し、円板状の光学多層記録媒体中間体を得た。このときのスタンパの剥離は容易であり、スタンパの一部が光透過性中間層に残留してしまうようなこともなかった。
【0042】
形成された光透過性中間層の評価を行った。
上記で使用したサブマスタースタンパ(マスタースタンパから転写した金属スタンパ)によって成形されたPC基板の案内溝とスタンパによって形成された案内溝とについて、原子間力顕微鏡(AFM)により断面を観察した。それぞれの断面像を図9(a)及び図9(b)に示す。
【0043】
これら図より本発明に係るスタンパにより形成された光透過性中間層の案内溝はマスタースタンパの案内溝を成形基板と同様、忠実に再現できていることが判る。
なお、本発明に係るスタンパを用いる光学多層記録媒体の製造方法によれば、思いがけない副次効果が得られることが判った。
【0044】
本発明の基礎検討として、第1相変化記録層を形成していないポリカーボネート製基板(厚さ:1.1mm)上に上記同様に紫外光硬化性樹脂(三菱レーヨン社製MP121)を滴下した後、これにニッケル製スタンパ(厚さ0.3mm)を貼り合わせたのち、回転させて余分の樹脂を除去した。次いで、基板側に紫外光を照射して、樹脂を硬化させて光透過性中間層を形成し、スタンパを剥離・除去し、円板状のテストサンプルを得た。このときの光透過性中間層の放射方向の厚さを測定した。
【0045】
ニッケル製スタンパを用いて得たテストサンプルにおける中心からの光透過性中間層の放射方向の厚さの変化を図10(a)に、また、本発明に係る非晶質ポリオレフィン系樹脂製スタンパを用いて得たテストサンプルにおける中心からの光透過性中間層の放射方向の厚さの変化を図10(b)に、それぞれ示す。
【0046】
上記測定は周方向に場所を変えて複数回行い、図中、それら測定値の平均値を「周方向平均」、最小値を「min」、最大値を「max」として、それぞれ示してある。
【0047】
図10(a)及び図10(b)により、本発明に係るスタンパを用いた場合、ニッケル製スタンパを用いた場合に比べ、放射方向の厚さむらを著しく小さくすることができ、さらに、光学記録媒体において、記録・読みとりミスの原因となる周方向の厚さむら(各半径(回転中心からの距離)における最大厚さと最小厚さとの差)も小さくすることができることが判った。
【0048】
このような副次効果については現在、次のように考えられている。
本発明に係るスタンパは、未硬化の光硬化性樹脂層との貼り合わせ時には回転される。このとき、基板は回転の影響で若干変形していると考えられる。このとき、本発明に係るスタンパを用いた場合、非晶質ポリオレフィン系樹脂と云う比較的軟質な素材からなるためにこの基板の変形に従って変形し、その結果、放射方向、周方向とも厚さむらが小さい層が形成される。しかし、ニッケルのような剛性の高い素材によるスタンパを用いた場合、このような変形が生じないために、厚さむらが大きい層が形成されると考えられる。
【図面の簡単な説明】
【図1】本発明が応用可能な光学多層記録媒体の一例(片面、2層タイプの、書き換え可能な記録媒体の例)を示すモデル図である。
【図2】図1に示す光学多層記録媒体を製造する従来の製造方法を説明するモデル説明図(その1)である。
【図3】図1に示す光学多層記録媒体を製造する従来の製造方法を説明するモデル説明図(その2)である。
【図4】図1に示す光学多層記録媒体を製造する本発明の製造方法を説明するモデル説明図(その1)である。
【図5】図1に示す光学多層記録媒体を製造する本発明の製造方法を説明するモデル説明図(その2)である。
【図6】(a)図1に示す光学多層記録媒体の第1相変化記録層の構成例を示すモデル拡大図である。(b)図1に示す光学多層記録媒体の第2相変化記録層の構成例(その1)を示すモデル拡大図である。(c)図1に示す光学多層記録媒体の第2相変化記録層の構成例(その2)を示すモデル拡大図である。
【図7】本発明が応用可能な光学多層記録媒体の他の例(片面、3層タイプの、書き換え可能な記録媒体の例)を示すモデル図である。
【図8】図1に示す光学多層記録媒体のカバー層を本発明に係るスタンパを用いて形成する例を示すモデル図である。
【図9】本発明に係るスタンパを用いて形成された層の表面に形成された案内溝の断面を原子間力顕微鏡で調べた結果を示す図である。
(a)マスタースタンパの溝の断面を示す図である。
(b)本発明に係るスタンパを用いて形成された層の表面の溝の断面を示す図である。
【図10】本発明に係るスタンパを用いて形成された層における厚さむら減少効果を示す図である。
(a)ニッケル製スタンパを用いた場合の結果を示す図である。
(b)非晶質ポリオレフィン系樹脂製スタンパを用いた場合の結果を示す図である。
【符号の説明】
1 基板
2 第1相変化記録層
3 光透過性中間層
3a 光硬化性樹脂
4 第2相変化記録層
5 カバー層
6,7 本発明に係るポリオレフィン系樹脂製スタンパ
Claims (2)
- 非晶質ポリオレフィン系樹脂からなることを特徴とする光学多層記録媒体成形用透明スタンパ。
- 光学多層記録媒体の製造方法であって
基板上に、未硬化の光硬化性樹脂層と、非晶質ポリオレフィン系樹脂からなる透明スタンパとをこの順で積層する工程と、
前記透明スタンパを透過した光により、前記未硬化の光硬化性樹脂を硬化する工程と、
前記透明スタンパを除去する工程と、を有することを特徴とする光学多層記録媒体の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002196096A JP2004039136A (ja) | 2002-07-04 | 2002-07-04 | 光学多層記録媒体成形用透明スタンパおよび光学多層記録媒体の製造方法 |
| US10/446,930 US20040004300A1 (en) | 2002-07-04 | 2003-05-29 | Transparent stamper for molding optical multi-layer recording medium and process for producing optical multi-layer recording medium |
| EP03013748A EP1378898B1 (en) | 2002-07-04 | 2003-06-17 | Transparent stamper for molding optical multi-layer recording medium and process for producing optical multi-layer recording medium |
| DE60309782T DE60309782T2 (de) | 2002-07-04 | 2003-06-17 | Durchsichtige Prägeplatte für das Prägen von mehrschichtigen optischen Aufzeichnungsmedien und Verfahren zur Herstellung eines mehrschichtigen optischen Aufzeichnungsmediums |
| CNA031485057A CN1469364A (zh) | 2002-07-04 | 2003-06-27 | 模压光学多层记录介质的透明压模及该记录介质的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002196096A JP2004039136A (ja) | 2002-07-04 | 2002-07-04 | 光学多層記録媒体成形用透明スタンパおよび光学多層記録媒体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004039136A true JP2004039136A (ja) | 2004-02-05 |
| JP2004039136A5 JP2004039136A5 (ja) | 2005-10-20 |
Family
ID=29720299
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002196096A Pending JP2004039136A (ja) | 2002-07-04 | 2002-07-04 | 光学多層記録媒体成形用透明スタンパおよび光学多層記録媒体の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20040004300A1 (ja) |
| EP (1) | EP1378898B1 (ja) |
| JP (1) | JP2004039136A (ja) |
| CN (1) | CN1469364A (ja) |
| DE (1) | DE60309782T2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006313077A (ja) * | 2005-05-06 | 2006-11-16 | Ricoh Co Ltd | 光学積層体検査方法,光学積層体製造方法および光学積層体検査装置ならびに光学積層体製造装置 |
| JPWO2006092987A1 (ja) * | 2005-02-28 | 2008-08-07 | 日本ゼオン株式会社 | 硬化性樹脂成形体の製造方法、及び硬化樹脂成形体 |
| WO2009101883A1 (ja) * | 2008-02-13 | 2009-08-20 | Konica Minolta Opto, Inc. | ハイブリッド光学素子集合体の製造方法 |
| KR101317267B1 (ko) | 2009-09-22 | 2013-10-14 | 에이에스엠엘 네델란즈 비.브이. | 임프린트 리소그래피 방법 및 장치 |
| JP2013233807A (ja) * | 2005-06-10 | 2013-11-21 | Obducat Ab | 環状オレフィン共重合体を含んでなるインプリントスタンプ |
| US9196288B2 (en) | 2006-09-26 | 2015-11-24 | Mitsubishi Kagaku Media Co., Ltd. | Process and apparatus for producing optical recording medium |
| WO2016051928A1 (ja) * | 2014-10-04 | 2016-04-07 | 富山県 | インプリント用テンプレート及びその製造方法 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005048253A1 (ja) * | 2003-11-12 | 2005-05-26 | Mitsubishi Kagaku Media Co., Ltd. | 光記録媒体の製造方法及び光透過性スタンパ |
| DE102004025314A1 (de) * | 2004-05-19 | 2005-12-29 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zur Herstellung eines optischen Speichermediums und optisches Speichermedium |
| EP1669991B1 (en) * | 2004-07-21 | 2012-06-06 | Panasonic Corporation | Manufacturing method for a multilayer information recording medium |
| CN101243507B (zh) * | 2005-08-30 | 2010-05-19 | 松下电器产业株式会社 | 多层信息记录介质的制造方法、制造装置及构成该装置的丝网 |
| JP2007133970A (ja) * | 2005-11-10 | 2007-05-31 | Canon Inc | 光記録媒体およびその製造方法 |
| CN101300632B (zh) * | 2005-11-18 | 2011-05-18 | 三菱化学媒体股份有限公司 | 光记录介质的制造方法和制造装置 |
| JP4529895B2 (ja) * | 2005-12-22 | 2010-08-25 | ソニー株式会社 | 光ディスクの製造方法 |
| DE102007007323A1 (de) | 2007-02-14 | 2008-08-21 | Singulus Technologies Ag | Verfahren zur Herstellung optischer Datenträger mit mehreren Informationsschichten |
| JP2008269720A (ja) * | 2007-04-23 | 2008-11-06 | Canon Inc | 透光性スタンパ、透光性スタンパの製造方法及び多層光記録媒体の製造方法 |
| CN101256354B (zh) * | 2008-04-14 | 2012-05-23 | 友达光电股份有限公司 | 压模及其制造方法 |
| JP4829360B2 (ja) * | 2010-04-27 | 2011-12-07 | 株式会社東芝 | スタンパーの製造方法 |
| US10034519B2 (en) | 2016-06-16 | 2018-07-31 | Adidas Ag | UV curable lattice microstructure for footwear |
| EP3576919B1 (en) | 2017-04-24 | 2020-06-17 | NIKE Innovate C.V. | Transparent tooling mold and process for uv radiation curable rubber |
| WO2018200360A1 (en) | 2017-04-24 | 2018-11-01 | Nike Innovate C.V. | Article with uv radiation curable material adhered to textile and method of making the same |
| US10779609B2 (en) | 2017-04-24 | 2020-09-22 | Nike, Inc. | Apparel and sporting equipment with an UV radiation curable material and method of manufacturing thereof |
| US11136475B2 (en) | 2017-04-24 | 2021-10-05 | Nike, Inc. | Articles and components with UV radiation curable elastomeric materials and methods of making the same |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0823941B2 (ja) * | 1988-11-08 | 1996-03-06 | パイオニア株式会社 | 光学式情報記録担体及びその製造方法 |
| US5175030A (en) * | 1989-02-10 | 1992-12-29 | Minnesota Mining And Manufacturing Company | Microstructure-bearing composite plastic articles and method of making |
-
2002
- 2002-07-04 JP JP2002196096A patent/JP2004039136A/ja active Pending
-
2003
- 2003-05-29 US US10/446,930 patent/US20040004300A1/en not_active Abandoned
- 2003-06-17 EP EP03013748A patent/EP1378898B1/en not_active Revoked
- 2003-06-17 DE DE60309782T patent/DE60309782T2/de not_active Revoked
- 2003-06-27 CN CNA031485057A patent/CN1469364A/zh active Pending
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2006092987A1 (ja) * | 2005-02-28 | 2008-08-07 | 日本ゼオン株式会社 | 硬化性樹脂成形体の製造方法、及び硬化樹脂成形体 |
| US7695668B2 (en) | 2005-02-28 | 2010-04-13 | Zeon Corporation | Process for producing molded object of curable resin and molded cured resin |
| JP4678026B2 (ja) * | 2005-02-28 | 2011-04-27 | 日本ゼオン株式会社 | 硬化性樹脂成形体の製造方法 |
| JP2006313077A (ja) * | 2005-05-06 | 2006-11-16 | Ricoh Co Ltd | 光学積層体検査方法,光学積層体製造方法および光学積層体検査装置ならびに光学積層体製造装置 |
| JP2013233807A (ja) * | 2005-06-10 | 2013-11-21 | Obducat Ab | 環状オレフィン共重合体を含んでなるインプリントスタンプ |
| US9196288B2 (en) | 2006-09-26 | 2015-11-24 | Mitsubishi Kagaku Media Co., Ltd. | Process and apparatus for producing optical recording medium |
| WO2009101883A1 (ja) * | 2008-02-13 | 2009-08-20 | Konica Minolta Opto, Inc. | ハイブリッド光学素子集合体の製造方法 |
| KR101317267B1 (ko) | 2009-09-22 | 2013-10-14 | 에이에스엠엘 네델란즈 비.브이. | 임프린트 리소그래피 방법 및 장치 |
| US8889055B2 (en) | 2009-09-22 | 2014-11-18 | Asml Netherlands B.V. | Imprint lithography method |
| WO2016051928A1 (ja) * | 2014-10-04 | 2016-04-07 | 富山県 | インプリント用テンプレート及びその製造方法 |
| JPWO2016051928A1 (ja) * | 2014-10-04 | 2017-09-28 | 富山県 | インプリント用テンプレート及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1378898B1 (en) | 2006-11-22 |
| US20040004300A1 (en) | 2004-01-08 |
| EP1378898A1 (en) | 2004-01-07 |
| CN1469364A (zh) | 2004-01-21 |
| DE60309782T2 (de) | 2007-03-01 |
| DE60309782D1 (de) | 2007-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004039136A (ja) | 光学多層記録媒体成形用透明スタンパおよび光学多層記録媒体の製造方法 | |
| JP3763763B2 (ja) | 光情報記録媒体の製造方法 | |
| US20030179693A1 (en) | Single-sided double layer optical disc, and method and apparatus for manufacturing the same | |
| KR20010071304A (ko) | 4개의 정보층을 지닌 dvd 디스크 및 이를 제조하는 방법 | |
| JPH10283682A (ja) | 光ディスク及び光ディスク製造方法 | |
| US6800224B2 (en) | Production process of optical disc and optical disc produced thereby | |
| TWI344149B (ja) | ||
| JP2008269720A (ja) | 透光性スタンパ、透光性スタンパの製造方法及び多層光記録媒体の製造方法 | |
| JPH0997452A (ja) | 多層光学記録媒体の製造方法 | |
| JP4360269B2 (ja) | 多層光ディスクの製造方法 | |
| JP2000036135A (ja) | 多層情報記録媒体の製造方法 | |
| KR101016091B1 (ko) | 광 기록 매체와 그 제조 방법 | |
| WO2003056553A1 (fr) | Support d'enregistrement optique multicouche et procede de fabrication | |
| JP2000298879A (ja) | 光記録媒体 | |
| JP4088884B2 (ja) | 光ディスクの製造方法 | |
| TW200832392A (en) | Method and apparatus for manufacturing optical recording medium | |
| KR100962743B1 (ko) | 광학 기록 매체 및 그 제조 방법 | |
| JP2009020975A (ja) | 多層光記録媒体及びその製造方法 | |
| JP3671484B2 (ja) | 光学記録媒体 | |
| JPH08306085A (ja) | 多層構造光学記録媒体の製造方法 | |
| JP4433632B2 (ja) | 光記録媒体の製造方法 | |
| JP2008027506A (ja) | 多層光記録媒体の製造方法 | |
| JP2007305251A (ja) | 多層光記録媒体の製造方法 | |
| JP2007226939A (ja) | 多層光記録媒体の製造方法 | |
| JP2007287253A (ja) | 光ディスクの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050628 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050628 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070605 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080325 |