EP3676410B1 - Alliages d'aluminium de haute résistance et de haute aptitude au formage leurs procédés de fabrication - Google Patents
Alliages d'aluminium de haute résistance et de haute aptitude au formage leurs procédés de fabrication Download PDFInfo
- Publication number
- EP3676410B1 EP3676410B1 EP18797512.3A EP18797512A EP3676410B1 EP 3676410 B1 EP3676410 B1 EP 3676410B1 EP 18797512 A EP18797512 A EP 18797512A EP 3676410 B1 EP3676410 B1 EP 3676410B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- aluminum alloy
- alloy
- alloy product
- alloys
- stage homogenization
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000838 Al alloy Inorganic materials 0.000 title claims description 122
- 238000000034 method Methods 0.000 title claims description 32
- 238000000265 homogenisation Methods 0.000 claims description 41
- 229910052804 chromium Inorganic materials 0.000 claims description 32
- 239000000470 constituent Substances 0.000 claims description 30
- 229910052748 manganese Inorganic materials 0.000 claims description 30
- 229910052726 zirconium Inorganic materials 0.000 claims description 24
- 229910052710 silicon Inorganic materials 0.000 claims description 23
- 229910052802 copper Inorganic materials 0.000 claims description 19
- 229910052749 magnesium Inorganic materials 0.000 claims description 19
- 229910052720 vanadium Inorganic materials 0.000 claims description 19
- 238000005266 casting Methods 0.000 claims description 15
- 229910052742 iron Inorganic materials 0.000 claims description 15
- 238000010438 heat treatment Methods 0.000 claims description 14
- 239000002245 particle Substances 0.000 claims description 14
- 239000012535 impurity Substances 0.000 claims description 13
- 229910052719 titanium Inorganic materials 0.000 claims description 13
- 230000032683 aging Effects 0.000 claims description 12
- 230000008569 process Effects 0.000 claims description 10
- 238000005097 cold rolling Methods 0.000 claims description 4
- 238000005098 hot rolling Methods 0.000 claims description 4
- 229910045601 alloy Inorganic materials 0.000 description 148
- 239000000956 alloy Substances 0.000 description 148
- 239000011651 chromium Substances 0.000 description 44
- 239000011572 manganese Substances 0.000 description 42
- 239000000047 product Substances 0.000 description 28
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 26
- 239000010949 copper Substances 0.000 description 23
- 239000011777 magnesium Substances 0.000 description 23
- 239000000203 mixture Substances 0.000 description 22
- 239000010936 titanium Substances 0.000 description 15
- 238000005275 alloying Methods 0.000 description 12
- 229910052782 aluminium Inorganic materials 0.000 description 12
- 238000009826 distribution Methods 0.000 description 12
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 11
- 230000007704 transition Effects 0.000 description 10
- 239000002244 precipitate Substances 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 238000005452 bending Methods 0.000 description 6
- 238000001953 recrystallisation Methods 0.000 description 6
- 229910052723 transition metal Inorganic materials 0.000 description 6
- 150000003624 transition metals Chemical class 0.000 description 6
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 230000006911 nucleation Effects 0.000 description 5
- 238000010899 nucleation Methods 0.000 description 5
- 239000010703 silicon Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 4
- 229910019752 Mg2Si Inorganic materials 0.000 description 4
- 238000009749 continuous casting Methods 0.000 description 4
- 238000001000 micrograph Methods 0.000 description 4
- 238000003672 processing method Methods 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 238000001878 scanning electron micrograph Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 239000011856 silicon-based particle Substances 0.000 description 3
- 229910001369 Brass Inorganic materials 0.000 description 2
- 229910015136 FeMn Inorganic materials 0.000 description 2
- 241001085205 Prenanthella exigua Species 0.000 description 2
- 238000003917 TEM image Methods 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 2
- 230000005496 eutectics Effects 0.000 description 2
- 229910052735 hafnium Inorganic materials 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910019580 Cr Zr Inorganic materials 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 238000003483 aging Methods 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000007743 anodising Methods 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 230000004807 localization Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000000399 optical microscopy Methods 0.000 description 1
- VSZWPYCFIRKVQL-UHFFFAOYSA-N selanylidenegallium;selenium Chemical compound [Se].[Se]=[Ga].[Se]=[Ga] VSZWPYCFIRKVQL-UHFFFAOYSA-N 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
Images










Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/043—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
- C22C21/04—Modified aluminium-silicon alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
- C22C21/08—Alloys based on aluminium with magnesium as the next major constituent with silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/05—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys of the Al-Si-Mg type, i.e. containing silicon and magnesium in approximately equal proportions
Definitions
- the present disclosure relates to the fields of material science, materials chemistry, metal manufacturing, aluminum alloys, and aluminum manufacturing.
- the present disclosure relates to high-strength and highly formable aluminum alloys and methods of making and processing the same.
- Aluminum alloys can exhibit high strength due, in part, to the elemental content of the alloys.
- high strength 6xxx series aluminum alloys can be prepared by including high concentrations of certain elements, such as magnesium (Mg), silicon (Si), and/or copper (Cu).
- Mg magnesium
- Si silicon
- Cu copper
- such aluminum alloys containing high concentrations of these elements display poor formability properties.
- precipitates can form along grain boundaries in an aluminum matrix. Precipitate formation along grain boundaries can increase strength in the alloy but negatively affect alloy deformation (e.g., reduce bendability, formability, or any suitable desired deformation).
- the alloys can exhibit reduced yield strength after artificial aging.
- JP H09 202933 A discloses alloys of this type.
- aluminum alloys comprising 0.8 - 1.5 wt. % Si, 0.1 - 0.5 wt. % Fe, 0.5 - 1.0 wt. % Cu, 0.5 - 0.9 wt. % Mg, up to 0.1 wt. % Ti, up to 0.5 wt. % Mn, up to 0.5 wt. % Cr, up to 0.5 wt. % Zr, 0.06 - 0.5 wt. % V, up to 0.15 wt. % impurities, and Al.
- the aluminum alloys can comprise 0.9 - 1.4 wt. % Si, 0.1 - 0.35 wt.
- the aluminum alloys can comprise 1.0 - 1.3 wt. % Si, 0.1 - 0.25 wt. % Fe, 0.7 - 0.9 wt. % Cu, 0.6 - 0.8 wt.
- the aluminum alloy comprises at least one of Mn, Cr, Zr, and V.
- a combined content of Mn, Cr, Zr, and/or V is at least 0.14 wt. % (e.g., from 0.14 wt. % to 0.4 wt. % or from 0.15 wt. % to 0.25 wt. %).
- the aluminum alloy comprises 0.06 - 0.3 wt. % V.
- the aluminum alloy comprises excess Si and the excess Si content is from 0.01 to 1.0.
- the aluminum alloy products comprising the aluminum alloy as described herein.
- the aluminum alloy products comprise a rotated cube crystallographic texture at a volume percent of at least 5 %.
- the aluminum alloy products can comprise dispersoids.
- the dispersoids are present in the aluminum alloy in an amount of at least 1,500,000 dispersoids per mm 2 .
- the dispersoids occupy an area ranging from 0.5 % to 5 % of the aluminum alloy products.
- the aluminum alloy products comprises Fe-constituents.
- the Fe-constituents can comprise Al(Fe,X)Si phase particles.
- the average particle size of the Fe-constituents is up to 4 ⁇ m.
- the aluminum alloy products can exhibit a yield strength of at least 300 MPa when in a T6 temper and/or a uniform elongation of at least 20 % and a minimum bend angle of at least 120° when in a T4 temper.
- the methods comprise casting an aluminum alloy as described herein to provide a cast article, homogenizing the cast article in a two-stage homogenization process, hot rolling and cold rolling the cast article to provide a final gauge aluminum alloy product, solution heat treating the final gauge aluminum alloy product, and pre-aging the final gauge aluminum alloy product.
- the two-stage homogenization process can comprise heating the cast article to a first stage homogenization temperature and holding the cast article at the first stage homogenization temperature for a period of time and further heating the cast article to a second stage homogenization temperature and holding the cast article at the second stage homogenization temperature for a period of time.
- the first stage homogenization temperature is from 470 °C to 530 °C and the second stage homogenization temperature is from 525 °C to 575 °C.
- the second stage homogenization temperature is higher than the first stage homogenization temperature.
- Described herein are novel aluminum alloys and products and methods of preparing the same.
- the alloys exhibit high strength and high formability.
- solute elements including Cu, Mg, and Si
- transition elements e.g., Mn, Cr, Zn, and V
- the transition elements aid in preventing precipitate formation along grain boundaries in the aluminum alloys, as further described below.
- the processing methods used to prepare the alloys and products contribute to the high strength and formability exhibited by the alloys and products.
- room temperature can include a temperature of from about 15 °C to about 30 °C, for example about 15 °C, about 16 °C, about 17 °C, about 18 °C, about 19 °C, about 20 °C, about 21 °C, about 22 °C, about 23 °C, about 24 °C, about 25 °C, about 26 °C, about 27 °C, about 28 °C, about 29 °C, or about 30 °C.
- a plate generally has a thickness of greater than about 15 mm.
- a plate may refer to an aluminum product having a thickness of greater than 15 mm, greater than 20 mm, greater than 25 mm, greater than 30 mm, greater than 35 mm, greater than 40 mm, greater than 45 mm, greater than 50 mm, or greater than 100 mm.
- a shate (also referred to as a sheet plate) generally has a thickness of from about 4 mm to about 15 mm.
- a shate may have a thickness of 4 mm, 5 mm, 6 mm, 7 mm, 8 mm, 9 mm, 10 mm, 11 mm, 12 mm, 13 mm, 14 mm, or 15 mm.
- a sheet generally refers to an aluminum alloy product having a thickness of less than about 4 mm.
- a sheet may have a thickness of less than 4 mm, less than 3 mm, less than 2 mm, less than 1 mm, less than 0.5 mm, less than 0.3 mm, or less than 0.1 mm.
- cast metal article As used herein, terms such as "cast metal article,” “cast article,” “cast aluminum alloy,” and the like are interchangeable and refer to a product produced by direct chill casting (including direct chill co-casting) or semi-continuous casting, continuous casting (including, for example, by use of a twin belt caster, a twin roll caster, a block caster, or any other continuous caster), electromagnetic casting, hot top casting, or any other casting method.
- An F condition or temper refers to an aluminum alloy as fabricated.
- An O condition or temper refers to an aluminum alloy after annealing.
- a T1 condition or temper refers to an aluminum alloy cooled from hot working and naturally aged (e.g., at room temperature).
- a T2 condition or temper refers to an aluminum alloy cooled from hot working, cold worked and naturally aged.
- a T3 condition or temper refers to an aluminum alloy solution heat treated, cold worked, and naturally aged.
- a T4 condition or temper refers to an aluminum alloy solution heat treated and naturally aged.
- a T5 condition or temper refers to an aluminum alloy cooled from hot working and artificially aged (at elevated temperatures).
- a T6 condition or temper refers to an aluminum alloy solution heat treated and artificially aged.
- a T7 condition or temper refers to an aluminum alloy solution heat treated and artificially overaged.
- a T8x condition or temper refers to an aluminum alloy solution heat treated, cold worked, and artificially aged.
- a T9 condition or temper refers to an aluminum alloy solution heat treated, artificially aged, and cold worked.
- the following aluminum alloys are described in terms of their elemental composition in weight percentage (wt. %) based on the total weight of the alloy. In certain examples of each alloy, the remainder is aluminum, with a maximum wt. % of 0.15 % for the sum of the impurities.
- novel aluminum alloys exhibit high strength and high formability. In some cases, the properties of the alloys can be achieved due to the elemental composition of the alloys.
- the aluminum alloys can be precipitation hardened or precipitation hardenable alloys.
- the aluminum alloys can be aluminum alloys classified as 2xxx series aluminum alloys (e.g., wherein copper is a predominant alloying element), 6xxx series aluminum alloys (e.g., wherein magnesium and silicon are predominant alloying elements), or 7xxx series aluminum alloys (e.g., wherein zinc is a predominant alloying element). In some cases, the aluminum alloys can be modified 2xxx series, 6xxx series, or 7xxx series aluminum alloys.
- modified as related to a series of aluminum alloys refers to an alloy composition that would typically be classified within a particular series, but the modification of one or more elements (types or amounts) results in a different predominant alloying element.
- a modified 6xxx series aluminum alloy can refer to an aluminum alloy in which copper and silicon are the predominant alloying elements rather than magnesium and silicon.
- an aluminum alloy can have the following elemental composition as provided in Table 1: Table 1 Element Weight Percentage (wt. %) Si 0.8-1.5 Fe 0.1-0.5 Cu 0.5 - 1.0 Mg 0.5-0.9 Ti 0-0.1 Mn 0 - 0.5 Cr 0 - 0.5 Zr 0 - 0.5 V 0.06 - 0.5 Others 0 - 0.05 (each) 0 - 0.15 (total) Al
- the alloy can have the following elemental composition as provided in Table 2.
- Table 2 Element Weight Percentage (wt. %) Si 0.9 - 1.4 Fe 0.1 - 0.3 Cu 0.6 - 0.9 Mg 0.6 - 0.9 Ti 0.01 - 0.09 Mn 0.01 - 0.3 Cr 0.01 - 0.3 Zr 0.01 - 0.3 V 0.06 - 0.3 Others 0 - 0.05 (each) 0 - 0.15 (total) Al
- the alloy can have the following elemental composition as provided in Table 3.
- Table 3 Element Weight Percentage (wt. %) Si 1.0 - 1.3 Fe 0.1 - 0.25 Cu 0.7 - 0.9 Mg 0.6 - 0.8 Ti 0.01 - 0.05 Mn 0.05 - 0.2 Cr 0.05 - 0.2 Zr 0.05 - 0.2 V 0.06 - 0.2 Others 0 - 0.05 (each) 0 - 0.15 (total) Al
- the alloy described herein includes silicon (Si) in an amount from 0.8 % to 1.5 % (e.g., from 0.9 % to 1.45 %, from 0.9 % to 1.4 %, from 0.9 % to 1.35 %, from 0.9 % to 1.3 %, from 0.9 % to 1.25 %, from 0.9 % to 1.2 %, from 0.95 % to 1.5 %, from 0.95 % to 1.45 %, from 0.95 % to 1.4 %, from 0.95 % to 1.35 %, from 0.95 % to 1.3 %, from 0.95 % to 1.25 %, from 0.95 % to 1.2 %, from 1.0% to 1.5 %, from 1.0% to 1.45 %, from 1.0 % to 1.4 %, from 1.0% to 1.35 %, from 1.0% to 1.3 %, from 1.0% to 1.25 %, or from 1.0 % to 1.2 %) based on the total weight of the alloy.
- the alloy can include 0.8 %, 0.81 %, 0.82 %, 0.83 %, 0.84 %, 0.85 %, 0.86 %, 0.87 %, 0.88 %, 0.89 %, 0.9 %, 0.91 %, 0.92 %, 0.93 %, 0.94 %, 0.95 %, 0.96 %, 0.97 %, 0.98 %, 0.99 %, 1.0 %, 1.01 %, 1.02 %, 1.03 %, 1.04 %, 1.05 %, 1.06 %, 1.07 %, 1.08 %, 1.09 %, 1.1 %, 1.11 %, 1.12 %, 1.13 %, 1.14 %, 1.15 %, 1.16 %, 1.17 %, 1.18 %, 1.19 %, 1.2 %, 1.21 %, 1.22 %, 1.23 %, 1.24 %, 1.25 %, 1.26 %, 1.27 %, 1.28 %, 1.29
- the alloy described herein includes iron (Fe) in an amount from 0.1 % to 0.5 % (e.g., from 0.1 % to 0.45 %, from 0.1 % to 0.4 %, from 0.1 % to 0.35 %, from 0.1 % to 0.3 %, from 0.1 % to 0.25 %, from 0.1 % to 0.2 %, from 0.15 % to 0.45 %, from 0.15 % to 0.4 %, from 0.15 % to 0.35 %, from 0.15 % to 0.3 %, from 0.15 % to 0.25 %, from 0.15 % to 0.2 %, from 0.2 % to 0.45 %, from 0.2 % to 0.4 %, from 0.2 % to 0.35 %, from 0.2 % to 0.3 %, from 0.2 % to 0.25 %, from 0.25 % to 0.45 %, from 0.25 % to 0.4 %, from 0.25 % to 0.35 %, from 0.25
- the alloy can include 0.1 %, 0.11 %, 0.12 %, 0.13 %, 0.14 %, 0.15 %, 0.16 %, 0.17 %, 0.18 %, 0.19 %, 0.2%, 0.21 %, 0.22 %, 0.23 %, 0.24 %, 0.25 %, 0.26 %, 0.27 %, 0.28 %, 0.29 %, 0.3 %, 0.31 %, 0.32 %, 0.33 %, 0.34 %, 0.35 %, 0.36 %, 0.37 %, 0.38 %, 0.39 %, 0.4 %, 0.41 %, 0.42 %, 0.43 %, 0.44 %, 0.45 %, 0.46 %, 0.47 %, 0.48 %, 0.49 %, or 0.5 % Fe. All expressed in wt. %.
- the alloy described herein includes copper (Cu) in an amount from 0.5 % to 1.0 % (e.g., from 0.55 % to 1.0 %, from 0.6 % to 1.0 %, from 0.65 % to 1.0 %, from 0.7 % to 1.0 %, from 0.75 % to 1.0 %, from 0.8 % to 1.0 %, from 0.5 % to 0.95 %, from 0.55 % to 0.95 %, from 0.6 % to 0.95 %, from 0.65 % to 0.95 %, from 0.7 % to 0.95 %, from 0.75 % to 0.95 %, from 0.8 % to 0.95 %, from 0.5 % to 0.9 %, from 0.55 % to 0.9 %, from 0.6 % to 0.9 %, from 0.65 % to 0.9 %, from 0.7 % to 0.9 %, from 0.75 % to 0.9 %, from 0.8 % to 0.9 %, from 0.5% to 0.
- the alloy can include 0.5 %, 0.51 %, 0.52 %, 0.53 %, 0.54 %, 0.55 %, 0.56 %, 0.57 %, 0.58 %, 0.59 %, 0.6 %, 0.61 %, 0.62 %, 0.63 %, 0.64 %, 0.65 %, 0.66 %, 0.67 %, 0.68 %, 0.69 %, 0.7 %, 0.71 %, 0.72 %, 0.73 %, 0.74 %, 0.75 %, 0.76 %, 0.77 %, 0.78 %, 0.79 %, 0.8 %, 0.81 %, 0.82 %, 0.83 %, 0.84 %, 0.85 %, 0.86 %, 0.87 %, 0.88 %, 0.89 %, 0.9 %, 0.91 %, 0.92 %, 0.93 %, 0.94 %, 0.95 %, 0.96 %, 0.97 %, 0.98 %, 0.99 %,
- the alloy described herein includes magnesium (Mg) in an amount from 0.5 % to 0.9 % (e.g., from 0.55 % to 0.9 %, from 0.6 % to 0.9 %, from 0.65 % to 0.9 %, from 0.7 % to 0.9 %, from 0.75 % to 0.9 %, from 0.8 % to 0.9 %, from 0.5% to 0.85 %, from 0.55 % to 0.85 %, from 0.6 % to 0.85 %, from 0.65 % to 0.85 %, from 0.7 % to 0.85 %, from 0.75 % to 0.85 %, from 0.8 % to 0.85 %, from 0.5 % to 0.8 %, from 0.55 % to 0.8 %, from 0.6 % to 0.8 %, from 0.65 % to 0.8 %, from 0.7 % to 0.8 %, or from 0.75 % to 0.8 %) based on the total weight of the alloy.
- Mg magnesium
- the alloy can include 0.5 %, 0.51 %, 0.52 %, 0.53 %, 0.54 %, 0.55 %, 0.56 %, 0.57 %, 0.58 %, 0.59 %, 0.6 %, 0.61 %, 0.62 %, 0.63 %, 0.64 %, 0.65 %, 0.66 %, 0.67 %, 0.68 %, 0.69 %, 0.7 %, 0.71 %, 0.72 %, 0.73 %, 0.74 %, 0.75 %, 0.76 %, 0.77 %, 0.78 %, 0.79 %, 0.8 %, 0.81 %, 0.82 %, 0.83 %, 0.84 %, 0.85 %, 0.86 %, 0.87 %, 0.88 %, 0.89 %, or 0.9 % Mg. All expressed in wt. %.
- the alloy described herein includes titanium (Ti) in an amount up to 0.1 % (e.g., from 0.01 % to 0.09 %, from 0.02 % to 0.09 %, from 0.03 % to 0.09 %, from 0.04 % to 0.09 %, from 0.05 % to 0.09 %, from 0.01 % to 0.08 %, from 0.02 % to 0.08 %, from 0.03 % to 0.08 %, from 0.04 % to 0.08 %, from 0.05 % to 0.08 %, from 0.01 % to 0.07 %, from 0.02 % to 0.07 %, from 0.03 % to 0.07 %, from 0.04 % to 0.07 %, from 0.05 % to 0.07 %, from 0.01 % to 0.06 %, from 0.02 % to 0.06 %, from 0.03 % to 0.06 %, from 0.04% to 0.06 %, from 0.05 % to 0.06 %, from 0.01 % to 0.06
- the alloy can include 0.01 %, 0.02 %, 0.03 %, 0.04 %, 0.05 %, 0.06 %, 0.07 %, 0.08 %, 0.09 %, or 0.1 % Ti.
- Ti is not present in the alloy (i.e., 0 % Ti). All expressed in wt. %.
- the alloy described herein includes manganese (Mn) in an amount up to 0.5 % (e.g., from 0.01 % to 0.5 %, from 0.01 % to 0.4 %, from 0.01 % to 0.3 %, from 0.01 % to 0.2 %, from 0.01 % to 0.1 %, from 0.06 % to 0.5 %, from 0.06 % to 0.4 %, from 0.06% to 0.3 %, from 0.06% to 0.2 %, from 0.06 % to 0.1 %, from 0.1% to 0.5 %, from 0.1 % to 0.4 %, from 0.1 % to 0.3 %, or from 0.1 % to 0.2 %) based on the total weight of the alloy.
- Mn manganese
- the alloy can include 0.01 %, 0.02 %, 0.03 %, 0.04 %, 0.05 %, 0.06 %, 0.07 %, 0.08 %, 0.09 %, 0.1 %, 0.11 %, 0.12 %, 0.13 %, 0.14 %, 0.15 %, 0.16 %, 0.17 %, 0.18 %, 0.19 %, 0.2 %, 0.21 %, 0.22 %, 0.23 %, 0.24 %, 0.25 %, 0.26 %, 0.27 %, 0.28 %, 0.29 %, 0.3 %, 0.31 %, 0.32 %, 0.33 %, 0.34 %, 0.35 %, 0.36 %, 0.37 %, 0.38 %, 0.39 %, 0.4 %, 0.41 %, 0.42 %, 0.43 %, 0.44 %, 0.45 %, 0.46 %, 0.47 %, 0.48 %, 0.49 %, or 0.5
- the alloy described herein includes chromium (Cr) in an amount up to 0.5 % (e.g., from 0.01 % to 0.5 %, from 0.01 % to 0.4 %, from 0.01 % to 0.3 %, from 0.01 % to 0.2 %, from 0.01 % to 0.1 %, from 0.06 % to 0.5 %, from 0.06 % to 0.4 %, from 0.06% to 0.3 %, from 0.06% to 0.2 %, from 0.06 % to 0.1 %, from 0.1% to 0.5 %, from 0.1 % to 0.4 %, from 0.1 % to 0.3 %, or from 0.1 % to 0.2 %) based on the total weight of the alloy.
- Cr chromium
- the alloy can include 0.01 %, 0.02 %, 0.03 %, 0.04 %, 0.05 %, 0.06 %, 0.07 %, 0.08 %, 0.09 %, 0.1 %, 0.11 %, 0.12 %, 0.13 %, 0.14 %, 0.15 %, 0.16 %, 0.17 %, 0.18 %, 0.19 %, 0.2 %, 0.21 %, 0.22 %, 0.23 %, 0.24 %, 0.25 %, 0.26 %, 0.27 %, 0.28 %, 0.29 %, 0.3 %, 0.31 %, 0.32 %, 0.33 %, 0.34 %, 0.35 %, 0.36 %, 0.37 %, 0.38 %, 0.39 %, 0.4 %, 0.41 %, 0.42 %, 0.43 %, 0.44 %, 0.45 %, 0.46 %, 0.47 %, 0.48 %, 0.49 %, or 0.5
- the alloy described herein includes zirconium (Zr) in an amount up to 0.5 % (e.g., from 0.01 % to 0.5 %, from 0.01 % to 0.4 %, from 0.01 % to 0.3 %, from 0.01 % to 0.2 %, from 0.01 % to 0.1 %, from 0.06 % to 0.5 %, from 0.06 % to 0.4 %, from 0.06% to 0.3 %, from 0.06% to 0.2 %, from 0.06 % to 0.1 %, from 0.1% to 0.5 %, from 0.1 % to 0.4 %, from 0.1 % to 0.3 %, or from 0.1 % to 0.2 %) based on the total weight of the alloy.
- Zr zirconium
- the alloy can include 0.01 %, 0.02 %, 0.03 %, 0.04 %, 0.05 %, 0.06 %, 0.07 %, 0.08 %, 0.09 %, 0.1 %, 0.11 %, 0.12 %, 0.13 %, 0.14 %, 0.15 %, 0.16 %, 0.17 %, 0.18 %, 0.19 %, 0.2 %, 0.21 %, 0.22 %, 0.23 %, 0.24 %, 0.25 %, 0.26 %, 0.27 %, 0.28 %, 0.29 %, 0.3 %, 0.31 %, 0.32 %, 0.33 %, 0.34 %, 0.35 %, 0.36 %, 0.37 %, 0.38 %, 0.39 %, 0.4 %, 0.41 %, 0.42 %, 0.43 %, 0.44 %, 0.45 %, 0.46 %, 0.47 %, 0.48 %, 0.49 %, or 0.5
- the alloy described herein includes vanadium (V) in an amount 0.06 - 0.5 % (e.g., from 0.06 % to 0.5 %, from 0.06 % to 0.4 %, from 0.06 % to 0.3 %, from 0.06 % to 0.2 %, from 0.06 % to 0.1 %, from 0.1% to 0.5 %, from 0.1% to 0.4 %, from 0.1% to 0.3 %, or from 0.1 % to 0.2 %) based on the total weight of the alloy.
- V vanadium
- the alloy can include 0.06 %, 0.07 %, 0.08 %, 0.09 %, 0.1 %, 0.11 %, 0.12 %, 0.13 %, 0.14 %, 0.15 %, 0.16 %, 0.17 %, 0.18 %, 0.19 %, 0.2%, 0.21 %, 0.22 %, 0.23 %, 0.24 %, 0.25 %, 0.26 %, 0.27 %, 0.28 %, 0.29 %, 0.3 %, 0.31 %, 0.32 %, 0.33 %, 0.34 %, 0.35 %, 0.36 %, 0.37 %, 0.38 %, 0.39 %, 0.4 %, 0.41 %, 0.42 %, 0.43 %, 0.44 %, 0.45 %, 0.46 %, 0.47 %, 0.48 %, 0.49 %, or 0.5 % V. All expressed in wt. %.
- the alloy compositions can further include other minor elements, sometimes referred to as impurities, in amounts of about 0.05 % or below, 0.04 % or below, 0.03 % or below, 0.02 % or below, or 0.01 % or below each.
- impurities may include, but are not limited to, Ni, Sc, Sn, Ga, Ca, Hf, Sr, or combinations thereof. Accordingly, Ni, Sc, Sn, Ga, Ca, Hf, or Sr may be present in an alloy in amounts of 0.05 % or below, 0.04 % or below, 0.03 % or below, 0.02 % or below, or 0.01 % or below. In certain aspects, the sum of all impurities does not exceed 0.15 % (e.g., 0.1 %). All expressed in wt. %.
- the alloy composition also includes aluminum. In certain aspects, the remaining percentage of the alloy is aluminum.
- a suitable alloy includes 1.20 % Si, 0.18 % Fe, 0.80 % Cu, 0.70 % Mg, 0.02 % Ti, 0.08 % Cr, 0.11 % V, and up to 0.15 % total impurities, with the remainder Al.
- another non-limiting example of a suitable alloy includes 1.20 % Si, 0.18 % Fe, 0.80 % Cu, 0.70 % Mg, 0.02 % Ti, 0.09 % Zr, 0.10 % V, and up to 0.15 % total impurities, with the remainder Al.
- a suitable alloy includes 1.20 % Si, 0.18 % Fe, 0.80 % Cu, 0.70 % Mg, 0.02 % Ti, 0.09 % Mn, 0.10 % V, and up to 0.15 % total impurities, with the remainder Al.
- the Si, Mg, and Cu content and ratios are controlled to enhance strength and formability.
- the transition element e.g., Mn, Cr, Zr, and/or V
- the transition element e.g., Mn, Cr, Zr, and/or V
- the alloy described herein includes excess Si.
- the Si and Mg content are controlled such that excess Si is present in the alloy as described herein.
- Excess Si content can be calculated according to the method described in U.S. Patent No. 4,614,552 , col. 4, lines 49-52. Briefly, Mg and Si combine as Mg 2 Si, imparting a considerable strength improvement after age-hardening.
- Si-containing constituents such as Al(FeMn)Si, can form. Excess Si is present when the Si content is above the stoichiometric ratio of Mg 2 Si and above the amount included in Al(FeMn)Si constituents.
- the excess Si content can be calculated by subtracting from the total Si content the Si needed for Mg 2 Si (Mg/1.73) and the Fe-containing phase (Fe/3).
- the excess Si content can be 1.0 or less (e.g., from 0.01 to 1.0, from 0.1 to 0.9, or from 0.5 to 0.8).
- the excess Si content can be 0.01, 0.02, 0.03, 0.04, 0.05, 0.06, 0.07, 0.08, 0.09, 0.10, 0.15, 0.20, 0.25, 0.30, 0.35, 0.40, 0.45, 0.50, 0.55, 0.60, 0.65, 0.70, 0.75, 0.80, 0.85, 0.90, 0.95, 1.0, or anywhere in between.
- the alloys described herein include at least one transition element (e.g., at least one of Mn, Cr, Zr, and/or V).
- the combined content of the transition elements in the alloys described herein is at least 0.14 wt. %.
- the combined content of Mn, Cr, Zr, and/or V can be from 0.14 wt. % to 0.40 wt. % (e.g., from 0.15 wt. % to 0.35 wt. % or from 0.25 wt. % to 0.30 wt. %).
- the combined content of Mn, Cr, Zr, and/or V is 0.14 %, 0.15 %, 0.16 %, 0.17 %, 0.18 %, 0.19 %, 0.2%, 0.21 %, 0.22 %, 0.23 %, 0.24 %, 0.25 %, 0.26 %, 0.27 %, 0.28 %, 0.29 %, 0.3 %, 0.31 %, 0.32 %, 0.33 %, 0.34 %, 0.35 %, 0.36 %, 0.37 %, 0.38 %, 0.39 %, or 0.4 %.
- one or more of the transition elements may not be present, as long as the total weight percentage of the present transition elements is at least 0.14 wt. %.
- the presence of one or more of the transition elements, such as Mn, Cr, Zr, and/or V, can advantageously form dispersoids during the processing methods described herein, such as during the homogenization step.
- the dispersoids can function as heterogeneous nucleation sites for precipitates during processing steps, such as during the solution heat treatment step.
- grain boundary (GB) precipitation occurs due to GB misorientation that is favorable for precipitate nucleation.
- the dispersoids reduce or eliminate GB precipitates and also reduce strain localization, thus diffusing strain distribution during deformation.
- the reduced or eliminated GB precipitates and/or the diffused strain distribution during deformation result in an improved bendability of the resulting alloys and alloy products.
- the dispersoids described herein can contain Al and one or more of the alloying elements found in the alloy composition as described above.
- the dispersoids can have a composition according to one or more of the following formulae: AlX, AlXX, AlXSi, Al(Fe,X), Al(Fe,X)Si, or the like, wherein each X is selected from the group consisting of Fe, Si, Mn, Cr, V, or Zr.
- the dispersoid average size and distribution are important factors that result in the desirable strength and formability properties displayed by the alloys and alloy products described herein.
- the size and distribution are influenced by the presence of transition elements, as described above, and also by the methods of processing the alloys, as further described below.
- the dispersoids can be present in the aluminum alloy in an average amount of at least 1,500,000 dispersoids per square millimeter (mm 2 ).
- the dispersoids can be present in an amount of at least 1,600,000 dispersoids per mm 2 , at least 1,700,000 dispersoids per mm 2 , at least 1,800,000 dispersoids per mm 2 , at least 1,900,000 dispersoids per mm 2 , at least 2,000,000 dispersoids per mm 2 , at least 2,100,000 dispersoids per mm 2 , at least 2,200,000 dispersoids per mm 2 , at least 2,300,000 dispersoids per mm 2 , at least 2,400,000 dispersoids per mm 2 , at least 2,500,000 dispersoids per mm 2 , at least 2,600,000 dispersoids per mm 2 , at least 2,700,000 dispersoids per mm 2 , at least 2,800,000 dispersoids per mm 2 , at least 2,900,000 dispersoids per mm 2 , or at least 3,000,000 dispersoids per mm 2 .
- the average number of dispersoids present in the aluminum alloy can be from 1,500,000 dispersoids per mm 2 to 5,000,000 dispersoids per mm 2 (e.g., from 1,750,000 dispersoids per mm 2 to 4,750,000 dispersoids per mm 2 or from 2,000,000 dispersoids per mm 2 to 4,500,000 dispersoids per mm 2 ).
- the dispersoids in the aluminum alloy can occupy an area ranging from 0.5 % to 5 % of the alloy (e.g., from 1 % to 4 % or from 1.5 % to 2.5 % of the alloy).
- the dispersoids can have an average diameter of from 10 nm to 600 nm (e.g., from 50 nm to 500 nm, from 100 nm to 450 nm, from 200 nm to 400 nm, from 10 nm to 200 nm, or from 500 nm to 600 nm).
- the dispersoids can have a diameter of 10 nm, 20 nm, 30 nm, 40 nm, 50 nm, 60 nm, 70 nm, 80 nm, 90 nm, 100 nm, 110 nm, 120 nm, 130 nm, 140 nm, 150 nm, 160 nm, 170 nm, 180 nm, 190 nm, 200 nm, 210 nm, 220 nm, 230 nm, 240 nm, 250 nm, 260 nm, 270 nm, 280 nm, 290 nm, 300 nm, 310 nm, 320 nm, 330 nm, 340 nm, 350 nm, 360 nm, 370 nm, 380 nm, 390 nm, 400 nm, 410 nm, 420 nm, 430 nm, 440 nm, 100 n
- the alloys described herein also include Fe-constituents, which are also referred to herein as Fe-containing particles.
- the Fe-constituents can include one or more of Al, Mn, Si, Cu, Ti, Zr, Cr, and/or Mg.
- the Fe-constituents can be Al(Fe,X)Si phase particles, wherein X can be Mn, Cr, Zr, and/or V, and/or AlFeSi phase particles.
- the Fe-constituents can include one or more of Al 3 Fe, Al x (Fe,Mn), Al 3 Fe, Al 12 (Fe,Mn) 3 Si, Al 7 Cu 2 Fe, Al(Fe,Mn) 2 Si 3 , Al x (Mn,Fe), and Al 12 (Mn,Fe) 3 Si.
- the presence of the transition elements described herein results in the transformation of AlFeSi particles into Al(Fe,X)Si particles.
- the number of Al(Fe,X)Si phase particles, which are spheroid particles is greater than the number of AlFeSi phase particles, which are flake or needle type particles.
- At least 50 % of the Fe-constituents are present as Al(Fe,X)Si particles (e.g., at least 55 %, at least 60 %, at least 65 %, at least 70 %, at least 75 %, at least 80 %, at least 85 %, at least 90 %, or at least 95 % of the Fe-constituents are present as Al(Fe,X)Si particles).
- the Fe-constituents can have an average particle size of up to 4 ⁇ m.
- the Fe-constituents, on average can range in size from 0.1 ⁇ m to 4 ⁇ m (e.g., from 0.5 ⁇ m to 3.5 ⁇ m or from 1 ⁇ m to 3 ⁇ m).
- the Cr, Mn, Zr, and/or V content and ratios are controlled to form the desired size, type, and distribution of dispersoids, which leads to improved formability and strength.
- a ratio of Cr to Mn (also referred to herein as the Cr/Mn ratio) can be from 0.15:1 to 0.7:1 (e.g., from 0.3:1 to 0.6:1 or from 0.4:1 to 0.55:1).
- the Cr/Mn ratio can be 0.15:1, 0.16:1, 0.17:1, 0.18:1, 0.19:1, 0.20:1, 0.21:1, 0.22:1, 0.23:1, 0.24:1, 0.25:1, 0.26:1, 0.27:1, 0.28:1, 0.29:1, 0.30:1, 0.31:1, 0.32:1, 0.33:1, 0.34:1, 0.35:1, 0.36:1, 0.37:1, 0.38:1, 0.39:1, 0.40:1, 0.41:1, 0.42:1, 0.43:1, 0.44:1, 0.45:1, 0.46:1, 0.47:1, 0.48:1, 0.49:1, 0.50:1, 0.51:1, 0.52:1, 0.53:1, 0.54:1, 0.55:1, 0.56:1, 0.57:1, 0.58:1, 0.59:1, 0.60:1, 0.61:1, 0.62:1, 0.63:1, 0.64:1, 0.65:1, 0.66:1, 0.67:1, 0.68:1, 0.69:1, or 0.70:1.
- a ratio of Cr to V (also referred to herein as the Cr/V ratio) can be from 0.5:1 to 1.5:1 (e.g., from 0.6:1 to 1.4:1 or from 0.7:1 to 1.3:1).
- the Cr/V ratio can be 0.50:1, 0.51:1, 0.52:1, 0.53:1, 0.54:1, 0.55:1, 0.56:1, 0.57:1, 0.58:1, 0.59:1, 0.60:1, 0.61:1, 0.62:1, 0.63:1, 0.64:1, 0.65:1, 0.66:1, 0.67:1, 0.68:1, 0.69:1, 0.70:1, 0.71:1, 0.72:1, 0.73:1, 0.74:1, 0.75:1, 0.76:1, 0.77:1, 0.78:1, 0.79:1, 0.80:1, 0.81:1, 0.82:1, 0.83:1, 0.84:1, 0.85:1, 0.86:1, 0.87:1, 0.88:1, 0.89:1, 0.90:1, 0.91:1, 0.92:1, 0.93:1, 0.94:1, 0.95:1, 0.96:1, 0.97:1, 0.98:1, 0.99:1, 1.0:1, 1.1:1, 1.2:1, 1.3:1, 1.4:1, or 1.5:1.
- a ratio of Cr to Zr (also referred to herein as the Cr/Zr ratio) can be from 0.5:1 to 1.5:1 (e.g., from 0.6:1 to 1.4:1 or from 0.7:1 to 1.3:1).
- the Cr/Zr ratio can be 0.50:1, 0.51:1, 0.52:1, 0.53:1, 0.54:1, 0.55:1, 0.56:1, 0.57:1, 0.58:1, 0.59:1, 0.60:1, 0.61:1, 0.62:1, 0.63:1, 0.64:1, 0.65:1, 0.66:1, 0.67:1, 0.68:1, 0.69:1, 0.70:1, 0.71:1, 0.72:1, 0.73:1, 0.74:1, 0.75:1, 0.76:1, 0.77:1, 0.78:1, 0.79:1, 0.80:1, 0.81:1, 0.82:1, 0.83:1, 0.84:1, 0.85:1, 0.86:1, 0.87:1, 0.88:1, 0.89:1, 0.90:1, 0.91:1, 0.92:1, 0.93:1, 0.94:1, 0.95:1, 0.96:1, 0.97:1, 0.98:1, 0.99:1, 1.0:1, 1.1:1, 1.2:1, 1.3:1, 1.4:1, or 1.5:1.
- a ratio of V to Mn can be from 0.8:1 to 1.4:1 (e.g., from 0.9:1 to 1.3:1 or from 0.9:1 to 1.2:1).
- the V/Mn ratio can be 0.80:1, 0.81:1, 0.82:1, 0.83:1, 0.84:1, 0.85:1, 0.86:1, 0.87:1, 0.88:1, 0.89:1, 0.90:1, 0.91:1, 0.92:1, 0.93:1, 0.94:1, 0.95:1, 0.96:1, 0.97:1, 0.98:1, 0.99:1, 1.0:1, 1.1:1, 1.2:1, 1.3:1, or 1.4:1.
- a ratio of V to Zr can be from 0.8:1 to 1.4:1 (e.g., from 0.9:1 to 1.3:1 or from 0.9:1 to 1.2:1).
- the V/Zr ratio can be 0.80:1, 0.81:1, 0.82:1, 0.83:1, 0.84:1, 0.85:1, 0.86:1, 0.87:1, 0.88:1, 0.89:1, 0.90:1, 0.91:1, 0.92:1, 0.93:1, 0.94:1, 0.95:1, 0.96:1, 0.97:1, 0.98:1, 0.99:1, 1.0:1, 1.1:1, 1.2:1, 1.3:1, or 1.4:1.
- a ratio of V to Cr can be from 0.8:1 to 1.4:1 (e.g., from 0.9:1 to 1.3:1 or from 0.9:1 to 1.2:1).
- the V/Cr ratio can be 0.80:1, 0.81:1, 0.82:1, 0.83:1, 0.84:1, 0.85:1, 0.86:1, 0.87:1, 0.88:1, 0.89:1, 0.90:1, 0.91:1, 0.92:1, 0.93:1, 0.94:1, 0.95:1, 0.96:1, 0.97:1, 0.98:1, 0.99:1, 1.0:1, 1.1:1, 1.2:1, 1.3:1, or 1.4:1.
- the mechanical properties of the aluminum alloy can be controlled by various aging conditions depending on the desired use.
- the alloy can be produced (or provided) in a T4 temper or a T6 temper.
- the proposed alloy has very high formability and bendability in the T4 temper and very high strength in the T6 temper.
- the aluminum alloy may have a T4 yield strength ranging from 150 MPa to 250 MPa (e.g., 150 MPa, 160 MPa, 170 MPa, 180 MPa, 190 MPa, 200 MPa, 210 MPa, 220 MPa, 230 MPa, 240 MPa, or 250 MPa). In some cases, the yield strength is from 185 MPa to 195 MPa.
- the alloy in the T4 temper provides a uniform elongation of at least 20 % (e.g., from 20% to 30% or from 22 % to 26%).
- the uniform elongation can be 20 %, 21 %, 22 %, 23 %, 24 %, 25 %, 26 %, 27 %, 28 %, 29 %, or 30 %.
- the uniform elongation is measured in the longitudinal (L) direction.
- the alloy in the T4 temper provides a bend angle, as tested according to VDA 238-100, of at least 120°.
- the bend angle can be from 120° to 140° (e.g., 120°, 121°, 122°, 123°, 124°, 125°, 126°, 127°, 128°, 129°, 130°, 131°, 132°, 133°, 134°, 135°, 136°, 137°,138°, 139°, or 140°).
- including V can improve the formability of the alloys.
- alloys that include V exhibit an increase in bend angle of up to 10° (e.g., showing an improvement of at least 5°, at least 6°, at least 7°, at least 8°, at least 9°, at least 10°, or anywhere in between) as compared to alloys that do not contain V.
- the aluminum alloy may have a T6 yield strength of at least 200 MPa.
- the yield strength is at least 200 MPa, at least 210 MPa, at least 220 MPa, at least 230 MPa, at least 240 MPa, at least 250 MPa, at least 260 MPa, at least 270 MPa, at least 280 MPa, at least 290 MPa, or at least 300 MPa, at least 310 MPa, at least 320 MPa, at least 330 MPa, at least 340 MPa, at least 350 MPa, at least 360 MPa, at least 370 MPa, or at least 375 MPa.
- the yield strength is from 200 MPa to 400 MPa (e.g., 200 MPa, 210 MPa, 220 MPa, 230 MPa, 240 MPa, 250 MPa, 260 MPa, 270 MPa, 280 MPa, 290 MPa, 300 MPa, 310 MPa, 320 MPa, 330 MPa, 340 MPa, 350 MPa, 360 MPa, 370 MPa, or 375 MPa).
- 200 MPa 210 MPa, 220 MPa, 230 MPa, 240 MPa, 250 MPa, 260 MPa, 270 MPa, 280 MPa, 290 MPa, 300 MPa, 310 MPa, 320 MPa, 330 MPa, 340 MPa, 350 MPa, 360 MPa, 370 MPa, or 375 MPa.
- the alloy in the T6 temper provides a uniform elongation of at least 5 % (e.g., from 5 % to 10 % or from 6 % to 9 %).
- the uniform elongation can be 5 %, 6 %, 7 %, 8 %, 9 %, or 10 %.
- the uniform elongation is measured in the longitudinal (L) direction.
- the alloy products also include recrystallization texture components at a surface of the alloy products.
- the alloy products include one or more of the following recrystallization texture components: cube, goss, brass, S, Cu, and rotated cube (referred to as "RC").
- RC rotated cube
- at least 5 volume % of the rotated cube texture component is present in the alloy product (e.g., from 5 vol. % to 20 vol. %, from 6 vol. % to 18 vol. %, from 8 vol. % to 15 vol. %, from 10 vol. % to 13 vol. %, or from 5 vol. % to 6 vol. %).
- Such a rotated cube texture component can result in desirable bending in the alloy product.
- aluminum alloy properties are partially determined by the formation of microstructures during the alloy's preparation.
- the method of preparation for an alloy composition may influence or even determine whether the alloy will have properties adequate for a desired application.
- the alloy described herein can be cast into a cast article using any suitable casting method.
- the casting process can include a direct chill (DC) casting process.
- the casting process can include a continuous casting (CC) process.
- the cast article can then be subjected to further processing steps.
- the processing methods as described herein can include the steps of homogenizing, hot rolling, cold rolling, solutionizing, and pre-aging. In some cases, the processing methods can also include an artificial aging step.
- the homogenization step includes a two-stage heating process.
- a cast article prepared from an alloy composition described herein can be heated to a first stage homogenization temperature (e.g., the dispersoid nucleation temperature).
- the first stage homogenization temperature can be from 470 °C to 530 °C (e.g., 470 °C, 480 °C, 490 °C, 500 °C, 510 °C, 520 °C, 530 °C, or anywhere in between).
- a heating rate to the first stage homogenization temperature can be 100 °C/hour or less, 75 °C/hour or less, 50 °C/hour or less, 40 °C/hour or less, 30 °C/hour or less, 25 °C/hour or less, 20 °C/hour or less, or 15 °C/hour or less.
- the heating rate to the first stage homogenization temperature can be from 10 °C/min to 100 °C/min (e.g., from 15 °C/min to 90 °C/min, from 20 °C/min to 80 °C/min, from 30 °C/min to 80 °C/min, from 40 °C/min to 70 °C/min, or from 45 °C/min to 65 °C/min).
- the cast article is then allowed to soak (i.e., held at the indicated temperature) for a period of time.
- the cast article is allowed to soak for up to 6 hours (e.g., from 30 minutes to 6 hours, inclusively).
- the cast article can be soaked at a temperature of from 470 °C to 530 °C for 30 minutes, 1 hour, 2 hours, 3 hours, 4 hours, 5 hours, 6 hours, or anywhere in between.
- the temperature of the cast article is increased to a temperature higher than the temperature used for the first stage of the homogenization process.
- the cast article temperature can be increased, for example, to a temperature at least 5 °C higher than the aluminum alloy cast article temperature during the first stage of the homogenization process.
- the cast article can be further heated to a second stage homogenization temperature (e.g., a dispersoid coarsening temperature) of from 525 °C to 575 °C (e.g., from 530 °C to 570 °C or from 535 °C to 565 °C).
- the second stage homogenization temperature can be 525 °C, 530 °C, 535 °C, 540 °C, 545 °C, 550 °C, 555 °C, 560 °C, 565 °C, 570 °C, 575 °C, or anywhere in between) in a second homogenization step.
- a heating rate to the second stage homogenization temperature can be 50 °C/hour or less, 30 °C/hour or less, or 25 °C/hour or less.
- the cast article is then allowed to soak for a period of time during the second stage.
- the cast article is allowed to soak for up to 5 hours (e.g., from 20 minutes to 5 hours, inclusively).
- the cast article can be soaked at a temperature of from 525 °C to 575 °C for 15 minutes, 20 minutes, 30 minutes, 45 minutes, 1 hour, 1.5 hours, 2 hours, 3 hours, 4 hours, 5 hours, or anywhere in between.
- a hot rolling step is performed.
- the cast articles are laid down and hot-rolled with an entry temperature range of 500 °C to 560 °C (e.g., from 510 °C to 550 °C or from 520 °C to 540 °C).
- the entry temperature can be, for example, 505 °C, 510 °C, 515 °C, 520 °C, 525 °C, 530 °C, 535 °C, 540 °C, 545 °C, 550 °C, 555 °C, 560 °C, or anywhere in between.
- the hot roll exit temperature can range from 250 °C to 380 °C (e.g., from 275 °C to 370 °C or from 300 °C to 360 °C).
- the hot roll exit temperature can be 255 °C, 260 °C, 265 °C, 270 °C, 275 °C, 280 °C, 285 °C, 290 °C, 295 °C, 300 °C, 305 °C, 310 °C, 315 °C, 320 °C, 325 °C, 330 °C, 335 °C, 340 °C, 345 °C, 350 °C, 355 °C, 360 °C, 365 °C, 370 °C, 375 °C, or 380 °C.
- the cast article is hot rolled to a 4 mm to 15 mm gauge (e.g., from 5 mm to 12 mm gauge), which is referred to as a hot band.
- the cast article can be hot rolled to a 15 mm gauge, a 14 mm gauge, a 13 mm gauge, a 12 mm gauge, an 11 mm gauge, a 10 mm gauge, a 9 mm gauge, an 8 mm gauge, a 7 mm gauge, a 6 mm gauge, a 5 mm gauge, or a 4 mm gauge.
- the temper of the as-rolled hot band is referred to as F-temper.
- the hot band is cold rolled to a final gauge aluminum alloy sheet.
- the final gauge aluminum alloy sheet has a thickness of 4 mm or less, 3 mm or less, 2 mm or less, 1 mm or less, 0.9 mm or less, 0.8 mm or less, 0.7 mm or less, 0.6 mm or less, 0.5 mm or less, 0.4 mm or less, 0.3 mm or less, 0.2 mm or less, or 0.1 mm.
- the solutionizing step can include heating the aluminum alloy sheet or other rolled article from room temperature to a peak metal temperature.
- the peak metal temperature can be from 520 °C to 590 °C (e.g., from 520 °C to 580 °C, from 530 °C to 570 °C, from 545 °C to 575 °C, from 550 °C to 570 °C, from 555 °C to 565 °C, from 540 °C to 560 °C, from 560 °C to 580 °C, or from 550 °C to 575 °C).
- the aluminum alloy sheet can soak at the peak metal temperature for a period of time.
- the aluminum alloy sheet is allowed to soak for up to approximately 2 minutes (e.g., from 10 seconds to 120 seconds inclusively).
- the sheet can be soaked at the temperature of from 520 °C to 590 °C for 10 seconds, 15 seconds, 20 seconds, 25 seconds, 30 seconds, 35 seconds, 40 seconds, 45 seconds, 50 seconds, 55 seconds, 60 seconds, 65 seconds, 70 seconds, 75 seconds, 80 seconds, 85 seconds, 90 seconds, 95 seconds, 100 seconds, 105 seconds, 110 seconds, 115 seconds, 120 seconds, or anywhere in between.
- pre-aging can include heating the aluminum alloy sheet to a temperature of from 80 °C to 120 °C (e.g., 80 °C, 85 °C, 90 °C, 95 °C, 100 °C, 105 °C, 110 °C, 115 °C, 120 °C, or anywhere in between) and coiling the aluminum alloy sheet.
- the coiled aluminum alloy sheet can be cooled (i.e., coil cooling is performed) for a period of up to 24 hours (e.g., 1 hour, 2 hours, 6 hours, 12 hours, 18 hours, 24 hours, or anywhere in between).
- the aluminum alloy sheet can then be naturally aged and/or artificially aged.
- the aluminum alloy sheet can be naturally aged for a period of time to result in a T4 temper.
- the aluminum alloy sheet can be naturally aged for 1 week or more, 2 weeks or more, 3 weeks or more, or 4 weeks or more.
- the aluminum alloy sheet in the T4 temper can be artificially aged at a temperature of from 180 °C to 225 °C (e.g., 185 °C, 190 °C, 195 °C, 200 °C, 205 °C, 210 °C, 215 °C, 220 °C, or 225 °C) for a period of time to result in a T6 temper.
- the aluminum alloy sheet can be artificially aged for a period from 15 minutes to 3 hours (e.g., 15 minutes, 30 minutes, 60 minutes, 90 minutes, 105 minutes, 2 hours, 2.5 hours, 3 hours, or anywhere in between) to result in a T6 temper.
- the alloys, products, and methods described herein can be used in automotive, electronics, and transportation applications, such as commercial vehicle, aircraft, or railway applications.
- the alloys can be used for chassis, cross-member, and intra-chassis components (encompassing, but not limited to, all components between the two C channels in a commercial vehicle chassis) to gain strength, serving as a full or partial replacement of high-strength steels.
- the alloys can be used in F, T4, T6, or T8x tempers.
- the alloys are used with a stiffener to provide additional strength.
- the alloys are useful in applications where the processing and operating temperature is approximately 150 °C or lower.
- the alloys and methods can be used to prepare motor vehicle body part products.
- the disclosed alloys and methods can be used to prepare automobile body parts, such as bumpers, side beams, roof beams, cross beams, pillar reinforcements (e.g., A-pillars, B-pillars, and C-pillars), inner panels, side panels, floor panels, tunnels, structure panels, reinforcement panels, inner hoods, or trunk lid panels.
- pillar reinforcements e.g., A-pillars, B-pillars, and C-pillars
- inner panels e.g., side panels, floor panels, tunnels, structure panels, reinforcement panels, inner hoods, or trunk lid panels.
- the disclosed aluminum alloys and methods can also be used in aircraft or railway vehicle applications, to prepare, for example, external and internal panels.
- the described alloys and methods can also be used to prepare housings for electronic devices, including mobile phones and tablet computers.
- the alloy can be used to prepare housings for the outer casing of mobile phones (e.g., smart phones) and tablet bottom chassis, with or without anodizing.
- Exemplary consumer electronic products include mobile phones, audio devices, video devices, cameras, laptop computers, desktop computers, tablet computers, televisions, displays, household appliances, video playback and recording devices, and the like.
- Exemplary consumer electronic product parts include outer housings (e.g., facades) and inner pieces for the consumer electronic products.
- Alloys were prepared for strength and formability testing.
- the compositions for these alloys are provided in Table 4 below.
- the remainder is A Alloys D4, D5 and D6 are according to the present invention, alloys D1, D2 and D3 are not.
- the alloys were prepared by DC casting the components into ingots and homogenizing the ingots in a two-step homogenization step as described herein.
- the first step provided nucleation of a maximum amount of fine dispersoids (e.g., dispersoids having a diameter of less than about 10 nm).
- the second step coarsened the fine dispersoids.
- the homogenized ingots were then laid down and hot rolled according to the methods as described herein to a 10 mm gauge.
- the hot band was coiled and cooled and was then cold rolled to a 2 mm gauge.
- a solution heat treatment step was then performed at 560 °C for 35 seconds.
- a pre-aging step was performed by heating the sheet to 100 °C and soaking for 1 hour (e.g., to simulate coil cooling as described above), followed by natural aging to achieve the T4 temper.
- the T6 temper was then achieved by aging the T4 alloys at 200 °C for 30 minutes.
- the properties of the D1 - D6 alloys in T4 temper were determined.
- Tensile testing was performed according to ASTM B557 in three directions relative to a rolling direction of the alloy sheets to evaluate anisotropic properties that can occur during recrystallization.
- Yield strength (referred to as “YS” and indicated by histograms) and uniform elongation (referred to as "UE” and indicated by points) are shown in Figure 1 for a longitudinal direction along the rolling direction (referred to as "L” and indicated by vertical stripes), a transverse direction 90° to the rolling direction (referred to as "T” and indicated by horizontal stripes), and a diagonal direction 45° to the rolling direction (referred to as "D” and indicated by cross-hatching).
- the alloys exhibited isotropic behavior in all three directions subjected to tensile testing even with elongated recrystallized grain structures as observed in Figure 2 .
- the uniform elongation values ranged from 24 % to 26 % and the yield strengths were from 185 MPa to 195 MPa.
- Figure 3 shows the yield strengths and uniform elongations for alloys D1 - D6 in T4 and T6 tempers.
- the composition had a negligible effect on yield strength and uniform elongation.
- the composition had a negligible effect on uniform elongation and a decrease in yield strength of about 10 MPa for alloys including V in the composition.
- the decrease in yield strength can be attributed to solute loss (e.g., Si, Mg, and/or Cu) during solutionizing by heterogeneous nucleation of solute precipitates on V-containing dispersoids.
- Figure 4 is a graph showing bend angle test results for alloys D1 - D6 in a T4 temper.
- Addition of Cr and V produced a large number of fine dispersoids which improves bending by diffusing strain distribution during deformation (e.g., bending, forming, stamping, or any suitable deformation process).
- Mn combined with Fe and Si to form and spheroidize Fe- constituents, rather than forming dispersoids, due to the high diffusivity of Mn as compared to Zr, Cr, and/or V.
- Spheroidization of the Fe-constituents improved bending by eliminating elongated (i.e., needle-like) particulates that can initiate cracking during deformation.
- V-containing alloys e.g., alloys D4 - D6
- Figure 5 compares yield strength (YS) and bend angle (VDA) for alloys D1 - D6 in T4 and T6 tempers.
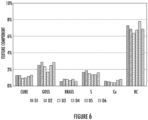
- FIG 6 shows recrystallization texture components for alloys D1 - D6, including cube, goss, brass, S, Cu, and rotated cube (referred to as "RC").
- Each alloy D1 - D6 exhibited a similar distribution of texture components, and composition had a negligible effect on recrystallization texture.
- each alloy exhibited a relatively high amount of rotated cube texture, resulting in the significantly improved bending angles shown in Figure 4 and Figure 5 .
- Figure 7 shows transmission electron microscopy (TEM) images of alloys D1 - D6 in T4 temper. Evident in the TEM images is dispersoid formation (shown as bright white particulates) in each alloy. Alloy D4 (including Cr and V) exhibited a higher dispersoid amount due to the relatively low diffusivities of Cr and V. Likewise, alloys D5 and D6 exhibited a lower number of dispersoids due to the relatively higher diffusivities of Mn and Zr. Accordingly, alloy D6 exhibited a lesser amount of dispersoids attributed to an affinity of Mn to be incorporated in Fe-constituents and to not solely form Mn dispersoids.
- TEM transmission electron microscopy
- Figure 8 shows dispersoid number density (histograms) and area fraction (open circles) for alloys D1 - D6 in T4 temper. Alloys not containing V (alloys D1 - D3) exhibited similar dispersoid number density. Alloy D2 (incorporating only Cr as a transition metal alloying element) exhibited a higher dispersoid area fraction compared to alloys D1 and D3 (incorporating Mn and Cr (D1) and Zr and Cr (D3)). Alloy D4 (incorporating Cr and V) exhibited the highest dispersoid number density and the highest dispersoid area fraction.
- FIG 9 shows scanning electron microscopy (SEM) images of alloys D1 - D6 in a T4 temper.
- SEM scanning electron microscopy
- Fe-constituent formation shown as bright white elongated particulates.
- Each of the alloys D1 - D6 exhibited similar amounts of Fe-constituent formation, and similar Fe-constituent particle size distribution as shown in Figure 10 .
- employing transition metal alloying elements reduced the formation of Fe-constituents (e.g., AlFeSi) by replacing a portion of the Fe, thus forming spherical Al(Fe,X)Si constituents.
- Fe-constituents e.g., AlFeSi
- Each alloy continued to exhibit AlFeSi (elongated particulates) due to the presence of excess Si and processing at a low homogenization temperature (e.g., about 500 °C), with a reduced size and size distribution in alloys not employing the transition metal alloying elements.
- the AlFeSi constituents in alloys not containing the transition metal alloying elements exhibited a larger size than the AlFeSi constituents observed in the alloys containing the transition metal alloying elements.
- Fe-constituent size and size distribution was evaluated at a depth of about 0.5 mm from a surface of the aluminum alloy sheet (referred to as quarter thickness, indicated "QT" in the graph).
- Figure 11 shows optical microscopy (referred to as "OM") and SEM images of alloy D1.
- Alloy D1 was subjected to a one-step homogenization after casting, including a thermal ramp of 50 °C per hour to 560 °C, soaked for 2 hours, and subsequently hot rolled, cold rolled, solutionized, pre-aged, and naturally aged as described above.
- Evident in the OM images is incipient and/or eutectic melting of Mg 2 Si in alloy D1 (shown as dark areas).
- SEM images show the dark areas are voids that formed in the alloy during homogenization.
- Energy dispersive X-ray spectroscopy (EDXS) showed Fe-constituents present in the voids (shown as bright particulates).
- EDXS Energy dispersive X-ray spectroscopy
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Cell Electrode Carriers And Collectors (AREA)
- Continuous Casting (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Powder Metallurgy (AREA)
- Forging (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
- Metal Rolling (AREA)
Claims (15)
- Alliage d'aluminium, comprenant 0,8 à 1,5 % en poids de Si, 0,1 à 0,5 % en poids de Fe, 0,5 à 1,0 % en poids de Cu, 0,5 à 0,9 % en poids de Mg, jusqu'à 0,1 % en poids de Ti, jusqu'à 0,5 % en poids de Mn, jusqu'à 0,5 % en poids de Cr, jusqu'à 0,5 % en poids de Zr, 0,06 à 0,5 % en poids de V, jusqu'à 0,15 % en poids d'impuretés, et de l'Al.
- Alliage d'aluminium selon la revendication 1, comprenant 0,9 à 1,4 % en poids de Si, 0,1 à 0,35 % en poids de Fe, 0,6 à 0,9 % en poids de Cu, 0,6 à 0,9 % en poids de Mg, 0,01 à 0,09 % en poids de Ti, jusqu'à 0,3 % en poids de Mn, jusqu'à 0,3 % en poids de Cr, jusqu'à 0,3 % en poids de Zr, 0,06 à 0,3 % en poids de V, jusqu'à 0,15 % en poids d'impuretés, et de l'Al.
- Alliage d'aluminium selon la revendication 1, comprenant 1,0 à 1,3 % en poids de Si, 0,1 à 0,25 % en poids de Fe, 0,7 à 0,9 % en poids de Cu, 0,6 à 0,8 % en poids de Mg, 0,01 à 0,05 % en poids de Ti, jusqu'à 0,2 % en poids de Mn, jusqu'à 0,2 % en poids de Cr, jusqu'à 0,2 % en poids de Zr, 0,06 à 0,2 % en poids de V, jusqu'à 0,15 % en poids d'impuretés, et de l'Al.
- Alliage d'aluminium selon l'une quelconque des revendications 1 à 3, dans lequel une teneur combinée de Mn, Cr, Zr et/ou V est d'au moins 0,14 % en poids et de préférence,dans lequel la teneur combinée de Mn, Cr, Zr et/ou V est de 0,14 % en poids à 0,4 % en poids et de manière davantage préférée,dans lequel la teneur combinée de Mn, Cr, Zr et/ou V est de 0,15 % en poids à 0,25 % en poids.
- Alliage d'aluminium selon l'une quelconque des revendications 1, dans lequel l'alliage d'aluminium comprend 0,06 à 0,3 % en poids de V.
- Alliage d'aluminium selon l'une quelconque des revendications 1 à 5, dans lequel l'alliage d'aluminium comprend un excès de Si et dans lequel une teneur de Si en excès est de 0,01 à 1,0.
- Produit en alliage d'aluminium, comprenant l'alliage d'aluminium selon l'une quelconque des revendications 1 à 6.
- Produit en alliage d'aluminium selon la revendication 7, dans lequel le produit en alliage d'aluminium comprend une texture cristallographique cubique tournée à un pourcentage en volume d'au moins 5 %.
- Produit en alliage d'aluminium selon la revendication 7, dans lequel le produit en alliage d'aluminium comprend des dispersoïdes en une quantité d'au moins 1 500 000 dispersoïdes par mm2.
- Produit en alliage d'aluminium selon la revendication 9, dans lequel les dispersoïdes occupent une aire allant de 0,5 % à 5 % du produit en alliage d'aluminium.
- Produit en alliage d'aluminium selon l'une quelconque des revendications 7 à 10, dans lequel le produit en alliage d'aluminium comprend des constituants de Fe et en particulier,
dans lequel les constituants de Fe comprennent des particules de phase Al(Fe,X)Si. - Produit en alliage d'aluminium selon la revendication 11, dans lequel une taille moyenne de particule des constituants de Fe est jusqu'à 4 µm.
- Produit en alliage d'aluminium selon l'une quelconque des revendications 7 à 12, dans lequel le produit en alliage d'aluminium comprend une limite d'élasticité d'au moins 300 MPa lorsqu'il est dans une trempe T6 et en particulier,
dans lequel le produit en alliage d'aluminium comprend un allongement uniforme d'au moins 20 % et un angle de pliage minimal d'au moins 120° lorsqu'il est dans une trempe T4. - Procédé de production d'un produit en alliage d'aluminium, comprenant :le coulage d'un alliage d'aluminium selon l'une quelconque des revendications 1 à 6 pour former un article coulé ;l'homogénéisation de l'article coulé dans un procédé d'homogénéisation à deux stades, dans lequel le procédé d'homogénéisation à deux stades comprend le chauffage de l'article coulé à une température d'homogénéisation de premier stade et le maintien de l'article coulé à la température d'homogénéisation de premier stade pendant une période de temps et le chauffage supplémentaire de l'article coulé à une température d'homogénéisation de deuxième stade et le maintien de l'article coulé à la température d'homogénéisation de deuxième stade pendant une période de temps ;le laminage à chaud et le laminage à froid pour fournir un produit en alliage d'aluminium de calibre final ;le traitement thermique en solution du produit en alliage d'aluminium de calibre final ; etle prévieillissement du produit en alliage d'aluminium de calibre final.
- Procédé selon la revendication 14, dans lequel la température d'homogénéisation de premier stade est de 470 °C à 530 °C et la température d'homogénéisation de deuxième stade est de 525 °C à 575 °C, et dans lequel la température d'homogénéisation de deuxième stade est supérieure à la température d'homogénéisation de premier stade.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762575573P | 2017-10-23 | 2017-10-23 | |
| PCT/US2018/057054 WO2019083969A1 (fr) | 2017-10-23 | 2018-10-23 | Alliages d'aluminium de haute résistance et de haute aptitude au formage leurs procédés de fabrication |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3676410A1 EP3676410A1 (fr) | 2020-07-08 |
| EP3676410B1 true EP3676410B1 (fr) | 2023-08-09 |
Family
ID=64110304
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18797512.3A Active EP3676410B1 (fr) | 2017-10-23 | 2018-10-23 | Alliages d'aluminium de haute résistance et de haute aptitude au formage leurs procédés de fabrication |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20190119799A1 (fr) |
| EP (1) | EP3676410B1 (fr) |
| JP (3) | JP2020537039A (fr) |
| CN (1) | CN111247260A (fr) |
| ES (1) | ES2955293T3 (fr) |
| MX (1) | MX2020003528A (fr) |
| WO (1) | WO2019083969A1 (fr) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4081355A4 (fr) * | 2019-12-23 | 2024-01-10 | Alcoa Usa Corp | Alliages d'extrusion de série 6xxx à haute résistance |
| CN111876700B (zh) * | 2020-06-08 | 2021-12-03 | 中南大学 | 一种粉末冶金铝合金冷轧板材的热处理工艺 |
| JP2024505008A (ja) * | 2021-01-29 | 2024-02-02 | アーコニック テクノロジーズ エルエルシー | 新規6xxxアルミニウム合金 |
| CN116179904A (zh) * | 2022-10-13 | 2023-05-30 | 烟台南山学院 | 一种低Sc、低Zn/Mg比的铝合金板材及其时效工艺 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4614552A (en) | 1983-10-06 | 1986-09-30 | Alcan International Limited | Aluminum alloy sheet product |
| JPH06136478A (ja) * | 1992-10-23 | 1994-05-17 | Kobe Steel Ltd | 成形加工性に優れた焼付硬化型Al合金板及びその製造方法 |
| JP2626958B2 (ja) * | 1993-03-16 | 1997-07-02 | スカイアルミニウム株式会社 | 成形性および焼付硬化性に優れたアルミニウム合金板の製造方法 |
| US5522950A (en) * | 1993-03-22 | 1996-06-04 | Aluminum Company Of America | Substantially lead-free 6XXX aluminum alloy |
| JPH07166285A (ja) * | 1993-06-08 | 1995-06-27 | Shinko Alcoa Yuso Kizai Kk | 焼付硬化型Al合金板及びその製造方法 |
| JPH07252570A (ja) * | 1994-03-17 | 1995-10-03 | Kobe Steel Ltd | 自動車パネル用Al−Mg−Si系合金板 |
| JP3351087B2 (ja) * | 1994-03-17 | 2002-11-25 | 株式会社神戸製鋼所 | Al−Mg−Si系合金板の製法 |
| JPH0978210A (ja) * | 1995-09-07 | 1997-03-25 | Mitsubishi Materials Corp | アルミ合金製車両ホイールの製造方法および車両ホイール |
| JPH09202933A (ja) * | 1996-01-25 | 1997-08-05 | Nippon Steel Corp | 焼入性に優れた高強度アルミニウム合金 |
| JPH11350058A (ja) * | 1998-06-12 | 1999-12-21 | Shinko Alcoa Yuso Kizai Kk | 成形性及び焼き付け硬化性に優れるアルミニウム合金板及びその製造方法 |
| JP2000282163A (ja) * | 1999-03-30 | 2000-10-10 | Kobe Steel Ltd | 張出し成形性及び曲げ成形性に優れたAl−Mg−Si系合金板 |
| JP4045326B2 (ja) * | 1999-11-09 | 2008-02-13 | 株式会社神戸製鋼所 | プレス成形性に優れたAl−Mg−Si系Al合金板 |
| JP2001262265A (ja) * | 2000-03-22 | 2001-09-26 | Kobe Steel Ltd | 高成形性アルミニウム合金板の熱間圧延材 |
| JP4603134B2 (ja) * | 2000-07-21 | 2010-12-22 | 株式会社神戸製鋼所 | 表面光沢度に優れた輸送機パネル材用アルミニウム合金板 |
| JP4708555B2 (ja) * | 2000-12-13 | 2011-06-22 | 株式会社神戸製鋼所 | 成形性と平坦度に優れたアルミニウム合金圧延薄板の連続溶体化焼き入れ処理方法 |
| JP2003268475A (ja) * | 2002-03-12 | 2003-09-25 | Sky Alum Co Ltd | 成形加工用アルミニウム合金板およびその製造方法 |
| BR0312098A (pt) * | 2002-06-24 | 2005-03-29 | Corus Aluminium Walzprod Gmbh | Método para a produção de liga de al-mg-si balanceada de alta resistência e produto desta liga capaz de ser soldado |
| JP2004211176A (ja) * | 2003-01-07 | 2004-07-29 | Nippon Steel Corp | 成形性、塗装焼付け硬化性及び耐食性に優れたアルミニウム合金板並びに製造方法 |
| JP2004211177A (ja) * | 2003-01-07 | 2004-07-29 | Nippon Steel Corp | 成形性、塗装焼付け硬化性及び形状に優れたアルミニウム合金板並びに製造方法 |
| TW200536946A (en) * | 2003-12-11 | 2005-11-16 | Nippon Light Metal Co | Method for producing Al-Mg-Si alloy excellent in bake-hardenability and hemmability |
| JP2007169740A (ja) * | 2005-12-22 | 2007-07-05 | Kobe Steel Ltd | 成形性に優れたアルミニウム合金板およびその製造方法 |
| JP4939093B2 (ja) * | 2006-03-28 | 2012-05-23 | 株式会社神戸製鋼所 | ヘム曲げ性およびベークハード性に優れる自動車パネル用6000系アルミニウム合金板の製造方法 |
| JP4944474B2 (ja) * | 2006-03-30 | 2012-05-30 | 株式会社神戸製鋼所 | 伸びフランジ性に優れたアルミニウム合金板およびその製造方法 |
| JP2009173972A (ja) * | 2008-01-22 | 2009-08-06 | Kobe Steel Ltd | 成形時のリジングマーク性に優れたアルミニウム合金板 |
| JP2009173973A (ja) * | 2008-01-22 | 2009-08-06 | Kobe Steel Ltd | 成形時のリジングマーク性に優れたアルミニウム合金板 |
| JP5203772B2 (ja) * | 2008-03-31 | 2013-06-05 | 株式会社神戸製鋼所 | 塗装焼付け硬化性に優れ、室温時効を抑制したアルミニウム合金板およびその製造方法 |
| JP5385025B2 (ja) * | 2009-06-18 | 2014-01-08 | 株式会社神戸製鋼所 | 成形性に優れた高強度ボルト用アルミニウム合金線棒材およびその製造方法、高強度フランジボルトおよびその製造方法 |
| JP5400510B2 (ja) * | 2009-07-15 | 2014-01-29 | 株式会社Uacj | 深絞り性と曲げ加工性に優れた成形加工用アルミニウム合金板 |
| CN101643869B (zh) * | 2009-09-04 | 2011-04-06 | 河池学院 | 高强度汽车铝合金轮辋 |
| JP5758676B2 (ja) * | 2011-03-31 | 2015-08-05 | 株式会社神戸製鋼所 | 成形加工用アルミニウム合金板およびその製造方法 |
| CN102337429B (zh) * | 2011-08-18 | 2013-12-25 | 苏州有色金属研究院有限公司 | 高强度Al-Mg-Si-Cu合金及其制备方法 |
| CN103757507B (zh) * | 2014-02-25 | 2016-04-27 | 北京科技大学 | 一种汽车车身外板用高烤漆硬化铝合金材料及其制备方法 |
| JP5901738B2 (ja) * | 2014-03-27 | 2016-04-13 | 株式会社神戸製鋼所 | アルミニウム合金鍛造材およびその製造方法 |
| CN104630556B (zh) * | 2015-02-06 | 2016-08-17 | 中南大学 | 一种超高强高韧高耐蚀CuNiSiNbSn系弹性铜合金及其制备方法 |
| JP6445958B2 (ja) * | 2015-12-14 | 2018-12-26 | 株式会社神戸製鋼所 | 自動車用アルミニウム合金鍛造材 |
| US10513766B2 (en) * | 2015-12-18 | 2019-12-24 | Novelis Inc. | High strength 6XXX aluminum alloys and methods of making the same |
| JP2017155251A (ja) * | 2016-02-29 | 2017-09-07 | 株式会社神戸製鋼所 | 強度と延性に優れたアルミニウム合金鍛造材およびその製造方法 |
| WO2017170835A1 (fr) * | 2016-03-30 | 2017-10-05 | 株式会社神戸製鋼所 | Feuille d'alliage d'aluminium et procédé de fabrication de feuille d'alliage d'aluminium |
-
2018
- 2018-10-23 EP EP18797512.3A patent/EP3676410B1/fr active Active
- 2018-10-23 WO PCT/US2018/057054 patent/WO2019083969A1/fr unknown
- 2018-10-23 JP JP2020519667A patent/JP2020537039A/ja active Pending
- 2018-10-23 ES ES18797512T patent/ES2955293T3/es active Active
- 2018-10-23 US US16/168,146 patent/US20190119799A1/en active Pending
- 2018-10-23 CN CN201880068803.7A patent/CN111247260A/zh active Pending
- 2018-10-23 MX MX2020003528A patent/MX2020003528A/es unknown
-
2022
- 2022-08-30 JP JP2022136728A patent/JP2022172234A/ja active Pending
-
2023
- 2023-10-23 JP JP2023181583A patent/JP2024010058A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP3676410A1 (fr) | 2020-07-08 |
| CN111247260A (zh) | 2020-06-05 |
| ES2955293T3 (es) | 2023-11-29 |
| JP2022172234A (ja) | 2022-11-15 |
| JP2024010058A (ja) | 2024-01-23 |
| WO2019083969A1 (fr) | 2019-05-02 |
| US20190119799A1 (en) | 2019-04-25 |
| JP2020537039A (ja) | 2020-12-17 |
| MX2020003528A (es) | 2020-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3676410B1 (fr) | Alliages d'aluminium de haute résistance et de haute aptitude au formage leurs procédés de fabrication | |
| EP2635720B1 (fr) | Pièce automobile formée faite à partir d'un produit d'alliage d'aluminium et son procédé de fabrication | |
| EP3827108B1 (fr) | Alliages d'aluminium recyclés à aptitude au formage élevée et leurs procédés de préparation | |
| CN102498229B (zh) | 用于高变形要求的铝镁硅带材 | |
| CA3068470C (fr) | Alliages d'aluminium a haute performance ayant des quantites elevees de materiau recycle et leurs procedes de fabrication | |
| JP2006118047A (ja) | 自動車車体用に適するアルミニウム合金およびアルミニウム合金圧延シートの製造方法 | |
| CA3110293C (fr) | Produits en alliage d'aluminium pouvant etre traites thermiquement, a haute resistance, rapidement vieillis et leurs procedes de fabrication | |
| EP3662091A1 (fr) | Produit en feuille laminé de série 6xxxx à formabilité améliorée | |
| JPH0747807B2 (ja) | 成形加工用アルミニウム合金圧延板の製造方法 | |
| EP3555332B1 (fr) | Alliages d'aluminium de haute résistance et de haute aptitude au formage résistance au durcissement par vieillissement naturel et ses procédés de fabrication | |
| US10704128B2 (en) | High-strength corrosion-resistant aluminum alloys and methods of making the same | |
| US6344096B1 (en) | Method of producing aluminum alloy sheet for automotive applications | |
| WO2018206696A1 (fr) | Procédé de fabrication d'un produit de tôle laminée en alliage al-si-mg doté d'une excellente aptitude au formage | |
| WO2021168064A1 (fr) | Contrôle de la microstructure d'alliage d'aluminium pour résistance à la corrosion et performances de liaison améliorées | |
| JP2004238657A (ja) | アウタパネル用アルミニウム合金板の製造方法 | |
| EP3652356B1 (fr) | Alliage d'aluminium résistant à la corrosion, à résistance élevée, et procédé de fabrication associé | |
| JP3208234B2 (ja) | 成形性に優れた成形加工用アルミニウム合金板およびその製造方法 | |
| WO2024097460A1 (fr) | Alliages d'aluminium de la série 6 xxx à haute teneur en recyclés et leurs procédés de préparation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200331 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20230329 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230524 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602018055088 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20230920 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2955293 Country of ref document: ES Kind code of ref document: T3 Effective date: 20231129 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20230809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231110 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231117 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231211 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231109 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231209 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231110 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20231013 Year of fee payment: 6 Ref country code: IT Payment date: 20231204 Year of fee payment: 6 Ref country code: FR Payment date: 20231023 Year of fee payment: 6 Ref country code: DE Payment date: 20231018 Year of fee payment: 6 Ref country code: AT Payment date: 20231019 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20231023 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602018055088 Country of ref document: DE Representative=s name: WEICKMANN & WEICKMANN PATENT- UND RECHTSANWAEL, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 602018055088 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 1597594 Country of ref document: AT Kind code of ref document: T Effective date: 20230809 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |