EP3403782A1 - Outil et procédé de fabrication d'un objet utile en feuille de carton - Google Patents
Outil et procédé de fabrication d'un objet utile en feuille de carton Download PDFInfo
- Publication number
- EP3403782A1 EP3403782A1 EP17171345.6A EP17171345A EP3403782A1 EP 3403782 A1 EP3403782 A1 EP 3403782A1 EP 17171345 A EP17171345 A EP 17171345A EP 3403782 A1 EP3403782 A1 EP 3403782A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool
- suction
- cutting line
- benefit
- waste
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000008901 benefit Effects 0.000 title claims abstract description 29
- 239000011111 cardboard Substances 0.000 title claims abstract description 18
- 238000000034 method Methods 0.000 title abstract description 10
- 238000005520 cutting process Methods 0.000 claims abstract description 44
- 239000002699 waste material Substances 0.000 claims abstract description 40
- 238000004519 manufacturing process Methods 0.000 claims abstract description 7
- 230000003993 interaction Effects 0.000 claims 1
- 239000000463 material Substances 0.000 description 9
- 238000004080 punching Methods 0.000 description 5
- 230000002349 favourable effect Effects 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000011087 paperboard Substances 0.000 description 3
- 238000000926 separation method Methods 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000006735 deficit Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/18—Means for removing cut-out material or waste
- B26D7/1845—Means for removing cut-out material or waste by non mechanical means
- B26D7/1863—Means for removing cut-out material or waste by non mechanical means by suction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/4418—Cutters therefor; Dies therefor combining cutting and embossing operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/4481—Cutters therefor; Dies therefor having special lateral or edge outlines or special surface shapes, e.g. apertures
Definitions
- the invention relates to a tool and a method for producing a benefit from a cardboard sheet according to the preambles of claims 1 and 10, respectively.
- first tool part acts as a die with a second tool part as a male together, between which arranged the respective cardboard sheet and the benefit is generated by separating the at least one waste part.
- a method and a device for separating the use and waste of a punched or cut sheet of material is already known, in which the separation of benefits and waste takes place in a transport device, by means of which the benefits and waste are removed from a processing device in which the trimming of the cardboard sheet.
- the transport device has several attraction surfaces with different Attractive or suction forces to separate the respective cardboard parts and to remove the waste from the process.
- the object of the present invention is to provide a tool and a method for producing a benefit from a cardboard sheet, by means of which smaller waste parts can be removed from the process in a particularly simple and rapid manner.
- At least one suction channel of a suction device is also provided in the first tool part, in which the cutting line contour is arranged. over which the at least one separated by means of the cutting line contour waste part is sucked.
- it is thus provided to suck off respective small waste parts directly on site within the first tool part or directly during the process step of punching the waste part from the use. This ensures in a particularly simple and reliable manner that during further transport of the sheet or in the process further no waste parts can be lost, which could otherwise lead to contamination of the system or to an impairment of the process.
- a corresponding suction channel is relatively easy to introduce into the corresponding tool part, in particular when it is composed of a plurality of carrier plates.
- the suction channel must be provided only partially within the corresponding tool part.
- the suction channel is formed at least over a length range by the cutting line contour.
- the cutting line contour forms the entrance of the suction channel, so that separated waste parts can be transported away immediately from the trimming area to the rear into the corresponding tool part. Since the respective waste part is thus inevitably forced into the suction channel as a result of the cut, the extraction takes place in a particularly simple and reliable manner.
- the suction channel is particularly favorable adapted in shape to the corresponding waste part, so that a force generated due to the suction acts in an optimal manner on the waste part.
- a further advantageous embodiment of the invention provides that the first tool part has at least one, in particular upper carrier plate, in which the suction channel is formed at least over a length range. Such a suction within the corresponding support plate is particularly easy to produce.
- the first tool part at least one, in particular lower carrier plate, in which the cutting line contour is added.
- the first tool part at least one, in particular lower carrier plate, in which the cutting line contour is added.
- an intermediate plate in which the suction channel at least over a length range is trained.
- the intermediate plate can thus on the one hand serve to support the cutting line contour and on the other hand can be provided in a simple manner with one or more suction channels.
- the suction channel is formed over a length range by respective Partabsaugkanäle.
- These Sectionabsaugkanäle can connect to each circumferentially closed contour area of the cutting line contour, so that at the same time several waste parts can be separated from the benefit and sucked off via the respective associated Partabsaugkanal.
- the suction channel comprises an end channel which emerges from both sides of the corresponding support plate, wherein on one side of the end channel, a suction of the suction device is connected and on the other side of the end channel a free inflow opening is provided.
- an end channel is on the one hand very easy to produce and on the other hand opens the easy way to produce a continuous stream of air to suck the waste parts.
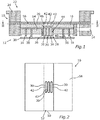
- Fig. 1 is shown in a schematic sectional view of a tool for producing a benefit, not shown, from a cardboard sheet, also not shown.
- the tool designed here as a combined cutting, punching and scoring tool basically comprises a first, upper die part 10 in the manner of a die and a lower die part 12 in the manner of a male part. Between the two tool parts 10, 12 are respective cardboard sheets for producing corresponding benefits in a continuous process can be introduced, the separation of waste parts and the introduction of folding grooves in a manner to be described in more detail by a relative movement, the two tool parts 10, 12 relative to each other, predominantly by moving the first tool part 10 relative to the second tool part 12, takes place. In the present case, the tool is at least partially open.
- the upper tool part 10 is composed of a lower support plate 14 and an upper support plate 16 with intermediate arrangement of an intermediate plate 18.
- a frame plate 20 is also provided. All plates 14 to 18 are received in a holding device 22 with a lateral support frame 24 and braced against each other.
- the lower carrier plate 14 is a multiplex carrier plate with a central, continuous recess 26, in which a cutting line contour 28 is inserted at least substantially in identical shape.
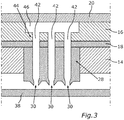
- the cutting line contour 28 is formed from a metal block and essentially comprises three circumferentially closed contour regions 30, by means of which respective waste parts (not shown) arranged parallel to one another can be separated from the cardboard sheet or the benefit. From the cutting line contour 28, therefore, six sectional areas 32 of the corresponding cutting line are shown in the present sectional view.
- the metal block of the cutting line contour 28 is flush with the upper side of the lower support plate 14 or on the underside of the intermediate plate 18, on which the cutting line contour 28 is supported.
- the intermediate plate is made of a steel material having a hardness of, for example, about 50 HRC.
- the lower support plate 14 includes further recesses for respective lateral cutting lines 34 for separating the benefit of a large waste piece and a respective creasing line 36 disposed inside thereof for creating a creasing groove in the utility.
- the lower tool part 12 essentially comprises a counterplate 38 which interacts with the cutting line contour 28, the respective cutting line 34 and the respective creasing line 36 in such a way that the desired cuts of the waste parts or folding grooves result.
- corresponding grooves 40 for cooperation with the score lines 36 are provided in the counter-plate 38.
- a suction channel 44 formed in this region by three partial suction channels 42 adjoins.
- the sectionabsaugkanäle 42 and the suction channel 44 thus formed thus extend within the cutting line contour 28 in the upward direction to the intermediate plate 18, in which identical form the Operaabsaugkanäle 42 are continued.
- the intermediate plate 18 Starting from the intermediate plate 18, the Generalabsaugkanäle 42 extend over a length range in the vertical direction within the upper support plate 16 until they open into an end channel 46 of the suction channel 44.
- the course of the end channel 46 is - as well as the shape of the Operaabsaugkanäle 42 - particularly favorable Fig. 2 recognizable, which the upper support plate 16 in a schematic plan view along a line through the II - II in Fig. 1 represented sectional plane shows.
- the end channel 46 exits on both sides 48, 50 out of the corresponding support plate 16, wherein on one side 48, 50 of the end channel 46 an unillustrated suction of a suction device is connected and on the other side of the end channel 46th a free inlet opening 52 is provided.
- the suction of the suction device is connected, for example, with a subsequent, further suction duct 54 of the suction device, which extends in the support frame 24.
- Fig. 1 and 2 In synopsis of Fig. 1 and 2 is also recognizable that the end channel 46 is provided on an outer side 56 of the corresponding support plate 16. This is thus particularly easy to produce by being closed by the frame plate 20 upwards.
- the upper support plate 16 is presently formed of an aluminum alloy, which allows easy editing.
- the present tool can be used in particular for processing sheets of paper or cardboard in thicknesses between 80 gr / m 2 and 500 gr / m 2 or with a material thickness between about 80 microns to 700 microns are used.
- the sheets of material may in particular also be both printed and lacquered as well as coated with a polymer layer or with a plastic film.
- the material sheets may have a coating with a metal film, for example of an aluminum material.
- combinations of the materials described are also be used with a corresponding material sheet.
- the material sheets may also be formed from a laminate or have a composite structure.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Details Of Cutting Devices (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Priority Applications (15)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17171345.6A EP3403782B1 (fr) | 2017-05-16 | 2017-05-16 | Outil et procédé de fabrication d'un objet utile en feuille de carton |
| CA3058698A CA3058698A1 (fr) | 2017-05-16 | 2018-05-14 | Outil ainsi que procede de fabrication d'une decoupe a partir d'une feuille de carton |
| KR1020197032913A KR20200032667A (ko) | 2017-05-16 | 2018-05-14 | 판지 시트로부터 블랭크를 생산하기 위한 도구 및 방법 |
| BR112019021236-1A BR112019021236A2 (pt) | 2017-05-16 | 2018-05-14 | Ferramenta e método para produzir uma matriz a partir de uma folha de papelão |
| AU2018269129A AU2018269129A1 (en) | 2017-05-16 | 2018-05-14 | Tool and method for producing a blank from a cardboard sheet |
| PCT/EP2018/062326 WO2018210719A1 (fr) | 2017-05-16 | 2018-05-14 | Outil ainsi que procédé de fabrication d'une découpe à partir d'une feuille de carton |
| JP2019555467A JP2020519455A (ja) | 2017-05-16 | 2018-05-14 | 厚紙シートからブランクを製造するためのツール及び方法 |
| CN201880030459.2A CN110891747A (zh) | 2017-05-16 | 2018-05-14 | 用于从纸板片制造坯料的工具和方法 |
| MX2019013662A MX2019013662A (es) | 2017-05-16 | 2018-05-14 | Herramienta y metodo para producir una preforma a partir de una lamina de carton. |
| TNP/2019/000274A TN2019000274A1 (en) | 2017-05-16 | 2018-05-14 | Tool and method for producing a blank from a cardboard sheet |
| US16/613,656 US20210023731A1 (en) | 2017-05-16 | 2018-05-14 | Tool and method for producing a blank from a cardboard sheet |
| RU2019139246A RU2019139246A (ru) | 2017-05-16 | 2018-05-14 | Инструмент, а также способ изготовления заготовки из листа картона |
| PH12019502430A PH12019502430A1 (en) | 2017-05-16 | 2019-10-25 | Tool and method for producing a blank from a cardboard sheet |
| CL2019003282A CL2019003282A1 (es) | 2017-05-16 | 2019-11-15 | Herramienta y método para producir una preforma a partir de una lamina de cartón. |
| CONC2019/0013656A CO2019013656A2 (es) | 2017-05-16 | 2019-12-03 | Herramienta y método para producir una preforma a partir de una lámina de cartón |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17171345.6A EP3403782B1 (fr) | 2017-05-16 | 2017-05-16 | Outil et procédé de fabrication d'un objet utile en feuille de carton |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3403782A1 true EP3403782A1 (fr) | 2018-11-21 |
| EP3403782B1 EP3403782B1 (fr) | 2022-11-02 |
Family
ID=58738895
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17171345.6A Active EP3403782B1 (fr) | 2017-05-16 | 2017-05-16 | Outil et procédé de fabrication d'un objet utile en feuille de carton |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US20210023731A1 (fr) |
| EP (1) | EP3403782B1 (fr) |
| JP (1) | JP2020519455A (fr) |
| KR (1) | KR20200032667A (fr) |
| CN (1) | CN110891747A (fr) |
| AU (1) | AU2018269129A1 (fr) |
| BR (1) | BR112019021236A2 (fr) |
| CA (1) | CA3058698A1 (fr) |
| CL (1) | CL2019003282A1 (fr) |
| CO (1) | CO2019013656A2 (fr) |
| MX (1) | MX2019013662A (fr) |
| PH (1) | PH12019502430A1 (fr) |
| RU (1) | RU2019139246A (fr) |
| TN (1) | TN2019000274A1 (fr) |
| WO (1) | WO2018210719A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019042582A1 (fr) * | 2017-08-30 | 2019-03-07 | Karl Marbach Gmbh & Co. Kg | Technique de découpe de petites pièces découpées |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102483233B1 (ko) * | 2021-11-29 | 2023-01-04 | (주)지우텍 | 기포 및 이물질이 유입되지 않는 광학필름용 필름 접합장치 |
| KR102564518B1 (ko) * | 2022-12-22 | 2023-08-04 | (주)지우텍 | 커팅각도조절이 가능하며 기포 및 이물질이 유입되지 않는 광학필름용 필름 접합장치 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2124461A1 (en) * | 1970-05-21 | 1971-12-09 | Ciba Geigy Ag | Perforated tear line prodn - in plastic films or laminates |
| DE10065457A1 (de) | 2000-12-28 | 2002-07-18 | Marbach Karl Gmbh & Co Kg | Verfahren und Vorrichtung zur Trennung von Nutzen und Abfall eines gestanzten oder geschnittenen Materialbogens sowie Anlage zur Herstellung von Nutzen aus einem Materialbogen |
| EP2327521A1 (fr) * | 2009-11-27 | 2011-06-01 | Heidelberger Druckmaschinen AG | Procédé destiné à l'alignement d'outils |
| DE102010061991A1 (de) * | 2010-11-25 | 2012-05-31 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Stanzen einer aus Fasermaterial bestehenden Fasermatte |
| EP2886320A1 (fr) * | 2013-12-20 | 2015-06-24 | Mayr-Melnhof Karton AG | Procédé de fabrication d'un outil de coupe et/ou d'emboutissage et/ou de rainurage |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK0790110T3 (da) * | 1996-02-16 | 2001-07-16 | Marbach Gmbh Karl | Stanse- og rilleværktøj til fremstilling af udstansede emner med riller |
| DE19925612B4 (de) * | 1999-06-04 | 2007-10-31 | WINKLER + DüNNEBIER AG | Drehbare Messerwalze mit Folienmesser |
| DE102008000262B4 (de) * | 2008-02-08 | 2010-07-01 | Leica Biosystems Nussloch Gmbh | Vorrichtung und Verfahren zum Filtern von in einem Luftstrom befindlichen Schnittabfällen eines Mikrotoms |
| DE202008016884U1 (de) * | 2008-12-19 | 2009-03-12 | Karl Marbach Gmbh & Co. Kg | Trägerplatte für ein Stanzwerkzeug |
| CN203156840U (zh) * | 2013-04-06 | 2013-08-28 | 宁波市鄞州润金机电科技有限公司 | 一种服装模板机的操作台面 |
| JP5923207B2 (ja) * | 2014-09-19 | 2016-05-24 | トタニ技研工業株式会社 | プラスチックフィルム打ち抜き装置 |
| CN204221868U (zh) * | 2014-09-30 | 2015-03-25 | 上海和鹰机电科技股份有限公司 | 数控裁剪机及其台面 |
| JP5897686B1 (ja) * | 2014-10-24 | 2016-03-30 | Towa株式会社 | ワーク吸着板、ワーク切断装置、ワーク切断方法、およびワーク吸着板の製造方法 |
-
2017
- 2017-05-16 EP EP17171345.6A patent/EP3403782B1/fr active Active
-
2018
- 2018-05-14 BR BR112019021236-1A patent/BR112019021236A2/pt not_active Application Discontinuation
- 2018-05-14 US US16/613,656 patent/US20210023731A1/en not_active Abandoned
- 2018-05-14 MX MX2019013662A patent/MX2019013662A/es unknown
- 2018-05-14 JP JP2019555467A patent/JP2020519455A/ja active Pending
- 2018-05-14 AU AU2018269129A patent/AU2018269129A1/en not_active Abandoned
- 2018-05-14 KR KR1020197032913A patent/KR20200032667A/ko not_active Application Discontinuation
- 2018-05-14 WO PCT/EP2018/062326 patent/WO2018210719A1/fr active Application Filing
- 2018-05-14 CA CA3058698A patent/CA3058698A1/fr not_active Abandoned
- 2018-05-14 TN TNP/2019/000274A patent/TN2019000274A1/en unknown
- 2018-05-14 CN CN201880030459.2A patent/CN110891747A/zh active Pending
- 2018-05-14 RU RU2019139246A patent/RU2019139246A/ru not_active Application Discontinuation
-
2019
- 2019-10-25 PH PH12019502430A patent/PH12019502430A1/en unknown
- 2019-11-15 CL CL2019003282A patent/CL2019003282A1/es unknown
- 2019-12-03 CO CONC2019/0013656A patent/CO2019013656A2/es unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2124461A1 (en) * | 1970-05-21 | 1971-12-09 | Ciba Geigy Ag | Perforated tear line prodn - in plastic films or laminates |
| DE10065457A1 (de) | 2000-12-28 | 2002-07-18 | Marbach Karl Gmbh & Co Kg | Verfahren und Vorrichtung zur Trennung von Nutzen und Abfall eines gestanzten oder geschnittenen Materialbogens sowie Anlage zur Herstellung von Nutzen aus einem Materialbogen |
| EP2327521A1 (fr) * | 2009-11-27 | 2011-06-01 | Heidelberger Druckmaschinen AG | Procédé destiné à l'alignement d'outils |
| DE102010061991A1 (de) * | 2010-11-25 | 2012-05-31 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Stanzen einer aus Fasermaterial bestehenden Fasermatte |
| EP2886320A1 (fr) * | 2013-12-20 | 2015-06-24 | Mayr-Melnhof Karton AG | Procédé de fabrication d'un outil de coupe et/ou d'emboutissage et/ou de rainurage |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019042582A1 (fr) * | 2017-08-30 | 2019-03-07 | Karl Marbach Gmbh & Co. Kg | Technique de découpe de petites pièces découpées |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2018269129A1 (en) | 2019-11-07 |
| RU2019139246A (ru) | 2021-06-16 |
| TN2019000274A1 (en) | 2021-01-07 |
| BR112019021236A2 (pt) | 2020-05-12 |
| RU2019139246A3 (fr) | 2021-08-05 |
| KR20200032667A (ko) | 2020-03-26 |
| MX2019013662A (es) | 2020-01-13 |
| CL2019003282A1 (es) | 2020-02-28 |
| PH12019502430A1 (en) | 2020-12-07 |
| WO2018210719A1 (fr) | 2018-11-22 |
| CO2019013656A2 (es) | 2020-04-01 |
| CA3058698A1 (fr) | 2018-11-22 |
| JP2020519455A (ja) | 2020-07-02 |
| EP3403782B1 (fr) | 2022-11-02 |
| US20210023731A1 (en) | 2021-01-28 |
| CN110891747A (zh) | 2020-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2303488B1 (fr) | Procédé et dispositif pour la production de pièces découpées de précision à partir d'une bande de matériau | |
| DE102009039936A1 (de) | Stanzniet, Verfahren zum Hersteller einer Stanznietverbindung und Werkstückanordnung | |
| DE1918780C2 (de) | Verfahren und Vorrichtung zum Feinschneiden von Werkstücken aus Blech | |
| WO2016206795A1 (fr) | Contre-matrice et procédé de rainage de papier, de carton ou de carton ondulé | |
| WO2018210719A1 (fr) | Outil ainsi que procédé de fabrication d'une découpe à partir d'une feuille de carton | |
| CH696194A5 (de) | Verfahren zur Herstellung von Karten aus Kunststoff, Identitätskarte oder Kreditkarte hergestellt nach dem Verfahren und Kartenstanzmaschine zur Durchführung des Verfahrens | |
| EP2542363B1 (fr) | Procédé et dispositif pour emboutir et découper des tôles | |
| DE19506067C1 (de) | Verfahren zum Ausschneiden eines Ausschnitts aus der Wandung eines als Hohlkörper ausgebildeten Bauteils und Vorrichtung zur Durchführung des Verfahrens | |
| EP3600831B1 (fr) | Dispositif, installation et procédé servant à appliquer par contrecollage un élément pelliculaire de contrecollage sur un composant | |
| DE112019001218T5 (de) | Stanzeinsatz und Verfahren zum Schneiden von Blechen | |
| EP1378330B1 (fr) | Dispositif ainsi que procédé pour découper des cartes en matière plastique | |
| DE8408792U1 (de) | Vorrichtung zum Verbinden flächig aufeinanderliegender Bleche mittels Durchdrücken und Fließverpressen | |
| DE102010018534A1 (de) | Vorrichtung zum Formen eines Werkstücks | |
| DE102006027009B4 (de) | Papierlocher | |
| EP3411165B1 (fr) | Procédé de traitement et/ou de fabrication d'un élément, et cet élément | |
| DE19911125C1 (de) | Verfahren und Vorrichtung zum Trennen oder Lochen eines Werkstücks unter Einfluß eines unter Hochdruck stehenden Druckmediums | |
| WO2012045292A1 (fr) | Procédé et dispositif d'emboutissage de tôles | |
| DE10156664B4 (de) | Vorrichtung zum rotierenden Stanzen von Nutzen aus Einzelbögen | |
| DE102015115170B4 (de) | Verfahren und Vorrichtung zum einstufigen Beschneiden großer Schnittlängen | |
| DE102015008171A1 (de) | Vorrichtung und Verfahren zum Bearbeiten eines Blechbauteils | |
| DE102005018540B3 (de) | Verfahren zum Herstellen eines Bauteils | |
| DE102015115721B4 (de) | Verfahren und Vorrichtung zum Lochen eines Verbundblechs | |
| DE102017115296A1 (de) | Verfahren zur Herstellung eines Durchzugniets | |
| EP2570268B1 (fr) | Procédé de reliure par collage de blocs de livres pour la fabrication de livres | |
| DE102006013938A1 (de) | Fügeverfahren, Stanzvorrichtung und Matrize dafür |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190510 |
|
| RAV | Requested validation state of the european patent: fee paid |
Extension state: MA Effective date: 20190513 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20220603 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1528436 Country of ref document: AT Kind code of ref document: T Effective date: 20221115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017014023 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20221102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230302 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230202 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230302 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017014023 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20230803 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20231006 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502017014023 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230516 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20230531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221102 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230516 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230531 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230516 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230516 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231201 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230516 |