EP3403782A1 - Werkzeug sowie verfahren zur herstellung eines nutzens aus einem kartonbogen - Google Patents
Werkzeug sowie verfahren zur herstellung eines nutzens aus einem kartonbogen Download PDFInfo
- Publication number
- EP3403782A1 EP3403782A1 EP17171345.6A EP17171345A EP3403782A1 EP 3403782 A1 EP3403782 A1 EP 3403782A1 EP 17171345 A EP17171345 A EP 17171345A EP 3403782 A1 EP3403782 A1 EP 3403782A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool
- suction
- cutting line
- benefit
- waste
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000008901 benefit Effects 0.000 title claims abstract description 29
- 239000011111 cardboard Substances 0.000 title claims abstract description 18
- 238000000034 method Methods 0.000 title abstract description 10
- 238000005520 cutting process Methods 0.000 claims abstract description 44
- 239000002699 waste material Substances 0.000 claims abstract description 40
- 238000004519 manufacturing process Methods 0.000 claims abstract description 7
- 230000003993 interaction Effects 0.000 claims 1
- 239000000463 material Substances 0.000 description 9
- 238000004080 punching Methods 0.000 description 5
- 230000002349 favourable effect Effects 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000011087 paperboard Substances 0.000 description 3
- 238000000926 separation method Methods 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000006735 deficit Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/18—Means for removing cut-out material or waste
- B26D7/1845—Means for removing cut-out material or waste by non mechanical means
- B26D7/1863—Means for removing cut-out material or waste by non mechanical means by suction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/4418—Cutters therefor; Dies therefor combining cutting and embossing operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/4481—Cutters therefor; Dies therefor having special lateral or edge outlines or special surface shapes, e.g. apertures
Definitions
- the invention relates to a tool and a method for producing a benefit from a cardboard sheet according to the preambles of claims 1 and 10, respectively.
- first tool part acts as a die with a second tool part as a male together, between which arranged the respective cardboard sheet and the benefit is generated by separating the at least one waste part.
- a method and a device for separating the use and waste of a punched or cut sheet of material is already known, in which the separation of benefits and waste takes place in a transport device, by means of which the benefits and waste are removed from a processing device in which the trimming of the cardboard sheet.
- the transport device has several attraction surfaces with different Attractive or suction forces to separate the respective cardboard parts and to remove the waste from the process.
- the object of the present invention is to provide a tool and a method for producing a benefit from a cardboard sheet, by means of which smaller waste parts can be removed from the process in a particularly simple and rapid manner.
- At least one suction channel of a suction device is also provided in the first tool part, in which the cutting line contour is arranged. over which the at least one separated by means of the cutting line contour waste part is sucked.
- it is thus provided to suck off respective small waste parts directly on site within the first tool part or directly during the process step of punching the waste part from the use. This ensures in a particularly simple and reliable manner that during further transport of the sheet or in the process further no waste parts can be lost, which could otherwise lead to contamination of the system or to an impairment of the process.
- a corresponding suction channel is relatively easy to introduce into the corresponding tool part, in particular when it is composed of a plurality of carrier plates.
- the suction channel must be provided only partially within the corresponding tool part.
- the suction channel is formed at least over a length range by the cutting line contour.
- the cutting line contour forms the entrance of the suction channel, so that separated waste parts can be transported away immediately from the trimming area to the rear into the corresponding tool part. Since the respective waste part is thus inevitably forced into the suction channel as a result of the cut, the extraction takes place in a particularly simple and reliable manner.
- the suction channel is particularly favorable adapted in shape to the corresponding waste part, so that a force generated due to the suction acts in an optimal manner on the waste part.
- a further advantageous embodiment of the invention provides that the first tool part has at least one, in particular upper carrier plate, in which the suction channel is formed at least over a length range. Such a suction within the corresponding support plate is particularly easy to produce.
- the first tool part at least one, in particular lower carrier plate, in which the cutting line contour is added.
- the first tool part at least one, in particular lower carrier plate, in which the cutting line contour is added.
- an intermediate plate in which the suction channel at least over a length range is trained.
- the intermediate plate can thus on the one hand serve to support the cutting line contour and on the other hand can be provided in a simple manner with one or more suction channels.
- the suction channel is formed over a length range by respective Partabsaugkanäle.
- These Sectionabsaugkanäle can connect to each circumferentially closed contour area of the cutting line contour, so that at the same time several waste parts can be separated from the benefit and sucked off via the respective associated Partabsaugkanal.
- the suction channel comprises an end channel which emerges from both sides of the corresponding support plate, wherein on one side of the end channel, a suction of the suction device is connected and on the other side of the end channel a free inflow opening is provided.
- an end channel is on the one hand very easy to produce and on the other hand opens the easy way to produce a continuous stream of air to suck the waste parts.
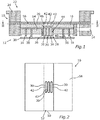
- Fig. 1 is shown in a schematic sectional view of a tool for producing a benefit, not shown, from a cardboard sheet, also not shown.
- the tool designed here as a combined cutting, punching and scoring tool basically comprises a first, upper die part 10 in the manner of a die and a lower die part 12 in the manner of a male part. Between the two tool parts 10, 12 are respective cardboard sheets for producing corresponding benefits in a continuous process can be introduced, the separation of waste parts and the introduction of folding grooves in a manner to be described in more detail by a relative movement, the two tool parts 10, 12 relative to each other, predominantly by moving the first tool part 10 relative to the second tool part 12, takes place. In the present case, the tool is at least partially open.
- the upper tool part 10 is composed of a lower support plate 14 and an upper support plate 16 with intermediate arrangement of an intermediate plate 18.
- a frame plate 20 is also provided. All plates 14 to 18 are received in a holding device 22 with a lateral support frame 24 and braced against each other.
- the lower carrier plate 14 is a multiplex carrier plate with a central, continuous recess 26, in which a cutting line contour 28 is inserted at least substantially in identical shape.
- the cutting line contour 28 is formed from a metal block and essentially comprises three circumferentially closed contour regions 30, by means of which respective waste parts (not shown) arranged parallel to one another can be separated from the cardboard sheet or the benefit. From the cutting line contour 28, therefore, six sectional areas 32 of the corresponding cutting line are shown in the present sectional view.
- the metal block of the cutting line contour 28 is flush with the upper side of the lower support plate 14 or on the underside of the intermediate plate 18, on which the cutting line contour 28 is supported.
- the intermediate plate is made of a steel material having a hardness of, for example, about 50 HRC.
- the lower support plate 14 includes further recesses for respective lateral cutting lines 34 for separating the benefit of a large waste piece and a respective creasing line 36 disposed inside thereof for creating a creasing groove in the utility.
- the lower tool part 12 essentially comprises a counterplate 38 which interacts with the cutting line contour 28, the respective cutting line 34 and the respective creasing line 36 in such a way that the desired cuts of the waste parts or folding grooves result.
- corresponding grooves 40 for cooperation with the score lines 36 are provided in the counter-plate 38.
- a suction channel 44 formed in this region by three partial suction channels 42 adjoins.
- the sectionabsaugkanäle 42 and the suction channel 44 thus formed thus extend within the cutting line contour 28 in the upward direction to the intermediate plate 18, in which identical form the Operaabsaugkanäle 42 are continued.
- the intermediate plate 18 Starting from the intermediate plate 18, the Generalabsaugkanäle 42 extend over a length range in the vertical direction within the upper support plate 16 until they open into an end channel 46 of the suction channel 44.
- the course of the end channel 46 is - as well as the shape of the Operaabsaugkanäle 42 - particularly favorable Fig. 2 recognizable, which the upper support plate 16 in a schematic plan view along a line through the II - II in Fig. 1 represented sectional plane shows.
- the end channel 46 exits on both sides 48, 50 out of the corresponding support plate 16, wherein on one side 48, 50 of the end channel 46 an unillustrated suction of a suction device is connected and on the other side of the end channel 46th a free inlet opening 52 is provided.
- the suction of the suction device is connected, for example, with a subsequent, further suction duct 54 of the suction device, which extends in the support frame 24.
- Fig. 1 and 2 In synopsis of Fig. 1 and 2 is also recognizable that the end channel 46 is provided on an outer side 56 of the corresponding support plate 16. This is thus particularly easy to produce by being closed by the frame plate 20 upwards.
- the upper support plate 16 is presently formed of an aluminum alloy, which allows easy editing.
- the present tool can be used in particular for processing sheets of paper or cardboard in thicknesses between 80 gr / m 2 and 500 gr / m 2 or with a material thickness between about 80 microns to 700 microns are used.
- the sheets of material may in particular also be both printed and lacquered as well as coated with a polymer layer or with a plastic film.
- the material sheets may have a coating with a metal film, for example of an aluminum material.
- combinations of the materials described are also be used with a corresponding material sheet.
- the material sheets may also be formed from a laminate or have a composite structure.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Details Of Cutting Devices (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
Description
- Die Erfindung betrifft ein Werkzeug und ein Verfahren zur Herstellung eines Nutzens aus einem Kartonbogen gemäß den Oberbegriffen der Patentansprüche 1 beziehungsweise 10.
- Bei der Herstellung von Nutzen aus Kartonbögen mit einem entsprechenden Werkzeug, welches üblicher Weise als Schneid-, Stanz- und/oder Rillwerkzeuge ausgebildet ist, werden oftmals kleinere Abfallteile mittels einer - an einem ersten Werkzeugteil angeordneten - entsprechenden Schneidlinienkontur vom Nutzen abgetrennt. Dabei wirkt der erste Werkzeugteil als Matrize mit einem zweiten Werkzeugteil als Patrize zusammen, zwischen welchen der jeweilige Kartonbogen angeordnet und der Nutzen durch Abtrennen des wenigstens einen Abfallteils erzeugt wird.
- Während großer Abfall relativ leicht vom Nutzen des geschnittenen oder gestanzten Kartonbogens entfernt und abtransportiert werden kann, können bislang gerade kleine Stanzabfälle beim Weitertransport des Kartonbogens verloren gehen, was zu Verschmutzungen und weiteren Beeinträchtigungen im Herstellungsprozess führen kann.
- Aus der
DE 100 65 457 A1 ist bereits ein Verfahren und eine Vorrichtung zur Trennung von Nutzen und Abfall eines gestanzten oder geschnittenen Materialbogens bekannt, bei der die Separierung von Nutzen und Abfall in einer Transporteinrichtung erfolgt, mittels welcher der Nutzen und der Abfall aus einer Bearbeitungseinrichtung entnommen werden, in welcher der Beschnitt des Kartonbogens erfolgt. Zur Separierung von Nutzen und Abfall weist die Transporteinrichtung dabei mehrere Anziehungsflächen mit unterschiedlichen Anziehungs- beziehungsweise Ansaugkräften auf, um die jeweiligen Kartonteile zu trennen und den Abfall aus dem Prozess zu entfernen. - Aufgabe der vorliegenden Erfindung ist es, eine Werkzeug und ein Verfahren zur Herstellung eines Nutzens aus einem Kartonbogen zu schaffen, mittels welchen kleinere Abfallteile auf besonders einfache und schnelle Weise aus dem Prozess entfernt werden können.
- Diese Aufgabe wird erfindungsgemäß durch ein Werkzeug und ein Verfahren zur Herstellung eines Nutzens aus einem Kartonbogen mit den Merkmalen der Patentansprüche 1 beziehungsweise 10 gelöst. Vorteilhafte Ausgestaltungen und günstige Weiterbildungen der Erfindung sind Gegenstand der abhängigen Ansprüche.
- Um ein Werkzeug zu schaffen, mittels welchem kleinere Abfallteile auf besonders einfache und schnelle Weise aus dem Prozess entfernt werden können, ist es erfindungsgemäß vorgesehen, dass in dem ersten Werkzeugteil, in welchem die Schneidlinienkontur angeordnet ist, außerdem wenigstens ein Absaugkanal einer Absaugeinrichtung vorgesehen ist, über welchen das wenigstens eine, mittels der Schneidlinienkontur abgetrennte Abfallteil absaugbar ist. Erfindungsgemäß ist es somit vorgesehen, jeweilige kleine Abfallteile unmittelbar an Ort und Stelle innerhalb des ersten Werkzeugteils beziehungsweise unmittelbar während des Prozessschrittes des Stanzens des Abfallteils vom Nutzen abzusaugen. Hierdurch ist in besonders einfacher und zuverlässiger Weise gewährleistet, dass beim Weitertransport des Bogens beziehungsweise im Weiteren Prozess keine Abfallteile verloren gehen können, welche ansonsten zu Verschmutzungen der Anlage oder zu einer Beeinträchtigung des Prozesses führen könnten.
- Ein entsprechender Absaugkanal ist dabei relativ einfach in den entsprechenden Werkzeugteil einbringbar, und zwar insbesondere dann, wenn dieser aus mehreren Trägerplatten zusammengesetzt ist. Der Absaugkanal muss dabei nur partiell innerhalb des entsprechenden Werkzeugteils vorgesehen sein. Eine teilweise außen am Werkzeugteil angeordnete Führung des Kanals, beispielsweise mittels entsprechender Leitungen, ist ebenfalls denkbar. Dabei ist es ein weiterer Vorteil, dass der Absaugkanal relativ einfach mit der entsprechenden Absaugeinrichtung verbunden werden kann.
- In weiterer Ausgestaltung der Erfindung hat es sich dabei als vorteilhaft gezeigt, wenn der Absaugkanal zumindest über einen Längenbereich durch die Schneidlinienkontur gebildet ist. Somit bildet die Schneidlinienkontur den Eingang des Absaugkanals, so dass abgetrennte Abfallteile unmittelbar aus dem Beschnittbereich heraus nach hinten in den entsprechenden Werkzeugteil abtransportiert werden können. Da das jeweilige Abfallteil infolge des Beschnitts somit zwangsläufig in den Absaugkanal gedrückt wird, erfolgt die Absaugung auf besonders einfache und zuverlässige Weise. Zudem ist der Absaugkanal in seiner Form besonders günstig auf das korrespondierende Abfallteil angepasst, so dass eine infolge der Absaugung erzeugte Kraft in optimaler Weise auf das Abfallteil wirkt.
- Eine weitere vorteilhafte Ausgestaltung der Erfindung sieht vor, dass der erste Werkzeugteil wenigstens eine, insbesondere obere Trägerplatte aufweist, in welcher der Absaugkanal zumindest über einen Längenbereich ausgebildet ist. Ein derartiger Absaugkanal innerhalb der entsprechenden Trägerplatte ist besonders einfach herstellbar.
- In weiterer Ausgestaltung der Erfindung weist der erste Werkzeugteil wenigstens eine, insbesondere untere Trägerplatte auf, in welcher die Schneidlinienkontur aufgenommen ist. Somit kann für die Schneidlinienkontur in einfacher Weise eine durch die Trägerplatte durchgängige Aussparung vorgesehen werden.
- Als zudem vorteilhaft hat es sich gezeigt, wenn der erste Werkzeugteil zwischen der Trägerplatte, in der die Schneidlinienkontur aufgenommen ist, und der Trägerplatte, in welcher der Absaugkanal zumindest über einen Längenbereich ausgebildet ist, eine Zwischenplatte aufweist, in welcher der Absaugkanal zumindest über einen Längenbereich ausgebildet ist. Die Zwischenplatte kann somit einerseits der Abstützung der Schneidlinienkontur dienen und andererseits auf einfache Weise mit einem oder mehreren Absaugkanälen versehen werden.
- In weiterer Ausgestaltung der Erfindung ist der Absaugkanal über einen Längenbereich durch jeweilige Teilabsaugkanäle gebildet. Diese Teilabsaugkanäle können sich an jeweilige, umlaufend geschlossene Konturbereich der Schneidlinienkontur anschließen, so dass gleichzeitig mehrere Abfallteile vom Nutzen abgetrennt und über den jeweils zugeordneten Teilabsaugkanal abgesaugt werden können.
- In weiterer Ausgestaltung der Erfindung weist die Schneidlinienkontur wenigstens einen umlaufend geschlossenen Konturbereich zum Abtrennen des jeweiligen Abfallteils auf, wobei der sich jeweils daran anschließende Absaugkanal beziehungsweise Teilabsaugkanal im Querschnitt größer ausgebildet ist als der zugeordnete Konturbereich. Durch diesen, vorzugsweise geringfügig größeren Querschnitt des jeweiligen Absaugkanals beziehungsweise Teilabsaugkanals in Bezug auf den jeweiligen Konturbereich der Schneidlinienkontur wird erreicht, dass die jeweils abgetrennten Abfallteile einerseits ohne innerhalb des Absaugkanals beziehungsweise Teilabsaugkanals zu verkanten, andererseits jedoch mit einer hinreichend großen Absaugkraft, von der Beschnittstelle entfernt werden.
- Als zudem vorteilhaft hat sich eine Ausführungsform der Erfindung erwiesen, bei der der Absaugkanal einen Endkanal umfasst, welcher zu beiden Seiten hin aus der korrespondierenden Trägerplatte austritt, wobei an der einen Seite des Endkanals ein Absaugelement der Absaugeinrichtung angeschlossen ist und an der anderen Seite des Endkanals eine freie Einströmöffnung vorgesehen ist. Ein derartiger Endkanal ist zum einen sehr einfach herstellbar und eröffnet zum anderen die einfache Möglichkeit, einen kontinuierlichen Luftstrom zum Absaugen der Abfallteile zu erzeugen.
- Schließlich hat es sich als vorteilhaft gezeigt, den Endkanal an einer Außenseite der korrespondierenden Trägerplatte vorzusehen, an welcher ein Rahmenblech angeordnet ist. Hierdurch kann der Endkanal besonders kostengünstig erzeugt werden.
- Die vorstehend im Zusammenhang mit dem erfindungsgemäßen Werkzeug genannten Vorteile ergeben sich in ebensolcher Weise für das Verfahren zur Herstellung eines Nutzens aus einem Kartonbogen mit den Merkmalen des Patentanspruchs 10.
- Weitere Merkmale der Erfindung ergeben sich aus den Ansprüchen, den Figuren und der Figurenbeschreibung. Die vorstehend in der Beschreibung genannten Merkmale und Merkmalskombinationen, sowie die nachfolgend in der Figurenbeschreibung genannten und/oder in den Figuren alleine gezeigten Merkmale und Merkmalskombinationen sind nicht nur in der jeweils angegebenen Kombination, sondern auch in anderen Kombinationen verwendbar, ohne den Rahmen der Erfindung zu verlassen. Es sind somit auch Ausführungen von der Erfindung als umfasst und offenbart anzusehen, die in den Figuren nicht explizit gezeigt und erläutert sind, jedoch durch separierte Merkmalskombinationen aus den erläuterten Ausführungen hervorgehen und erzeugbar sind.
- Ein Ausführungsbeispiel der Erfindung wird nachfolgend anhand der Zeichnungen näher erläutert. Es zeigen:
- Fig. 1
- eine schematische Schnittansicht auf ein Werkzeug zur Herstellung eines Nutzens aus einem Kartonbogen;
- Fig. 2
- eine schematische Draufsicht auf eine obere Trägerplatte des ersten, oberen Werkzeugteils entlang einer durch die Linie II -II in
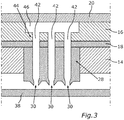
Fig. 1 repräsentierten Schnittebene; und in - Fig.3
- eine auschnittsweise und gegenüber
Fig. 1 vergrößerte Darstellung des Werkzeugs im Bereich der der Schneidlinienkontur. - In
Fig. 1 ist in einer schematischen Schnittansicht ein Werkzeug zur Herstellung eines nicht dargestellten Nutzens aus einem ebenfalls nicht dargestellten Kartonbogen gezeigt. Das hier als kombiniertes Schneid-, Stanz- und Rillwerkzeug ausgebildete Werkzeug umfasst grundsätzlich einen ersten, oberen Werkzeugteil 10 nach Art einer Matrize und einen unteren Werkzeugteil 12 nach Art einer Patrize. Zwischen die beiden Werkzeugteile 10, 12 sind jeweilige Kartonbögen zur Herstellung enstprechender Nutzen in einem kontinuierlichen Prozess einbringbar, wobei das Abtrennen von Abfallteilen und das Einbringen von Faltrillen auf im Weiteren noch näher beschriebene Weise durch eine Relativbewegung die beiden Werkzeugteile 10, 12 relativ zueinander, vorwiegend durch Bewegen des ersten Werkzeugteils 10 relativ zum zweiten Werkzeugteil 12, erfolgt. Vorliegend ist das Werkzeug zumindest teilweise offen dargestellt. - Der obere Werkzeugteil 10 ist aus einer unteren Trägerplatte 14 und einer oberen Trägerplatte 16 unter Zwischenanordnung einer Zwischenplatte 18 zusammengesetzt. Oberseitig der oberen Trägerplatte 16 ist überdies ein Rahmenblech 20 vorgesehen. Alle Platten 14 bis 18 sind in einer Halteeinrichtung 22 mit einem seitlichen Halterahmen 24 aufgenommen und gegeneinander verspannt.
- Die untere Trägerplatte 14 ist im vorliegenden Fall eine Multiplex - Trägerplatte mit einer zentralen, durchgängigen Aussparung 26, in welcher eine Schneidlinienkontur 28 zumindest im Wesentlichen formidentisch eingesetzt ist. Die Schneidlinienkontur 28 ist vorliegend aus einem Metallblock gebildet und umfasst im Wesentlichen drei umlaufend geschlossen Konturbereiche 30, mittel welchen jeweilige, parallel zueinander angeordnete Abfallteile (nicht dargestellt) vom Kartonbogen beziehungsweise Nutzen abtrennbar sind. Von der Schneidlinienkontur 28 sind demzufolge in der vorliegenden Schnittansicht sechs Schnittbereiche 32 der entsprechenden Schneidlinie dargestellt. Nach oben hin schließt der Metallblock der Schneidlinienkontur 28 bündig an der Oberseite der unteren Trägerplatte 14 beziehungsweise an der Unterseite der Zwischenplatte 18 ab, an welcher sich die Schneidlinienkontur 28 abstützt. Unter anderem aus diesem Grund ist die Zwischenplatte aus einem Stahlwerkstoff mit einer Härte von beispielsweise etwa 50 HRC gestaltet.
- Neben der zentralen Aussparung 26 für die Schneidlinienkontur 28 umfasst die untere Trägerplatte 14 weitere Aussparungen für jeweilige seitliche Schneidlinien 34 zur Abtrennung des Nutzens von einem großen Abfallstück sowie eine innenseitig davon angeordnete jeweilige Rilllinie 36 zur Erzeugung einer Faltrille in dem Nutzen.
- Der untere Werkzeugteil 12 umfasst vorliegend im Wesentlichen eine Gegenplatte 38, welche mit der Schneidlinienkontur 28, der jeweiligen Schneidlinie 34 und der jeweiligen Rilllinie 36 derart zusammen wirkt, das sich die gewünschten Beschnitte der Abfallteile beziehungsweise Faltrillen ergeben. Hierzu sind in der Gegenplatte 38 entsprechende Nuten 40 zum Zusammenwirken mit den Rilllinien 36 vorgesehen.
- An die durch die Schneidlinienkontur 28 gebildeten drei umlaufend geschlossenen Konturbereiche 30 zum Abtrennen des jeweiligen Abfallteils schließt sich vorliegend ein in diesem Bereich durch drei Teilabsaugkanäle 42 gebildeter Absaugkanal 44 an. Die Teilabsaugkanäle 42 beziehungsweise der hierdurch gebildete Absaugkanal 44 verlaufen somit innerhalb der Schneidlinienkontur 28 in Richtung nach oben bis zur Zwischenplatte 18, in welcher formidentisch die Teilabsaugkanäle 42 fortgesetzt sind. Ausgehend von der Zwischenplatte 18 erstrecken sich die Teilabsaugkanäle 42 über einen Längenbereich in Hochrichtung innerhalb der oberen Trägerplatte 16, bis sie in einen Endkanal 46 des Absaugkanals 44 münden.
- Der Verlauf des Endkanals 46 ist dabei - wie auch die Form der Teilabsaugkanäle 42 - besonders günstig aus
Fig. 2 erkennbar, welche die obere Trägerplatte 16 in einer schematischen Draufsicht entlang einer durch die Linie II - II inFig. 1 repräsentierten Schnittebene zeigt. Hierbei wird insbesondere erkennbar, dass der Endkanal 46 zu beiden Seiten 48, 50 hin aus der korrespondierenden Trägerplatte 16 austritt, wobei an der einen Seite 48, 50 des Endkanals 46 ein nicht dargestelltes Absaugelement einer Absaugeinrichtung angeschlossen ist und an der anderen Seite des Endkanals 46 eine freie Einströmöffnung 52 vorgesehen ist. Das Absaugelement der Absaugeinrichtung ist dabei beispielsweise mit einem nachfolgenden, weiteren Absaugkanal 54 der Absaugeinrichtung, welcher in dem Halterahmen 24 verläuft, verbunden. Mittels der Absaugeinrichtung kann somit ein kontinuierlicher Absaug-Luftstrom innerhalb des Endkanals 46 von der Einströmöffnung 52 zum Absaugelement hin, also von der einen zur anderen Seite 48, 50 des Trägerelements 16, erzeugt werden. - Es ist klar, dass der Luftstrom innerhalb des Endkanals nicht nur durch Absaugen, sondern auch durch Einblasen von Luft an der einen Seite 48, 50 erzeugt werden könnte. Auch durch einen derart eingeblasenen Luftstrom lässt sich somit ein Absaugeffekt der Absaugeinrichtung an den Konturbereichen 30 der Schneidlinienkontur 28 beziehungsweise innerhalb der Teilabsaugkanäle 42 erzielen.
- Die Kraft dieses Absaug-Luftstroms wirkt im Weiteren über die Teilabsaugkanäle 42 bis im Bereich der jeweiligen Konturbereiche 30 der Schneidlinienkontur 28, mittels welchen die jeweiligen Abfallteile vom Nutzen abgetrennt werden. Die Abfallteile werden dabei beim Stanzen beziehungsweise Schneiden in die Teilabsaugkanäle 42 hinein gedrückt und durch den Absaug-Luftstrom weiter nach oben zum Endkanal 46 transportiert, von wo aus der weitere Abtransport über die Absaugeinrichtung erfolgt.
- Um ein besonders günstiges Absaugen der Abfallteile zu erreichen, sind - wie dies insbesondere aus
Fig. 3 anhand einer auschnittsweisen und gegenüberFig. 1 vergrößerten Darstellung des Werkzeugs im Bereich der Schneidlinienkontur 28 erkennbar ist - die Teilabsaugkanäle 42 im Querschnitt größer ausgebildet ist als die zugeordneten Konturbereiche 30 der Schneidlinienkontur 28. Aus diesem Grund sind in der Draufsicht vonFig.2 auch Doppellinien in Bereich der Teilabsaugkanäle 42 erkennbar, da eine jeweils innere Linie den jeweiligen Konturbereich 30 der Schneidlinienkontur 28 zeigt. - In Zusammenschau der
Fig. 1 und 2 ist zudem erkennbar, dass der Endkanal 46 an einer Außenseite 56 der korrespondierenden Trägerplatte 16 vorgesehen ist. Dieser ist somit besonders einfach herstellbar, indem er durch das Rahmenblech 20 nach oben hin verschlossen ist. Die obere Trägerplatte 16 ist vorliegend aus einer Aluminiumlegierung gebildet, welche ein einfaches Bearbeiten ermöglicht. - Insgesamt ist somit erkennbar, dass vorliegend ein Verfahren geschaffen werden kann, bei dem mit der Schneidlinienkontur 28 des ersten Werkzeugteils 10 wenigstens ein Abfallteil vom Nutzen durch Zusammenwirken mit dem zweiten Werkzeugteil 12 abgetrennt werden kann, welches hierbei in den entsprechenden Teilabsaugkanal 42 nach hinten beziehungsweise oben gedrückt und von hier aus über dem Absaugkanal 44 abgesaugt wird.
- Das vorliegende Werkzeug kann insbesondere zum Bearbeiten von Materialbögen aus Papier oder Karton in Stärken zwischen 80 gr/m2 und 500 gr/m2 beziehungsweise mit einer Materialstärke zwischen etwa 80 µm bis 700 µm zum Einsatz kommen. Die Materialbögen können hierbei insbesondere auch sowohl bedruckt und lackiert sein als auch beschichtet mit einer Polymerschicht oder mit einem Kunststofffilm. Ebenso können die Materialbögen eine Beschichtung mit einen Metallfilm, beispielsweise aus einem Aluminiummaterial, aufweisen. Natürlich sind auch Kombinationen der beschriebenen Materialien bei einem entsprechenden Materialbogen zum Einsatz kommen. Schließlich können die Materialbögen auch aus einem Laminat gebildet sein oder einen Verbundaufbau aufweisen.
-
- 10
- Werkzeugteil
- 12
- Werkzeugteil
- 14
- Untere Trägerplatte
- 16
- Obere Trägerplatte
- 18
- Zwischenplatte
- 20
- Rahmenblech
- 22
- Halteeinrichtung
- 24
- Halterahmen
- 26
- Aussparung
- 28
- Schneidlinienkontur
- 30
- Konturbereich
- 32
- Schnittbereich
- 34
- Schneidlinie
- 36
- Rilllinie
- 38
- Gegenplatte
- 40
- Nuten
- 42
- Teilabsaugkanäle
- 44
- Absaugkanal
- 46
- Endkanal
- 48
- Seite
- 50
- Seite
- 52
- Einströmöffnung
- 54
- Absaugkanal
- 56
- Außenseite
Claims (10)
- Werkzeug zur Herstellung eines Nutzens aus einem Kartonbogen, mit einem ersten Werkzeugteil (10) mit wenigstens einer Schneidlinienkontur (28), mittels welcher wenigstens ein Abfallteil vom Nutzen abtrennbar ist, und mit einem zweiten Werkzeugteil (12), welcher mit dem ersten Werkzeugteil (10) zur Trennung des Nutzens von dem wenigstens einen Abfallteil zusammen wirkt,
dadurch gekennzeichnet, dass
in dem ersten Werkzeugteil (10) wenigstens ein Absaugkanal (44) einer Absaugeinrichtung vorgesehen ist, über welchen das wenigstens eine Abfallteil absaugbar ist. - Werkzeug nach Anspruch 1,
dadurch gekennzeichnet, dass
der Absaugkanal (44) zumindest über einen Längenbereich durch die Schneidlinienkontur (28) gebildet ist. - Werkzeug nach einem der Ansprüche 1 oder 2,
dadurch gekennzeichnet, dass
der erste Werkzeugteil (10) wenigstens eine Trägerplatte (16) aufweist, in welcher der Absaugkanal (44) zumindest über einen Längenbereich ausgebildet ist. - Werkzeug nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
der erste Werkzeugteil (10) wenigstens eine Trägerplatte (14) aufweist, in welcher die Schneidlinienkontur (28) aufgenommen ist. - Werkzeug nach einem der Ansprüche 3 oder 4,
dadurch gekennzeichnet, dass
der erste Werkzeugteil (10) eine zwischen der Trägerplatte (14), in der die Schneidlinienkontur (28) aufgenommen ist, und der Trägerplatte (16), in welcher der Absaugkanal (44) zumindest über einen Längenbereich ausgebildet ist, eine Zwischenplatte (18) aufweist, in welcher der Absaugkanal (44) zumindest über einen Längenbereich ausgebildet ist. - Werkzeug nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
der Absaugkanal (44) über einen Längenbereich durch jeweilige Teilabsaugkanäle (42) gebildet ist. - Werkzeug nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
die Schneidlinienkontur (28) wenigstens einen umlaufend geschlossenen Konturbereich (30) zum Abtrennen des jeweiligen Abfallteils aufweist, wobei der sich jeweils daran anschließende Absaugkanal (44) beziehungsweise Teilabsaugkanal (42) im Querschnitt größer ausgebildet ist als der zugeordnete Konturbereich (30). - Werkzeug nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
der Absaugkanal (44) einen Endkanal (46) umfasst, welcher zu beiden Seiten (48, 50) hin aus der korrespondierenden Trägerplatte (16) austritt, wobei an der einen Seite (48, 50) des Endkanals (46) ein Absaugelement der Absaugeinrichtung angeschlossen ist und an der anderen Seite des Endkanals eine freie Einströmöffnung (52) vorgesehen ist. - Werkzeug nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
der Endkanal (46) an einer Außenseite (56) der korrespondierenden Trägerplatte (16) vorgesehen ist, an welcher ein Rahmenblech (20) angeordnet ist. - Verfahren zur Herstellung eines Nutzens aus einem Kartonbogen mittels eines Werkzeugs, bei welchem mit einer Schneidlinienkontur (28) eines ersten Werkzeugteils (10) wenigstens ein Abfallteil vom Nutzen durch Zusammenwirken mit einem zweiten Werkzeugteil (12) abgetrennt wird,
dadurch gekennzeichnet, dass
das wenigstens eine Abfallteil über wenigstens einen in dem ersten Werkzeugteil (10) vorgesehen Absaugkanal (44) einer Absaugeinrichtung abgesaugt wird.
Priority Applications (15)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17171345.6A EP3403782B1 (de) | 2017-05-16 | 2017-05-16 | Werkzeug sowie verfahren zur herstellung eines nutzens aus einem kartonbogen |
| KR1020197032913A KR20200032667A (ko) | 2017-05-16 | 2018-05-14 | 판지 시트로부터 블랭크를 생산하기 위한 도구 및 방법 |
| PCT/EP2018/062326 WO2018210719A1 (de) | 2017-05-16 | 2018-05-14 | Werkzeug sowie verfahren zur herstellung eines nutzens aus einem kartonbogen |
| TNP/2019/000274A TN2019000274A1 (en) | 2017-05-16 | 2018-05-14 | Tool and method for producing a blank from a cardboard sheet |
| MX2019013662A MX2019013662A (es) | 2017-05-16 | 2018-05-14 | Herramienta y metodo para producir una preforma a partir de una lamina de carton. |
| JP2019555467A JP2020519455A (ja) | 2017-05-16 | 2018-05-14 | 厚紙シートからブランクを製造するためのツール及び方法 |
| AU2018269129A AU2018269129A1 (en) | 2017-05-16 | 2018-05-14 | Tool and method for producing a blank from a cardboard sheet |
| RU2019139246A RU2019139246A (ru) | 2017-05-16 | 2018-05-14 | Инструмент, а также способ изготовления заготовки из листа картона |
| CN201880030459.2A CN110891747A (zh) | 2017-05-16 | 2018-05-14 | 用于从纸板片制造坯料的工具和方法 |
| US16/613,656 US20210023731A1 (en) | 2017-05-16 | 2018-05-14 | Tool and method for producing a blank from a cardboard sheet |
| CA3058698A CA3058698A1 (en) | 2017-05-16 | 2018-05-14 | Tool and method for producing a blank from a cardboard sheet |
| BR112019021236-1A BR112019021236A2 (pt) | 2017-05-16 | 2018-05-14 | Ferramenta e método para produzir uma matriz a partir de uma folha de papelão |
| PH12019502430A PH12019502430A1 (en) | 2017-05-16 | 2019-10-25 | Tool and method for producing a blank from a cardboard sheet |
| CL2019003282A CL2019003282A1 (es) | 2017-05-16 | 2019-11-15 | Herramienta y método para producir una preforma a partir de una lamina de cartón. |
| CONC2019/0013656A CO2019013656A2 (es) | 2017-05-16 | 2019-12-03 | Herramienta y método para producir una preforma a partir de una lámina de cartón |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17171345.6A EP3403782B1 (de) | 2017-05-16 | 2017-05-16 | Werkzeug sowie verfahren zur herstellung eines nutzens aus einem kartonbogen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3403782A1 true EP3403782A1 (de) | 2018-11-21 |
| EP3403782B1 EP3403782B1 (de) | 2022-11-02 |
Family
ID=58738895
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17171345.6A Active EP3403782B1 (de) | 2017-05-16 | 2017-05-16 | Werkzeug sowie verfahren zur herstellung eines nutzens aus einem kartonbogen |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US20210023731A1 (de) |
| EP (1) | EP3403782B1 (de) |
| JP (1) | JP2020519455A (de) |
| KR (1) | KR20200032667A (de) |
| CN (1) | CN110891747A (de) |
| AU (1) | AU2018269129A1 (de) |
| BR (1) | BR112019021236A2 (de) |
| CA (1) | CA3058698A1 (de) |
| CL (1) | CL2019003282A1 (de) |
| CO (1) | CO2019013656A2 (de) |
| MX (1) | MX2019013662A (de) |
| PH (1) | PH12019502430A1 (de) |
| RU (1) | RU2019139246A (de) |
| TN (1) | TN2019000274A1 (de) |
| WO (1) | WO2018210719A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019042582A1 (de) * | 2017-08-30 | 2019-03-07 | Karl Marbach Gmbh & Co. Kg | Technik zum stanzen von kleinstanzteilen |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102483233B1 (ko) * | 2021-11-29 | 2023-01-04 | (주)지우텍 | 기포 및 이물질이 유입되지 않는 광학필름용 필름 접합장치 |
| KR102564518B1 (ko) * | 2022-12-22 | 2023-08-04 | (주)지우텍 | 커팅각도조절이 가능하며 기포 및 이물질이 유입되지 않는 광학필름용 필름 접합장치 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2124461A1 (en) * | 1970-05-21 | 1971-12-09 | Ciba Geigy Ag | Perforated tear line prodn - in plastic films or laminates |
| DE10065457A1 (de) | 2000-12-28 | 2002-07-18 | Marbach Karl Gmbh & Co Kg | Verfahren und Vorrichtung zur Trennung von Nutzen und Abfall eines gestanzten oder geschnittenen Materialbogens sowie Anlage zur Herstellung von Nutzen aus einem Materialbogen |
| EP2327521A1 (de) * | 2009-11-27 | 2011-06-01 | Heidelberger Druckmaschinen AG | Verfahren zum Zurichten von Werkzeugen |
| DE102010061991A1 (de) * | 2010-11-25 | 2012-05-31 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Stanzen einer aus Fasermaterial bestehenden Fasermatte |
| EP2886320A1 (de) * | 2013-12-20 | 2015-06-24 | Mayr-Melnhof Karton AG | Verfahren zur Herstellung eines Schneid- und/oder Stanz- und/oder Rillwerkzeugs |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0790110B1 (de) * | 1996-02-16 | 2001-06-06 | Karl Marbach GmbH + Co. | Stanz- und Rillwerkzeug zur Herstellung von gerillten Stanzteilen |
| DE29921967U1 (de) * | 1999-06-04 | 2000-03-23 | Winkler & Duennebier Ag | Drehbare Messerwalze |
| DE102008000262B4 (de) * | 2008-02-08 | 2010-07-01 | Leica Biosystems Nussloch Gmbh | Vorrichtung und Verfahren zum Filtern von in einem Luftstrom befindlichen Schnittabfällen eines Mikrotoms |
| DE202008016884U1 (de) * | 2008-12-19 | 2009-03-12 | Karl Marbach Gmbh & Co. Kg | Trägerplatte für ein Stanzwerkzeug |
| CN203156840U (zh) * | 2013-04-06 | 2013-08-28 | 宁波市鄞州润金机电科技有限公司 | 一种服装模板机的操作台面 |
| JP5923207B2 (ja) * | 2014-09-19 | 2016-05-24 | トタニ技研工業株式会社 | プラスチックフィルム打ち抜き装置 |
| CN204221868U (zh) * | 2014-09-30 | 2015-03-25 | 上海和鹰机电科技股份有限公司 | 数控裁剪机及其台面 |
| JP5897686B1 (ja) * | 2014-10-24 | 2016-03-30 | Towa株式会社 | ワーク吸着板、ワーク切断装置、ワーク切断方法、およびワーク吸着板の製造方法 |
-
2017
- 2017-05-16 EP EP17171345.6A patent/EP3403782B1/de active Active
-
2018
- 2018-05-14 WO PCT/EP2018/062326 patent/WO2018210719A1/de active Application Filing
- 2018-05-14 CA CA3058698A patent/CA3058698A1/en not_active Abandoned
- 2018-05-14 RU RU2019139246A patent/RU2019139246A/ru not_active Application Discontinuation
- 2018-05-14 MX MX2019013662A patent/MX2019013662A/es unknown
- 2018-05-14 CN CN201880030459.2A patent/CN110891747A/zh active Pending
- 2018-05-14 US US16/613,656 patent/US20210023731A1/en not_active Abandoned
- 2018-05-14 AU AU2018269129A patent/AU2018269129A1/en not_active Abandoned
- 2018-05-14 TN TNP/2019/000274A patent/TN2019000274A1/en unknown
- 2018-05-14 BR BR112019021236-1A patent/BR112019021236A2/pt not_active Application Discontinuation
- 2018-05-14 KR KR1020197032913A patent/KR20200032667A/ko not_active Application Discontinuation
- 2018-05-14 JP JP2019555467A patent/JP2020519455A/ja active Pending
-
2019
- 2019-10-25 PH PH12019502430A patent/PH12019502430A1/en unknown
- 2019-11-15 CL CL2019003282A patent/CL2019003282A1/es unknown
- 2019-12-03 CO CONC2019/0013656A patent/CO2019013656A2/es unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2124461A1 (en) * | 1970-05-21 | 1971-12-09 | Ciba Geigy Ag | Perforated tear line prodn - in plastic films or laminates |
| DE10065457A1 (de) | 2000-12-28 | 2002-07-18 | Marbach Karl Gmbh & Co Kg | Verfahren und Vorrichtung zur Trennung von Nutzen und Abfall eines gestanzten oder geschnittenen Materialbogens sowie Anlage zur Herstellung von Nutzen aus einem Materialbogen |
| EP2327521A1 (de) * | 2009-11-27 | 2011-06-01 | Heidelberger Druckmaschinen AG | Verfahren zum Zurichten von Werkzeugen |
| DE102010061991A1 (de) * | 2010-11-25 | 2012-05-31 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Stanzen einer aus Fasermaterial bestehenden Fasermatte |
| EP2886320A1 (de) * | 2013-12-20 | 2015-06-24 | Mayr-Melnhof Karton AG | Verfahren zur Herstellung eines Schneid- und/oder Stanz- und/oder Rillwerkzeugs |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019042582A1 (de) * | 2017-08-30 | 2019-03-07 | Karl Marbach Gmbh & Co. Kg | Technik zum stanzen von kleinstanzteilen |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018210719A1 (de) | 2018-11-22 |
| CL2019003282A1 (es) | 2020-02-28 |
| TN2019000274A1 (en) | 2021-01-07 |
| BR112019021236A2 (pt) | 2020-05-12 |
| RU2019139246A3 (de) | 2021-08-05 |
| KR20200032667A (ko) | 2020-03-26 |
| PH12019502430A1 (en) | 2020-12-07 |
| CO2019013656A2 (es) | 2020-04-01 |
| EP3403782B1 (de) | 2022-11-02 |
| CA3058698A1 (en) | 2018-11-22 |
| CN110891747A (zh) | 2020-03-17 |
| RU2019139246A (ru) | 2021-06-16 |
| MX2019013662A (es) | 2020-01-13 |
| US20210023731A1 (en) | 2021-01-28 |
| JP2020519455A (ja) | 2020-07-02 |
| AU2018269129A1 (en) | 2019-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2303488B1 (de) | Verfahren und vorrichtung zum herstellen von feinschneidteilen aus einem materialstreifen | |
| DE102009039936A1 (de) | Stanzniet, Verfahren zum Hersteller einer Stanznietverbindung und Werkstückanordnung | |
| DE1918780C2 (de) | Verfahren und Vorrichtung zum Feinschneiden von Werkstücken aus Blech | |
| WO2016206795A1 (de) | Gegenzurichtung und verfahren zum rillen von papier, karton oder wellpappe | |
| DE19647962C1 (de) | Verfahren und Einrichtung zum Herstellen von Löchern am Umfang eines Hohlprofiles | |
| WO2018210719A1 (de) | Werkzeug sowie verfahren zur herstellung eines nutzens aus einem kartonbogen | |
| CH696194A5 (de) | Verfahren zur Herstellung von Karten aus Kunststoff, Identitätskarte oder Kreditkarte hergestellt nach dem Verfahren und Kartenstanzmaschine zur Durchführung des Verfahrens | |
| EP2542363B1 (de) | Verfahren und vorrichtung zum ziehen und beschneiden von platinen | |
| DE19506067C1 (de) | Verfahren zum Ausschneiden eines Ausschnitts aus der Wandung eines als Hohlkörper ausgebildeten Bauteils und Vorrichtung zur Durchführung des Verfahrens | |
| EP3600831B1 (de) | Vorrichtung, anlage und verfahren zum aufkaschieren eines kaschierfolienelements auf ein bauteil | |
| DE112019001218T5 (de) | Stanzeinsatz und Verfahren zum Schneiden von Blechen | |
| EP1378330B1 (de) | Vorrichtung und Verfahren zum Heraustrennen von Kunststoffkarten | |
| DE8408792U1 (de) | Vorrichtung zum Verbinden flächig aufeinanderliegender Bleche mittels Durchdrücken und Fließverpressen | |
| DE102010018534A1 (de) | Vorrichtung zum Formen eines Werkstücks | |
| DE102006027009B4 (de) | Papierlocher | |
| EP3411165B1 (de) | Verfahren zum bearbeiten und/oder herstellen eines bauteils und solches bauteil | |
| DE19911125C1 (de) | Verfahren und Vorrichtung zum Trennen oder Lochen eines Werkstücks unter Einfluß eines unter Hochdruck stehenden Druckmediums | |
| WO2012045292A1 (de) | Verfahren und vorrichtung zum ziehen von blechen | |
| DE10156664B4 (de) | Vorrichtung zum rotierenden Stanzen von Nutzen aus Einzelbögen | |
| DE102015115170B4 (de) | Verfahren und Vorrichtung zum einstufigen Beschneiden großer Schnittlängen | |
| DE102015008171A1 (de) | Vorrichtung und Verfahren zum Bearbeiten eines Blechbauteils | |
| DE102005018540B3 (de) | Verfahren zum Herstellen eines Bauteils | |
| DE102015115721B4 (de) | Verfahren und Vorrichtung zum Lochen eines Verbundblechs | |
| DE102017115296A1 (de) | Verfahren zur Herstellung eines Durchzugniets | |
| EP2570268B1 (de) | Verfahren zum Klebebinden von Buchblöcken zur Herstellung von Büchern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190510 |
|
| RAV | Requested validation state of the european patent: fee paid |
Extension state: MA Effective date: 20190513 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20220603 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1528436 Country of ref document: AT Kind code of ref document: T Effective date: 20221115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017014023 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20221102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230302 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230202 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230302 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017014023 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20230803 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20231006 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502017014023 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230516 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20230531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230516 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230531 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230516 |