EP3147129A1 - Procédé et dispositif d'impression de récipients - Google Patents
Procédé et dispositif d'impression de récipients Download PDFInfo
- Publication number
- EP3147129A1 EP3147129A1 EP16195559.6A EP16195559A EP3147129A1 EP 3147129 A1 EP3147129 A1 EP 3147129A1 EP 16195559 A EP16195559 A EP 16195559A EP 3147129 A1 EP3147129 A1 EP 3147129A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- printing
- module
- containers
- partial
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007639 printing Methods 0.000 title claims abstract description 129
- 238000000034 method Methods 0.000 title claims abstract description 53
- 238000011144 upstream manufacturing Methods 0.000 claims description 25
- 238000012546 transfer Methods 0.000 claims description 23
- 230000032258 transport Effects 0.000 description 54
- 230000008859 change Effects 0.000 description 23
- 230000008569 process Effects 0.000 description 13
- 239000000976 ink Substances 0.000 description 11
- 238000009434 installation Methods 0.000 description 10
- 238000004659 sterilization and disinfection Methods 0.000 description 9
- 230000008901 benefit Effects 0.000 description 8
- 230000001954 sterilising effect Effects 0.000 description 8
- 239000012790 adhesive layer Substances 0.000 description 7
- 239000003086 colorant Substances 0.000 description 7
- 238000005034 decoration Methods 0.000 description 7
- 238000010017 direct printing Methods 0.000 description 7
- 238000001035 drying Methods 0.000 description 7
- 238000001723 curing Methods 0.000 description 6
- 238000013461 design Methods 0.000 description 6
- 230000005855 radiation Effects 0.000 description 4
- 206010013786 Dry skin Diseases 0.000 description 3
- 238000000071 blow moulding Methods 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 235000013305 food Nutrition 0.000 description 3
- 239000003595 mist Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- 238000003848 UV Light-Curing Methods 0.000 description 2
- 208000012886 Vertigo Diseases 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000002372 labelling Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 206010034016 Paronychia Diseases 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 238000003854 Surface Print Methods 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 210000000746 body region Anatomy 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 239000012611 container material Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000007649 pad printing Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000012552 review Methods 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
- B41J11/002—Curing or drying the ink on the copy materials, e.g. by heating or irradiating
- B41J11/0021—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using irradiation
- B41J11/00214—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using irradiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
- B41J3/40733—Printing on cylindrical or rotationally symmetrical objects, e. g. on bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0082—Digital printing on bodies of particular shapes
- B41M5/0088—Digital printing on bodies of particular shapes by ink-jet printing
Definitions
- the present invention relates to a method for printing containers according to the preamble of claim 1 and a device for printing containers according to claim 13.
- Container equipment usually provides information to containers that inform the end user of the contents of the container. Through their graphic design they serve u.a. also the sales promotion.
- a typical field of application is the food industry, where, for example, a beverage is filled in the containers.
- the developments have also been to dispense with the label material and to print the containers directly. In systems in which the complete equipment is not done in one step, the containers go through several equipment machines, the space for setting up several equipment machines is sometimes very limited.
- the object of the invention is to provide a method for printing on containers and a device for printing on containers, which allow a flexible equipment of containers with partial printing images.
- the invention relates to a method for printing on containers, in which a container of at least two circulating modules, on which co-rotating print heads are arranged, is provided with one partial image per module, wherein the container be passed directly from one module to the next and wherein the partial printing images in each case in the circumferential direction of the container have a beginning and an end edge, the container after completion of the first partial print image remains aligned or realigned that the pressure of the second partial image with the Printhead of the following module begins at a circumferential position of the container, which has a distance to the beginning and end edge of the first partial image.
- the method can be an all-round printing.
- the opposite side of the container may face the printhead of the following module at the beginning and end edges of the first partial print.
- the printing can be started in the middle of the partial print image of the previous module.
- the distance can be greater than 5 °.
- the distance can be equal to 180 °.
- the available treatment angle can be fully utilized.
- a plurality of printheads can be arranged at equidistant intervals, which continuously circulate with the module in the direction of rotation.
- the container can remain aligned after completion of the first partial print image or can be dispensed with an orientation.
- the printheads may be within the pitch circle of both printing modules traversed by the containers, the printheads being directed perpendicularly to a container outer wall and pointing radially outward from a central axis of the modules, respectively.
- the container can be rotated during printing in the same direction about its longitudinal axis in both modules.
- the rotation of the container about its longitudinal axis can be stopped before a transfer to the following module takes place.
- the invention relates to a device for printing on containers with a control device, which is designed to perform a method for printing on containers, as described above or below.
- a container equipment for printing on containers a conveyor system for transporting the container through the equipment along a predetermined transport path, arranged on the conveyor system, in particular fixedly arranged, receptacles for receiving individual containers or groups of containers and may comprise at least two peripheral equipment devices for printing on the containers, wherein on the equipment devices in each case at least one print head for printing the container is arranged.
- the equipment system can have several similar modules. Through the use of individual modules, the system can be flexibly adapted to new requirements emerging at the site by easily exchanging, removing or adding individual modules.
- a container equipment system for equipping containers may comprise a conveyor system for transporting the containers through the equipment system along a predetermined transport path, receptacles for receiving individual containers or groups of containers arranged on the conveyor system, in particular fixedly arranged receptacles encircling equipment for equipping the containers, wherein a main conveying path of the containers through the equipment arrangement has a change of direction, wherein at least one equipment device is arranged in front of and an equipment device after the change of direction.
- the transport path in the region of the change in direction in this case has a section which has an at least partially different curvature, such as the upstream equipment device.
- the length of the section is at least one fifth of the distance traveled by the containers in the upstream equipment device.
- decoration is meant, for example, a surface printing of the container with pressure medium.
- the conveyor section is relatively inexpensive compared to the treatment time gained by it.
- the length of the conveying section can amount to at least a quarter or at least a third, or at least half of the transport path of the containers in the upstream equipment device, depending on which angle is to be realized in a main conveying path.
- the section in particular has a shorter distance to be covered by the containers, as the double distance traveled by the containers in an upstream equipment device.
- the distance of the conveyor section may also be longer.
- the conveyor section or the transport path in the direction of change connects an outlet of the upstream in the transport direction equipment with an inlet of the downstream equipment such that the containers from the inlet to the outlet of the upstream equipment and the inlet to the outlet of the downstream equipment a treatment angle of more than 235 °, in particular more than 265 ° is available.
- the angles may also be considered as a function of the time or distance of one turn - the indicated 265 ° would be two hundred and sixty five, three hundred and sixtieth of the orbit or orbit.
- the conveyor system transports the containers in the region of the rotating equipment in particular such that the transport path is at least in sections concentric with the circulation path of the equipment.
- the conveying section can also have a different curvature sign.
- the container can be transported further away from a conveyor in certain embodiments of the system by the change in curvature, which is arranged in the transport direction in front of the conveyor, which transfers the container to the conveyor section.
- the curvature of the transport path may also change twice or three times or more on the conveyor section.
- the conveyor section comprises an independent, circulating conveyor, on which a plurality of container receptacles, for example in the form of external grippers, in particular clamps, or the container inside holding holder mandrels, is arranged.
- This conveyor section may comprise in its entirety, for example, a belt conveyor or a circulating transport star.
- the containers are transferred to the receptacles of this conveyor section of the upstream equipment device and passed from the recordings of the conveyor to the downstream equipment device. The recordings then run empty until they are assigned the next container.
- the conveyor section may also comprise two or more independent conveyors, e.g. Include conveyor stars.
- the conveyor system may be directly attached to the equipment devices. Prefers this is a system similar to that described for the conveyor section - but the design of the images may differ.
- the conveyor section may in this case also comprise a rail instead of a conveyor with own gripping means for the containers.
- the transport path traveled by the containers is substantially meander-shaped, and depending on the design of the conveying section arranged in the region of the change of direction, also linear sections (eg through the use of a belt transport) can. If the conveying section likewise only has continuous transport stars, then the meandering shape is continuous, although the angle ranges passed through in the region of the conveying section can be smaller than those in the area of the equipment devices.
- the equipment stars with means for equipment arranged thereon can also provide the conveyor system itself by arranging receptacles for conveying the containers to them.
- the main conveying path is not formed by every differentially small point of the transported transport route, but by the stations that have passed through as a whole.
- the main conveying path can be formed by the connection of the individual transfer points of the containers or bottles from conveyor to conveyor. Another possibility is the resultant of connecting the centers of several stars.
- At least two equipment devices are provided before and / or after the change of direction.
- the respective two equipment devices may directly connect to each other, i. that no intermediate conveyor is placed between them. This has the advantage of a very compact design.
- the equipment devices are advantageously arranged to one another such that an equipment of the containers along at least two-thirds, in particular at least three Quarters, the total amount is possible.
- this corresponds to a continuous angle of the circle segment of at least 240 °, in particular of at least 270 °.
- This can be achieved, for example, by a zigzag arrangement of the equipment devices relative to each other.
- the zig-zag results from the connection of the individual centers (axes of rotation) of the rounds.
- a treatment angle of almost 300 ° is possible in this way, but depending on the size of the containers to be treated, a distance for their transport must be allowed past each other when the equipment devices are in the same plane.
- the equipment devices are, in particular, devices for direct printing on the container outer surfaces, in particular on the side surfaces along the circumference of the containers.
- several print heads can be present per equipment device, which apply pressure medium to the container outer surface.
- the printing medium can be ink, paint, varnish or the like, in particular UV-curable ink.
- the print heads have a plurality of individually controllable nozzles and operate on the inkjet principle.
- the printheads may be movably mounted on the equipment devices.
- individual printheads accompany the containers during the entire circulation and thus circulate regularly.
- the printheads will run in synchronism therewith.
- a motor or manual adjustment of the printheads to the outer contours of the bottles can take place in a bottle format change, for example by reading CAD or image data of the new bottle but also by measuring the new bottle by means of a sensor or a camera.
- the engines could also be moved up by hand to the new contours of the bottles and this setting stored so that they print the same Bottles, so if they are used again in a time-lag behind production cycle - reusable.
- a height (in the vertical direction) of the print heads and / or an angle of attack can be adjusted via the motors.
- the angle of attack is in the plane formed by the machine rotation axis and the circumferential position of the print head on the equipment.
- an angle of attack can be adjustable, which lies in the horizontal plane. This angle can change the resolution of the print image, especially if the print heads are provided with a plurality of nozzle rows which extend along the print head longitudinal axis.
- the printhead longitudinal axis is usually the one along which most of the nozzles of the printhead are located. In particular, the print head longitudinal axis is perpendicular to the transport plane when printing on cylindrical containers which are transported upright.
- a drive for linear adjustment of the print heads may be present, with which a distance of the print head is changed to the container, in particular parallel to the container transport plane, in particular in the horizontal direction.
- the printheads can also be adjusted in a vertical direction. Based on the containers to be printed, the print heads can also be moved along the container longitudinal axis adjustable or even during printing. Alternatively, the containers can also be moved along their longitudinal axis.
- some equipment devices are direct printing modules, which essentially differ from one another only in that different colors and / or print motifs are applied to the containers with them.
- At least one equipment device can also be formed by a labeling machine, in particular by one which applies stretchable, tubular labels to the containers.
- a device for equipment can also serve a labeling machine which attaches labels made of paper or plastic to the container from the side.
- labels made of paper or plastic
- self-adhesive labels can also be used here, in particular in the "no-label look”.
- the container equipment system can also have independent modules for curing or crosslinking of UV-curable colors (pinning).
- a module has at least one UV lamp, which is directed to at least the area to which the ink is applied. For sterilization purposes, this area can also be extended or there will be an additional UV lamp in the area of the mouth the container is attached, which sterilizes them. It is also intended to a retractable into the container UV lamp to harden the externally applied ink from the inside and at the same time to sterilize the inner wall of the container.
- the inward retractable UV lamp is mounted in particular co-rotating on a module.
- the UV lamps which treat an outside of the containers may also be co-rotating lamps, but it is also possible to make this module an enclosure in the form of a fixed tunnel fitted with UV lamps fixedly attached thereto ,
- the embodiments mentioned in this paragraph can also find application in the conveyor section according to the invention.
- an intermediate treatment of the container can certainly take place, for example an intermediate pinning of the printing ink or an application of a best-before date.
- the funds are fixed in comparison to the sponsor.
- curing and / or sterilization can also take place in the equipment modules.
- curing and / or sterilization may also take place in a station which is spatially spaced apart (for example by more than one meter) from the modules. In this way, a better shielding of the UV radiation can be made so that the least possible UV light strikes the print heads.
- sterilization with liquid or gaseous sterilization medium, such as hydrogen peroxide could be carried out in the station, which is introduced into the container via a nozzle.
- a coating of the container with an adhesive may be upstream of the printing modules, for example, with which an adhesive layer is applied to the container on which in turn the ink is applied, the adhesion between the container and the adhesive layer is smaller than the adhesion between Adhesive layer and the printing medium.
- the adhesive layer is such that it can be detached from alkali. This is especially needed for recycling, where the ink is to be separated from the container material.
- the containers are in particular PET bottles, in particular PET disposable bottles.
- a pretreatment unit for example a plasma treatment device with which a thin silicon oxide layer is applied to the container outer or inner surface for improving the barrier properties.
- a pretreatment unit is a container cleaning unit, a conditioning unit, in particular configured for Drying and / or tempering of the container, a surface activation unit, in particular configured to increase the surface energy of the container surface, and / or an electrostatic unit for electrostatic Ent- or charging the container surface.
- the use of the mentioned pretreatment units or combinations thereof is essentially dependent on the customer requirements.
- the units can also be integrated into a modular concept of container-printing devices. These modules can be equipped with the same means of transport as the printing modules.
- a modular concept for the printing modules and / or pretreatment units is characterized in that further modules can be easily added or removed retrospectively.
- One point for this can be a uniform transfer of the containers between the modules.
- Even a uniform size of the modules, in particular a uniform diameter in the case of continuous modules, can offer an advantage in a modular concept to one another when installed. It is also thought that each module also rotates at the same peripheral speed. It may also be advantageous that a container transfer between the modules takes place directly, ie without further interposed conveyor.
- a direct transfer to another Module be made such that in addition to at least one module, a clamp is arranged, which at least temporarily record the container from the side or can hold - especially in neck handling (in the mouth of the container containers are usually not printed, so here could the clip also stay in constant operation).
- the clip can be moved away at the moment of printing or treatment to release the container outer surface. This could then represent a sub-element of an enclosure (see below). The same applies to an above-mentioned Neckhandlingklammer if the container is to be printed in the area of its mouth yet.
- the centering heads and the bottom receptacles of the transferring module can be moved so far apart, in particular in the vertical direction, for the transfer of the containers, that the centering heads and the bottom receptacles of the receiving module space in between. After moving apart, the container is held only by the clip of the transferring module until the centering heads and the bottom receptacles of the receiving module are engaged with the container.
- clamps can also be arranged on the transferring and receiving module, which grips the containers, for example, alternately above a transport ring and below this ring.
- the centering heads and the bottom receptacles of at least one module would still have to be moved apart as just described.
- the treatment positions of the receiving and transferring carousel can be offset by half a pitch to each other, so that the respective centering heads and the bottom seats of the two carousels mesh with each other - like two gears.
- a transfer to the receiving carousel could take place in which either a clamp takes over the container or directly the respective centering heads and the bottom receptacles. In this way, a very space-saving installation can be realized.
- a continuous transport of the containers or the container groups takes place in the equipment system at least temporarily and at least in regions.
- each container can be positioned during printing a protection or the aforementioned housing, which is substantially sleeve-shaped.
- the protection can also be formed by a plurality of elements, wherein one element is fixed with respect to the carousel or the turntable and another element for removing the container from the protection is arranged movable. With it can be prevented that too much pressure mist is distributed in the machine. In particular, a suction is attached to the protection.
- the protection avoids in particular air turbulence.
- a clip for holding the container is part of the guard, it has a seal with the clip at the locations where the clip must be moved to grip the container. As a seal, for example bellows, but also brushes can be used.
- the areas indicate of protection on a recess for the movement of the clip.
- turntables for rotating the containers during a treatment are in particular connected to servomotors, which can set the respective desired rotational position of the container relatively accurately.
- a rotary encoder can also be arranged on the turntable or at least outside the housing of the turntable drive. In particular, it is arranged closer to the container to be printed as the housing of the drive. It would also be conceivable to provide a part of the shaft with a larger diameter and to install there the rotary encoder.
- the encoder detects differently magnetized regions of the wave to be detected, but in certain embodiments it could also work optically.
- the encoder could also detect the rotational position of the container itself by optical means.
- Precise positioning is particularly important when using multiple modules when colors must be brought together to a specific position on the container. If slight tolerances occur here, these can add up and the quality of the pressure suffers all the more. In particular, in the equipment machine directly after the conveyor section according to the invention, a precise positioning can be very useful.
- At least one equipment device in particular on a module, a rotary encoder, with which the rotational position of the equipment device is detected.
- the detected values are in particular forwarded to a controller and serve to control the print heads or nozzles and / or the turntables.
- a controller which is connected to another input with a camera (or the above-mentioned sensor, which detects a reference mark on the container).
- a camera it is possible to determine the current rotational position of a container before or at the beginning of an equipment module. The determined rotational position is evaluated by the controller and compared with a desired value which specifies in which rotational position an equipment or a pressure of the container should begin. The container is then around the respective angular difference from actual to target rotated.
- a camera can sit in front of or on each individual equipment device, but in particular at least at the beginning of the installation, in particular also after or at the end of the conveyor section, at which no decoration of the containers takes place.
- a rotational position of a container in the transfer of an equipment to the next equipment by a form or friction, so to speak mechanically can be ensured - for example, by using a slave running with the container or by a very precise transfer - so it is possible that the container between the equipment devices does not have to be aligned.
- Alignment prior to entry into the equipment installation may, for example, be done by camera or by maintaining the rotational orientation if the equipment installation is preceded by a blow molding machine.
- the rotational position of the containers is predetermined in a blow mold by the analysis of the containers on the blow molding wall.
- a printing original can be matched to each individual container in the subsequent printing process, in which the original is scaled at least in the circumferential direction.
- a particular direct transfer of the container from one printing module to the next printing module can be carried out with or without reorienting the container.
- the pressure could begin with a different color at a different rotational position along the circumference than the pressure in the upstream equipment module has ended or begun.
- the pressure of the downstream module may begin at a different angular range with respect to the container circumference than the pressure in the upstream module has commenced and / or ended.
- the region can be more than 5 ° away from one of the two ends.
- the printhead of a downstream module is exactly offset by 180 ° compared to the printhead of the upstream module in relation to the container.
- the beginning of the printing of the downstream module could be offset by 180 ° from the print-forming end of the upstream one Be module. An alignment could then be dispensed with and process time is gained.
- the containers can also be rotated in the downstream module to the beginning or end of a pressure of the upstream module and the printing of the next color only started there. It would thus be conceivable, in principle, to align the container before or in a pressure module before the beginning of the pressure in such a way that the pressure begins at the same rotational position as in the upstream module. This is particularly advantageous if only a part of a circumference of a container to be printed.
- the rotational position of the container can also be changed during or after the transfer from one module to the next such that a pressure basically begins at the same position and the direction of rotation of the container about its longitudinal axis on each module is the same.
- the orientation of the container can also be done already in the upstream printing module.
- This can also be regulated depending on the required process angles of the modules. For example, if less color (lower resolution of one color, less angular range in which that color is needed) for printing the artwork in the upstream Module is required as in the downstream module, so the alignment can already take place in the upstream module.
- the location (the module) where alignment of the containers takes place is predetermined based on the process time required in each module. This can be done automatically by detecting the artwork or manually set. The alignment can also be done in two steps by the container is rotated on the upstream module only a part of the required rotation angle after printing and on the subsequent module, the rest.
- a machine guard can also be arranged around the device for equipping the containers, the machine guard having two openings for introducing the containers and for dispensing the containers.
- a suction may be present, which sucks any resulting pressure mist - this may be particularly attached to the two openings.
- a device for the entry of air may be present, with which (in spite of the suction) an overpressure within the machine protection can be generated, so that no dust particles from the outside reach the area of the print heads.
- the machine protection starts in particular before the first printing module. If a unit is provided for cleaning or surface treatment of the containers, these are at least partially housed within the shelter. This machine protection is to be seen separately from each container individually assigned protection (enclosure), which can be additionally present.
- the individual printing modules can either be driven by a gearbox and a common main drive or have their own motors.
- the first variant is cheaper, but depending on the gearbox, inaccuracies may occur.
- the second variant can be configured such that each printing module has a direct drive, which means that the drive drives the carousel of the printing module without interposing a transmission.
- this could be a magnetically acting drive with stator and rotor, with the stator is arranged on the stationary machine frame and the rotor on the rotating part.
- the stator and / or the rotor can extend only over a partial segment of the circumference of the module, which is in particular smaller than 90 °. There may also be two such opposite sub-segments.
- the conveying section in which no decoration of the container takes place, is connected via a transmission to a pressure module.
- the conveyor section in which no decoration of the container takes place, so scheduled that this is near a wall at the site (hall at the customer), due to the change of direction in the main conveyor is necessary.
- modules can be firmly connected to each other, so for example have a common frame and other modules are added separately.
- modules are firmly interconnected, which are present in virtually every printing press configuration. These are in particular the direct printing modules, which each apply a color to the container.
- the colors may be, for example, magenta, cyan, yellow, white or black.
- steps in this method can eliminate at least a "skip" of a non-printable area during printing within a module if the print is continuous in that area.
- the partial printing images overlap, in particular completely, so that the respective starting and ending edges are present at the same circumferential position.
- the containers are rotated to the respective edge by the shorter angle.
- the orientation is also at least partially possible in the upstream module.
- the beginning edge and the end edge respectively mean the beginning or the end of a (partial) printed image in the circumferential direction of the container.
- the container is preferably rotated so that the following partial printing starts on the edge closest to the next print head.
- Method for printing on containers in which a container of at least two circulating modules, at which at least temporarily co-rotating printheads are arranged, each equipped with a partial image per module, wherein the containers are transferred from one module to the next directly and wherein the partial printing images each in the circumferential direction of the container having a beginning and an end edge, wherein the container after completion of the first partial print image is aligned such that the beginning of the second partial image printing starts with the printhead of the following module at the printhead of the following module nearest edge.
- all methods are performed by a control device which controls the processes.
- a calculation is also performed by the controller as to which directions of rotation of the containers are most favorable.
- these values can also be specified manually.
- FIG. 10 shows a furnace 100 for heating preforms of PET, which are transferred to a continuously rotating stretch blow molder 200 via an input starter following heating. This has at its periphery a plurality of blowing stations, by means of which the preforms are first stretched by means of a stretch rod and blown through a blow nozzle, then finished by high pressure against the inner wall of an openable blow mold. Subsequently, the finished molded container with a sampling 120 are transferred to a device 5 for providing containers.
- the container equipment 5 comprises several modules 2, which are placed directly adjacent to each other.
- 1.1 indicates a module in which a surface treatment, in particular a cleaning of the container takes place.
- 1.2 identifies a module in which a coating is applied to the containers.
- 2.1 indicates a module in which one or more print heads are arranged and in which the color white is applied to the container outer surface.
- 2.2 indicates a module in which one or more print heads are arranged and with which the color yellow is applied to the container outer surface.
- 2.3 identifies a module in which one or more print heads are arranged and with which the color magenta is applied to the container outer surface.
- 2.4 indicates a module in which one or more print heads are arranged and with which the color cyan is applied to the container outer surface.
- 2.5 indicates a module in which one or more print heads are arranged and with which the color black is applied to the container outer surface.
- 2.6 indicates a module in which one or more printheads are arranged and with which a special color can be applied to the container outer surface, which can only be made poorly by a combination of the other colors, e.g. Gold, will.
- 4 indicates a module in which one or more UV radiation emitters are mounted and in which the previously applied printing inks are dried.
- the modules 1.1, 1.2 2.1 and 2.2 are set up in a zigzag. The module 2.3 no longer falls under this pattern, since this was set up so that the container can be passed past a wall 10. Due to this setup, a shorter treatment time or a shorter treatment angle 53 is given in module 2.2 than in module 2.1.
- Reference numeral 52 refers to the treatment angle of the module 2.1.
- the colors can also be applied in a different order, for example black first, then cyan, then magenta, then yellow and finally white.
- the containers After passing through the container equipment 5, the containers are transported via further conveying means to a filling machine, in which they are filled with a drink. Subsequently, the containers are closed by a capper by means of a closure.
- FIG. 2 was compared to FIG. 1 set up an additional transport star 3, which was inserted between module 2.2 and module 2.3.
- this transport star (conveyor section), the containers are transported without being equipped. In this way, in the alley arrangement of the individual modules 2 of the container equipment 5, a consistently large treatment angle can be achieved.
- the containers are transported by means not shown in detail brackets - especially in neck handling.
- the transport star 3 is larger in diameter than the printing modules 2. To overcome smaller angles in the range of change of direction of the main conveying path of the transport star 3 may also be smaller than that of the print modules 2.
- the angle of change in direction shown here is approximately 180 °. It can also be seen that the conveying path of the containers in the transport star 3 is shorter than the distance traveled by the holding elements of the transport star.
- FIG. 3 the transport star 3 was out FIG. 2 replaced by a belt conveyor 3a.
- the transport belt is stretched around two encircling stars not provided with position markings.
- On the belt a plurality of retaining elements such as brackets or mandrels is arranged.
- the belt conveyor 3a as a direction-changing element of the main conveying path in the direction of the bottom floor of the main conveying path requires even less space than the transport star 3.
- the conveying path of the container is shorter than the path that the holding elements of the Return belt conveyor 3a empty.
- a chain can also be used.
- the curvature of the transport path changes here during the passage of the container of conveyor 3 twice. It can be seen that the containers are still in the area of the belt spanning the stars, which have a different curvature than the linear area in between, both at the takeover and at the transfer.
- FIG. 3 to recognize that a protection 12 is placed around the device, which shields individual modules from the environment.
- the inlet to the protection 12 is located at a pretreatment star 1.1, the outlet is arranged after the last printing module 2.5 and before the UV drying 4.
- the conveyor 3a is also inside the shelter.
- a variant 13 of the protection with dashed lines can be seen.
- the protection 13 does not end within the equipment system 5 but is continuous up to a filling and sealing area, not shown. This is particularly advantageous if the containers or preforms sterilization - for example, has taken place with UV irradiation. To prevent that no additional contaminations reach the container walls. For this purpose, an overpressure of about 3 - 30 Pa can be maintained within the protection.
- suction devices 14 can also be present, which prevent pressure mist from being dragged or dust into the protection 12.
- the suction devices 14 may be arranged, for example, in an inlet region.
- suction units are mounted above each individual pressure module 2.
- Position mark 15 designates an injection by means of clean, in particular germ-free, air, in order to be able to maintain the overpressure.
- the protective measures are also applicable to the other embodiments.
- the UV treatment star 4 is additionally enclosed by a separate protection, so that no UV radiation can penetrate into its surroundings.
- FIG. 4 the main conveying path 6 of the containers is shown.
- the change of direction is here essentially 180 °. But there are also direction changes of, for example, 90 ° conceivable. If there is no change in direction, it would also be possible to dispense with the conveyor 3, 3a.
- FIG. 5 illustrates a variant with a rail transport system 18, on which a plurality of shuttles run along.
- the individual modules 2 with the elements for treating the containers also run around here constantly about a central axis of rotation.
- the shuttles on the transport system 18 are adapted to receive one or more containers. Again, there is a linear conveyor section, with which the treatment time in the modules can be increased at the change of direction.
- the shuttles with the containers thereon are conveyed here in the region of the individual modules 2 at the same angular velocity about the module rotation axis as the modules 2 rotate. It can also be a tactual transport of the shuttles in a simultaneous cyclic rotation of the modules 2 completed.
- An advantage of this system is that no complicated handovers of a container must be made, but the containers are constantly added to lying on the shuttle support member.
- the holding element is in particular rotatable to the relative movement From container surface to the printheads of the modules 2 to be able to produce during printing.
- Position mark 19 indicates a return path of the shuttles to the beginning of the rail system 18 at position 1.1.
- the containers are transferred to another transport system according to item 4 after passing through the container equipment. It would also be conceivable to let the shuttle transport go to a filler or capper. It is also thought to allow the shuttle transport to take place continuously from the blowing device 200 or the furnace 100.
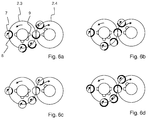
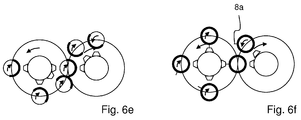
- FIGS. 6a to 6f Examples of the container rotation on two consecutively mounted printing modules 2.
- the container is provided with position indicator 7, the area to be printed on the container 7 is marked in bold and marked with item number 8.
- the running in this case print heads 9 are directed in particular perpendicular to the container outer wall and point from the central axis of the modules 2 radially outward. Only one print head 9 is drawn per module 2, but a plurality of print heads 9 are arranged on a module 2 at equidistant intervals, which preferably rotate continuously with the module 2 in the direction of rotation. Shown in each figure are snapshots of a single container 7 with a single associated print head. 9
- the containers 7 are supplied to the left module 2.3 from above, run in this along the circumference over about 270 ° to the counterclockwise, are printed with a color of a multi-color print image and are then passed to the right module 2.4, with which a second Paint is applied to the outer surface of the container and in a clockwise direction (exception: FIG. 6e ) are transported on.
- FIGS. 6a to 6e a container 7 is provided with a printed image only along part of its circumference, in FIG. 6f with a wrap-around print.
- the rotation of the container 7 about its longitudinal axis is described below in relation to the relative movement from the container 7 to the rotating module 2.
- FIG. 6a It can be seen that the container 7 rotates clockwise during printing while being transported counterclockwise along the circumference of the module. In the left position in the left module, the print is already half finished. Approximately after half of a complete revolution of module 2.3, ie after about 180 ° (in the lower position), the partial print image is completely applied in a first color. Now the container 7 can be brought into the correct orientation even before the transfer to the next module 2.4. This can be seen in the left module 2.3 in the lower right position. The container 7 is further rotated clockwise until the beginning edge of the first partial print image again faces the print head of the first module 2.3 (right position of the left module).
- the end edge of the first partial print image is facing the module next to the next module 2.4 print head 9 associated with the next module, so that this print head 9 begins its printing at the end edge of the first partial image.
- the container 7 is now transported in the next module 2.4 in the counterclockwise direction while rotated clockwise about its axis during the pressure. To realign the container 7 must be rotated by its receptacle (turntable) relative to the carousel on further rotation in the same direction by 180 °.
- FIG. 6b the steps until the completion of the first partial print image are identical to FIG. 6a , After its completion (left module, position below) the rotation is stopped. Due to the fact that the partial print image extends exactly over 180 ° along the container circumference, the starting edge of the first partial print image is at the position in which it faces the print head 9 of the next module 2.4 when it is transferred to the next module 2.4. The pressure can be continued immediately at the edge in the next module 2.4. The direction of rotation of the container 7 (clockwise) is maintained in the next module. Here you can see how treatment time can be gained in principle. But it may also be advantageous to the container 7 as in FIG. 6a shown by default continue to turn in the same direction until the first coming edge of the printhead 9 of the next module 2.4 faces.
- FIG. 6c the steps until the completion of the first partial print image are identical to FIG. 6a , only the printed image extends in a circumference of 90 °.
- the direction of rotation to the orientation of the container 7 is maintained. It is aligned in the direction in which it was rotated during printing for printing in the next module 2.4, in such a way that the printing of the next field starts with a different color at the same point (starting edge), too the first partial printing has started.
- With a print image of 90 ° along the circumference of the container 7 is here in this way only one turn to align 90 ° necessary. If you wanted to start printing on the end edge of the first partial pressure in the next module, you would need a rotation of 180 °.
- FIG. 6d the printed image extends 270 ° along the container circumference.
- the recording is controlled so that after completion of the first partial image, the direction of rotation of the container 7 is changed to the orientation for the next module. Since only 90 ° rotation is required to align with the start edge, this variant is selected.
- the container 7 can be more quickly aligned to a rotational position in which the printhead 9 of the next module is at an edge of the first sub-print when the leading edge of the first sub-image is oriented to correspond to the printhead 9 of the next module 2.4 faces.
- this only applies to a direct transfer between two modules 2.
- FIG. 6e It is shown that an alignment of the container 7 on the printheads of the following module 2.4 can be done partly on the previous module 2.3 and partly on the following module 2.4 - depending on how much process time is available on the previous module 2.3.
- the pressure in the following module 2.4 (right) starts in the upper left position (at half past 11 o'clock).
- the container 7 could therefore also be completely aligned only in the module for the pressure in which it is to take place. In particular, this can be flexibly adjusted or even regulated via a controller, depending on the print original and / or container.
- FIG. 6f the special case is shown, in which a (possible overlap-free) all-round pressure is applied to the container 7.
- the orientation could also according to the examples according to the FIGS. 6a to 6e
- an embodiment is shown, in which the container 7 is not aligned at a transfer from one module 2.3 to another 2.4 (when a print on surface features (eg bumps or panels) is to be aligned, is a one-time alignment before entry in a first module 2.1 already necessary).
- the beginning edge of the printed image, which is applied in module 2.3 is marked with a nose 8a. It is used in the upstream module 2.3 of the whole available treatment angle and the container 7 is no longer aligned.
- the container 7 is transferred so that the opposite side of the container 7 faces the start and end edge 8a of the first partial printing the printhead 9 of the next module 2.4. There, the printing is started in the middle of the partial print image of the previous module 2.3. In other words, the two start and end edges of two partial print images are spaced from one another. The distance is in particular greater than 5 °, in the case shown it is 180 °.
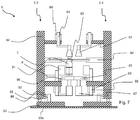
- FIG. 7 the transfer situation of a container 7 between two modules 2.3 and 2.4 is shown. Only one half of a module is shown at a time.
- the upper part of a module 2 is rotatably supported by means of ball pivot 88.
- On a center column 92 shown in half is directly next to the ball slewing compound of the rotor 90 of a magnetic Direct drive attached.
- the stator 89 is fixedly connected to the frame 93, which stands on a hall floor 93a.
- the rotatable column also provides the ink supply to printhead 9 via a rotary distributor, not shown. This is connected via line 91 to a supply channel within the column 92.
- the print head 9 is mounted as well as the turntable 85, the drive for the turntable 87, a gripper 82 for the container 7 and a centering head 83 for the container 7 on the rotating part.
- the centering head 83 is height adjustable via a magnetically acting linear drive with rotor 81 and stator 80.
- the turntable 85 and its drive 87 is height-adjustable via a magnetically acting linear drive with rotor 86 and stator 87.
- the drive 87 is in particular also a servo drive, which cooperates with a sensor 98 for precise rotational position positioning of the container 7.
- the sensor 98 is mounted outside the housing of the servo 87 and thus may cooperate with a portion of the drive shaft having a larger diameter. On the larger diameter more increments can be applied to measure the rotational position.
- the increments are mounted on the turntable 85 itself.
- these two elements 83, 85 of the module 2.4 are supplied to each other for gripping and rotating the container 7 and the container 7 is either still aligned or printed directly on ink jet print head 9. It would also be possible for the gripper 82 of the module 2.3 to exit and transfer the container to module 2.4. Also, a retraction of both grippers 82 would be conceivable, so that the container 7 is transferred in the middle between two modules 2.
- the containers may be round but also mold containers, having a geometric element (for example, a nose), by means of which they can be positioned in the individual modules, for example by the centering head 83 or the turntable 85 or the bracket 82 having a counter element (for example, a groove) into which the element can engage ,
- a relative movement could be carried out, for example, between rotary divider 85 and container 7, until a latching takes place.
- the involved drives 80, 81, 84, 86, 93, 87 could be force controlled for this process. This example is particularly suitable for a first orientation of the container 7 before or at the inlet into the container equipment 5.
- the gripper claws of the brackets 82 could also have their own drive.
- FIG. 8 a further embodiment of a printing device 300 according to the invention can be seen.
- This has a carousel, which rotates continuously about the vertical axis 301.
- the not provided with reference numerals elements (drives, sensors, etc.) work analogously to those in the FIG. 7 .
- the bottles are inserted into the carousel between the downwardly driven centering head and the base plate in level E0 and clamped by these elements. Subsequently, the bottle is raised in plane E1, where the first partial pressure with the printheads 9.1 and / or 9.4 is performed. Subsequently, the bottle is transported past the annular shields 303 for UV curing 302 in plane E2, where the first partial pressure is dried. Subsequently, the bottle is transported to the plane E3 where the remaining colors for the printed image are applied.
- the bottle On the planes E1, E2, E3, the bottle is rotated by at least the angle that occupies the printed image on the bottle circumference. If you print with two print heads 9.1 - 9.4 per print plane, the bottle can be moved briefly between the two steps into the UV curing plane and then back to the same print plane E1, E3. It would also be conceivable to arrange all the print heads in a printing plane like a ring and to apply the methods described in the general part only between E2 and E1. E2 can also be arranged below or above all printing levels. Also, multiple levels may be present for pinning the ink, for example, between levels E3 and E4 and level E2.
- the bottle may either be dispensed above all printheads 9 and UV stations 302 at level E4, or returned to level E0 for output from the carousel.
- E4 would have the advantage that a larger process angle on the carousel could be exploited, because an output almost (the Centering and the stand plate still need time to return to the plane E0) at the same circumferential position of the carousel as the input can take place.
- a second pinning plane between E3 and E4 may be present.
- the bottle 7 can rest in a plane as long as it is rotated for this purpose. If the bottle 7 to be printed over a height which is greater than the length Ld of the print head 9, the bottle before the same printhead 9 successively occupy two different positions in the vertical. Corresponding nozzles that are in a position that has already been printed remain inactive in the second position.
- the bottle 7 in relation to the print head 9 performs a combined linear and rotary movement and thus is printed in a spiral on the bottle 7.
- the bottle may also stop for a short time. For example, if you start printing at the bottom edge UK with a wrap-around print, the bottle 7 is first rotated once in front of the print head 9 while it is at a height. Thereafter, upon further rotation about the longitudinal axis of the bottle 7, more and more nozzles of the print head 9 slowly switch from top to bottom (along the printhead height) while the bottle is being moved upwards. When the upper edge of the OK is reached, the bottle remains vertical again and only rotates once more through 360 °.
- FIG. 9a a variant of the successive rotational movements is shown in which the pressure is about 90 ° of the bottle circumference.
- E1 printing has just been completed by printhead 9.4.
- the bottle is rotated further in the same direction of rotation by 90 ° as before, so that it arrives fully aligned with the print head 9.2 or UV lamp 302 with the start edge of the first partial image and can be directly further printed or dried ,
- FIG. 9b the bottle is in the same starting position after completion in plane E1 as in FIG. 9a , In the plane E2 or E3 but then take place drying or printing with element 9.5. Therefore, the original direction of rotation is changed during the application of the first partial print image and the end edge of the first partial image is rotated back by about 30 °, so that it stops in front of the element 9.5, with which it is next printed / irradiated. If the bottle continued to turn, then 330 ° would have to be further rotated, which can cost process time. If in level E3 only printheads are concerned, the ring-shaped arrangement is clearly visible in the lower picture.
- FIG. 9c shows a UV tunnel with a circular curved UV lamp 302.
- the curved lamp could also be arranged a plurality of individual lamps around the vertical container transport path.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Ink Jet (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Printing Methods (AREA)
- Coating Apparatus (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013001660 | 2013-01-31 | ||
| DE102013208061A DE102013208061A1 (de) | 2013-01-31 | 2013-05-02 | Vorrichtungen zum Bedrucken von Behältern und Verfahren dazu |
| EP14151853.0A EP2762317B1 (fr) | 2013-01-31 | 2014-01-21 | Dispositifs d'impression de récipients et procédé associé |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14151853.0A Division EP2762317B1 (fr) | 2013-01-31 | 2014-01-21 | Dispositifs d'impression de récipients et procédé associé |
| EP14151853.0A Division-Into EP2762317B1 (fr) | 2013-01-31 | 2014-01-21 | Dispositifs d'impression de récipients et procédé associé |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3147129A1 true EP3147129A1 (fr) | 2017-03-29 |
| EP3147129B1 EP3147129B1 (fr) | 2020-07-01 |
Family
ID=48608140
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14151853.0A Active EP2762317B1 (fr) | 2013-01-31 | 2014-01-21 | Dispositifs d'impression de récipients et procédé associé |
| EP16195559.6A Active EP3147129B1 (fr) | 2013-01-31 | 2014-01-21 | Procédé et dispositif d'impression de récipients |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14151853.0A Active EP2762317B1 (fr) | 2013-01-31 | 2014-01-21 | Dispositifs d'impression de récipients et procédé associé |
Country Status (3)
| Country | Link |
|---|---|
| EP (2) | EP2762317B1 (fr) |
| CN (1) | CN103963485B (fr) |
| DE (1) | DE102013208061A1 (fr) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013217665A1 (de) * | 2013-09-04 | 2015-03-05 | Krones Ag | Vorrichtung zum Bedrucken von Behältern |
| DE102013218399A1 (de) * | 2013-09-13 | 2015-03-19 | Krones Ag | Behälterbehandlungsanlage mit einem Ofen und einer Blasformvorrichtung mit Individual-Antrieb von Trägern für Preforms |
| WO2015036571A1 (fr) * | 2013-09-13 | 2015-03-19 | Till Gmbh | Machine d'impression d'objets en trois dimensions |
| DE102013110125A1 (de) * | 2013-09-13 | 2015-03-19 | Till Gmbh | Verfahren und Vorrichtung zur Oberflächenvorbehandlung eines dreidimensionalen Körpers |
| DE202013105244U1 (de) | 2013-11-20 | 2015-02-27 | Krones Ag | Direktdruckmaschine zum Bedrucken von Behältern |
| DE102014206730A1 (de) * | 2014-04-08 | 2015-10-08 | Krones Ag | Vorrichtung und Verfahren für den Tintenstrahldruck auf Behälter |
| DE102014108092A1 (de) * | 2014-06-10 | 2015-12-17 | Krones Ag | Direktdruckmaschine zum Bedrucken von Behältern |
| DE102014116987A1 (de) * | 2014-11-20 | 2016-05-25 | Krones Ag | Behälterbehandlungsanlage und Verfahren zum Behandeln von Behältern |
| DE102015100334A1 (de) | 2015-01-12 | 2016-07-14 | Khs Gmbh | Erfassungseinheit sowie Vorrichtung und Verfahren zur Bedruckung von Behältern |
| FR3034037B1 (fr) | 2015-03-25 | 2017-03-17 | Sidel Participations | Procede de fabrication d'un emballage comprenant un recipient imprime directement et traite par plasma |
| CN105459653B (zh) * | 2015-11-30 | 2018-03-09 | 广东星弛光电科技有限公司 | 一种手机面板的主体印刷工艺 |
| CN105774259A (zh) * | 2016-03-29 | 2016-07-20 | 苏州恩欧西智能科技有限公司 | 回转体产品的激光打标装置 |
| US11752779B2 (en) | 2017-12-12 | 2023-09-12 | Gpcp Ip Holdings Llc | Food service cup dispensers, systems, and methods |
| US11472579B2 (en) | 2018-12-04 | 2022-10-18 | Gpcp Ip Holdings Llc | Film securing apparatus and method |
| US10492626B2 (en) | 2017-12-12 | 2019-12-03 | Gpcp Ip Holdings Llc | Food service material dispensers, systems, and methods |
| WO2020072061A1 (fr) * | 2018-10-04 | 2020-04-09 | Vinventions Usa, Llc | Mandrin et dispositif de montage pour recevoir un objet cylindrique creux |
| DE102018212623A1 (de) * | 2018-07-27 | 2020-01-30 | Krones Ag | Verfahren zum Aufbringen einer Funktions-Schicht auf einen Behälter |
| US12077337B2 (en) | 2018-12-04 | 2024-09-03 | Yum Connect, LLC | Systems and methods for sealing a container |
| DE102020120295A1 (de) * | 2020-07-31 | 2022-02-03 | Krones Aktiengesellschaft | Vorrichtung zum Ausstatten von Behältern |
| JP2022060933A (ja) * | 2020-10-05 | 2022-04-15 | 昭和アルミニウム缶株式会社 | 印刷装置 |
| US11396191B1 (en) * | 2021-04-29 | 2022-07-26 | LSINC Corporation | Compact media decorator optimized for transparent and semi-transparent media |
| EP4155082A1 (fr) * | 2021-09-28 | 2023-03-29 | Hinterkopf GmbH | Dispositif d'impression numérique, procédé de fabrication et d'impression d'une pièce, système de fourniture des pièces imprimées |
| DE102021130583A1 (de) | 2021-11-23 | 2023-05-25 | Krones Aktiengesellschaft | Direktdrucksystem und Verfahren zum Betreiben eines Direktdrucksystems |
| DE102023103999A1 (de) * | 2023-02-17 | 2024-08-22 | Iwk Verpackungstechnik Gmbh | Tubenfüllmaschine und Verfahren zum Beschriften einer Tube in einer Tubenfüllmaschine |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007050490A1 (de) * | 2007-10-19 | 2009-04-23 | Khs Ag | Vorrichtung und Verfahren zum Bedrucken von Behältern |
| WO2010034375A1 (fr) * | 2008-09-26 | 2010-04-01 | Khs Ag | Dispositif pour appliquer de multiples impressions sur un matériau d'emballage |
| WO2012147695A1 (fr) * | 2011-04-28 | 2012-11-01 | 東洋製罐株式会社 | Imprimante à jet d'encre et procédé permettant d'imprimer une boîte sans coutures à l'aide de celle-ci |
| EP2639069A1 (fr) * | 2012-03-15 | 2013-09-18 | Till GmbH | Procédé de détermination d'erreurs dans l'orientation d'images imprimées et station d'impression conçue pour la réalisation du procédé |
| WO2013182454A1 (fr) * | 2012-06-08 | 2013-12-12 | Ball Europe Gmbh | Procédé d'impression d'une surface d'impression cylindrique d'une canette et canette imprimée |
| EP2769848A2 (fr) * | 2013-02-25 | 2014-08-27 | Heidelberger Druckmaschinen AG | Procédé de génération d'une image imprimée |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001310454A (ja) * | 2000-04-27 | 2001-11-06 | Mitsubishi Electric Corp | インクジェットプリンタ |
| CH695555A5 (de) * | 2002-04-04 | 2006-06-30 | Faes Ag | Druckverfahren und Druckmaschine für dreidimensionale Druckobjekte. |
| ES2300912T3 (es) * | 2005-08-20 | 2008-06-16 | Hinterkopf Gmbh | Maquina para imprimir cuerpos huecos. |
| WO2009018892A1 (fr) * | 2007-08-03 | 2009-02-12 | Khs Ag | Dispositif d'impression sur des contenants |
| DE102007036752A1 (de) * | 2007-08-03 | 2009-02-05 | Khs Ag | Vorrichtung zum Bedrucken von Behältern |
| JP2010143200A (ja) * | 2008-12-22 | 2010-07-01 | Daiwa Can Co Ltd | 筒状体の外面に多色印刷を施す方法及びその装置 |
| DE102009013477B4 (de) | 2009-03-19 | 2012-01-12 | Khs Gmbh | Druckvorrichtung zum Bedrucken von Flaschen oder dergleichen Behältern |
| DE102009014321B4 (de) * | 2009-03-21 | 2011-07-21 | Walz GmbH & Co. KG, 89081 | Verfahren und Vorrichtung zum Bedrucken eines Gegenstands mit gekrümmter Mantelfläche |
| DE102010034780A1 (de) | 2010-08-18 | 2012-02-23 | Volker Till | Vorrichtung und Verfahren zum Bedrucken von Behältern |
| DE102011009395A1 (de) * | 2011-01-25 | 2012-07-26 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Bedrucken von Behältern |
-
2013
- 2013-05-02 DE DE102013208061A patent/DE102013208061A1/de not_active Withdrawn
-
2014
- 2014-01-21 EP EP14151853.0A patent/EP2762317B1/fr active Active
- 2014-01-21 EP EP16195559.6A patent/EP3147129B1/fr active Active
- 2014-02-07 CN CN201410045052.0A patent/CN103963485B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007050490A1 (de) * | 2007-10-19 | 2009-04-23 | Khs Ag | Vorrichtung und Verfahren zum Bedrucken von Behältern |
| WO2010034375A1 (fr) * | 2008-09-26 | 2010-04-01 | Khs Ag | Dispositif pour appliquer de multiples impressions sur un matériau d'emballage |
| WO2012147695A1 (fr) * | 2011-04-28 | 2012-11-01 | 東洋製罐株式会社 | Imprimante à jet d'encre et procédé permettant d'imprimer une boîte sans coutures à l'aide de celle-ci |
| US20140028771A1 (en) * | 2011-04-28 | 2014-01-30 | Toyo Seikan Group Holdings, Ltd. | Ink-jet printing apparatus and method of printing seamless cans by using the same printing apparatus |
| EP2639069A1 (fr) * | 2012-03-15 | 2013-09-18 | Till GmbH | Procédé de détermination d'erreurs dans l'orientation d'images imprimées et station d'impression conçue pour la réalisation du procédé |
| WO2013182454A1 (fr) * | 2012-06-08 | 2013-12-12 | Ball Europe Gmbh | Procédé d'impression d'une surface d'impression cylindrique d'une canette et canette imprimée |
| EP2769848A2 (fr) * | 2013-02-25 | 2014-08-27 | Heidelberger Druckmaschinen AG | Procédé de génération d'une image imprimée |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102013208061A1 (de) | 2013-07-04 |
| EP3147129B1 (fr) | 2020-07-01 |
| EP2762317A1 (fr) | 2014-08-06 |
| CN103963485A (zh) | 2014-08-06 |
| CN103963485B (zh) | 2016-08-24 |
| EP2762317B1 (fr) | 2019-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3147129B1 (fr) | Procédé et dispositif d'impression de récipients | |
| DE102013208065A1 (de) | Rundläufermaschine zur Bedruckung von Behältern | |
| DE102010020958B4 (de) | Vorrichtung sowie Verfahren zum Bedrucken, insbesondere zum mehrfarbigen Bedrucken von Behältern | |
| EP2580061B1 (fr) | Dispositif de traitement d'emballages et unité de retenue et de centrage pour emballages | |
| WO2017032553A1 (fr) | Machine d'impression directe et procédé pour effectuer une impression directe sur des contenants | |
| DE102014116405B4 (de) | Druckvorrichtung sowie Verfahren zur Bedruckung von Behältern | |
| EP2611593B1 (fr) | Procédé pour produire et traiter des récipients | |
| DE102013214934A1 (de) | Vorrichtung und Verfahren zum Direktbedrucken von Behältern | |
| DE102011009393A1 (de) | Vorrichtung und Verfahren zum Bedrucken von Behältern | |
| DE102010034780A1 (de) | Vorrichtung und Verfahren zum Bedrucken von Behältern | |
| EP2461979A1 (fr) | Installation destinée à effectuer une impression sur des récipients | |
| EP2750895B1 (fr) | Dispositif de traitement d'emballages et segment d'impression à utiliser dans un tel dispositif | |
| DE102013213843A1 (de) | Behälterbehandlungsvorrichtung zur Bedruckung von Behältern | |
| DE102011009395A1 (de) | Vorrichtung und Verfahren zum Bedrucken von Behältern | |
| DE102015215295A1 (de) | Druckmaschine für Behälter und Verfahren zum Bedrucken von Behältern | |
| DE102018000405A1 (de) | Vorrichtung und Verfahren zur Herstellung von Gebinden | |
| DE202013011695U1 (de) | Streckblasmaschine mit Druckeinrichtung | |
| DE202013004057U1 (de) | Behälterausstattungsanlage | |
| WO2015193138A1 (fr) | Procédé et dispositif d'impression de corps creux | |
| DE102013213846A1 (de) | Behälterbehandlungsvorrichtung zur Etikettierung und/oder Bedruckung von Behältern | |
| DE202013004037U1 (de) | Behälterausstattungsanlage | |
| DE102013015193A1 (de) | Behälteraustattungsanlage | |
| DE202013105244U1 (de) | Direktdruckmaschine zum Bedrucken von Behältern | |
| WO2022023167A1 (fr) | Dispositif de gaufrage ou d'étiquetage de récipients | |
| DE102018211340A1 (de) | Behandlungsmaschine für Behälter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2762317 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170928 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190718 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41M 5/00 20060101ALI20200221BHEP Ipc: B41J 11/00 20060101ALI20200221BHEP Ipc: B41J 3/407 20060101AFI20200221BHEP Ipc: B41M 1/18 20060101ALI20200221BHEP Ipc: B41M 1/40 20060101ALI20200221BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20200325 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2762317 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1285807 Country of ref document: AT Kind code of ref document: T Effective date: 20200715 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014014401 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201001 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201102 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201002 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201101 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014014401 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| 26N | No opposition filed |
Effective date: 20210406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210121 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210121 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1285807 Country of ref document: AT Kind code of ref document: T Effective date: 20210121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140121 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20231212 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20231219 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231205 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231212 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |