EP3643635A1 - Unbefüllter, unverschlossener seitenfaltenverpackungsbeutel - Google Patents
Unbefüllter, unverschlossener seitenfaltenverpackungsbeutel Download PDFInfo
- Publication number
- EP3643635A1 EP3643635A1 EP18202406.7A EP18202406A EP3643635A1 EP 3643635 A1 EP3643635 A1 EP 3643635A1 EP 18202406 A EP18202406 A EP 18202406A EP 3643635 A1 EP3643635 A1 EP 3643635A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bag
- front walls
- unfilled
- packaging bag
- gusset packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 75
- 238000007789 sealing Methods 0.000 claims description 35
- 239000000463 material Substances 0.000 claims description 14
- 238000000926 separation method Methods 0.000 claims description 3
- 238000000034 method Methods 0.000 description 20
- 239000010408 film Substances 0.000 description 15
- 238000004519 manufacturing process Methods 0.000 description 12
- 230000008569 process Effects 0.000 description 11
- -1 polyethylene Polymers 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- 238000004080 punching Methods 0.000 description 6
- 235000013305 food Nutrition 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000005429 filling process Methods 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 241000196324 Embryophyta Species 0.000 description 2
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 239000004629 polybutylene adipate terephthalate Substances 0.000 description 2
- 229920002961 polybutylene succinate Polymers 0.000 description 2
- 239000004631 polybutylene succinate Substances 0.000 description 2
- 239000004626 polylactic acid Substances 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 241000282326 Felis catus Species 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 206010053648 Vascular occlusion Diseases 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000000109 continuous material Substances 0.000 description 1
- 229920006238 degradable plastic Polymers 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000012939 laminating adhesive Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000011104 metalized film Substances 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/10—Bags or like containers made of paper and having structural provision for thickness of contents with gusseted sides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/02—Bags or like containers made of paper and having structural provision for thickness of contents with laminated walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/06—Handles
- B65D33/08—Hand holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/25—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners
- B65D33/2508—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor
Definitions
- the invention relates to an unfilled, unsealed side gusset packaging bag and also to such a side gusset packaging bag after closing.
- the unfilled, unsealed side gusset packaging bag has two front walls, two side gussets arranged between the front walls and connecting the front walls, and a stand base, usually designed as a bottom gusset, which is arranged between the front walls and is connected at its edges to the front walls and the side gussets by heat-sealing seams.
- a stand that is present as a bottom fold in a flat, unfilled, unlocked side-gusset packaging bag is approximately completely flat with a filled bag - apart from a central crease line and in rectangular sealing seams, it can ensure very good stability.
- the film bag is formed directly during the packaging process, with a prefabricated one for this purpose Foil is fed.
- Foil is fed.
- FFS process form-fill-seal process
- a system for shaping the film bags must be available, operated and maintained directly at the plant, which fills the products.
- the present invention relates to an alternative concept in which initially unfilled, unsealed side gusset packaging bags are manufactured and provided by a corresponding specialized manufacturer, so that customers of such unfilled, unsealed side gusset packaging bags then only have to fill in the desired filling material and close the side gusset packaging bag.
- This has the advantage that very simple devices such as a hopper and a simple heat sealing system are sufficient.
- Corresponding unfilled, unsealed side gusset packaging bags can be formed in different ways, and reclosure devices and other functional elements can also be integrated.
- gusseted packaging bags can be manufactured one after the other by folding and heat sealing them from a continuous material web, so that the direction of production of the bags then corresponds to the course of the gussets and thus also to a longitudinal direction of the bag.
- Such a manufacturing process is also referred to as a "longitudinal process". Since only one material web for the front walls and the side gussets is fed in and formed into a side gusseted tube by suitable folding devices, a relatively simple procedure results.
- a bag head can be heat-sealed in the desired manner and provided with a head seal which, together with a suitable material punching out, forms beveled and / or rounded bag corners on the bag head.
- the front walls are connected to one another by producing a corresponding head seal, and a reclosure can also be arranged well on the bag head or immediately below the bag head.
- Such an unfilled, unsealed side gusset packaging bag can then be filled on the underside (FIG. 5a).
- the filled gusset packaging bag is then sealed with a seal ( Fig. 4 ) closed, the closing seam then being located in the center on the underside of the filled gusset packaging bag ( Fig. 1 ).
- Comparable gusseted packaging bags are also from the US 7 210 848 B2 and the DE 103 40 099 A1 known.
- a stand base is provided in the generic gusseted packaging bag according to the preamble of claim 1, which is arranged between the front walls and is connected at its edges by heat seal seams to the front walls and the side gussets.
- Such a stand base is usually formed by a separately fed bottom fold, which then at the manufacturing process is sealed.
- the bottom fold folds out and forms a substantially flat surface, starting from the rectangular shape of the base in the set-up state, which additionally achieves a particularly advantageous stabilization by the surrounding sealing seams.
- a generic gusset packaging bag is from the EP 1 541 332 B1 known.
- the production of the successive side gusset packaging bags takes place perpendicular to the course of the side gussets, so that such a method is also referred to as the "cross method".
- Another generic side gusset packaging bag formed in a transverse process is from the EP 2 857 323 A1 known.
- the advantage of a transverse method is that the side folds running along a long side of the side-gusset packaging bag can be shortened relative to the front walls, so that a reclosure can then be arranged in a particularly simple manner above the side folds.
- EP 3 246 266 A1 , EP 3 023 356 B1 and DE 10 2008 021 505 A1 referenced which also disclose generic, prefabricated, unfilled and unsealed side gusset packaging bags.
- the present invention is based on the object of improving the visual appearance and the comfort for a user without impairing the stability and without complicating the filling and closing.
- the object of the invention and the solution to the problem are an unfilled, unsealed side gusset packaging bag according to claim 1 and a filled side gusset packaging bag obtainable therewith according to claim 13.
- beveled and / or rounded bag corners are provided on a bag head opposite the stand base, that the bag head has corner seals in the area of the bag corners and that the front walls between the corner seals are unconnected to form a filling opening are.
- the beveled and / or rounded corners of the bag give the side gusset packaging bag a particularly high-quality appearance. This applies in particular if the side gusset packaging bag has a handle on the bag head, which can be formed, for example, in the unconnected area of the front walls by a material separation. Such a material separation can consist of an incision, a punching or a punching out.
- the beveled and / or rounded corners of the bag also result in better comfort for the user because sharp corners can be avoided. For example, the risk of "getting caught" on other objects when carrying the side-gusset packaging bag or further handling is also reduced.
- the present invention different sealing steps are therefore provided on the bag head, which are usually carried out at different locations and with other systems.
- the invention is based on the finding that, in the manufacture of unfilled, unsealed side gusset packaging bags (premade bags), even complicated structures and process steps can easily be carried out by specialized manufacturers for subsequent filling.
- the corner seals can also be formed in this way, which are adapted to the bevelled and / or rounded bag corners.
- corner seals thus produce comparatively complicated and specially adapted sealing structures, the filling opening still remaining between the corner seals, into which, for example, a filling funnel can be inserted.
- corner seals are prefabricated as relatively complicated and sophisticated structures, after filling, they can be closed by at least one simple transverse sealing seam.
- a handle is cut, punched or punched out on the bag head, then a transverse sealing seam above and a further transverse sealing seam below the handle are expediently produced. Even then, simple manufacture is possible because only straight seams need to be produced.
- the unfilled, unsealed side gusset packaging bag can in principle be produced in a transverse process or in a modified longitudinal process in which the bottom gusset is arranged and fastened as a stand in a separate process step.
- the side folds extend to the bag head and are connected there by the corner seals to the front walls.
- the side gussets can also be expedient to fix the side gussets to the bag head in the folded state so that they do not gap open there when the side gusset packaging bag is filled.
- a fixation is possible, for example, by glue or circular punched holes in the side folds, which are initially folded on themselves, whereby the two front walls are then locally connected to each other during the sealing process and in particular when the corner seal is created, and thus also the respectively assigned side fold, through the openings formed in this way fix.
- the corner seals each have a first optionally curved leg along the contour of the associated beveled and / or rounded corner of the bag, a second leg adjoining the first leg and extending in a transverse direction of the bag.
- an optionally provided carrying handle can be arranged in relation to a longitudinal direction of the bag between the ends of the first legs and the ends of the second legs.
- the gusseted packaging bag can be equipped with further functional elements within the scope of the invention.
- a reclosure is arranged on one of the front walls.
- the reclosure can extend to the longitudinal seal seams, where the gussets are connected to the front walls.
- such a reclosure can also end in front of the side edges of the front walls.
- the reclosure can have, for example, two closure strips, each with a latching section and a connecting lug, the latching sections being operable either by hand or with a slide in the manner of a zipper.
- the reclosure can be arranged below and at a distance from the corner seals. This ensures that even when producing transverse sealing seams for closing the side gusset packaging bag at the level of the corner seals, only the two opposite front walls and the areas of the side gussets adjoining them are to be sealed together. A sufficient distance between the reclosure and the corner seals also means that these conditions are present even in the case of production inaccuracies during the production of the cross seal seams.
- the scope of the invention results in a smaller filling opening.
- the corner seals do not move along the transverse direction of the bag extend over the side folds inserted between the front walls.
- the corner seals can extend over 50% to 90% of the width of the self-folded side gussets.
- at least a partial area of the side folds is then unconnected, so that a comparatively large filling opening can still be formed there.
- the gussets should also be selected in a suitable size.
- the side folds inserted between the front walls in a flat state along the bag transverse direction each extend over 15% to 30% of a width of the front walls, so that the distance between the side folds then between 40% and 70% of the width of the front walls corresponds.
- the shape of the bag corners there are various design options for the shape of the bag corners. Sharp-edged, right-angled corners can be avoided both by a simple bevel and by an arc in the form of a radius. However, geometries which are composed of a plurality of curves and / or bevels are preferred.
- the corners of the bag can be rounded, for example, in an S-shape. In a particularly preferred manner, a first convex arc is obtained starting from the upper edge of the bag and then a concave arc up to the lateral edge of the bag.
- the bevelling and / or rounding at the corners of the bag preferably extends in the longitudinal direction of the bag over a length and in the transverse direction of the bag over a width of in each case between 1 cm and 10 cm, preferably between 3 cm and 8 cm.
- the invention also relates to the filled and closed side gusset bag according to claim 13, which receives a filling material.
- Typical filling goods for which the gusset packaging bag is suitable are, for example, pelletized pet food, cat litter, powdery or granular building products, pourable foods or the like. Precisely when the side-gusset packaging bag is provided with a reclosure according to a preferred embodiment of the invention, partial quantities of the filling material can also be removed, the remaining filling material then being protected by the reclosure.
- the side gusset packaging bag is formed from a corresponding heat sealable material.
- a multilayer film is usually used, the film having a heat-sealable layer on the inside of a bag, in particular based on polyolefin, and an outer layer on the outside of the bag.
- the sealing layer is expediently heat-sealable in order to be able to form and seal the gusset packaging bag by heat-sealing.
- the heat-sealable material also comes in various biological forms degradable plastics such as polylactic acid (PLA), polybutylene adipate terephthalate (PBAT) and polybutylene succinate (PBS).
- the outer layer is less easily heat-sealable than the sealing layer, for which purpose the outer layer can have a higher melting or softening temperature.
- the outer layer can be formed in particular from polyester, in particular polyethylene terephthalate (PET), such an outer layer usually being oriented.
- PET polyethylene terephthalate
- suitable materials for the outer layer are, for example, polyamide, polypropylene or polylactic acid, these materials also preferably having an orientation caused by stretching, which leads to a reduction in the tendency to melt when heat-sealed.
- the multilayer bag film is preferably laminated by adhesive.
- further layers can also be provided, for example in order to increase the barrier effect.
- a film layer made of ethylene-vinyl alcohol copolymer (EVOH), a thin metal film or a metallized film layer can be provided as a barrier.
- the thickness of the front walls, the gussets and the base is usually between 60 ⁇ m and 200 ⁇ m, preferably between 70 ⁇ m and 170 ⁇ m.
- a bag film can be provided which has an outer layer made of PET, a metallized intermediate layer made of PET and a sealing layer made of PE.
- the thickness of the two PET layers can be for example 12 microns and the thickness of the sealing layer 140 microns.
- all three layers can each be formed as a single film and connected by a laminating adhesive. This is particularly advantageous if an imprint is to be produced between the two PET layers. Starting from the outer layer, it is in fact not possible, because of the metallization, to have an imprint arranged even further inside at the transition to the sealing layer.
- the filling space preferably has a volume between 4 l and 20 l, the filling weight depending on the density of the filling material.
- the filling weight can be, for example, between 2.5 kg and 10 kg. Similar volumes and weights also result for foods such as rice.
- the gusset packaging bag can also be provided for larger or smaller containers.
- the Fig. 1 shows an unfilled, unsealed gusset packaging bag in a flat state.
- the gusseted bag is pre-produced and made available for subsequent filling - usually in another company.
- the correspondingly prefabricated gusset packaging bag has two front walls 1 and two gussets 2, which are arranged between the front walls 1 and connect the front walls 1 to one another.
- a stand base 3 is formed by a bottom fold initially arranged between the front walls 1, the stand base 3 at its edges by heat-sealing seams 4 (cf. Fig. 3 ) is connected to the front walls 1 and the gussets 2.
- the side folds 2 inserted between the front walls 1 extend in the flat state shown along a bag transverse direction q each over 15% to 30% of a width b of the front walls determined along the bag transverse direction q.
- S-shaped rounded bag corners 6 are provided, which can be formed, for example, by punching or trimming.
- the gussets 2 extend along a longitudinal direction I over the entire length or height of the front walls 1, so that, according to the course of the bag corners 6, the side folds 2 are cut or punched together with the front walls 1 in the desired manner.
- the bag head 5 has corner seals 7 in the area of the bag corners 6, which are approximately V-shaped.
- the corner seals 7 comprise a first leg 8 which runs along the contour of the S-shaped bag corner 6. Starting from an upper bag edge 9, a second leg 10 of the corner seal 7 adjoins below the first leg 8, the second leg 10 running along the transverse direction q.
- the corner seals 7 do not extend beyond the side folds 2 along the transverse direction q.
- the corner seals 7 can each extend, for example, over 50% to 90% of the width of the gussets 2 inserted. If the two front walls 1 are then moved away from each other for filling at the upper edge of the bag 9, the unconnected part of the side gussets 2 can spread apart and thus, despite the corner seals 7, still open a relatively large filling opening 11.
- the side gussets 2 are fixed there in the folded state by connecting points 12.
- a handle 13 is formed by an incision or a stamping, the handle 13 being located with respect to the longitudinal direction I between the ends of the first legs 8 on the one hand and the ends of the second legs 10 on the other. If - as explained below - simple transverse sealing seams 14 are produced at the ends (cf. Fig. 3 ), the handle 13 is seen in the longitudinal direction I between the transverse sealing seams 14.
- a reclosure 15 is shown, which with fastening seams 16 on the in Fig. 1 front front wall 1 is attached.
- the reclosure 15 comprises a slide 17, with which latching sections 18 of the reclosure 15 can be separated and connected.
- the slide 17 Before opening for the first time, the slide 17 is located in an opening 19 of the associated front wall 1, it being possible for an adjacent section of the front wall 1 to be torn out along a line of weakness 20.
- the line of weakness 20 can be formed by perforation, punching or particularly preferably by means of a laser.
- the fastening seams 16 of the reclosure 15 extend to longitudinal seal seams 21, at which the side gussets 2 are connected to the front walls 1.
- the Figure 2A shows the initially unfilled, unsealed side gusset packaging bag according to the Fig. 1 during a filling process, a filling funnel 22 being inserted into the filling opening 11. Since the shape of the corner seals 7, which are comparatively complicated, are already present in the prefabricated side-gusset packaging bag, according to FIG Figure 2A shown filling process of the gusset packaging bags are closed in a known manner by simple, straight transverse sealing seams 14, the transverse sealing seams 14 connecting the corner seals 7 to one another.
- a transverse sealing seam 14 is produced above and below the handle 13 for each side gusset packaging bag. Since the transverse sealing seams 14 extend as far as the corner seals 7, a closed frame is thus formed around the carrying handle 13, a tight seal of the filled side-gusset packaging bag also being ensured.
- conventional straight heat sealing jaws 23 are shown schematically.
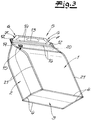
- the Fig. 3 finally shows the filled gusset packaging bag in a perspective view.
- FIG Fig. 4 A preferred embodiment of the reclosure 15 is shown in FIG Fig. 4 shown.
- Reclosure 15 can be seen with a slide 17, which acts on latching sections 18.
- a connecting lug 24 adjoins the latching sections 18, starting from the assigned front wall 1, the rear connecting lug 24 being fastened with a separate film strip 26 above the slide 17 and above the latching sections 18. Since the two connecting lugs 24 are initially connected to one another, a tight seal is ensured before opening for the first time, although the slide 17 according to FIG Fig. 1 is arranged in an associated opening 19.
- the entire reclosure 15, including the film strip 25, is arranged below and at a distance from the corner seals 7 and the lower transverse sealing seam 14.
Abstract
Description
- Die Erfindung betrifft einen unbefüllten, unverschlossenen Seitenfaltenverpackungsbeutel sowie auch einen solchen Seitenfaltenverpackungsbeutel nach dem Verschließen.
- Der unbefüllte, unverschlossene Seitenfaltenverpackungsbeutel weist zwei Frontwände, zwei zwischen den Frontwänden angeordnete und die Frontwände verbindende Seitenfalten und einen üblicherweise als Bodenfalte ausgestalteten Standboden auf, welcher zwischen den Frontwänden angeordnet ist und an seinen Rändern durch Heißsiegelnähte mit den Frontwänden und den Seitenfalten verbunden ist.
- Ein als Bodenfalte bei einem flachliegenden unbefüllten, unverschlossenen Seitenfaltenverpackungsbeutel vorliegender Standboden ist bei einem befüllten Beutel - abgesehen von einer mittigen Knicklinie sowie in rechteckig umlaufenden Siegelnähten etwa völlig flach und kann eine sehr gute Standfestigkeit sicherstellen.
- Aus der Praxis sind unterschiedliche Ausgestaltungen von Folienverpackungen bekannt, die sich in ihrer Herstellung deutlich unterscheiden.
- In der Regel ist es so, dass einerseits die Herstellung einer Beutelfolie zur Bildung eines Folienbeutels und das Verpacken der aufzunehmenden Produkte und Güter andererseits durch unterschiedlicher Unternehmen an unterschiedlichen Orten erfolgen.
- Gemäß einem ersten in der Praxis verbreiteten Ansatz erfolgt die Bildung des Folienbeutels direkt bei dem Verpackungsprozess, wobei dazu eine vorgefertigte Folie zugeführt wird. Ein solcher integrierter Prozess wird in der Praxis auch als FFS-Verfahren (Form-Fill-Seal-Verfahren) bezeichnet. Bei einem solchen FFS-Verfahren muss also eine Anlage zur Ausformung der Folienbeutel direkt bei dem Betrieb vorhanden sein, betrieben und gewartet werden, welches die Produkte abfüllt.
- Die vorliegende Erfindung betrifft dagegen ein alternatives Konzept, bei dem zunächst unbefüllte, unverschlossene Seitenfaltenverpackungsbeutel von einem entsprechenden spezialisierten Hersteller gefertigt und bereitgestellt werden, so dass dann Abnehmer solcher unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel lediglich das gewünschte Füllgut einfüllen und den Seitenfaltenverpackungsbeutel verschließen müssen. Es ergibt sich der Vorteil, dass dazu sehr einfache Einrichtungen wie ein Fülltrichter und eine einfache Heißsiegelanlage ausreichend sind.
- Entsprechende unbefüllte, unverschlossene Seitenfaltenverpackungsbeutel können auf unterschiedliche Art gebildet werden, wobei auch Wiederverschlusseinrichtungen und andere Funktionselemente integriert werden können.
- So können Seitenfaltenverpackungsbeutel durch Falten und Heißsiegeln aus einer kontinuierlichen Materialbahn hintereinander gefertigt werden, so dass dann die Produktionsrichtung der Beutel dem Verlauf der Seitenfalten und damit auch einer Beutellängsrichtung entspricht. Ein solches Herstellungsverfahren wird auch als "Längs-Verfahren" bezeichnet. Da lediglich eine Materialbahn für die Frontwände und die Seitenfalten zugeführt und durch geeignete Falteinrichtungen zu einem Seitenfaltenschlauch geformt wird, ergibt sich eine relativ einfache Verfahrensführung.
- In der
EP 3 023 350 A1 ist ein entsprechendes Längsverfahren (Fig. 4 ) sowie ein resultierender, unverschlossener Seitenfaltenbeutel (Fig. 3 ) beschrieben. Bei dem Herstellungsprozess kann ein Beutelkopf in gewünschter Weise heißgesiegelt und mit einer Kopfsiegelung versehen werden, welche zusammen mit einer geeigneten Materialausstanzung abgeschrägte und/oder abgerundete Beutelecken am Beutelkopf bildet. Durch die Erzeugung einer entsprechenden Kopfsiegelung werden die Frontwände miteinander verbunden, wobei an dem Beutelkopf bzw. unmittelbar unterhalb des Beutelkopfes auch gut ein Wiederverschluss angeordnet werden kann. Die Befüllung eines solchen unbefüllten, unverschlossenen Seitenfaltenverpackungsbeutels kann dann an der Unterseite erfolgen (Fig. 5a). Der befüllte Seitenfaltenverpackungsbeutel wird dann durch eine Siegelnaht (Fig. 4 ) geschlossen, wobei sich dann die Verschlussnaht mittig an der Unterseite des befüllten Seitenfaltenverpackungsbeutels befindet (Fig. 1 ). - Vergleichbare Seitenfaltenverpackungsbeutel sind auch aus der
US 7 210 848 B2 und derDE 103 40 099 A1 bekannt. - Bei den beschriebenen in einem klassischen Längs-Verfahren gebildeten Seitenfaltenverpackungsbeutel ergibt sich der Nachteil einer relativ schlechten Standfestigkeit durch die an der Unterseite mittige Verschlussnaht.
- Um einen Seitenfaltenverpackungsbeutel mit einer verbesserten Standfestigkeit und einer noch besseren Formbeständigkeit zu erreichen, ist bei dem gattungsgemäßen Seitenfaltenverpackungsbeutel gemäß dem Oberbegriff des Patentanspruches 1 ein Standboden vorgesehen, welcher zwischen den Frontwänden angeordnet und an seinen Rändern durch Heißsiegelnähte mit den Frontwänden und den Seitenfalten verbunden ist. Ein solcher Standboden wird üblicherweise von einer separat zugeführten Bodenfalte gebildet, die dann bei dem Herstellungsprozess eingesiegelt wird. Im befüllten Zustand klappt sich dann die Bodenfalte aus und bildet eine im Wesentlichen ebene Fläche, wobei ausgehend von der im aufgestellten Zustand rechteckigen Form des Standbodens durch die umlaufenden Siegelnähte zusätzlich noch eine besonders vorteilhafte Stabilisierung erreicht wird.
- Ein gattungsgemäßer Seitenfaltenverpackungsbeutel ist aus der
EP 1 541 332 B1 bekannt. Die Produktion der aufeinander folgenden Seitenfaltenverpackungsbeutel erfolgt senkrecht zu dem Verlauf der Seitenfalten, so dass ein solches Verfahren auch als "Quer-Verfahren" bezeichnet wird. - Ein weiterer gattungsgemäßer, in einem Quer-Verfahren gebildeter Seitenfaltenverpackungsbeutel ist aus der
EP 2 857 323 A1 bekannt. Wie auch in der zuvor genanntenEP 1 541 332 B1 beschrieben, ergibt sich bei einem Quer-Verfahren der Vorteil, dass dort die entlang einer Längsseite des Seitenfaltenverpackungsbeutels verlaufenden Seitenfalten gegenüber den Frontwänden gekürzt sein können, so dass dann ein Wiederverschluss oberhalb der Seitenfalten auf besonders einfache Weise angeordnet werden kann. - Darüber hinaus ist es möglich, auch bei einem Längs-Verfahren einen Standboden durch eine separate Bodenfalte zu bilden. Hierzu wird auf die
EP 3 246 266 A1 ,EP 3 023 356 B1 undDE 10 2008 021 505 A1 verwiesen, welche jeweils auch gattungsgemäße vorgefertige, unbefüllte und unverschlossene Seitenfaltenverpackungsbeutel offenbaren. - Bei dem gattungsgemäßen unbefüllten, unverschlossen Seitenfaltenverpackungsbeutel mit einem Standboden erfolgt die Befüllung üblicherweise an dem Beutelkopf, wozu dort noch keine Siegelungen vorhanden sind. Dabei ist zu beachten, dass in den Abfüllbetrieben eine möglichst einfache Handhabung gewünscht wird. Nach dem Befüllen der Seitenfaltenverpackungsbeutel - üblicherweise mittels eines Fülltrichters - erfolgt ein dichter Verschluss durch zumindest eine einfache Quersiegelnaht. Dabei ist - wie zuvor erläutert - zu beachten, dass bei der Abfüllung möglichst einfache und zuverlässige Verfahrensschritte gewünscht sind.
- Die verschiedenen Beuteltypen haben sich in der Praxis bewährt und haben spezifische Vor- und Nachteile.
- Ausgehend von einem gattungsgemäßen Seitenfaltenverpackungsbeutel liegt der vorliegenden Erfindung die Aufgabe zugrunde, das optische Erscheinungsbild sowie den Komfort für einen Benutzer zu verbessern, ohne die Standfestigkeit zu beeinträchtigen und ohne das Befüllen und Verschließen zu erschweren.
- Gegenstand der Erfindung und Lösung der Aufgabe sind ein unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel gemäß Patentanspruch 1 sowie ein damit erhältlicher befüllter Seitenfaltenverpackungsbeutel gemäß Patentanspruch 13.
- Ausgehend von einem gattungsgemäßen unbefüllten, unverschlossenen Seitenfaltenverpackungsbeutel ist demnach erfindungsgemäß vorgesehen, dass an einem dem Standboden gegenüberliegenden Beutelkopf abgeschrägte und/oder abgerundete Beutelecken vorgesehen sind, dass der Beutelkopf im Bereich der Beutelecken Ecksiegelungen aufweist und dass zwischen den Ecksiegelungen die Frontwände zur Bildung einer Füllöffnung unverbunden sind.
- Durch die abgeschrägten und/oder abgerundeten Beutelecken ergibt sich ein besonders hochwertiges Erscheinungsbild des Seitenfaltenverpackungsbeutels. Dies gilt insbesondere wenn der Seitenfaltenverpackungsbeutel am Beutelkopf einen Tragegriff aufweist, der beispielsweise in dem unverbundenen Bereich der Frontwände durch eine Materialtrennung gebildet sein kann. Eine solche Materialtrennung kann aus einem Einschnitt, einer Einstanzung oder auch einer Ausstanzung bestehen.
- Durch die abgeschrägten und/oder abgerundeten Beutelecken ergibt sich auch ein besserer Komfort für den Benutzer, weil scharfe Ecken vermieden werden können. Beispielsweise wird auch die Gefahr reduziert, bei dem Tragen des Seitenfaltenverpackungsbeutels oder einer weiteren Handhabung an anderen Gegenständen "hängen zu bleiben".
- Gemäß der vorliegenden Erfindung sind also an dem Beutelkopf unterschiedliche Siegelschritte vorgesehen, die üblicherweise an unterschiedlichen Orten und mit anderen Anlagen durchgeführt werden. Dabei liegt der Erfindung die Erkenntnis zugrunde, dass bei der Herstellung unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel (Premade-Bags) für eine nachträgliche Befüllung auch komplizierte Strukturen und Verfahrensschritte durch spezialisierte Hersteller leicht durchgeführt werden können. So können auch die Ecksiegelungen gebildet werden, welche an die abgeschrägten und/oder abgerundeten Beutelecken angepasst sind.
- Dazu muss entweder die Kontur der Abschrägung bzw. Abrundung nachgefahren werden oder ein vergleichsweise großer Bereich mit einem entsprechend hohen Energieeintrag abgesiegelt werden, bevor dann die Beutelecken in der gewünschten Form durch ein Stanzen oder Beschneiden erzeugt werden.
- Entsprechend aufwendige Maßnahmen sind bei einem vorgefertigten, unbefüllten und unverschlossenen Seitenfaltenverpackungsbeutel in einem Abfüllbetrieb nicht erwünscht. Durch die Ecksiegelungen werden also vergleichsweise komplizierte und speziell angepasste Siegelstrukturen erzeugt, wobei zwischen den Ecksiegelungen noch die Füllöffnung verbleibt, in die beispielsweise ein Fülltrichter eingeführt werden kann.
- Während also die Ecksiegelungen als relativ komplizierte und anspruchsvolle Strukturen vorgefertigt sind, kann nach einem Befüllen ein Verschluss durch zumindest eine einfache Quersiegelnaht erfolgen.
- Wenn gemäß einer bevorzugten Ausgestaltung der Erfindung an dem Beutelkopf ein Tragegriff eingeschnitten, aus- oder eingestanzt ist, so wird zweckmäßigerweise eine Quersiegelnaht oberhalb und eine weitere Quersiegelnaht unterhalb des Tragegriffs erzeugt. Auch dann ist jedoch eine einfache Herstellung möglich, weil lediglich gerade Verbindungsnähte erzeugt werden müssen.
- Der unbefüllte, unverschlossene Seitenfaltenverpackungsbeutel kann grundsätzlich in einem Querverfahren oder in einem modifizierten Längsverfahren erzeugt werden, bei dem in einem separaten Verfahrensschritt die Bodenfalte als Standboden angeordnet und befestigt wird.
- Um eine möglichst einfache Herstellung - unabhängig von dem konkret eingesetzten Verfahren - zu ermöglichen, ist gemäß einer bevorzugten Ausgestaltung der Erfindung vorgesehen, dass die Seitenfalten sich bis zu dem Beutelkopf erstrecken und dort durch die Ecksiegelungen mit den Frontwänden verbunden sind.
- In diesem Zusammenhang kann es auch zweckmäßig sein, die Seitenfalten an dem Beutelkopf in dem eingefalteten Zustand zu fixieren, damit diese dort im befüllten Zustand des Seitenfaltenverpackungsbeutels nicht aufklaffen. Eine Fixierung ist beispielsweise durch Klebstoff oder kreisförmige Ausstanzungen in den zunächst an sich selbst gefalteten Seitenfalten möglich, wobei dann durch die so gebildeten Öffnungen die beiden Frontwände bei dem Siegelprozess und insbesondere bei der Erzeugung der Ecksiegelung lokal miteinander verbunden werden und somit auch die jeweils zugeordnete Seitenfalte fixieren.
- Gemäß einer bevorzugten Ausgestaltung der Erfindung weisen die Ecksiegelungen jeweils einen ersten gegebenenfalls gekrümmten Schenkel entlang der Kontur der zugeordneten abgeschrägten und/oder abgerundeten Beutelecke auf, wobei sich ein zweiter Schenkel unterhalb des ersten Schenkels anschließt und in einer Beutelquerrichtung verläuft. Bei einer Draufsicht auf den flachliegenden Seitenfaltenverpackungsbeutel können dann die jeweils einander zugewandten Enden des ersten Schenkels einerseits sowie des zweiten Schenkels andererseits durch gerade verlaufende Quersiegelnähte verbunden werden, so dass sich ein dichter Verschluss und gegebenenfalls auch der Eindruck einer einheitlichen, umlaufenden Siegelnaht ergibt.
- Wie bereits zuvor beschrieben, kann ein optional vorgesehener Tragegriff in Bezug auf eine Beutellängsrichtung zwischen den Enden der ersten Schenkel und den Enden der zweiten Schenkel angeordnet werden.
- Der Seitenfaltenverpackungsbeutel kann im Rahmen der Erfindung mit weiteren Funktionselementen ausgerüstet sein. So ist gemäß einer besonders bevorzugten Ausgestaltung der Erfindung vorgesehen, dass an einer der Frontwände ein Wiederverschluss angeordnet ist. Der Wiederverschluss kann sich dabei bis zu Längssiegelnähten erstrecken, an denen die Seitenfalten mit den Frontwänden verbunden sind. Alternativ kann ein solcher Wiederverschluss auch vor den Seitenkanten der Frontwände enden.
- Abgesehen von der optionalen Einbindung des Wiederverschlusses in die seitlichen Längssiegelnähte ist dieser ausschließlich an einer der beiden Frontwände angeordnet, so dass ein Befüllen des zunächst unbefüllten, unverschlossenen Seitenfaltenbeutels vorbei an dem Wiederverschluss leicht möglich ist. Der Wiederverschluss kann beispielsweise zwei Verschlussstreifen mit jeweils einem Rastabschnitt und einer Anschlussfahne aufweisen, wobei die Rastabschnitte entweder von Hand oder mit einem Schieber nach Art eines Reißverschlusses betätigt werden können.
- Um bei dem erfindungsgemäßen Beutel nach dem Befüllen eine besonders einfache Handhabung zu ermöglichen, kann der Wiederverschluss unterhalb und mit einem Abstand zu den Ecksiegelungen angeordnet sein. Dadurch wird sichergestellt, dass auch bei der Erzeugung von Quersiegelnähten zum Verschluss des Seitenfaltenverpackungsbeutels auf Höhe der Ecksiegelungen auch nur die beiden einander gegenüberliegenden Frontwände sowie die daran anschließenden Bereiche der Seitenfalten miteinander zu versiegeln sind. Ein ausreichender Abstand des Wiederverschlusses zu den Ecksiegelungen führt auch dazu, dass diese Bedingungen selbst bei Produktionsungenauigkeiten während der Erzeugung der Quersiegelnähte gegebenen sind.
- Im Vergleich zu einem an seiner Oberseite vollständig unversiegelten Seitenfaltenverpackungsbeutel ergibt sich im Rahmen der Erfindung eine kleinere Füllöffnung. Um dennoch eine gute Handhabung und ein schnelles Befüllen zu ermöglichen, ist gemäß einer bevorzugten Weiterbildung der Erfindung vorgesehen, dass sich die Ecksiegelungen entlang der Beutelquerrichtung nicht über die zwischen die Frontwände eingelegten Seitenfalten hinweg erstrecken. Beispielsweise können sich die Ecksiegelungen über 50 % bis 90 % der Breite der auf sich selbst gefalteten Seitenfalten erstrecken. In Richtung der Füllöffnung ist dann zumindest noch ein Teilbereich der Seitenfalten unverbunden, so dass dort immer noch eine vergleichsweise große Füllöffnung gebildet werden kann.
- Vor diesem Hintergrund sollen auch die Seitenfalten in einer geeigneten Größe gewählt werden. Insbesondere kann vorgesehen, dass sich die zwischen die Frontwände eingelegten Seitenfalten in einem flachliegenden Zustand entlang der Beutelquerrichtung jeweils über 15 % bis 30 % einer Breite der Frontwände erstrecken, so dass dann der Abstand zwischen den Seitenfalten zwischen 40 % und 70 % der Breite der Frontwände entspricht.
- Bei den angegebenen Parametern ist zu berücksichtigen, dass diese sich auf die jeweils auf sich selbst gefalteten Seitenfalten beziehen, wobei sich dann bei einem Aufstellen des Seitenfaltenverpackungsbeutels eine entsprechend größere Tiefe durch das Auffalten der Seitenfalten ergibt.
- Für die Form der Beutelecken ergeben sich verschiedene Ausgestaltungsmöglichkeiten. Scharfkantige, rechtwinklige Ecken können sowohl durch eine einfache Abschrägung als auch einen Bogen in Form eines Radius vermieden werden. Bevorzugt werden jedoch Geometrien, die sich aus mehreren Rundungen und/oder Abschrägungen zusammensetzen. Die Beutelecken können beispielsweise S-förmig abgerundet sein. Besonders bevorzugt ergibt sich dann ausgehend von dem oberen Beutelrand ein erster konvexer Bogen und daran anschließend bis zu dem seitlichen Beutelrand ein konkaver Bogen.
- Die Abschrägung und/oder Abrundung an den Beutelecken erstreckt sich vorzugsweise in Beutellängsrichtung über eine Länge und in Beutelquerrichtung über eine Breite von jeweils zwischen 1 cm und 10 cm, vorzugsweise zwischen 3 cm und 8 cm.
- Gegenstand der Erfindung ist auch der befüllte und verschlossene Seitenfaltenbeutel gemäß Patentanspruch 13, der ein Füllgut aufnimmt.
- Typische Füllgüter, für welche der Seitenfaltenverpackungsbeutel geeignet ist, sind beispielsweise pelletierte Tiernahrung, Katzenstreu, pulvrige oder körnige Bauprodukte, schüttfähige Lebensmittel oder dergleichen. Gerade wenn der Seitenfaltenverpackungsbeutel gemäß einer bevorzugten Ausgestaltung der Erfindung mit einem Wiederverschluss versehen ist, können auch Teilmengen des Füllgutes entnommen werden, wobei dann das verbleibende Füllgut durch den Wiederverschluss geschützt wird.
- Um die Heißsiegelnähte an den Rändern des Standbodens, die Längssiegelnähte, die Ecksiegelungen und nachfolgend die Quersiegelungen durch Heißsiegeln zu bilden, ist der Seitenfaltenverpackungsbeutel aus einem entsprechend heißsiegelbaren Material gebildet. Üblicherweise wird eine mehrschichtige Folie eingesetzt, wobei die Folie an einer Beutelinnenseite eine heißsiegelbare Schicht, insbesondere auf der Basis von Polyolefin, und an einer Beutelaußenseite eine Außenschicht aufweist.
- Die Siegelschicht ist zweckmäßigerweise gut heißsiegelbar um den Seitenfaltenverpackungsbeutel durch Heißsiegeln bilden und verschließen zu können. Als heißsiegelbares Material kommt neben Polyolefinen wie Polyethylen (PE), Polypropylen (PP) und Polyolefin-Copolymeren auch verschiedene biologisch abbaubare Kunststoffe wie Polymilchsäure (PLA), Polybutylenadipat-Terephthalat (PBAT) und Polybutylensuccinat (PBS) in Betracht.
- Die Außenschicht ist im Vergleich zu der Siegelschicht weniger gut heißsiegelbar, wozu die Außenschicht eine höhere Schmelz- bzw. Erweichungstemperatur haben kann. Bei einem Heißsiegeln der Beutelfolie wird dann erreicht, dass zwar die Siegelschicht - gegebenenfalls durch die Außenschichten hindurch - aufgeschmolzen wird, ohne dass dabei jedoch die Außenschicht übermäßig verformt wird oder ihre Struktur verliert. Die Außenschicht kann insbesondere aus Polyester, insbesondere Polyethylenterephthalat (PET) gebildet sein, wobei eine solche Außenschicht üblicherweise orientiert ist. Weitere geeignete Materialien für die Außenschicht sind beispielsweise Polyamid, Polypropylen oder Polymilchsäure, wobei auch diese Materialien vorzugsweise eine durch eine Verstreckung hervorgerufene Orientierung aufweisen, welche zu einer Verringerung der Aufschmelzneigung bei einem Heißsiegeln führt.
- Die mehrschichtige Beutelfolie ist vorzugsweise durch Klebstoff kaschiert. Neben der Siegelschicht und der Außenschicht können auch weitere Schichten vorgesehen sein, beispielsweise um die Barrierewirkung zu erhöhen. Als Barriere kann beispielsweise eine Folienschicht aus Ethylen-Vinylalkohol-Copolymer (EVOH), eine dünne Metallfolie oder eine metallisierte Folienschicht vorgesehen sein.
- Die Dicke der Frontwände, der Seitenfalten und des Standbodens liegt üblicherweise zwischen 60 µm und 200 µm, vorzugsweise zwischen 70 µm und 170 µm. Beispielsweise kann eine Beutelfolie vorgesehen sein, welche eine Außenschicht aus PET, eine metallisierte Zwischenschicht aus PET und eine Siegelschicht aus PE aufweist. Die Dicke der beiden PET-Schichten kann beispielsweise 12 µm und die Dicke der Siegelschicht 140 µm betragen. Im Rahmen der beschriebenen Ausgestaltung können alle drei Schichten jeweils als einzelne Folie gebildet und durch einen Kaschierkleber verbunden sein. Dies ist insbesondere dann von Vorteil, wenn zwischen den beiden PET-Schichten ein Aufdruck erzeugt werden soll. Ausgehend von der Außenschicht ist nämlich aufgrund der Metallisierung ein noch weiter innen an dem Übergang zu der Siegelschicht angeordneter Aufdruck nicht möglich.
- Der Füllraum weist vorzugsweise ein Volumen zwischen 4 I und 20 I auf, wobei das Füllgewicht von der Dichte des Füllmaterials abhängt. Bei pelletierter Tiernahrung kann das Füllgewicht beispielsweise zwischen 2,5 kg und 10 kg betragen. Ähnliche Volumen und Gewichte ergeben sich auch für Nahrungsmittel wie beispielsweise Reis.
- Selbstverständlich kann der Seitenfaltenverpackungsbeutel jedoch auch für größere oder kleinere Gebinde vorgesehen sein.
- Die Erfindung wird im Folgenden anhand einer lediglich ein Ausführungsbeispiel darstellenden Zeichnung erläutert.
- Es zeigen:
- Fig. 1
- einen erfindungsgemäßen, unbefüllten, unverschlossenen Seitenfaltenverpackungsbeutel,
- Fig. 2A
- die exemplarische Darstellung des Füllvorganges des zunächst unbefüllten, unverschlossen Seitenfaltenverpackungsbeutels gemäß
Fig. 1 , - Fig. 2B
- den Verschluss des gemäß
Fig. 2A befüllten Seitenfaltenverpackungsbeutels, - Fig. 3
- der befüllte Seitenfaltenverpackungsbeutel in einer perspektivischen Ansicht,
- Fig. 4
- einen Schnitt durch einen Beutelkopf des Seitenfaltenverpackungsbeutels gemäß der
Fig. 3 . - Die
Fig. 1 zeigt einen unbefüllten, unverschlossenen Seitenfaltenverpackungsbeutel in einem flachgelegten Zustand. In dem dargestellten flachgelegten Zustand wird der Seitenfaltenbeutel vorproduziert und für eine nachfolgende Befüllung - üblicherweise in einem anderen Betrieb - bereitgestellt. - Der entsprechend vorgefertigte Seitenfaltenverpackungsbeutel weist zwei Frontwände 1 und zwei Seitenfalten 2 auf, welche zwischen den Frontwänden 1 angeordnet sind und die Frontwände 1 miteinander verbinden. Ein Standboden 3 ist durch eine zunächst zwischen den Frontwänden 1 angeordnete Bodenfalte gebildet, wobei der Standboden 3 an seinen Rändern durch Heißsiegelnähte 4 (vgl.
Fig. 3 ) mit den Frontwänden 1 und den Seitenfalten 2 verbunden ist. - Die zwischen den Frontwänden 1 eingelegten Seitenfalten 2 erstrecken sich in dem dargestellten flachliegenden Zustand entlang einer Beutelquerrichtung q jeweils über 15 % bis 30 % einer entlang der Beutelquerrichtung q bestimmten Breite b der Frontwände.
- An einem dem Standboden 3 gegenüberliegenden Beutelkopf 5 sind S-förmig abgerundete Beutelecken 6 vorgesehen, die beispielsweise durch eine Stanzung oder einen Beschnitt gebildet werden können. Die Seitenfalten 2 erstrecken sich entlang einer Längsrichtung I über die gesamte Länge bzw. Höhe der Frontwände 1, so dass gemäß dem Verlauf der Beutelecken 6 auch die Seitenfalten 2 zusammen mit den Frontwänden 1 in der gewünschten Weise beschnitten bzw. gestanzt sind.
- Der Beutelkopf 5 weist im Bereich der Beutelecken 6 Ecksiegelungen 7 auf, welche in etwa V-förmig verlaufen. Die Ecksiegelungen 7 umfassen einen ersten Schenkel 8, der entlang der Kontur der S-förmigen Beutelecke 6 verläuft. Ausgehend von einem oberen Beutelrand 9 schließt unterhalb des ersten Schenkels 8 ein zweiter Schenkel 10 der Ecksiegelung 7 an, wobei der zweite Schenkel 10 entlang der Querrichtung q verläuft.
- Zwischen den einander zugewandten Enden der ersten Schenkel 8 sowie der zweiten Schenkel 10 der beiden Ecksiegelungen 7 verbleibt ein Bereich, in dem die beiden Frontwände 1 zur Bildung einer Füllöffnung 11 (siehe
Fig. 2A ) unverbunden sind. - In dem dargestellten Aufführungsbeispiel erstrecken sich die Ecksiegelungen 7 entlang der Querrichtung q nicht über die Seitenfalten 2 hinaus. Die Ecksiegelungen 7 können sich jeweils beispielsweise über 50 % bis 90 % der Breite der eingelegten Seitenfalten 2 erstrecken. Wenn dann für ein Befüllen am oberen Beutelrand 9 die beiden Frontwände 1 voneinander wegbewegt werden, so kann sich auch der unverbundene Teil der Seitenfalten 2 aufspreizen und so trotz der Ecksiegelungen 7 noch eine relativ große Füllöffnung 11 freigeben.
- Um später bei den befüllten Seitenfaltenverpackungsbeutel ein Aufklaffen der Seitenfalten 2 am Beutelkopf 5 zu vermeiden, sind dort die Seitenfalten 2 durch Verbindungspunkte 12 im eingeklappten Zustand fixiert.
- In dem dargestellten Ausführungsbeispiel ist durch einen Einschnitt oder eine Einstanzung ein Tragegriff 13 gebildet, wobei sich der Tragegriff 13 in Bezug auf die Längsrichtung I zwischen den Enden der ersten Schenkel 8 einerseits und den Enden der zweiten Schenkel 10 andererseits befindet. Wenn also - wie nachfolgend erläutert - auf Höhe der Enden einfache Quersiegelnähte 14 erzeugt werden (vgl.
Fig. 3 ) befindet sich der Tragegriff 13 in Längsrichtung I gesehen zwischen den Quersiegelnähten 14. - In der
Fig. 1 ist schließlich auch ein Wiederverschluss 15 dargestellt, der mit Befestigungsnähten 16 an der in derFig. 1 vorderen Frontwand 1 befestigt ist. In dem dargestellten Ausführungsbeispiel umfasst der Wiederverschluss 15 einen Schieber 17, mit dem Rastabschnitte 18 des Wiederverschlusses 15 getrennt und verbunden werden können. - Vor einem erstmaligen Öffnen befindet sich der Schieber 17 in einer Öffnung 19 der zugeordneten Frontwand 1, wobei ein daran angrenzender Abschnitt der Frontwand 1 entlang einer Schwächungslinie 20 herausgerissen werden kann. Die Schwächungslinie 20 kann durch eine Perforation, eine Stanzung oder besonders bevorzugt mittels Laser gebildet werden.
- In dem dargestellten Ausführungsbeispiel erstrecken sich die Befestigungsnähte 16 des Wiederverschlusses 15 bis zu Längssiegelnähten 21, an denen die Seitenfalten 2 mit den Frontwänden 1 verbunden sind.
- Die
Fig. 2A zeigt den zunächst unbefüllten, unverschlossenen Seitenfaltenverpackungsbeutel gemäß derFig. 1 bei einem Befüllvorgang, wobei ein Fülltrichter 22 in die Füllöffnung 11 eingesetzt ist. Da die in ihrer Form vergleichsweise komplizierten Ecksiegelungen 7 bereits bei dem vorgefertigten Seitenfaltenverpackungsbeutel vorhanden sind, kann nach dem in derFig. 2A dargestellten Füllvorgang der Seitenfaltenverpackungsbeutel in an sich bekannter Weise durch einfache, gerade verlaufende Quersiegelnähte 14 verschlossen werden, wobei die Quersiegelnähte 14 die Ecksiegelungen 7 miteinander verbinden. - In dem dargestellten Ausführungsbeispiel wird pro Seitenfaltenverpackungsbeutel jeweils eine Quersiegelnaht 14 oberhalb und unterhalb des Tragegriffs 13 erzeugt. Da sich die Quersiegelnähte 14 bis zu den Ecksiegelungen 7 erstrecken, wird somit um den Tragegriff 13 herum ein geschlossener Rahmen gebildet, wobei auch ein dichter Verschluss des befüllten Seitenfaltenverpackungsbeutels gewährleistet ist. Gemäß der
Fig. 2B sind schematisch herkömmliche, gerade Heißsiegelbacken 23 dargestellt. - Die
Fig. 3 zeigt schließlich den befüllten Seitenfaltenverpackungsbeutel in einer perspektivischen Ansicht. - Eine bevorzugte Ausgestaltung des Wiederverschlusses 15 ist in der
Fig. 4 dargestellt. Zu erkennen ist der Wiederverschluss 15 mit einem Schieber 17, der auf die Rastabschnitte 18 wirkt. An die Rastabschnitte 18 schließt jeweils eine Anschlussfahne 24 an, wobei ausgehend von der zugeordneten Frontwand 1 die hintere Anschlussfahne 24 mit einem separaten Folienstreifen 26 oberhalb des Schieber 17 und oberhalb der Rastabschnitte 18 befestigt ist. Da die beiden Anschlussfahnen 24 zunächst miteinander verbunden sind, wird vor einem erstmaligen Öffnen ein dichter Verschluss gewährleistet, obwohl der Schieber 17 gemäß derFig. 1 in einer zugeordneten Öffnung 19 angeordnet ist. - Des Weiteren ist auch zu erkennen, dass der gesamte Wiederverschluss 15 einschließlich des Folienstreifens 25 unterhalb und in einem Abstand zu den Ecksiegelungen 7 und der unteren Quersiegelnaht 14 angeordnet ist.
Claims (13)
- Unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel mit zwei Frontwänden (1), zwei zwischen den Frontwänden (1) angeordneten und die Frontwände (1) verbindenden Seitenfalten (2) und mit einem Standboden (3), welcher zwischen den Frontwänden (1) angeordnet und an seinen Rändern durch Heißsiegelnähte (4) mit den Frontwänden (1) und den Seitenfalten (2) verbunden ist, dadurch gekennzeichnet, dass an einem dem Standboden (3) gegenüberliegenden Beutelkopf (5) abgeschrägte und/oder abgerundete Beutelecken (6) vorgesehen sind, dass der Beutelkopf (5) im Bereich der Beutelecken (6) Ecksiegelungen (7) aufweist und dass zwischen den Ecksiegelungen (7) die Frontwände (1) zur Bildung einer Füllöffnung (11) unverbunden sind.
- Unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel nach Anspruch 1, dadurch gekennzeichnet, dass die Seitenfalten (2) sich bis zu dem Beutelkopf (5) erstrecken und dort durch die Ecksiegelungen (7) mit den Frontwänden (1) verbunden sind.
- Unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Ecksiegelungen (7) jeweils mit einem ersten Schenkel (8) entlang der Kontur der zugeordneten abgeschrägten und/oder abgerundeten Beutelecke (6) verlaufen und einen ausgehend von einem oberen Beutelrand (9) unterhalb anschließenden in einer Beutelquerrichtung (9) verlaufenden zweiten Schenkel (10) aufweisen.
- Unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Beutelkopf (5) in dem unverbundenen Bereich der Frontwände (1) einen durch eine Materialtrennung gebildeten Tragegriff (13) aufweist.
- Unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel nach Anspruch 3 und Anspruch 4, dadurch gekennzeichnet, dass der Tragegriff (13) in Bezug auf eine Beutelllängsrichtung (I) zwischen Enden der ersten Schenkel (8) und Enden der zweiten Schenkel (10) angeordnet ist.
- Unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass an einer der Frontwände (1) ein Wiederverschluss (15) angeordnet ist.
- Unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der Wiederverschluss (15) unterhalb und mit einem Abstand zu den Ecksiegelungen (7) angeordnet ist.
- Unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass sich die Ecksiegelungen (7) nicht über die zwischen die Frontwände (1) eingelegten Seitenfalten (2) hinweg erstrecken.
- Unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die Seitenfalten (2) an dem Beutelkopf (5) in einem eingelegten Zustand fixiert sind.
- Unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass sich die zwischen die Frontwände (1) eingelegten Seitenfalten (2) in einem flachliegenden Zustand jeweils über 15 % bis 30 % einer Breite der Frontwände (1) erstrecken.
- Unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass die Beutelecken (6) S-förmig abgerundet sind.
- Unbefüllter, unverschlossener Seitenfaltenverpackungsbeutel nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass sich die Abschrägung und/oder Abrundung an den Beutelecken (6) in Beutellängsrichtung (I) über eine Länge und in Beutelquerrichtung (9) über eine Breite von jeweils zwischen 3 cm und 8 cm erstreckt.
- Seitenfaltenverpackungsbeutel mit zwei Frontwänden (1), zwei zwischen den Frontwänden (1) angeordneten und die Frontwände (1) verbindenden Seitenfalten (2) und mit einem Standboden (3), welcher zwischen den Frontwänden (1) angeordnet ist und an seinen Rändern durch Heißsiegelnähte (4) mit den Frontwänden (1) und Seitenfalten (2) verbunden ist, dadurch gekennzeichnet, dass an einem dem Standboden (3) gegenüberliegenden Beutelkopf (5) abgeschrägte und/oder abgerundete Beutelecken (6) vorgesehen sind und dass die Seitenfalten (2) sich bis zu dem Beutelkopf (5) erstrecken und dort im Bereich der Beutelecken (6) eingesiegelt sind.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES18202406T ES2863319T3 (es) | 2018-10-24 | 2018-10-24 | Bolsa de embalaje con pliegues laterales sin llenar ni cerrar |
| EP18202406.7A EP3643635B1 (de) | 2018-10-24 | 2018-10-24 | Unbefüllter, unverschlossener seitenfaltenverpackungsbeutel |
| US16/660,151 US11214406B2 (en) | 2018-10-24 | 2019-10-22 | Unfilled open side-gusset bag |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18202406.7A EP3643635B1 (de) | 2018-10-24 | 2018-10-24 | Unbefüllter, unverschlossener seitenfaltenverpackungsbeutel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3643635A1 true EP3643635A1 (de) | 2020-04-29 |
| EP3643635B1 EP3643635B1 (de) | 2020-12-30 |
Family
ID=64023959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18202406.7A Active EP3643635B1 (de) | 2018-10-24 | 2018-10-24 | Unbefüllter, unverschlossener seitenfaltenverpackungsbeutel |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11214406B2 (de) |
| EP (1) | EP3643635B1 (de) |
| ES (1) | ES2863319T3 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2598783A (en) * | 2020-09-14 | 2022-03-16 | Tipa Corp Ltd | Compostable fasteners |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10119905A (ja) * | 1996-10-11 | 1998-05-12 | Fuji Seal Co Ltd | 容器への内容物充填方法 |
| JP2000335595A (ja) * | 1999-05-26 | 2000-12-05 | Sanwa Kogyo Kk | 折襞付き包装袋 |
| DE10340099A1 (de) | 2003-08-30 | 2005-03-24 | B & B Verpackungstechnik Gmbh & Co. Kg | Beutel oder Sack aus Kunststoffolie und Verfahren zur Herstellung |
| US7210848B2 (en) | 2003-12-18 | 2007-05-01 | Morance Soudure | System for opening/closing a packaging bag, and packaging bag equipped with this system |
| US20080240626A1 (en) * | 2007-03-30 | 2008-10-02 | Gary Michael Bell | Bag construction with side gussets |
| DE102008021505A1 (de) | 2008-04-29 | 2009-11-05 | B & B - Maf Gmbh & Co. Kg | Verfahren zum Herstellen eines Verpackungsbehälters |
| EP1541332B1 (de) | 2002-07-24 | 2014-05-14 | Totani Corporation | Beutelherstellungsmaschine |
| EP2857323A1 (de) | 2013-10-02 | 2015-04-08 | Mondi Halle GmbH | Folienverpackungsbeutel sowie Verfahren zur Herstellung des Folienverpackungsbeutels |
| JP2015182769A (ja) * | 2014-03-20 | 2015-10-22 | 株式会社フジシール | パウチ包装体の製造方法及びパウチ把持ユニット |
| EP3023350A1 (de) | 2014-11-21 | 2016-05-25 | Mondi Consumer Packaging Technologies GmbH | Frontslider-Beutel mit Stanzgriff |
| EP3246266A1 (de) | 2016-05-17 | 2017-11-22 | Mondi AG | Verfahren zur herstellung eines seitenfaltenbeutels sowie flachliegender, unbefüllter seitenfaltenbeutel |
| EP3023356B1 (de) | 2014-11-18 | 2018-01-03 | Mondi AG | Verfahren zur herstellung eines seitenfaltenbeutels |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5060803A (en) * | 1991-01-17 | 1991-10-29 | Beer Jeffrey S | Gussetted flexible package with tear notch to form pour spout |
| US6375037B1 (en) * | 2000-10-10 | 2002-04-23 | Kapak Corporation | Bag construction for distributing material |
| US7014363B2 (en) * | 2002-12-19 | 2006-03-21 | Violet Hanson | Plastic gusset bag with closure and cut-out handle |
| US8944684B2 (en) | 2007-03-30 | 2015-02-03 | Ampac Holdings Llc | Bag construction with side gussets |
| US10486881B2 (en) * | 2016-12-09 | 2019-11-26 | Fres-Co System Usa, Inc. | Flexible packages with clog resistant degassing valve and methods of making the same |
-
2018
- 2018-10-24 ES ES18202406T patent/ES2863319T3/es active Active
- 2018-10-24 EP EP18202406.7A patent/EP3643635B1/de active Active
-
2019
- 2019-10-22 US US16/660,151 patent/US11214406B2/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10119905A (ja) * | 1996-10-11 | 1998-05-12 | Fuji Seal Co Ltd | 容器への内容物充填方法 |
| JP2000335595A (ja) * | 1999-05-26 | 2000-12-05 | Sanwa Kogyo Kk | 折襞付き包装袋 |
| EP1541332B1 (de) | 2002-07-24 | 2014-05-14 | Totani Corporation | Beutelherstellungsmaschine |
| DE10340099A1 (de) | 2003-08-30 | 2005-03-24 | B & B Verpackungstechnik Gmbh & Co. Kg | Beutel oder Sack aus Kunststoffolie und Verfahren zur Herstellung |
| US7210848B2 (en) | 2003-12-18 | 2007-05-01 | Morance Soudure | System for opening/closing a packaging bag, and packaging bag equipped with this system |
| US20080240626A1 (en) * | 2007-03-30 | 2008-10-02 | Gary Michael Bell | Bag construction with side gussets |
| DE102008021505A1 (de) | 2008-04-29 | 2009-11-05 | B & B - Maf Gmbh & Co. Kg | Verfahren zum Herstellen eines Verpackungsbehälters |
| EP2857323A1 (de) | 2013-10-02 | 2015-04-08 | Mondi Halle GmbH | Folienverpackungsbeutel sowie Verfahren zur Herstellung des Folienverpackungsbeutels |
| JP2015182769A (ja) * | 2014-03-20 | 2015-10-22 | 株式会社フジシール | パウチ包装体の製造方法及びパウチ把持ユニット |
| EP3023356B1 (de) | 2014-11-18 | 2018-01-03 | Mondi AG | Verfahren zur herstellung eines seitenfaltenbeutels |
| EP3023350A1 (de) | 2014-11-21 | 2016-05-25 | Mondi Consumer Packaging Technologies GmbH | Frontslider-Beutel mit Stanzgriff |
| EP3246266A1 (de) | 2016-05-17 | 2017-11-22 | Mondi AG | Verfahren zur herstellung eines seitenfaltenbeutels sowie flachliegender, unbefüllter seitenfaltenbeutel |
Also Published As
| Publication number | Publication date |
|---|---|
| US11214406B2 (en) | 2022-01-04 |
| EP3643635B1 (de) | 2020-12-30 |
| US20200130896A1 (en) | 2020-04-30 |
| ES2863319T3 (es) | 2021-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3023356B1 (de) | Verfahren zur herstellung eines seitenfaltenbeutels | |
| EP0494582B1 (de) | Beutelpackung mit Aufreisshilfe | |
| EP2032454B1 (de) | Folienbeutel | |
| EP2354026B1 (de) | Seitenfaltenbeutel und Verfahren zur Herstellung eines Seitenfaltenbeutels | |
| EP2039620B1 (de) | Seitenfaltenbeutel | |
| EP2961660B1 (de) | Packmaschine und verfahren zum füllen von offensäcken | |
| DE3810555A1 (de) | Schlauchfoermiger behaelter aus kunststoffmaterial und verfahren zu seiner herstellung | |
| EP2301859A1 (de) | Standbeutel aus einer heißsiegelfähigen Kunststofffolie und Verfahren zu ihrer Herstellung | |
| DE1900337B2 (de) | Verfahren zum herstellen von tragetaschen aus kunststoffolie | |
| DE2925440A1 (de) | Mehrwandiger beutel sowie verfahren und vorrichtung zur herstellung eines mehrwandigen beutels | |
| EP2845820B1 (de) | Seitenfaltenbeutel aus einem Kunststoffgewebeverbund | |
| CH699121A1 (de) | Verfahren zur Herstellung eines Verpackungsbeutels. | |
| EP2433879B1 (de) | Standbeutel für schüttfähige Güter sowie Verfahren zur Herstellung eines Standbeutels | |
| EP2511187B1 (de) | Behälter zum Verpacken von Füllgütern | |
| DE102005058552A1 (de) | Verfahren zur Herstellung eines Packmittels und Packmittel aus flexiblem Material | |
| DE102005026149A1 (de) | Verfahren und Vorrichtung zur Herstellung von Folienbeuteln | |
| EP3246266B1 (de) | Verfahren zur herstellung eines seitenfaltenbeutels sowie flachliegender, unbefüllter seitenfaltenbeutel | |
| EP3643635B1 (de) | Unbefüllter, unverschlossener seitenfaltenverpackungsbeutel | |
| EP2998236B1 (de) | Seitenfaltenbeutel sowie verfahren zur herstellung eines seitenfaltenbeutels | |
| DE202016102623U1 (de) | Flachliegender, unbefüllter Seitenfaltenbeutel | |
| DE102010051065A1 (de) | Verpackungsbehälter für Füllgüter und Verfahren zur Herstellung des Verpackungsbehälters | |
| EP3023350B1 (de) | Frontslider-beutel mit stanzgriff und folienbeutelrohling zu dessen bildung | |
| DE10131902A1 (de) | Standfähige Schlauchbeutel, Verfahren für deren Herstellung und Vorrichtung zur Durchführung des Verfahrens | |
| DE102008039953A1 (de) | Verfahren zum Herstellen einer Verpackung | |
| DE19925969A1 (de) | Standfähige Schlauchbeutel, Verfahren für deren Herstellung und Vorrichtung zur Durchführung des Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190618 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200528 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018003460 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1349721 Country of ref document: AT Kind code of ref document: T Effective date: 20210115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210330 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20201230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210430 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210430 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502018003460 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2863319 Country of ref document: ES Kind code of ref document: T3 Effective date: 20211011 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| 26N | No opposition filed |
Effective date: 20211001 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20211224 Year of fee payment: 4 Ref country code: DE Payment date: 20211019 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20211022 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210430 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20211102 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20211031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211024 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211024 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502018003460 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20221024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201230 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20181024 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221024 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221024 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20231127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221025 |