EP3147129A1 - Verfahren und vorrichtung zum bedrucken von behältern - Google Patents
Verfahren und vorrichtung zum bedrucken von behältern Download PDFInfo
- Publication number
- EP3147129A1 EP3147129A1 EP16195559.6A EP16195559A EP3147129A1 EP 3147129 A1 EP3147129 A1 EP 3147129A1 EP 16195559 A EP16195559 A EP 16195559A EP 3147129 A1 EP3147129 A1 EP 3147129A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- printing
- module
- containers
- partial
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007639 printing Methods 0.000 title claims abstract description 129
- 238000000034 method Methods 0.000 title claims abstract description 53
- 238000011144 upstream manufacturing Methods 0.000 claims description 25
- 238000012546 transfer Methods 0.000 claims description 23
- 230000032258 transport Effects 0.000 description 54
- 230000008859 change Effects 0.000 description 23
- 230000008569 process Effects 0.000 description 13
- 239000000976 ink Substances 0.000 description 11
- 238000009434 installation Methods 0.000 description 10
- 238000004659 sterilization and disinfection Methods 0.000 description 9
- 230000008901 benefit Effects 0.000 description 8
- 230000001954 sterilising effect Effects 0.000 description 8
- 239000012790 adhesive layer Substances 0.000 description 7
- 239000003086 colorant Substances 0.000 description 7
- 238000005034 decoration Methods 0.000 description 7
- 238000010017 direct printing Methods 0.000 description 7
- 238000001035 drying Methods 0.000 description 7
- 238000001723 curing Methods 0.000 description 6
- 238000013461 design Methods 0.000 description 6
- 230000005855 radiation Effects 0.000 description 4
- 206010013786 Dry skin Diseases 0.000 description 3
- 238000000071 blow moulding Methods 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 235000013305 food Nutrition 0.000 description 3
- 239000003595 mist Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- 238000003848 UV Light-Curing Methods 0.000 description 2
- 208000012886 Vertigo Diseases 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000002372 labelling Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 206010034016 Paronychia Diseases 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 238000003854 Surface Print Methods 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 210000000746 body region Anatomy 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 239000012611 container material Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000007649 pad printing Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000012552 review Methods 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
- B41J11/002—Curing or drying the ink on the copy materials, e.g. by heating or irradiating
- B41J11/0021—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using irradiation
- B41J11/00214—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using irradiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
- B41J3/40733—Printing on cylindrical or rotationally symmetrical objects, e. g. on bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0082—Digital printing on bodies of particular shapes
- B41M5/0088—Digital printing on bodies of particular shapes by ink-jet printing
Definitions
- the present invention relates to a method for printing containers according to the preamble of claim 1 and a device for printing containers according to claim 13.
- Container equipment usually provides information to containers that inform the end user of the contents of the container. Through their graphic design they serve u.a. also the sales promotion.
- a typical field of application is the food industry, where, for example, a beverage is filled in the containers.
- the developments have also been to dispense with the label material and to print the containers directly. In systems in which the complete equipment is not done in one step, the containers go through several equipment machines, the space for setting up several equipment machines is sometimes very limited.
- the object of the invention is to provide a method for printing on containers and a device for printing on containers, which allow a flexible equipment of containers with partial printing images.
- the invention relates to a method for printing on containers, in which a container of at least two circulating modules, on which co-rotating print heads are arranged, is provided with one partial image per module, wherein the container be passed directly from one module to the next and wherein the partial printing images in each case in the circumferential direction of the container have a beginning and an end edge, the container after completion of the first partial print image remains aligned or realigned that the pressure of the second partial image with the Printhead of the following module begins at a circumferential position of the container, which has a distance to the beginning and end edge of the first partial image.
- the method can be an all-round printing.
- the opposite side of the container may face the printhead of the following module at the beginning and end edges of the first partial print.
- the printing can be started in the middle of the partial print image of the previous module.
- the distance can be greater than 5 °.
- the distance can be equal to 180 °.
- the available treatment angle can be fully utilized.
- a plurality of printheads can be arranged at equidistant intervals, which continuously circulate with the module in the direction of rotation.
- the container can remain aligned after completion of the first partial print image or can be dispensed with an orientation.
- the printheads may be within the pitch circle of both printing modules traversed by the containers, the printheads being directed perpendicularly to a container outer wall and pointing radially outward from a central axis of the modules, respectively.
- the container can be rotated during printing in the same direction about its longitudinal axis in both modules.
- the rotation of the container about its longitudinal axis can be stopped before a transfer to the following module takes place.
- the invention relates to a device for printing on containers with a control device, which is designed to perform a method for printing on containers, as described above or below.
- a container equipment for printing on containers a conveyor system for transporting the container through the equipment along a predetermined transport path, arranged on the conveyor system, in particular fixedly arranged, receptacles for receiving individual containers or groups of containers and may comprise at least two peripheral equipment devices for printing on the containers, wherein on the equipment devices in each case at least one print head for printing the container is arranged.
- the equipment system can have several similar modules. Through the use of individual modules, the system can be flexibly adapted to new requirements emerging at the site by easily exchanging, removing or adding individual modules.
- a container equipment system for equipping containers may comprise a conveyor system for transporting the containers through the equipment system along a predetermined transport path, receptacles for receiving individual containers or groups of containers arranged on the conveyor system, in particular fixedly arranged receptacles encircling equipment for equipping the containers, wherein a main conveying path of the containers through the equipment arrangement has a change of direction, wherein at least one equipment device is arranged in front of and an equipment device after the change of direction.
- the transport path in the region of the change in direction in this case has a section which has an at least partially different curvature, such as the upstream equipment device.
- the length of the section is at least one fifth of the distance traveled by the containers in the upstream equipment device.
- decoration is meant, for example, a surface printing of the container with pressure medium.
- the conveyor section is relatively inexpensive compared to the treatment time gained by it.
- the length of the conveying section can amount to at least a quarter or at least a third, or at least half of the transport path of the containers in the upstream equipment device, depending on which angle is to be realized in a main conveying path.
- the section in particular has a shorter distance to be covered by the containers, as the double distance traveled by the containers in an upstream equipment device.
- the distance of the conveyor section may also be longer.
- the conveyor section or the transport path in the direction of change connects an outlet of the upstream in the transport direction equipment with an inlet of the downstream equipment such that the containers from the inlet to the outlet of the upstream equipment and the inlet to the outlet of the downstream equipment a treatment angle of more than 235 °, in particular more than 265 ° is available.
- the angles may also be considered as a function of the time or distance of one turn - the indicated 265 ° would be two hundred and sixty five, three hundred and sixtieth of the orbit or orbit.
- the conveyor system transports the containers in the region of the rotating equipment in particular such that the transport path is at least in sections concentric with the circulation path of the equipment.
- the conveying section can also have a different curvature sign.
- the container can be transported further away from a conveyor in certain embodiments of the system by the change in curvature, which is arranged in the transport direction in front of the conveyor, which transfers the container to the conveyor section.
- the curvature of the transport path may also change twice or three times or more on the conveyor section.
- the conveyor section comprises an independent, circulating conveyor, on which a plurality of container receptacles, for example in the form of external grippers, in particular clamps, or the container inside holding holder mandrels, is arranged.
- This conveyor section may comprise in its entirety, for example, a belt conveyor or a circulating transport star.
- the containers are transferred to the receptacles of this conveyor section of the upstream equipment device and passed from the recordings of the conveyor to the downstream equipment device. The recordings then run empty until they are assigned the next container.
- the conveyor section may also comprise two or more independent conveyors, e.g. Include conveyor stars.
- the conveyor system may be directly attached to the equipment devices. Prefers this is a system similar to that described for the conveyor section - but the design of the images may differ.
- the conveyor section may in this case also comprise a rail instead of a conveyor with own gripping means for the containers.
- the transport path traveled by the containers is substantially meander-shaped, and depending on the design of the conveying section arranged in the region of the change of direction, also linear sections (eg through the use of a belt transport) can. If the conveying section likewise only has continuous transport stars, then the meandering shape is continuous, although the angle ranges passed through in the region of the conveying section can be smaller than those in the area of the equipment devices.
- the equipment stars with means for equipment arranged thereon can also provide the conveyor system itself by arranging receptacles for conveying the containers to them.
- the main conveying path is not formed by every differentially small point of the transported transport route, but by the stations that have passed through as a whole.
- the main conveying path can be formed by the connection of the individual transfer points of the containers or bottles from conveyor to conveyor. Another possibility is the resultant of connecting the centers of several stars.
- At least two equipment devices are provided before and / or after the change of direction.
- the respective two equipment devices may directly connect to each other, i. that no intermediate conveyor is placed between them. This has the advantage of a very compact design.
- the equipment devices are advantageously arranged to one another such that an equipment of the containers along at least two-thirds, in particular at least three Quarters, the total amount is possible.
- this corresponds to a continuous angle of the circle segment of at least 240 °, in particular of at least 270 °.
- This can be achieved, for example, by a zigzag arrangement of the equipment devices relative to each other.
- the zig-zag results from the connection of the individual centers (axes of rotation) of the rounds.
- a treatment angle of almost 300 ° is possible in this way, but depending on the size of the containers to be treated, a distance for their transport must be allowed past each other when the equipment devices are in the same plane.
- the equipment devices are, in particular, devices for direct printing on the container outer surfaces, in particular on the side surfaces along the circumference of the containers.
- several print heads can be present per equipment device, which apply pressure medium to the container outer surface.
- the printing medium can be ink, paint, varnish or the like, in particular UV-curable ink.
- the print heads have a plurality of individually controllable nozzles and operate on the inkjet principle.
- the printheads may be movably mounted on the equipment devices.
- individual printheads accompany the containers during the entire circulation and thus circulate regularly.
- the printheads will run in synchronism therewith.
- a motor or manual adjustment of the printheads to the outer contours of the bottles can take place in a bottle format change, for example by reading CAD or image data of the new bottle but also by measuring the new bottle by means of a sensor or a camera.
- the engines could also be moved up by hand to the new contours of the bottles and this setting stored so that they print the same Bottles, so if they are used again in a time-lag behind production cycle - reusable.
- a height (in the vertical direction) of the print heads and / or an angle of attack can be adjusted via the motors.
- the angle of attack is in the plane formed by the machine rotation axis and the circumferential position of the print head on the equipment.
- an angle of attack can be adjustable, which lies in the horizontal plane. This angle can change the resolution of the print image, especially if the print heads are provided with a plurality of nozzle rows which extend along the print head longitudinal axis.
- the printhead longitudinal axis is usually the one along which most of the nozzles of the printhead are located. In particular, the print head longitudinal axis is perpendicular to the transport plane when printing on cylindrical containers which are transported upright.
- a drive for linear adjustment of the print heads may be present, with which a distance of the print head is changed to the container, in particular parallel to the container transport plane, in particular in the horizontal direction.
- the printheads can also be adjusted in a vertical direction. Based on the containers to be printed, the print heads can also be moved along the container longitudinal axis adjustable or even during printing. Alternatively, the containers can also be moved along their longitudinal axis.
- some equipment devices are direct printing modules, which essentially differ from one another only in that different colors and / or print motifs are applied to the containers with them.
- At least one equipment device can also be formed by a labeling machine, in particular by one which applies stretchable, tubular labels to the containers.
- a device for equipment can also serve a labeling machine which attaches labels made of paper or plastic to the container from the side.
- labels made of paper or plastic
- self-adhesive labels can also be used here, in particular in the "no-label look”.
- the container equipment system can also have independent modules for curing or crosslinking of UV-curable colors (pinning).
- a module has at least one UV lamp, which is directed to at least the area to which the ink is applied. For sterilization purposes, this area can also be extended or there will be an additional UV lamp in the area of the mouth the container is attached, which sterilizes them. It is also intended to a retractable into the container UV lamp to harden the externally applied ink from the inside and at the same time to sterilize the inner wall of the container.
- the inward retractable UV lamp is mounted in particular co-rotating on a module.
- the UV lamps which treat an outside of the containers may also be co-rotating lamps, but it is also possible to make this module an enclosure in the form of a fixed tunnel fitted with UV lamps fixedly attached thereto ,
- the embodiments mentioned in this paragraph can also find application in the conveyor section according to the invention.
- an intermediate treatment of the container can certainly take place, for example an intermediate pinning of the printing ink or an application of a best-before date.
- the funds are fixed in comparison to the sponsor.
- curing and / or sterilization can also take place in the equipment modules.
- curing and / or sterilization may also take place in a station which is spatially spaced apart (for example by more than one meter) from the modules. In this way, a better shielding of the UV radiation can be made so that the least possible UV light strikes the print heads.
- sterilization with liquid or gaseous sterilization medium, such as hydrogen peroxide could be carried out in the station, which is introduced into the container via a nozzle.
- a coating of the container with an adhesive may be upstream of the printing modules, for example, with which an adhesive layer is applied to the container on which in turn the ink is applied, the adhesion between the container and the adhesive layer is smaller than the adhesion between Adhesive layer and the printing medium.
- the adhesive layer is such that it can be detached from alkali. This is especially needed for recycling, where the ink is to be separated from the container material.
- the containers are in particular PET bottles, in particular PET disposable bottles.
- a pretreatment unit for example a plasma treatment device with which a thin silicon oxide layer is applied to the container outer or inner surface for improving the barrier properties.
- a pretreatment unit is a container cleaning unit, a conditioning unit, in particular configured for Drying and / or tempering of the container, a surface activation unit, in particular configured to increase the surface energy of the container surface, and / or an electrostatic unit for electrostatic Ent- or charging the container surface.
- the use of the mentioned pretreatment units or combinations thereof is essentially dependent on the customer requirements.
- the units can also be integrated into a modular concept of container-printing devices. These modules can be equipped with the same means of transport as the printing modules.
- a modular concept for the printing modules and / or pretreatment units is characterized in that further modules can be easily added or removed retrospectively.
- One point for this can be a uniform transfer of the containers between the modules.
- Even a uniform size of the modules, in particular a uniform diameter in the case of continuous modules, can offer an advantage in a modular concept to one another when installed. It is also thought that each module also rotates at the same peripheral speed. It may also be advantageous that a container transfer between the modules takes place directly, ie without further interposed conveyor.
- a direct transfer to another Module be made such that in addition to at least one module, a clamp is arranged, which at least temporarily record the container from the side or can hold - especially in neck handling (in the mouth of the container containers are usually not printed, so here could the clip also stay in constant operation).
- the clip can be moved away at the moment of printing or treatment to release the container outer surface. This could then represent a sub-element of an enclosure (see below). The same applies to an above-mentioned Neckhandlingklammer if the container is to be printed in the area of its mouth yet.
- the centering heads and the bottom receptacles of the transferring module can be moved so far apart, in particular in the vertical direction, for the transfer of the containers, that the centering heads and the bottom receptacles of the receiving module space in between. After moving apart, the container is held only by the clip of the transferring module until the centering heads and the bottom receptacles of the receiving module are engaged with the container.
- clamps can also be arranged on the transferring and receiving module, which grips the containers, for example, alternately above a transport ring and below this ring.
- the centering heads and the bottom receptacles of at least one module would still have to be moved apart as just described.
- the treatment positions of the receiving and transferring carousel can be offset by half a pitch to each other, so that the respective centering heads and the bottom seats of the two carousels mesh with each other - like two gears.
- a transfer to the receiving carousel could take place in which either a clamp takes over the container or directly the respective centering heads and the bottom receptacles. In this way, a very space-saving installation can be realized.
- a continuous transport of the containers or the container groups takes place in the equipment system at least temporarily and at least in regions.
- each container can be positioned during printing a protection or the aforementioned housing, which is substantially sleeve-shaped.
- the protection can also be formed by a plurality of elements, wherein one element is fixed with respect to the carousel or the turntable and another element for removing the container from the protection is arranged movable. With it can be prevented that too much pressure mist is distributed in the machine. In particular, a suction is attached to the protection.
- the protection avoids in particular air turbulence.
- a clip for holding the container is part of the guard, it has a seal with the clip at the locations where the clip must be moved to grip the container. As a seal, for example bellows, but also brushes can be used.
- the areas indicate of protection on a recess for the movement of the clip.
- turntables for rotating the containers during a treatment are in particular connected to servomotors, which can set the respective desired rotational position of the container relatively accurately.
- a rotary encoder can also be arranged on the turntable or at least outside the housing of the turntable drive. In particular, it is arranged closer to the container to be printed as the housing of the drive. It would also be conceivable to provide a part of the shaft with a larger diameter and to install there the rotary encoder.
- the encoder detects differently magnetized regions of the wave to be detected, but in certain embodiments it could also work optically.
- the encoder could also detect the rotational position of the container itself by optical means.
- Precise positioning is particularly important when using multiple modules when colors must be brought together to a specific position on the container. If slight tolerances occur here, these can add up and the quality of the pressure suffers all the more. In particular, in the equipment machine directly after the conveyor section according to the invention, a precise positioning can be very useful.
- At least one equipment device in particular on a module, a rotary encoder, with which the rotational position of the equipment device is detected.
- the detected values are in particular forwarded to a controller and serve to control the print heads or nozzles and / or the turntables.
- a controller which is connected to another input with a camera (or the above-mentioned sensor, which detects a reference mark on the container).
- a camera it is possible to determine the current rotational position of a container before or at the beginning of an equipment module. The determined rotational position is evaluated by the controller and compared with a desired value which specifies in which rotational position an equipment or a pressure of the container should begin. The container is then around the respective angular difference from actual to target rotated.
- a camera can sit in front of or on each individual equipment device, but in particular at least at the beginning of the installation, in particular also after or at the end of the conveyor section, at which no decoration of the containers takes place.
- a rotational position of a container in the transfer of an equipment to the next equipment by a form or friction, so to speak mechanically can be ensured - for example, by using a slave running with the container or by a very precise transfer - so it is possible that the container between the equipment devices does not have to be aligned.
- Alignment prior to entry into the equipment installation may, for example, be done by camera or by maintaining the rotational orientation if the equipment installation is preceded by a blow molding machine.
- the rotational position of the containers is predetermined in a blow mold by the analysis of the containers on the blow molding wall.
- a printing original can be matched to each individual container in the subsequent printing process, in which the original is scaled at least in the circumferential direction.
- a particular direct transfer of the container from one printing module to the next printing module can be carried out with or without reorienting the container.
- the pressure could begin with a different color at a different rotational position along the circumference than the pressure in the upstream equipment module has ended or begun.
- the pressure of the downstream module may begin at a different angular range with respect to the container circumference than the pressure in the upstream module has commenced and / or ended.
- the region can be more than 5 ° away from one of the two ends.
- the printhead of a downstream module is exactly offset by 180 ° compared to the printhead of the upstream module in relation to the container.
- the beginning of the printing of the downstream module could be offset by 180 ° from the print-forming end of the upstream one Be module. An alignment could then be dispensed with and process time is gained.
- the containers can also be rotated in the downstream module to the beginning or end of a pressure of the upstream module and the printing of the next color only started there. It would thus be conceivable, in principle, to align the container before or in a pressure module before the beginning of the pressure in such a way that the pressure begins at the same rotational position as in the upstream module. This is particularly advantageous if only a part of a circumference of a container to be printed.
- the rotational position of the container can also be changed during or after the transfer from one module to the next such that a pressure basically begins at the same position and the direction of rotation of the container about its longitudinal axis on each module is the same.
- the orientation of the container can also be done already in the upstream printing module.
- This can also be regulated depending on the required process angles of the modules. For example, if less color (lower resolution of one color, less angular range in which that color is needed) for printing the artwork in the upstream Module is required as in the downstream module, so the alignment can already take place in the upstream module.
- the location (the module) where alignment of the containers takes place is predetermined based on the process time required in each module. This can be done automatically by detecting the artwork or manually set. The alignment can also be done in two steps by the container is rotated on the upstream module only a part of the required rotation angle after printing and on the subsequent module, the rest.
- a machine guard can also be arranged around the device for equipping the containers, the machine guard having two openings for introducing the containers and for dispensing the containers.
- a suction may be present, which sucks any resulting pressure mist - this may be particularly attached to the two openings.
- a device for the entry of air may be present, with which (in spite of the suction) an overpressure within the machine protection can be generated, so that no dust particles from the outside reach the area of the print heads.
- the machine protection starts in particular before the first printing module. If a unit is provided for cleaning or surface treatment of the containers, these are at least partially housed within the shelter. This machine protection is to be seen separately from each container individually assigned protection (enclosure), which can be additionally present.
- the individual printing modules can either be driven by a gearbox and a common main drive or have their own motors.
- the first variant is cheaper, but depending on the gearbox, inaccuracies may occur.
- the second variant can be configured such that each printing module has a direct drive, which means that the drive drives the carousel of the printing module without interposing a transmission.
- this could be a magnetically acting drive with stator and rotor, with the stator is arranged on the stationary machine frame and the rotor on the rotating part.
- the stator and / or the rotor can extend only over a partial segment of the circumference of the module, which is in particular smaller than 90 °. There may also be two such opposite sub-segments.
- the conveying section in which no decoration of the container takes place, is connected via a transmission to a pressure module.
- the conveyor section in which no decoration of the container takes place, so scheduled that this is near a wall at the site (hall at the customer), due to the change of direction in the main conveyor is necessary.
- modules can be firmly connected to each other, so for example have a common frame and other modules are added separately.
- modules are firmly interconnected, which are present in virtually every printing press configuration. These are in particular the direct printing modules, which each apply a color to the container.
- the colors may be, for example, magenta, cyan, yellow, white or black.
- steps in this method can eliminate at least a "skip" of a non-printable area during printing within a module if the print is continuous in that area.
- the partial printing images overlap, in particular completely, so that the respective starting and ending edges are present at the same circumferential position.
- the containers are rotated to the respective edge by the shorter angle.
- the orientation is also at least partially possible in the upstream module.
- the beginning edge and the end edge respectively mean the beginning or the end of a (partial) printed image in the circumferential direction of the container.
- the container is preferably rotated so that the following partial printing starts on the edge closest to the next print head.
- Method for printing on containers in which a container of at least two circulating modules, at which at least temporarily co-rotating printheads are arranged, each equipped with a partial image per module, wherein the containers are transferred from one module to the next directly and wherein the partial printing images each in the circumferential direction of the container having a beginning and an end edge, wherein the container after completion of the first partial print image is aligned such that the beginning of the second partial image printing starts with the printhead of the following module at the printhead of the following module nearest edge.
- all methods are performed by a control device which controls the processes.
- a calculation is also performed by the controller as to which directions of rotation of the containers are most favorable.
- these values can also be specified manually.
- FIG. 10 shows a furnace 100 for heating preforms of PET, which are transferred to a continuously rotating stretch blow molder 200 via an input starter following heating. This has at its periphery a plurality of blowing stations, by means of which the preforms are first stretched by means of a stretch rod and blown through a blow nozzle, then finished by high pressure against the inner wall of an openable blow mold. Subsequently, the finished molded container with a sampling 120 are transferred to a device 5 for providing containers.
- the container equipment 5 comprises several modules 2, which are placed directly adjacent to each other.
- 1.1 indicates a module in which a surface treatment, in particular a cleaning of the container takes place.
- 1.2 identifies a module in which a coating is applied to the containers.
- 2.1 indicates a module in which one or more print heads are arranged and in which the color white is applied to the container outer surface.
- 2.2 indicates a module in which one or more print heads are arranged and with which the color yellow is applied to the container outer surface.
- 2.3 identifies a module in which one or more print heads are arranged and with which the color magenta is applied to the container outer surface.
- 2.4 indicates a module in which one or more print heads are arranged and with which the color cyan is applied to the container outer surface.
- 2.5 indicates a module in which one or more print heads are arranged and with which the color black is applied to the container outer surface.
- 2.6 indicates a module in which one or more printheads are arranged and with which a special color can be applied to the container outer surface, which can only be made poorly by a combination of the other colors, e.g. Gold, will.
- 4 indicates a module in which one or more UV radiation emitters are mounted and in which the previously applied printing inks are dried.
- the modules 1.1, 1.2 2.1 and 2.2 are set up in a zigzag. The module 2.3 no longer falls under this pattern, since this was set up so that the container can be passed past a wall 10. Due to this setup, a shorter treatment time or a shorter treatment angle 53 is given in module 2.2 than in module 2.1.
- Reference numeral 52 refers to the treatment angle of the module 2.1.
- the colors can also be applied in a different order, for example black first, then cyan, then magenta, then yellow and finally white.
- the containers After passing through the container equipment 5, the containers are transported via further conveying means to a filling machine, in which they are filled with a drink. Subsequently, the containers are closed by a capper by means of a closure.
- FIG. 2 was compared to FIG. 1 set up an additional transport star 3, which was inserted between module 2.2 and module 2.3.
- this transport star (conveyor section), the containers are transported without being equipped. In this way, in the alley arrangement of the individual modules 2 of the container equipment 5, a consistently large treatment angle can be achieved.
- the containers are transported by means not shown in detail brackets - especially in neck handling.
- the transport star 3 is larger in diameter than the printing modules 2. To overcome smaller angles in the range of change of direction of the main conveying path of the transport star 3 may also be smaller than that of the print modules 2.
- the angle of change in direction shown here is approximately 180 °. It can also be seen that the conveying path of the containers in the transport star 3 is shorter than the distance traveled by the holding elements of the transport star.
- FIG. 3 the transport star 3 was out FIG. 2 replaced by a belt conveyor 3a.
- the transport belt is stretched around two encircling stars not provided with position markings.
- On the belt a plurality of retaining elements such as brackets or mandrels is arranged.
- the belt conveyor 3a as a direction-changing element of the main conveying path in the direction of the bottom floor of the main conveying path requires even less space than the transport star 3.
- the conveying path of the container is shorter than the path that the holding elements of the Return belt conveyor 3a empty.
- a chain can also be used.
- the curvature of the transport path changes here during the passage of the container of conveyor 3 twice. It can be seen that the containers are still in the area of the belt spanning the stars, which have a different curvature than the linear area in between, both at the takeover and at the transfer.
- FIG. 3 to recognize that a protection 12 is placed around the device, which shields individual modules from the environment.
- the inlet to the protection 12 is located at a pretreatment star 1.1, the outlet is arranged after the last printing module 2.5 and before the UV drying 4.
- the conveyor 3a is also inside the shelter.
- a variant 13 of the protection with dashed lines can be seen.
- the protection 13 does not end within the equipment system 5 but is continuous up to a filling and sealing area, not shown. This is particularly advantageous if the containers or preforms sterilization - for example, has taken place with UV irradiation. To prevent that no additional contaminations reach the container walls. For this purpose, an overpressure of about 3 - 30 Pa can be maintained within the protection.
- suction devices 14 can also be present, which prevent pressure mist from being dragged or dust into the protection 12.
- the suction devices 14 may be arranged, for example, in an inlet region.
- suction units are mounted above each individual pressure module 2.
- Position mark 15 designates an injection by means of clean, in particular germ-free, air, in order to be able to maintain the overpressure.
- the protective measures are also applicable to the other embodiments.
- the UV treatment star 4 is additionally enclosed by a separate protection, so that no UV radiation can penetrate into its surroundings.
- FIG. 4 the main conveying path 6 of the containers is shown.
- the change of direction is here essentially 180 °. But there are also direction changes of, for example, 90 ° conceivable. If there is no change in direction, it would also be possible to dispense with the conveyor 3, 3a.
- FIG. 5 illustrates a variant with a rail transport system 18, on which a plurality of shuttles run along.
- the individual modules 2 with the elements for treating the containers also run around here constantly about a central axis of rotation.
- the shuttles on the transport system 18 are adapted to receive one or more containers. Again, there is a linear conveyor section, with which the treatment time in the modules can be increased at the change of direction.
- the shuttles with the containers thereon are conveyed here in the region of the individual modules 2 at the same angular velocity about the module rotation axis as the modules 2 rotate. It can also be a tactual transport of the shuttles in a simultaneous cyclic rotation of the modules 2 completed.
- An advantage of this system is that no complicated handovers of a container must be made, but the containers are constantly added to lying on the shuttle support member.
- the holding element is in particular rotatable to the relative movement From container surface to the printheads of the modules 2 to be able to produce during printing.
- Position mark 19 indicates a return path of the shuttles to the beginning of the rail system 18 at position 1.1.
- the containers are transferred to another transport system according to item 4 after passing through the container equipment. It would also be conceivable to let the shuttle transport go to a filler or capper. It is also thought to allow the shuttle transport to take place continuously from the blowing device 200 or the furnace 100.
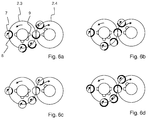
- FIGS. 6a to 6f Examples of the container rotation on two consecutively mounted printing modules 2.
- the container is provided with position indicator 7, the area to be printed on the container 7 is marked in bold and marked with item number 8.
- the running in this case print heads 9 are directed in particular perpendicular to the container outer wall and point from the central axis of the modules 2 radially outward. Only one print head 9 is drawn per module 2, but a plurality of print heads 9 are arranged on a module 2 at equidistant intervals, which preferably rotate continuously with the module 2 in the direction of rotation. Shown in each figure are snapshots of a single container 7 with a single associated print head. 9
- the containers 7 are supplied to the left module 2.3 from above, run in this along the circumference over about 270 ° to the counterclockwise, are printed with a color of a multi-color print image and are then passed to the right module 2.4, with which a second Paint is applied to the outer surface of the container and in a clockwise direction (exception: FIG. 6e ) are transported on.
- FIGS. 6a to 6e a container 7 is provided with a printed image only along part of its circumference, in FIG. 6f with a wrap-around print.
- the rotation of the container 7 about its longitudinal axis is described below in relation to the relative movement from the container 7 to the rotating module 2.
- FIG. 6a It can be seen that the container 7 rotates clockwise during printing while being transported counterclockwise along the circumference of the module. In the left position in the left module, the print is already half finished. Approximately after half of a complete revolution of module 2.3, ie after about 180 ° (in the lower position), the partial print image is completely applied in a first color. Now the container 7 can be brought into the correct orientation even before the transfer to the next module 2.4. This can be seen in the left module 2.3 in the lower right position. The container 7 is further rotated clockwise until the beginning edge of the first partial print image again faces the print head of the first module 2.3 (right position of the left module).
- the end edge of the first partial print image is facing the module next to the next module 2.4 print head 9 associated with the next module, so that this print head 9 begins its printing at the end edge of the first partial image.
- the container 7 is now transported in the next module 2.4 in the counterclockwise direction while rotated clockwise about its axis during the pressure. To realign the container 7 must be rotated by its receptacle (turntable) relative to the carousel on further rotation in the same direction by 180 °.
- FIG. 6b the steps until the completion of the first partial print image are identical to FIG. 6a , After its completion (left module, position below) the rotation is stopped. Due to the fact that the partial print image extends exactly over 180 ° along the container circumference, the starting edge of the first partial print image is at the position in which it faces the print head 9 of the next module 2.4 when it is transferred to the next module 2.4. The pressure can be continued immediately at the edge in the next module 2.4. The direction of rotation of the container 7 (clockwise) is maintained in the next module. Here you can see how treatment time can be gained in principle. But it may also be advantageous to the container 7 as in FIG. 6a shown by default continue to turn in the same direction until the first coming edge of the printhead 9 of the next module 2.4 faces.
- FIG. 6c the steps until the completion of the first partial print image are identical to FIG. 6a , only the printed image extends in a circumference of 90 °.
- the direction of rotation to the orientation of the container 7 is maintained. It is aligned in the direction in which it was rotated during printing for printing in the next module 2.4, in such a way that the printing of the next field starts with a different color at the same point (starting edge), too the first partial printing has started.
- With a print image of 90 ° along the circumference of the container 7 is here in this way only one turn to align 90 ° necessary. If you wanted to start printing on the end edge of the first partial pressure in the next module, you would need a rotation of 180 °.
- FIG. 6d the printed image extends 270 ° along the container circumference.
- the recording is controlled so that after completion of the first partial image, the direction of rotation of the container 7 is changed to the orientation for the next module. Since only 90 ° rotation is required to align with the start edge, this variant is selected.
- the container 7 can be more quickly aligned to a rotational position in which the printhead 9 of the next module is at an edge of the first sub-print when the leading edge of the first sub-image is oriented to correspond to the printhead 9 of the next module 2.4 faces.
- this only applies to a direct transfer between two modules 2.
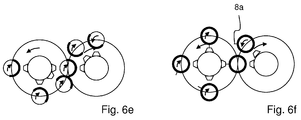
- FIG. 6e It is shown that an alignment of the container 7 on the printheads of the following module 2.4 can be done partly on the previous module 2.3 and partly on the following module 2.4 - depending on how much process time is available on the previous module 2.3.
- the pressure in the following module 2.4 (right) starts in the upper left position (at half past 11 o'clock).
- the container 7 could therefore also be completely aligned only in the module for the pressure in which it is to take place. In particular, this can be flexibly adjusted or even regulated via a controller, depending on the print original and / or container.
- FIG. 6f the special case is shown, in which a (possible overlap-free) all-round pressure is applied to the container 7.
- the orientation could also according to the examples according to the FIGS. 6a to 6e
- an embodiment is shown, in which the container 7 is not aligned at a transfer from one module 2.3 to another 2.4 (when a print on surface features (eg bumps or panels) is to be aligned, is a one-time alignment before entry in a first module 2.1 already necessary).
- the beginning edge of the printed image, which is applied in module 2.3 is marked with a nose 8a. It is used in the upstream module 2.3 of the whole available treatment angle and the container 7 is no longer aligned.
- the container 7 is transferred so that the opposite side of the container 7 faces the start and end edge 8a of the first partial printing the printhead 9 of the next module 2.4. There, the printing is started in the middle of the partial print image of the previous module 2.3. In other words, the two start and end edges of two partial print images are spaced from one another. The distance is in particular greater than 5 °, in the case shown it is 180 °.
- FIG. 7 the transfer situation of a container 7 between two modules 2.3 and 2.4 is shown. Only one half of a module is shown at a time.
- the upper part of a module 2 is rotatably supported by means of ball pivot 88.
- On a center column 92 shown in half is directly next to the ball slewing compound of the rotor 90 of a magnetic Direct drive attached.
- the stator 89 is fixedly connected to the frame 93, which stands on a hall floor 93a.
- the rotatable column also provides the ink supply to printhead 9 via a rotary distributor, not shown. This is connected via line 91 to a supply channel within the column 92.
- the print head 9 is mounted as well as the turntable 85, the drive for the turntable 87, a gripper 82 for the container 7 and a centering head 83 for the container 7 on the rotating part.
- the centering head 83 is height adjustable via a magnetically acting linear drive with rotor 81 and stator 80.
- the turntable 85 and its drive 87 is height-adjustable via a magnetically acting linear drive with rotor 86 and stator 87.
- the drive 87 is in particular also a servo drive, which cooperates with a sensor 98 for precise rotational position positioning of the container 7.
- the sensor 98 is mounted outside the housing of the servo 87 and thus may cooperate with a portion of the drive shaft having a larger diameter. On the larger diameter more increments can be applied to measure the rotational position.
- the increments are mounted on the turntable 85 itself.
- these two elements 83, 85 of the module 2.4 are supplied to each other for gripping and rotating the container 7 and the container 7 is either still aligned or printed directly on ink jet print head 9. It would also be possible for the gripper 82 of the module 2.3 to exit and transfer the container to module 2.4. Also, a retraction of both grippers 82 would be conceivable, so that the container 7 is transferred in the middle between two modules 2.
- the containers may be round but also mold containers, having a geometric element (for example, a nose), by means of which they can be positioned in the individual modules, for example by the centering head 83 or the turntable 85 or the bracket 82 having a counter element (for example, a groove) into which the element can engage ,
- a relative movement could be carried out, for example, between rotary divider 85 and container 7, until a latching takes place.
- the involved drives 80, 81, 84, 86, 93, 87 could be force controlled for this process. This example is particularly suitable for a first orientation of the container 7 before or at the inlet into the container equipment 5.
- the gripper claws of the brackets 82 could also have their own drive.
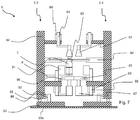
- FIG. 8 a further embodiment of a printing device 300 according to the invention can be seen.
- This has a carousel, which rotates continuously about the vertical axis 301.
- the not provided with reference numerals elements (drives, sensors, etc.) work analogously to those in the FIG. 7 .
- the bottles are inserted into the carousel between the downwardly driven centering head and the base plate in level E0 and clamped by these elements. Subsequently, the bottle is raised in plane E1, where the first partial pressure with the printheads 9.1 and / or 9.4 is performed. Subsequently, the bottle is transported past the annular shields 303 for UV curing 302 in plane E2, where the first partial pressure is dried. Subsequently, the bottle is transported to the plane E3 where the remaining colors for the printed image are applied.
- the bottle On the planes E1, E2, E3, the bottle is rotated by at least the angle that occupies the printed image on the bottle circumference. If you print with two print heads 9.1 - 9.4 per print plane, the bottle can be moved briefly between the two steps into the UV curing plane and then back to the same print plane E1, E3. It would also be conceivable to arrange all the print heads in a printing plane like a ring and to apply the methods described in the general part only between E2 and E1. E2 can also be arranged below or above all printing levels. Also, multiple levels may be present for pinning the ink, for example, between levels E3 and E4 and level E2.
- the bottle may either be dispensed above all printheads 9 and UV stations 302 at level E4, or returned to level E0 for output from the carousel.
- E4 would have the advantage that a larger process angle on the carousel could be exploited, because an output almost (the Centering and the stand plate still need time to return to the plane E0) at the same circumferential position of the carousel as the input can take place.
- a second pinning plane between E3 and E4 may be present.
- the bottle 7 can rest in a plane as long as it is rotated for this purpose. If the bottle 7 to be printed over a height which is greater than the length Ld of the print head 9, the bottle before the same printhead 9 successively occupy two different positions in the vertical. Corresponding nozzles that are in a position that has already been printed remain inactive in the second position.
- the bottle 7 in relation to the print head 9 performs a combined linear and rotary movement and thus is printed in a spiral on the bottle 7.
- the bottle may also stop for a short time. For example, if you start printing at the bottom edge UK with a wrap-around print, the bottle 7 is first rotated once in front of the print head 9 while it is at a height. Thereafter, upon further rotation about the longitudinal axis of the bottle 7, more and more nozzles of the print head 9 slowly switch from top to bottom (along the printhead height) while the bottle is being moved upwards. When the upper edge of the OK is reached, the bottle remains vertical again and only rotates once more through 360 °.
- FIG. 9a a variant of the successive rotational movements is shown in which the pressure is about 90 ° of the bottle circumference.
- E1 printing has just been completed by printhead 9.4.
- the bottle is rotated further in the same direction of rotation by 90 ° as before, so that it arrives fully aligned with the print head 9.2 or UV lamp 302 with the start edge of the first partial image and can be directly further printed or dried ,
- FIG. 9b the bottle is in the same starting position after completion in plane E1 as in FIG. 9a , In the plane E2 or E3 but then take place drying or printing with element 9.5. Therefore, the original direction of rotation is changed during the application of the first partial print image and the end edge of the first partial image is rotated back by about 30 °, so that it stops in front of the element 9.5, with which it is next printed / irradiated. If the bottle continued to turn, then 330 ° would have to be further rotated, which can cost process time. If in level E3 only printheads are concerned, the ring-shaped arrangement is clearly visible in the lower picture.
- FIG. 9c shows a UV tunnel with a circular curved UV lamp 302.
- the curved lamp could also be arranged a plurality of individual lamps around the vertical container transport path.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Ink Jet (AREA)
- Coating Apparatus (AREA)
- Printing Methods (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Verfahren zum Bedrucken von Behältern gemäß dem Oberbegriff des Anspruchs 1 und eine Vorrichtung zum Bedrucken von Behältern gemäß Anspruch 13.
- Behälterausstattungsanlagen bringen üblicherweise Informationen auf Behälter auf, welche den Endverbraucher über den Inhalt des Behälters informieren. Durch ihre grafische Gestaltung dienen sie u.a. auch der Verkaufsförderung. Ein typisches Anwendungsgebiet ist die Lebensmittelbranche, wobei in die Behältnisse beispielsweise ein Getränk abgefüllt wird. Neben den Inhaltsinformationen kann es hier auch erforderlich sein, die Behälter mit Mindesthaltbarkeitsdaten bei verderblichen Lebensmitteln zu versehen. Dies erfolgt schon seit Langem durch ein Aufbringen von bedruckten Etiketten. In jüngster Zeit gehen die Entwicklungen jedoch auch dahin, auf das Etikettenmaterial zu verzichten und die Behälter direkt zu bedrucken. Bei Anlagen, in denen die komplette Ausstattung nicht in einem Schritt erfolgt, durchlaufen die Behälter mehrere Ausstattungsmaschinen, wobei der Platz zum Aufstellen mehrerer Ausstattungsmaschinen teilweise sehr beschränkt ist. Hierzu sind Richtungswechsel im Hauptförderweg nötig, um beispielsweise eine gassenförmige Anordnung der Ausstattungsmaschinen realisieren zu können. Hinzu kommt, dass bei gegebenen Ausstattungsmedien oder -materialien (beispielsweise sind die derzeitig realisierbaren Druckgeschwindigkeiten relativ niedrig) und/oder Behältergrößen oftmals relativ lange Behandlungszeiten notwendig sind, was bei hohen Ausstoßleistungen zu großen Maschinendurchmessern führt. Deswegen ist man bestrebt, eine Dekoration der Behälter möglichst schnell bzw. über einen großen Teil des Umfangs der Ausstattungsmaschine zu ermöglichen.
- Aufgabe der Erfindung ist es, ein Verfahren zum Bedrucken von Behältern und eine Vorrichtung zum Bedrucken von Behältern zur Verfügung zu stellen, welche eine flexible Ausstattung von Behältern mit Teildruckbildern ermöglichen.
- Diese Aufgabe wird durch die unabhängigen Ansprüche 1 und 13 gelöst. Bevorzugte Ausführungsformen sind in den Unteransprüchen offenbart.
- Die Erfindung bezieht sich auf ein Verfahren zum Bedrucken von Behältern, bei dem ein Behälter von mindestens zwei umlaufenden Modulen, an denen mitumlaufende Druckköpfe angeordnet sind, mit jeweils einem Teildruckbild pro Modul ausgestattet wird, wobei die Behälter von einem Modul an das nächste direkt übergeben werden und wobei die Teildruckbilder jeweils in Umfangsrichtung des Behälters eine Anfangs- und eine Endkante aufweisen, wobei der Behälter nach Fertigstellung des ersten Teildruckbildes so ausgerichtet bleibt oder neu ausgerichtet wird, dass der Druck des zweiten Teildruckbildes mit dem Druckkopf des folgenden Moduls an einer Umfangsposition des Behälters beginnt, die einen Abstand zu Anfangs- und Endkante des ersten Teildruckbildes aufweist.
- Bei dem Verfahren kann es sich um einen Rundumdruck handeln.
- Die gegenüberliegende Seite des Behälters kann zu Anfangs- und Endkante des ersten Teildrucks dem Druckkopf des folgenden Moduls zugewandt sein.
- Im folgenden Modul kann der Druck mitten im Teildruckbild des vorigen Moduls begonnen werden.
- Der Abstand kann größer als 5° sein.
- Der Abstand kann gleich 180° sein.
- Im vorgeordneten Modul, in dem der erste Teildruck aufgebracht wird, kann der zur Verfügung stehende Behandlungswinkel voll ausgenutzt werden.
- Pro Modul kann eine Vielzahl von Druckköpfen in äquidistanten Abständen angeordnet sein, welche mit dem Modul in Drehrichtung kontinuierlich mitumlaufen.
- Der Behälter kann nach Fertigstellung des ersten Teildruckbildes ausgerichtet bleiben bzw. auf eine Ausrichtung verzichtet werden.
- Die Druckköpfe können innerhalb des von den Behältern durchlaufenen Teilkreises beider Druckmodule liegen, wobei die Druckköpfe senkrecht auf eine Behälteraußenwand gerichtet sind und jeweils von einer Mittelachse der Module radial nach außen zeigen.
- Der Behälter kann während des Drucks in der gleichen Richtung um seine Längsachse in beiden Modulen gedreht werden.
- Die Drehung des Behälters um seine Längsachse kann gestoppt werden, bevor eine Übergabe an das folgende Modul stattfindet.
- Des Weiteren bezieht sich die Erfindung auf eine Vorrichtung zum Bedrucken von Behältern mit einer Steuerungseinrichtung, die ausgebildet ist, ein Verfahren zum Bedrucken von Behältern, wie oben oder weiter unten beschrieben, durchzuführen.
- Eine Behälterausstattungsanlage zum Bedrucken von Behältern kann ein Fördersystem zum Transportieren der Behälter durch die Ausstattungsanlage entlang einer vorgegebenen Transportstrecke, kann an dem Fördersystem angeordnete, insbesondere fest angeordnete, Aufnahmen zur Aufnahme einzelner Behälter oder Gruppen von Behältern und kann mindestens zwei umlaufende Ausstattungsvorrichtungen zum Bedrucken von den Behältern umfassen, wobei an den Ausstattungsvorrichtungen jeweils mindestens ein Druckkopf zum Bedrucken der Behälter angeordnet ist.
- Die Ausstattungsanlage kann mehrere gleichartige Module aufweisen. Durch den Einsatz von einzelnen Modulen kann die Anlage flexibel auf neue am Aufstellungsort auftauchende Erfordernisse angepasst werden, indem einzelne Module in einfacher Weise ausgetauscht, entfernt oder hinzugefügt werden können.
- Bei einer bestimmten Anordnung der Ausstattungsvorrichtungen kann eine Behälterausstattungsanlage zum Ausstatten von Behältern ein Fördersystem zum Transportieren der Behälter durch die Ausstattungsanlage entlang einer vorgegebenen Transportstrecke, kann an dem Fördersystem angeordnete, insbesondere fest angeordnete, Aufnahmen zur Aufnahme einzelner Behälter oder Gruppen von Behältern, kann mindestens zwei umlaufende Ausstattungsvorrichtungen zum Ausstatten von den Behältern umfassen, wobei ein Hauptförderweg der Behälter durch die Ausstattungsanlage eine Richtungsänderung aufweist, wobei mindestens eine Ausstattungsvorrichtung vor und eine Ausstattungsvorrichtung nach der Richtungsänderung angeordnet ist. Die Transportstrecke im Bereich der Richtungsänderung weist dabei einen Abschnitt auf, welcher eine zumindest abschnittsweise andere Krümmung aufweist, wie die vorgeordnete Ausstattungsvorrichtung.
- Auf diesem Abschnitt erfolgt keine Dekoration der Behälter und die Länge des Abschnitts beträgt mindestens ein Fünftel des zurückgelegten Weges der Behälter in der vorgeordneten Ausstattungsvorrichtung.
- Unter Dekoration wird beispielsweise ein flächiges Bedrucken des Behälters mit Druckmedium verstanden.
- Durch den zwischengeschaltenen Förderabschnitt ohne Ausstattung kann sozusagen Platz geschaffen werden, um die Behälter an einen möglichst günstigen Eintrittspunkt der nachfolgenden Ausstattungsvorrichtung zu transportieren. Dadurch kann - je nach Gestaltung des Förderabschnitts - der Gesamtplatzbedarf der Anlage zwar geringfügig wachsen, dies wird jedoch bewusst in Kauf genommen, um eine hohe Leistung bzw. Auslastung der die Behälter ausstattenden Maschinen zu gewährleisten. Der Förderabschnitt ist im Vergleich zur durch ihn gewonnen Behandlungszeit relativ kostengünstig. Insbesondere kann die Länge des Förderabschnitts mindestens ein Viertel oder mindestens ein Drittel, oder mindestens die Hälfte des Transportwegs der Behälter in der vorgeordneten Ausstattungsvorrichtung betragen, je nach dem, welcher Winkel in einem Hauptförderweg realisiert werden soll. Um den Förderabschnitt nicht unnötig lang zu gestalten, weist der Abschnitt insbesondere eine kürzere, von den Behältern zurückzulegende Wegstrecke auf, als die doppelte Wegstrecke, die die Behälter in einer vorgeschaltenen Ausstattungsvorrichtung zurücklegen. Je nach Anlagenaufbau kann die Wegstrecke des Förderabschnitts aber auch länger sein.
- Insbesondere verbindet der Förderabschnitt bzw. die Transportstrecke im Bereich der Richtungsänderung einen Auslauf der in Transportrichtung vorgelagerten Ausstattungsvorrichtung mit einem Einlauf der nachgelagerten Ausstattungsvorrichtung derart, dass den Behältern vom Einlauf bis zum Auslauf der vorgeordneten Ausstattungsvorrichtung und vom Einlauf bis zum Auslauf der nachgeordneten Ausstattungsvorrichtung ein Behandlungswinkel von mehr als 235°, insbesondere von mehr als 265° zur Verfügung steht. Bei nicht rundlaufenden Ausstattungsvorrichtungen können die Winkelangaben auch in Abhängigkeit von der Zeit oder des Weges von einem Umlauf betrachtet werden - so wären die angegebenen 265° Zweihundertfünfundsechzig Dreihundertsechzigstel des Umlaufwegs oder der Umlaufzeit.
- Das Fördersystem transportiert die Behälter im Bereich der umlaufenden Ausstattungsvorrichtungen insbesondere derart, dass der Transportpfad zumindest in Teilabschnitten konzentrisch zu dem Umlaufweg der Ausstattungsvorrichtung ist.
- Insbesondere kann der Förderabschnitt auch ein anderes Krümmungsvorzeichen aufweisen. Wenn er jedoch beispielsweise nur eine geradlinige Förderung der Behälter bereitstellt, weist er lediglich eine andere Krümmung auf. Weiterhin können durch die Krümmungsänderung die Behälter bei bestimmten Ausführungsvarianten der Anlage auch weiter weg von einem Förderer transportiert werden, welcher in Transportrichtung vor dem Förderer angeordnet ist, welcher die Behälter an den Förderabschnitt übergibt. Die Krümmung der Transportbahn kann sich auf dem Förderabschnitt auch zweimal oder dreimal oder mehrmals ändern.
- Insbesondere umfasst der Förderabschnitt einen eigenständigen, umlaufenden Förderer, an welchem eine Vielzahl von Behälteraufnahmen, beispielsweise in der Form von Außengreifern, insbesondere Klammern, oder die Behälter innen greifenden Halterdornen, angeordnet ist. Dieser Förderabschnitt kann in seiner Gesamtheit beispielsweise einen Riemenförderer oder einen rundlaufenden Transportstern umfassen. Insbesondere werden die Behälter an die Aufnahmen dieses Förderabschnitts von der vorgeordneten Ausstattungsvorrichtung übergeben und von den Aufnahmen des Förderers an die nachgeordnete Ausstattungsvorrichtung übergeben. Die Aufnahmen laufen im Anschluss leer zurück, bis ihnen der nächste Behälter zugeordnet wird. Der Förderabschnitt kann auch zwei oder mehr eigenständige Förderer, z.B. Fördersterne umfassen.
- Das Fördersystem kann an den Ausstattungsvorrichtungen direkt angebracht sein. Bevorzugt handelt es sich dabei um ein ähnliches System wie das für den Förderabschnitt beschriebene - die Ausgestaltung der Aufnahmen kann allerdings abweichen.
- Es kann sich aber auch um ein eigenständiges (von den Ausstattungsvorrichtungen unabhängiges) Fördersystem handeln, mit welchem die Behälter durch die Anlage transportiert werden. Beispielsweise kann es sich um ein Shuttletransportsystem handeln, bei welchem die Behälter einzelnen Shuttles bzw. "Wägelchen" zugeordnet werden, welche auf Schienen zu den einzelnen Ausstattungsmaschinen fahren. Insbesondere kann an den Schienen eine Vielzahl von elektrischen Mitteln zum Antrieb, insbesondere Magnete, angebracht werden, welche mit auf den Shuttlen angeordneten Mitteln, insbesondere Permanentmagneten, zum individuellen Antrieb zusammenwirken. Der erfindungsgemäße Förderabschnitt kann in diesem Fall auch eine Schiene, anstelle eines Förderers mit eigenen Greifmitteln für die Behälter, umfassen.
- Wenn die Ausstattungsanlage aus einer Vielzahl von rundlaufenden Transport- bzw. Ausstattungssternen besteht, ist die von den Behältern durchlaufene Transportstrecke im Wesentlichen mäanderförmig, wobei es je nach Ausgestaltung des im Bereich des Richtungswechsels angeordneten Förderabschnitts auch lineare Abschnitte (z.B. durch die Verwendung eines Riementransports) geben kann. Weist der Förderabschnitt ebenfalls nur rundlaufende Transportsterne auf, so ist die Mäanderform durchgängig, allerdings können die im Bereich des Förderabschnitts durchlaufenen Winkelbereiche kleiner sein, als die im Bereich der Ausstattungsvorrichtungen. Die Ausstattungssterne mit daran angeordneten Mitteln zum Ausstatten können auch selbst das Fördersystem bereitstellen, indem man Aufnahmen zur Förderung der Behälter an ihnen anordnet.
- Der Hauptförderweg wird nicht durch jeden differenziell kleinen Punkt der durchlaufenen Transportstrecke gebildet, sondern durch die durchlaufenen Stationen als Ganzes. Im Fall von einer Vielzahl aneinandergereihten, rundlaufenden Transport- bzw. Ausstattungssternen kann der Hauptförderweg durch die Verbindung von den einzelnen Übergabepunkten der Behälter bzw. Flaschen von Förderer zu Förderer gebildet werden. Eine andere Möglichkeit stellt die Resultierende der Verbindung der Mittelpunkte von mehreren Sternen dar.
- Insbesondere sind mindestens zwei Ausstattungsvorrichtungen vor und/oder nach der Richtungsänderung vorgesehen. Die jeweiligen zwei Ausstattungsvorrichtungen können direkt bzw. unmittelbar aneinander anschließen, d.h. dass kein Zwischenförderer zwischen ihnen platziert ist. Dies hat den Vorteil einer sehr kompakten Bauweise.
- Die Ausstattungsvorrichtungen sind vorteilhaft so zueinander angeordnet, dass eine Ausstattung der Behälter entlang mindestens zwei Dritteln, insbesondere mindestens drei Vierteln, des Gesamtumfangs möglich ist. Bei rundlaufenden Ausstattungsvorrichtungen entspricht dies einem durchlaufenen Winkel des Kreissegments von mindestens 240°, insbesondere von mindestens 270°. Dies kann beispielsweise durch eine Zick-Zack-Aufstellung der Ausstattungsvorrichtungen zueinander erreicht werden. Das Zick-Zack ergibt sich aus der Verbindung von den einzelnen Mittelpunkten (Drehachsen) der Rund-läufer. Theoretisch ist bei dieser Aufstellung auf diese Weise auch ein Behandlungswinkel von nahezu 300° möglich, jedoch muss je nach Größe der zu behandelnden Behälter ein Abstand für ihren Transport aneinander vorbei gelassen werden, wenn sich die Ausstattungsvorrichtungen in der gleichen Ebene befinden.
- Bei den Ausstattungsvorrichtungen handelt es sich insbesondere um Vorrichtungen zum direkten Bedrucken von den Behälteraußenoberflächen, insbesondere von den Seitenflächen entlang des Umfangs der Behälter. Dazu können mehrere Druckköpfe pro Ausstattungsvorrichtung vorhanden sein, welche Druckmedium auf die Behälteraußenoberfläche aufbringen. Beim Druckmedium kann es sich um Tinte, Farbe, Lack oder dergleichen handeln, insbesondere um UV-aushärtbare Tinte. Die Druckköpfe weisen insbesondere eine Vielzahl von einzeln ansteuerbaren Düsen auf und arbeiten nach dem Tintenstrahlprinzip.
- Weiterhin können die Druckköpfe beweglich auf den Ausstattungsvorrichtungen angeordnet sein. Insbesondere ist es möglich, dass einzelne Druckköpfe die Behälter während des kompletten Umlaufs begleiten und somit regelmäßig umlaufen. Im Fall eines auf der Ausstattungsvorrichtung angebrachten Transportsystems, laufen dann die Druckköpfe synchron mit diesem um.
- Es kann auch möglich sein, dass einzelne Druckköpfe die Behälter nur während einem Teil des Weges durch die Ausstattungsvorrichtung begleiten. Insbesondere werden die Druckköpfe dann wieder in ihre Anfangslage entgegen der Begleitungsrichtung zurückgefahren, es wäre aber auch denkbar, dass sie langsamer werden oder kurzzeitig stoppen und den nächsten Behälter kurzzeitig entlang eines weiteren Teilbereichs des Umfangs begleiten. Somit ist quasi ein intermittierender Umlauf gegeben.
- Alle diese Varianten können mit einem taktweisen oder kontinuierlichen Behältertransport durchgeführt werden.
- Es ist auch an eine motorische oder manuelle Verstellung der Druckköpfe an die Außenkonturen der Flaschen gedacht. Die Verstellung kann bei einem Flaschenformatwechsel beispielsweise durch Einlesen von CAD- oder Bild-Daten der neuen Flasche aber auch durch ein Vermessen der neuen Flasche mittels eines Sensors oder einer Kamera stattfinden. Die Motoren könnten auch von Hand an die neuen Konturen der Flaschen herangefahren und diese Einstellung gespeichert werden, so dass sie beim Bedrucken der gleichen Flaschen, also wenn diese in einem zeitlich dahinterliegenden Produktionszyklus noch mal verwendet werden - wieder verwendbar ist. Insbesondere kann über die Motoren eine Höhe (in lotrechter Richtung) der Druckköpfe und/oder ein Anstellwinkel verstellt werden. Der Anstellwinkel befindet sich in der Ebene, welche von der Maschinendrehachse und der Umfangsposition des Druckkopfes auf der Ausstattungsvorrichtung gebildet wird. Ebenfalls kann ein Anstellwinkel einstellbar sein, welcher in der horizontalen Ebene liegt. Dieser Winkel kann die Auflösung des Druckbildes verändern, insbesondere wenn die Druckköpfe mit mehreren Düsenreihen versehen sind, welche sich entlang der Druckkopflängsachse erstrecken. Die Druckkopflängsachse ist üblicherweise die, entlang derer die meisten Düsen des Druckkopfs angeordnet sind. Insbesondere ist die Druckkopflängsachse senkrecht zur Transportebene, wenn zylindrische Behälter bedruckt werden, welche aufrecht transportiert werden. Weiterhin kann ein Antrieb zur linearen Verstellung der Druckköpfe vorhanden sein, mit dem ein Abstand des Druckkopfs zum Behälter verändert wird, insbesondere parallel zur Behältertransportebene, insbesondere in horizontaler Richtung. Die Druckköpfe können auch in einer lotrechten Richtung verstellt werden. Bezogen auf die zu bedruckenden Behältnisse können die Druckköpfe auch entlang der Behälterlängsachse verstellbar oder sogar während des Drucks verfahrbar sein. Alternativ können auch die Behälter entlang deren Längsachse verfahren werden.
- Bevorzugt handelt es sich bei einigen Ausstattungsvorrichtungen um Direktdruckmodule, welche sich untereinander im Wesentlichen nur dadurch unterscheiden, dass mit ihnen unterschiedliche Farben und/oder Druckmotive auf die Behälter aufgebracht werden.
- Es können alternativ oder zusätzlich auch andere Drucktechniken wie Siebdruck oder Tampondruck zum Einsatz kommen.
- Ebenfalls kann auch mindestens eine Ausstattungsvorrichtung von einer Etikettiermaschine gebildet werden, insbesondere von einer, welche dehnfähige, schlauchförmige Etiketten auf die Behälter aufbringt.
- Als Ausstattungsvorrichtung kann auch eine Etikettiermaschine dienen, welche Etiketten aus Papier oder Kunststoff an die Behälter von der Seite her anbringt. Beispielsweise können hier auch Selbstklebeetiketten verwendet werden, insbesondere im "No-Label-Look".
- Weiterhin kann die Behälterausstattungsanlage auch eigenständige Module zur Härtung bzw. Vernetzung von UV-aushärtbaren Farben aufweisen (Pinning). Ein derartiges Modul weist mindestens eine UV-Lampe auf, welche auf zumindest den Bereich, auf den die Druckfarbe aufgebracht wird, gerichtet ist. Zu Sterilisationszwecken kann dieser Bereich auch erweitert werden oder es wird eine zusätzlich UV-Lampe im Bereich der Mündung der Behälter angebracht, welche diese sterilisiert. Ebenfalls ist an eine in den Behälter einfahrbare UV-Lampe gedacht, um die außen aufgebrachte Druckfarbe von Innen härten zu können und gleichzeitig die Innenwand der Behälter zu sterilisieren. Die nach innen einfahrbare UV-Lampe ist insbesondere mitdrehend auf einem Modul angebracht. Bei den UV-Lampen welche eine Außenseite der Behälter behandeln, kann es sich ebenfalls um mitdrehende Lampen handeln, es ist aber auch möglich, um dieses Modul eine Einhausung in Form eines feststehenden Tunnels zu bauen, welcher mit daran fest angebrachten UV-Lampen bestückt ist. Die in diesem Absatz genannten Ausführungen können auch Anwendung im erfindungsgemäßen Förderabschnitt finden.
- Allgemein kann im erfindungsgemäßen Förderabschnitt eine Zwischenbehandlung der Behälter durchaus erfolgen, beispielsweise ein Zwischenpinning der Druckfarbe oder eine Aufbringung eines Mindesthaltbarkeitsdatums. Insbesondere stehen die Mittel dabei fest im Vergleich zum Förderer.
- Alternativ oder zusätzlich kann eine Härtung und/oder Sterilisation auch in den Ausstattungsmodulen erfolgen. Alternativ oder zusätzlich kann auch eine Härtung und/oder Sterilisation in einer Station erfolgen, die räumlich beabstandet (beispielsweise um mehr als ein Meter) von den Modulen angeordnet ist. Auf diese Weise kann eine bessere Abschirmung der UV-Strahlung vorgenommen werden, so dass möglichst wenig UV-Licht auf die Druckköpfe trifft. Zusätzlich könnte in der Station eine Sterilisation mit flüssigem oder gasförmigem Sterilisationsmedium, wie Wasserstoffperoxid, durchgeführt werden, welches über eine Düse in den Behälter eingebracht wird.
- Als Ausstattungsmodul kann auch eine Beschichtung der Behälter mit einem Haftmittel den Druckmodulen vorgelagert sein, mit denen beispielsweise eine Haftschicht auf die Behälter aufgebracht wird, auf der wiederum die Druckfarbe aufgetragen wird, wobei die Haftfestigkeit zwischen dem Behälter und der Haftschicht kleiner ist als die Haftfestigkeit zwischen Haftschicht und dem Druckmedium. Insbesondere ist die Haftschicht derart beschaffen, dass sie von Lauge abgelöst werden kann. Dies wird insbesondere beim Recycling benötigt, wo die Druckfarbe vom Behältermaterial getrennt werden soll.
- Bei den Behältern handelt es sich insbesondere um PET-Flaschen, insbesondere um PET-Einwegflaschen.
- Es können auch Einrichtungen zur Vorbehandlung der Behälter vorgesehen sein, beispielsweise eine Plasmabehandlungseinrichtung, mit welcher eine dünne Siliziumoxidschicht auf die Behälteraußen- oder -innenfläche zur Verbesserung der Barriereeigenschaften aufgetragen wird. Ebenfalls als Vorbehandlungseinheit möglich ist eine Behälterreinigungseinheit, eine Konditionierungseinheit, insbesondere konfiguriert zur Trocknung und/oder Temperierung der Behälter, eine Oberflächenaktivierungseinheit, insbesondere konfiguriert zur Erhöhung der Oberflächenenergie der Behälteroberfläche, und/oder eine Elektrostatikeinheit zur elektrostatischen Ent- oder Aufladung der Behälteroberfläche.
- Der Einsatz der genannten Vorbehandlungseinheiten oder Kombinationen daraus ist im Wesentlichen von den Kundenanforderungen abhängig. Grundsätzlich lassen sich die Einheiten auch in ein modulares Konzept der Behälter bedruckenden Vorrichtungen integrieren. Diese Module können mit den gleichen Transportmitteln ausgestattet sein wie sie die Druckmodule aufweisen.
- Im Allgemeinen zeichnet sich ein modulares Konzept für die Druckmodule und/oder Vorbehandlungseinheiten dadurch aus, dass weitere Module im Nachhinein leicht hinzugefügt oder entfernt werden können. Ein Punkt hierfür kann eine einheitliche Übergabe der Behälter zwischen den Modulen darstellen. Auch eine einheitliche Größe der Module, insbesondere ein einheitlicher Durchmesser bei rundlaufenden Modulen, kann bei der Aufstellung zueinander einen Vorteil in einem modularen Konzept bieten. Ebenso ist daran gedacht, dass jedes Modul auch mit der gleichen Umfangsgeschwindigkeit umläuft. Es kann auch vorteilhaft sein, dass eine Behälterübergabe zwischen den Modulen direkt erfolgt, also ohne weiteren zwischengeschaltenen Transporteur.
- Bei einer direkten Übergabe zwischen zwei Modulen, in denen zur Behälteraufnahme ein Zentrierkopf auf eine Behältermündung im oberen Bereich des Behälters aufgesetzt und der Behälter von unten her im Bodenbereich durch eine weitere Aufnahme gestützt wird, insbesondere durch einen Drehteller, kann eine direkte Übergabe an ein weiteres Modul derart erfolgen, dass zusätzlich an mindestens einem Modul eine Klammer angeordnet ist, welche den Behälter zumindest zeitweise von der Seite her aufnehmen bzw. halten kann - insbesondere im Neckhandling (im Bereich der Mündung werden die Behälter meistens nicht bedruckt, deswegen könnte hier die Klammer auch ständig im Eingriff bleiben).
- Ebenfalls wäre es möglich, den Behälter im Körperbereich mit der Klammer zu greifen, hier kann es von Vorteil sein, wenn die Klammer im Moment der Bedruckung oder Behandlung zur Freigabe der Behälteraußenfläche weggefahren werden kann. Diese könnte dann ein Teilelement einer Einhausung (siehe weiter unten) darstellen. Selbiges gilt auch für eine oben erwähnte Neckhandlingklammer, wenn der Behälter im Bereich seiner Mündung doch bedruckt werden soll.
- Die Zentrierköpfe und die Bodenaufnahmen des übergebenden Moduls können zur Übergabe der Behälter so weit, insbesondere in lotrechter Richtung, auseinander gefahren werden, dass die Zentrierköpfe und die Bodenaufnahmen des übernehmenden Moduls dazwischen Platz. Nach dem Auseinanderfahren wird der Behälter nur noch von der Klammer des übergebenden Moduls gehalten, bis die Zentrierköpfe und die Bodenaufnahmen des übernehmenden Moduls mit dem Behälter in Eingriff sind. Alternativ können auch am übergebenden und am übernehmenden Modul Klammem angeordnet sein, welche die Behälter beispielsweise abwechselnd oberhalb eines Transportrings und unterhalb dieses Rings greifen. Die Zentrierköpfe und die Bodenaufnahmen mindestens eines Moduls müssten allerdings dennoch wie gerade beschrieben auseinander gefahren werden.
- Alternativ könnte man die Klammer (in ihrer Gesamtheit) beweglich, also teleskopierbar/ausfahrbar oder schwenkbar, ausgestalten. Diese könnte beispielsweise den Behälter vor dem Moment der Übergabe aus dem Modulteilkreis "herausfahren" und an das nächste Modul übergeben (entweder an eine Klammer dort oder direkt an die dortigen Zentrierköpfe und die Bodenaufnahmen). Auf diese Weise würde der Hub der Zentrierköpfe und/oder der Bodenaufnahmen geringer. Ein Wegschwenken oder -stellen der Klammern in Richtung zur benachbarten Behandlungsposition von einem oder beiden Karussellen wäre auch eine Möglichkeit. Hierfür können die Behandlungspositionen vom übernehmenden und übergebenden Karussell um eine halbe Teilung versetzt zueinander sein, so dass die jeweiligen Zentrierköpfe und die Bodenaufnahmen der zwei Karusselle ineinander kämmen - wie zwei Zahnräder. Durch das Wegschwenken oder -stellen der Klammern hin zur benachbarten Behandlungsposition an dem übergebenden Karussell um bevorzugt eine halbe Teilung könnte eine Übergabe an das übernehmende Karussell erfolgen, bei der entweder eine Klammer den Behälter übernimmt oder direkt die jeweiligen Zentrierköpfe und die Bodenaufnahmen. Auf diese Weise kann eine sehr platzsparende Aufstellung realisiert werden.
- Insbesondere erfolgt in der Ausstattungsanlage zumindest zeitweise und zumindest bereichsweise ein kontinuierlicher Transport der Behälter oder der Behältergruppen.
- Um jeden Behälter kann während des Drucks ein Schutz bzw. die oben genannte Einhausung positioniert werden, welcher im Wesentlichen hülsenförmig ist. Der Schutz kann auch von mehreren Elementen gebildet werden, wobei ein Element in Bezug auf das Karussell oder den Drehteller feststeht und ein anderes Element zur Entnahme der Behälter aus dem Schutz beweglich angeordnet ist. Mit ihm kann verhindert werden, dass zu viel Drucknebel in der Maschine verteilt wird. Insbesondere ist an dem Schutz auch eine Absaugung angebracht. Mit dem Schutz werden insbesondere Luftverwirbelungen vermieden. Wenn eine Klammer zur Behälteraufnahme Teil des Schutzes ist, weist dieser insbesondere eine Abdichtung zur Klammer auf, und zwar an den Stellen, wo die Klammer zum Greifen des Behälters bewegt werden muss. Als Abdichtung können beispielsweise Faltenbälge, aber auch Bürsten verwendet werden. Insbesondere weisen die Bereiche des Schutzes eine Aussparung für die Bewegung der Klammer auf.
- Die bereits genannten Drehteller zur Drehung der Behälter während einer Behandlung (insbesondere bei der Bedruckung) sind insbesondere mit Servomotoren verbunden, die die jeweilig gewünschte Drehlage der Behälter relativ genau einstellen können. Für eine noch präzisere Einstellung der Drehlage kann ein Drehwertgeber auch am Drehteller oder zumindest außerhalb des Gehäuses des Drehtellerantriebs angeordnet sein. Insbesondere ist er näher an dem zu bedruckenden Behälter angeordnet als das Gehäuse des Antriebs. Es wäre auch denkbar, einen Teil der Welle mit einem größeren Durchmesser zu versehen und dort den Drehwertgeber anzubringen. Letzteres und die Anbringung am Drehteller (der Drehteller besitzt normalerweise einen größeren Umfang als die Welle des Servomotors) haben den Vorteil, dass mehr Inkremente entlang des Umfangs des drehenden Teils angeordnet werden können und somit eine Drehstellung genauer erfassbar ist. Der Geber erfasst insbesondere unterschiedlich magnetisierte Bereiche der zu erfassenden Welle, er könnte in bestimmten Ausführungsformen aber auch optisch arbeiten. Der Geber könnte auch die Drehstellung der Behälter selbst mit optischen Mitteln erfassen. Hier wäre es denkbar, auf der Behälterkontur Referenzmarken hineinzublasen und/oder Aufzudrucken und/oder einzuprägen und/oder einzuspritzen (in den Preform, bevorzugt nicht an den Teilen, welche im Streckblasprozess miteinbezogen werden (z.B. die Mündung)). Die genaue Positionierung ist insbesondere bei dem Einsatz von mehreren Modulen wichtig, wenn Farben aufeinander auf eine bestimmte Position am Behälter gebracht werden müssen. Falls hier geringfügige Toleranzen auftreten, können sich diese aufsummieren und die Qualität des Drucks leidet umso mehr. Insbesondere in der Ausstattungsmaschine direkt nach dem erfindungsgemäßen Förderabschnitt kann eine genaue Positionierung sehr brauchbar sein.
- Es kann auch an mindestens einer Ausstattungsvorrichtung, insbesondere an einem Modul, ein Drehwertgeber vorhanden sein, mit welchem die Drehposition der Ausstattungsvorrichtung erfasst wird. Die erfassten Werte werden insbesondere an eine Steuerung weitergegeben und dienen der Ansteuerung der Druckköpfe bzw. -düsen und/oder den Drehtellern.
- Insbesondere ist es auch möglich, die Antriebe der Drehtellermotoren mit einer Steuerung zu verbinden, welche auf einem anderen Eingang mit einer Kamera (oder dem oben genannten Sensor, der eine Referenzmarke am Behälter erkennt) verbunden ist. Mit einer Kamera ist es möglich, die aktuelle Drehlage eines Behälters vor oder am Anfang eines Ausstattungsmoduls festzustellen. Die festgestellte Drehlage wird von der Steuerung ausgewertet und mit einem Sollwert verglichen, welcher vorgibt, in welcher Drehposition eine Ausstattung bzw. ein Druck des Behälters beginnen soll. Der Behälter wird dann um den jeweiligen Winkelunterschied von Ist zu Soll gedreht. Eine derartige Kamera kann vor bzw. an jeder einzelnen Ausstattungsvorrichtung sitzen, insbesondere jedoch zumindest am Anfang der Anlage, insbesondere auch nach oder am Ende des Förderabschnitts, an dem keine Dekoration der Behälter erfolgt.
- Wenn eine Drehlage eines Behälters bei der Übergabe von einer Ausstattungsvorrichtung zur nächsten Ausstattungsvorrichtung durch einen Form- oder Reibschluss, also sozusagen mechanisch, sichergestellt werden kann - beispielsweise durch den Einsatz eines mit dem Behälter mitlaufenden Sklaven oder durch eine sehr präzise Übergabe - so ist es auch möglich, dass der Behälter zwischen den Ausstattungsvorrichtungen gar nicht ausgerichtet werden muss. Eine Ausrichtung vor dem Eintritt in die Ausstattungsanlage kann beispielsweise per Kamera erfolgen oder durch Beibehalt der Rotationsausrichtung, wenn der Ausstattungsanlage eine Blasformmaschine vorgelagert ist. Bei der letzten Möglichkeit ist die Rotationsposition der Behälter in einer Blasform durch die Analage der Behälter an der Blasformwand vorgegeben.
- Allerdings ist es anzumerken, dass selbst wenn eine Ausrichtung der Behälter vorgegeben ist, eine zusätzliche Überprüfung des Durchmessers nicht schadet, denn dieser kann abhängig vom Herstellungsverfahren der Behälter sehr stark variieren. Die Überprüfung kann ebenfalls mit einer- bevorzugt derselben - Kamera erfolgen. Abhängig vom Durchmesser kann eine Druckvorlage im nachfolgenden Druckprozess auf jeden einzelnen Behälter abgestimmt werden, in dem eine Skalierung der Vorlage zumindest in Umfangsrichtung erfolgt.
- Je nachdem, welchen Winkel ein Druckbild auf den Behältern in Umfangsrichtung einnimmt, kann eine insbesondere direkte Übergabe der Behälter von einem Druckmodul auf das nächste Druckmodul mit oder ohne neue Ausrichtung der Behälter erfolgen. Im Fall eines Rundumdrucks entlang des kompletten Umfangs könnte der Druck mit einer anderen Farbe an einer anderen Rotationsposition entlang des Umfangs beginnen, als der Druck im vorgelagerten Ausstattungsmodul geendet oder angefangen hat. Insbesondere kann der Druck des nachgelagerten Moduls in einem anderen Winkelbereich in Bezug auf den Behälterumfang beginnen als der Druck im vorgelagerten Modul begonnen und/oder geendet hat. Der Bereich kann dabei insbesondere um mehr als 5° von einem der beiden Enden entfernt sein. Liegen beispielsweise die Druckköpfe innerhalb des von den Behältern durchlaufenen Teilkreises beider Druckmodule und die Düsen des Druckkopfes feuern die Farbe in radialer Richtung nach außen auf die Behälter, so liegt der Druckkopf eines nachgelagerten Moduls im Vergleich zu dem Druckkopf des vorgelagerten Moduls genau um 180° versetzt in Bezug auf den Behälter. In dem Fall könnte der Anfang des Drucks des nachgelagerten Moduls um 180° versetzt zum Druckbildende des vorgelagerten Moduls sein. Auf eine Ausrichtung könnte dann verzichtet werden und Prozesszeit wird gewonnen.
- Dies wäre auch vorstellbar, wenn sich der Druck nur um 270° entlang des Behälterumfangs erstreckt. Hier würden dann zunächst 90° (bzw. 180° (abhängig von der Drehrichtung)) des Behälterumfangs im nachfolgenden Modul gedruckt, dann 90° übersprungen und schließlich die verbleibenden 90° (bzw. 180°) gedruckt werden. Ein ähnliches Prinzip kann angewendet werden, wenn die Druckvorlage mehrmals entlang des Umfangs unterbrochen ist, oder es für unterschiedliche Winkelbereiche verschiedene Druckvorlagen gibt - vergleichbar mit einem Rückenetikett und einem Rumpf- oder Brustetikett.
- Je nach Steuerung des Druckvorgangs können die Behälter auch im nachgelagerten Modul zum Anfang oder Ende eines Drucks des vorgelagerten Moduls gedreht und der Druck der nächsten Farbe erst dort begonnen. So wäre denkbar, den Behälter vor oder in einem Druckmodul vor Beginn des Drucks grundsätzlich so auszurichten, dass der Druck an derselben Rotationsposition beginnt, wie im vorgelagerten Modul. Dies ist insbesondere auch vorteilhaft, wenn nur ein Teil eines Umfangs eines Behälters bedruckt werden soll. Ebenfalls ist daran gedacht, den Druck im nachgelagerten Modul an der Kante (Ende bzw. Anfang) des Drucks des vorgelagerten Moduls fortzusetzen, welche durch Drehung des Behälters schneller (um den kleineren Drehwinkel) an den Druckkopf des nachgelagerten Moduls bei der Übergabe positioniert werden kann - in anderen Worten: es wird im nachfolgenden Modul der Druck an der Kante angefangen, welche sich nach der Übernahme des Behälters in Umfangsrichtung näher an der Position des Druckkopfs des übernehmenden Moduls befindet. So kann es sein, dass sich die Drehrichtung des Behälters um seine Längsachse während der Druckprozesse zweier benachbarter Module ändert. Dies hat insbesondere den Vorteil, dass die für die Drehung benötigte Zeit sehr klein gehalten werden kann, was wiederum Vorteile bzgl. der Baugröße der Ausstattungsvorrichtungen hat.
- Die Drehstellung des Behälters kann auch bei oder nach der Übergabe von einem Modul auf das nächste derart verändert werden, dass ein Druck grundsätzlich an der selben Position beginnt und die Drehrichtung des Behälters um dessen Längsachse auf jedem Modul die gleiche ist.
- Allgemein gilt, dass wenn im nachgelagerten Druckmodul eine Änderung der Ausrichtung des Behälters gewünscht ist, diese auch bereits im vorgelagerten Druckmodul erfolgen kann. Dies kann auch abhängig von den benötigten Prozesswinkeln der Module geregelt werden. Wenn beispielsweise weniger Farbe (geringere Auflösung einer Farbe, weniger Winkelbereich, in dem diese Farbe benötigt wird) zum Druck der Druckvorlage im vorgelagerten Modul benötigt wird als im nachgelagerten Modul, so kann die Ausrichtung schon im vorgelagerten Modul stattfinden. Allgemein gesagt wird der Ort (das Modul), wo eine Ausrichtung der Behälter stattfindet, auf Basis der im jeweiligen Modul benötigten Prozesszeit vorgegeben. Dies kann automatisch durch ein Erkennen der Druckvorlage erfolgen oder manuell festgelegt werden. Die Ausrichtung kann auch in zwei Schritten erfolgen, indem der Behälter auf dem vorgelagerten Modul nur um einen Teil des benötigten Drehwinkels nach dem Druck gedreht wird und auf dem nachfolgenden Modul der Rest.
- Prinzipiell wären alle diese Szenarien zum Finden der korrekten Position auf benachbarten Ausstattungsvorrichtungen auch mit einem dazwischen gelagerten Fördersystem möglich - beispielsweise bei Dazwischenschaltung eines Transportsterns. Auch könnte dieser Transportstern teilweise oder ganz die Aufgabe der Ausrichtung übernehmen.
- Um die Vorrichtung zum Ausstatten der Behälter kann auch ein Maschinenschutz angeordnet sein, wobei der Maschinenschutz zwei Öffnungen zum Einbringen der Behälter und zum Ausbringen der Behälter aufweist. Innerhalb dieses Maschinenschutzes kann eine Absaugung vorhanden sein, welche etwaig entstehenden Drucknebel absaugt - diese kann insbesondere an den beiden Öffnungen angebracht sein. Ebenfalls kann auch eine Einrichtung zum Eintrag von Luft vorhanden sein, mit welcher (trotz der Absaugungen) ein Überdruck innerhalb des Maschinenschutzes erzeugt werden kann, so dass keine Staubpartikel von außen in den Bereich der Druckköpfe gelangen. Der Maschinenschutz beginnt insbesondere vor dem ersten Druckmodul. Falls eine Einheit zur Reinigung oder Oberflächenbehandlung der Behälter vorgesehen ist, sind diese zumindest noch teilweise innerhalb des Schutzes untergebracht. Dieser Maschinenschutz ist getrennt von einem jedem Behälter individuell zugeordnetem Schutz (Einhausung) zu sehen, welcher zusätzlich vorhanden sein kann.
- Die einzelnen Druckmodule können entweder über ein Getriebe und einen gemeinsamen Hauptantrieb angetrieben werden oder über jeweils eigene Motoren verfügen. Die erste Variante ist kostengünstiger, allerdings kann es je nach Getriebe zu Ungenauigkeiten kommen. Die zweite Variante kann derart ausgestaltet sein, dass jedes Druckmodul über einen Direktantrieb verfügt, was bedeutet, dass der Antrieb ohne dazwischenschalten eines Getriebes das Karussell des Druckmoduls antreibt. Beispielsweise könnte hierfür ein magnetisch wirkender Antrieb mit Stator und Läufer vorhanden sein, wobei sich der Stator am stehenden Maschinengestell angeordnet ist und der Läufer am drehenden Teil. Insbesondere kann sich der Stator und/oder der Läufer nur über ein Teilsegment des Umfangs des Moduls erstrecken, welches insbesondere kleiner ist als 90°. Es können auch zwei solche gegenüberliegende Teilsegmente vorhanden sein.
- Insbesondere ist der Förderabschnitt, in dem keine Dekoration der Behälter erfolgt, über ein Getriebe mit einem Druckmodul verbunden. Insbesondere wird der Förderabschnitt, in dem keine Dekoration der Behälter erfolgt, so eingeplant, dass sich dieser in der Nähe einer Wand am Aufstellungsort (Halle beim Kunden) befindet, aufgrund der auch die Richtungsänderung im Hauptförderweg notwendig ist.
- Insbesondere können auch mindestens zwei Module fest miteinander verbunden sein, also beispielsweise ein gemeinsames Gestell aufweisen und andere Module separat hinzugefügt werden. Insbesondere sind Module fest miteinander verbunden, welche in so gut wie jeder Druckanlagenkonfiguration vorhanden sind. Dies sind insbesondere die Direktdruckmodule, welche jeweils eine Farbe auf die Behälter aufbringen. Die Farben können beispielsweise Magenta, Cyan, Gelb, Weiß oder Schwarz sein.
- Wenn ein aufzubringendes Teildruckbild bei einer Endkante eines vorher aufgebrachten Teildruckbildes beginnen soll und es sich bei den Teildruckbildern nicht um Rundumdrucke (≤359°) handelt, ist grundsätzlich folgendes Verfahren möglich:
- a) Eingabe eines Behälters in ein Druckmodul
- b) Ausrichten des Behälters am Anfang des Druckmoduls, insbesondere auf eine Markierung am Behälter oder Sklaven
- c) Durchfahren des Druckmoduls, insbesondere entlang eines Teilkreises, bei gleichzeitiger Drehung des Behälters um seine Längsachse, um eine Relativbewegung zum Druckkopf zu erzeugen, und Drucken der Druckvorlage auf die Außenoberfläche des Behälters von einer Anfangskante bis zu einer Endkante, insbesondere in Umfangsrichtung des Behälters
- d) Stoppen des Druckvorgangs und Übergabe des Behälters an ein nachfolgendes Druckmodul
- e) Ausrichten des Behälters, so dass sich die Anfangskante vor einem Druckkopf des nachfolgenden Druckmoduls befindet und Wiederholung des Schritts c)
- f) Drehen des Behälters während des Drucks in der gleichen Richtung in beiden Druckmodulen.
- Mit diesen Schritten in diesem Verfahren kann zumindest auf ein "Überspringen" eines nicht zu bedruckenden Bereichs während des Drucks innerhalb eines Moduls verzichtet werden, wenn der Druck in diesem Bereich durchgängig ist. Die Teildruckbilder überlappen dabei, insbesondere vollständig, so dass die jeweiligen Anfangs- und Endkanten an derselben Umfangsposition vorhanden sind. Insbesondere werden die Behälter zur jeweiligen Kante um den kürzeren Winkel gedreht. Die Ausrichtung ist dabei auch zumindest teilweise im vorgeordneten Modul möglich.
- Besonders vorteilhafte Beispiele für Verfahren mit beabstandeten Anfangs- und Endkanten, die eine kurze Zeitspanne zur Ausrichtung des Behälters gewährleisten und die somit die eingangs gestellte Aufgabe ebenfalls lösen, sind folgende:
- Es wird ein Verfahren zum Bedrucken von Behältern, vorgeschlagen, bei dem ein Behälter von mindestens zwei umlaufenden Modulen, an denen zumindest zeitweise mitumlaufende Druckköpfe angeordnet sind, mit jeweils einem Teildruckbild pro Modul ausgestattet wird, wobei die Behälter direkt von einem Modul an das nächste übergeben werden und wobei die Teildruckbilder jeweils in Umfangsrichtung des Behälters eine voneinander beabstandete Anfangs- und Endkante aufweisen, wobei der Behälter nach Fertigstellung des ersten Teildruckbildes derart ausgerichtet wird, dass der Druckkopf des folgenden Moduls den Druck des nächsten Teildruckbildes an der Anfangskante des ersten Teildruckbildes beginnt.
- Umfassen hier die Teildruckbilder jeweils 180° auf dem Behälterumfang, so ist gar keine Grobausrichtung nötig.
- Insbesondere erfolgt keine weitere Grobausrichtung des Behälters zwischen Fertigstellung des ersten Teildruckbildes und dem Beginn des Drucks des zweiten Teildruckbildes.
- Folgendes Verfahren ist sowohl für die gerade genannten Einsatzzwecke als auch für einen Rundumdruck um 360° geeignet:
- Verfahren zum Bedrucken von Behältern, bei dem ein Behälter von mindestens zwei umlaufenden Modulen, an denen zumindest zeitweise mitumlaufende Druckköpfe angeordnet sind, mit jeweils einem Teildruckbild pro Modul ausgestattet wird, wobei die Behälter von einem Modul an das nächste direkt übergeben werden und wobei die Teildruckbilder jeweils in Umfangsrichtung des Behälters eine Anfangs- und eine Endkante aufweisen, wobei der Behälter nach Fertigstellung des ersten Teildruckbildes so ausgerichtet bleibt, dass der Druck des zweiten Teildruckbildes mit dem Druckkopf des folgenden Moduls an einer Umfangsposition des Behälters beginnt, die einen Abstand zu Anfangs- und Endkante des ersten Teildruckbildes aufweist.
- Mit Anfangskante und Endkante ist jeweils der Beginn oder das Ende eines (Teil-) Druckbildes in Umfangsrichtung des Behälters gemeint.
- Will man trotzdem den Behälter für das Aufbringen eines Teildruckbildes zu einer Kante ausrichten, so wird der Behälter bevorzugt derart gedreht, dass der folgende Teildruck auf der zum nächsten Druckkopf nächstliegenden Kante beginnt. Zusammengefasst kann man also sagen:
- Verfahren zum Bedrucken von Behältern, bei dem ein Behälter von mindestens zwei umlaufenden Modulen, an denen zumindest zeitweise mitumlaufende Druckköpfe angeordnet sind, mit jeweils einem Teildruckbild pro Modul ausgestattet wird, wobei die Behälter von einem Modul an das nächste direkt übergeben werden und wobei die Teildruckbilder jeweils in Umfangsrichtung des Behälters eine Anfangs- und eine Endkante aufweisen, wobei der Behälter nach Fertigstellung des ersten Teildruckbildes derart ausgerichtet wird, dass der Beginn des zweiten Teildruckbildes mit dem Druckkopf des folgenden Moduls an der dem Druckkopf des folgenden Moduls nächstgelegenen Kante beginnt.
- Alle Verfahren werden insbesondere von einer Steuerungsvorrichtung durchgeführt, welche die Vorgänge steuert. Insbesondere wird auch eine Berechnung von der Steuerung durchgeführt, welche Rotationsrichtungen der Behälter am günstigsten sind. Diese Werte können allerdings auch manuell vorgegeben werden.
- Im Folgenden sollen Ausführungsbeispiele die Erfindung und ihre Vorteile anhand der beigefügten Figuren näher erläutern. Die Größenverhältnisse der einzelnen Element zueinander in den Figuren entsprechen nicht immer den realen Größenverhältnissen, da einige Formen vereinfacht und andere Formen zur besseren Veranschaulichung vergrößert im Verhältnis zu anderen Elementen dargestellt sind. Das Positionszeichen 2 vertritt im Allgemeinen die Module 2.1, 2.2, 2.3 usw. und falls die Bezugszeichen 1.1, 1.2, 3, 4 ebenfalls als Module ausgeführt sind, auch diese.
-
Figur 1 zeigt eine schematische Draufsicht einer Ausstattungsvorrichtung. -
Figur 2 zeigt eine schematische Draufsicht einer bevorzugten Ausführungsvariante einer Ausstattungsvorrichtung. -
Figur 3 zeigt eine schematische Draufsicht einer bevorzugten Ausführungsvariante einer Ausstattungsvorrichtung. -
Figur 4 zeigt eine schematische Draufsicht einer bevorzugten Ausführungsvariante einer Ausstattungsvorrichtung. -
Figur 5 zeigt eine schematische Draufsicht einer bevorzugten Ausführungsvariante einer Ausstattungsvorrichtung. -
Figur 6 zeigt in einer Draufsicht schematisch verschiedene Verfahrensabläufe zwischen zwei Direktdruckmodulen. -
Figur 7 zeigt eine Schnittansicht von zwei Direktdruckmodulen. -
Figur 8 zeigt eine Schnittansicht von einer Direktdruckmaschine. -
Figuren 9a bis 9c zeigen Ausführungsvarianten einer Flaschendrehung. -
Figur 1 zeigt einen Ofen 100 um Erwärmen von Vorformlingen aus PET, welche im Anschluss an die Erwärmung über einen Eingabestern in eine kontinuierlich rundlaufende Streckblasmaschine 200 übergeben werden. Diese weist an ihrem Umfang mehrere Blasstationen auf, mittels derer die Vorformlinge zuerst mittels einer Reckstange gereckt und durch eine Blasdüse vorgeblasen, dann mittels Hochdruck gegen die Innenwandung einer öffenbaren Blasform fertiggeblasen werden. Anschließend werden die fertig geformten Behälter mit einem Entnahmestern 120 an eine Vorrichtung 5 zum Ausstatten von Behältern übergeben. - Die Behälterausstattungsanlage 5 umfasst mehrere Module 2, welche direkt aneinander anschließend aufgestellt sind. 1.1 kennzeichnet ein Modul, in dem eine Oberflächenbehandlung, insbesondere eine Reinigung der Behälter stattfindet. 1.2 kennzeichnet ein Modul, in dem eine Beschichtung auf die Behälter aufgetragen wird. 2.1 kennzeichnet ein Modul, in welchem ein oder mehrere Druckköpfe angeordnet sind und in welchem die Farbe Weiß auf die Behälteraußenoberfläche aufgetragen wird. 2.2 kennzeichnet ein Modul, in welchem ein oder mehrere Druckköpfe angeordnet sind und mit welchem die Farbe Gelb auf die Behälteraußenoberfläche aufgetragen wird. 2.3 kennzeichnet ein Modul, in welchem ein oder mehrere Druckköpfe angeordnet sind und mit welchem die Farbe Magenta auf die Behälteraußenoberfläche aufgetragen wird. 2.4 kennzeichnet ein Modul, in welchem ein oder mehrere Druckköpfe angeordnet sind und mit welchem die Farbe Cyan auf die Behälteraußenoberfläche aufgetragen wird. 2.5 kennzeichnet ein Modul, in welchem ein oder mehrere Druckköpfe angeordnet sind und mit welchem die Farbe Schwarz auf die Behälteraußenoberfläche aufgetragen wird. 2.6 kennzeichnet ein Modul, in welchem ein oder mehrere Druckköpfe angeordnet sind und mit welchem eine spezielle Farbe auf die Behälteraußenoberfläche aufgetragen werden kann, die nur schlecht durch eine Kombination der anderen Farben hergestellt werden kann, wie z.B. Gold, wird. 4 kennzeichnet ein Modul, in welchem ein oder mehrere UV-Strahlungsemitter angebracht sind und in welchem die zuvor aufgebrachten Druckfarben getrocknet werden. Die Module 1.1, 1.2 2.1 und 2.2 sind im Zick-Zack aufgestellt. Das Modul 2.3 fällt nicht mehr unter dieses Muster, da dieses so aufgestellt wurde, dass die Behälter an einer Wand 10 vorbeigeleitet werden können. Durch diese Aufstellung ist im Module 2.2 eine kürzere Behandlungszeit bzw. ein kürzerer Behandlungswinkel 53 gegeben als im Modul 2.1. Bezugszeichen 52 bezieht sich auf den Behandlungswinkel des Moduls 2.1.
- Die Farben können auch in anderer Reihenfolge aufgebracht werden, beispielsweise zuerst Schwarz, dann Cyan, dann Magenta, dann Gelb und zum Schluss Weiß.
- Nach dem Durchlauf der Behälterausstattungsanlage 5 werden die Behälter über weitere Fördermittel zu einer Füllmaschine transportiert, in der sie mit einem Getränk befüllt werden. Anschließend werden die Behälter durch einen Verschließer mittels eines Verschlusses verschlossen.
- In
Figur 2 wurde im Vergleich zuFigur 1 ein zusätzlicher Transportstern 3 aufgestellt, welcher zwischen Modul 2.2 und Modul 2.3 eingefügt wurde. Auf diesem Transportstern (Förderabschnitt) werden die Behälter transportiert, ohne dabei ausgestattet zu werden. Auf diese Weise kann bei der gassenförmigen Aufstellung der einzelnen Module 2 der Behälterausstattungsanlage 5 ein durchgängig großer Behandlungswinkel erreicht werden. Auf dem Transportstern 3 werden die Behälter mittels nicht näher gezeigten Klammern transportiert - insbesondere im Neckhandling. Der Transportstern 3 ist im Durchmesser größer als die Druckmodule 2. Zur Überwindung von kleineren Winkeln im Bereich der Richtungsänderung des Hauptförderwegs kann der Transportstern 3 auch kleiner ausfallen als der der Druckmodule 2. Der hier gezeigte Winkel der Richtungsänderung ist ca. 180°. Man erkennt auch, dass der Förderweg der Behälter im Transportstern 3 kürzer ist, als der Weg, den die Halteelemente des Transportsterns leer zurücklegen. - Es ist auch zu erkennen, dass sich die Krümmung des Transportweges von Förderer 2.2 zu Förderer 3 verändert. Auf dem Förderer 2.2 werden die Behälter - von oben gesehen - gegen den Uhrzeigersinn transportiert und auf dem Förderer 3 im Uhrzeigersinn. Auf dem dem Förderer 3 nachgelagerten Förderer 2.3 ist die Transportrichtung wieder gegen den Uhrzeigersinn. Hier hat sich also auch das Krümmungsvorzeichen geändert.
- In
Figur 3 wurde der Transportstern 3 ausFigur 2 durch einen Riemenförderer 3a ersetzt. Der Transportriemen ist dabei um zwei nicht mit Positionskennzeichen versehene umlaufende Sterne gespannt. Am Riemen ist eine Vielzahl von Halteelementen wie Klammern oder Aufnahmedornen angeordnet. Es ist zu erkennen, dass der Riemenförderer 3a als richtungsänderndes Element des Hauptförderwegs in Richtung des Gassenbodens des Hauptförderwegs noch weniger Platz benötigt, als der Transportstern 3. Auch bei diesem Riemenförderer 3a ist der Förderweg der Behälter kürzer, als der Weg, den die Halteelemente des Riemenförderers 3a leer zurücklegen. Anstatt des Riemens kann auch eine Kette verwendet werden. - Die Krümmung des Transportweges ändert sich hier bei dem Durchlauf der Behälter von Förderer 3 zweimal. Man erkennt, dass sich die Behälter sowohl bei der Übernahme als auch bei der Übergabe noch im Bereich der den Riemen aufspannenden Sterne befinden, die eine andere Krümmung aufweisen, als der lineare Bereich dazwischen.
- Weiterhin ist in
Figur 3 zu erkennen, dass um die Vorrichtung ein Schutz 12 aufgestellt ist, der einzelne Module von der Umgebung abschirmt. Der Einlauf in den Schutz 12 befindet sich bei einem Vorbehandlungsstern 1.1, der Auslauf ist nach dem letzten Druckmodul 2.5 und vor der UV-Trocknung 4 angeordnet. Der Förderer 3a befindet sich auch innerhalb des Schutzes. Zusätzlich lässt sich auch eine Variante 13 des Schutzes mit gestrichelten Linien erkennen. Bei dieser endet der Schutz 13 nicht innerhalb der Ausstattungsanlage 5 sondern ist durchgängig bis zu einem nicht gezeigten Füll- und Verschließbereich. Dies ist insbesondere von Vorteil, wenn an den Behältnissen oder Vorformlingen eine Sterilisation - beispielsweise mit UV-Bestrahlung stattgefunden hat. Um zu verhindern, dass keine zusätzlichen Kontaminationen auf die Behälterwände gelangen. Hierzu kann innerhalb des Schutzes ein Überdruck von ca. 3 - 30 Pa aufrecht erhalten werden. Weiterhin können auch Absaugungen 14 vorhanden sein, die verhindern, dass Drucknebel verschleppt oder Staub in den Schutz 12 wird. Die Absaugungen 14 können beispielsweise in einem Einlaufbereich angeordnet sein. Weiterhin sind Absaugungen über jedem einzelnen Druckmodul 2 angebracht. Positionszeichen 15 kennzeichnet eine Einblasung mittels sauberer, insbesondere keimfreier, Luft, um den Überdruck aufrecht erhalten zu können. Die Schutzmaßnahmen sind auch bei den anderen Ausführungsbeispielen anwendbar. Der UV-Behandlungsstern 4 ist zusätzlich durch einen separaten Schutz eingehaust, so dass keine UV-Strahlung in dessen Umgebung dringen kann. - In
Figur 4 ist der Hauptförderweg 6 der Behälter dargestellt. Man erkennt die Gassenform mit dem auf der linken Seite vorhandenen Gassenboden. Die Richtungsänderung ist hier im Wesentlichen 180°. Es sind aber auch Richtungsänderungen von beispielsweise 90° denkbar. Wenn keine Richtungsänderung vorhanden ist, könnte auch auf den Förderer 3, 3a verzichtet werden. -
Figur 5 veranschaulicht eine Variante mit einem Schienentransportsystem 18, auf dem eine Vielzahl an Shuttles entlanglaufen. Die einzelnen Module 2 mit den Elementen zum Behandeln der Behälter laufen auch hier ständig um eine mittlere Drehachse um. Die Shuttles auf dem Transportsystem 18 sind dazu geeignet, einen oder mehrere Behälter aufzunehmen. Auch hier gibt es einen linearen Förderabschnitt, mit welchem die Behandlungszeit in den Modulen an der Richtungsänderung gesteigert werden kann. Die Shuttles mit den darauf vorhandenen Behältern werden hier im Bereich der einzelnen Module 2 mit der gleichen Winkelgeschwindigkeit um die Moduldrehachse befördert, wie sich die Module 2 drehen. Es kann auch ein taktweiser Transport der Shuttles bei einem gleichzeitigen taktweisen Drehen der Module 2 vollzogen werden. - Ein Vorteil dieses Systems ist, dass keine komplizierten Übergaben eines Behälters erfolgen müssen, sondern die Behälter ständig am auf dem Shuttle liegenden Halteelement aufgenommen sind. Das Halteelement ist insbesondere drehbar, um die Relativbewegung von Behälteroberfläche zu den Druckköpfen der Module 2 während des Drucks herstellen zu können.
- Positionszeichen 19 kennzeichnet eine Rückführstrecke der Shuttles zum Anfang des Schienensystems 18 bei Position 1.1. Die Behälter werden nach Durchlaufen der Behälterausstattungsanlage an ein weiteres Transportsystem nach Position 4 übergeben. Es wäre aber auch denkbar, den Shuttletransport bis zu einem Füller oder Verschließer gehen zu lassen. Ebenfalls ist daran gedacht, den Shuttletransport durchgehend ab der Blasvorrichtung 200 oder dem Ofen 100 stattfinden zu lassen.
- Die
Figuren 6a bis 6f zeigen Beispiele für die Behälterrotation auf zwei hintereinander aufgestellten Druckmodulen 2. Der Behälter ist mit Positionskennzeichen 7 versehen, die zu bedruckende Fläche auf dem Behälter 7 ist fett gekennzeichnet und mit Positionsnummer 8 gekennzeichnet. Die in diesem Fall mitlaufenden Druckköpfe 9 sind insbesondere senkrecht auf die Behälteraußenwand gerichtet und zeigen von der Mittelachse der Module 2 radial nach außen. Pro Modul 2 ist nur ein Druckkopf 9 gezeichnet, jedoch ist eine Vielzahl von Druckköpfen 9 an einem Modul 2 in äquidistanten Abständen angeordnet, welche mit dem Modul 2 in Drehrichtung vorzugsweise kontinuierlich mitumlaufen. Zu sehen sind in jeder Figur Momentaufnahmen von einem einzigen Behälter 7 mit einem einzigen zugehörigen Druckkopf 9. - In allen
Figuren 6a bis 6f werden die Behälter 7 zum linken Modul 2.3 von oben zugeführt, laufen in diesem entlang dessen Umfang über ca. 270° um gegen den Uhrzeigersinn, werden dabei mit einer Farbe eines Mehrfarbendruckbilds bedruckt und werden dann an das rechte Modul 2.4 übergeben, mit welchem eine zweite Farbe auf die Behälteraußenoberfläche appliziert wird und in dem sie im Uhrzeigersinn (Ausnahme:Figur 6e ) weiter transportiert werden. - In den
Figuren 6a bis 6e wird ein Behälter 7 nur entlang eines Teils seines Umfangs mit einem Druckbild versehen, inFigur 6f mit einem Rundumdruck. Die Drehung des Behälters 7 um seine Längsachse wird im Folgenden in Bezug auf die Relativbewegung vom Behälter 7 zum drehenden Modul 2 geschildert. - In
Figur 6a ist erkennbar, dass sich der Behälter 7 im Uhrzeigersinn während des Drucks dreht, während er gegen den Uhrzeigersinn entlang des Modulumfangs transportiert wird. In der linken Position im linken Modul ist der Druck schon halb fertig. Ca. nach der Hälfte eines kompletten Umlaufs des Moduls 2.3, also nach ca. 180° (in der unteren Position) ist das Teildruckbild in einer ersten Farbe komplett aufgebracht. Nun kann der Behälter 7 schon vor der Übergabe an das nächste Modul 2.4 in die richtige Ausrichtung gebracht werden. Dies ist im linken Modul 2.3 in der Position rechts unten zu sehen. Der Behälter 7 wird im Uhrzeigersinn so lang weitergedreht, bis die Anfangskante des ersten Teildruckbildes wieder dem Druckkopf des ersten Moduls 2.3 zugewandt ist (rechte Position des linken Moduls). Die Endkante des ersten Teildruckbildes ist bei der Übergabe an das nächste Modul 2.4 dem dem nächsten Modul zugehörigen Druckkopf 9 zugewandt, so dass dieser Druckkopf 9 seinen Druck bei der Endkante des ersten Teildruckbilds beginnt. Der Behälter 7 wird nun im nächsten Modul 2.4 entgegen dem Uhrzeigersinn transportiert und dabei aber im Uhrzeigersinn um seine Achse während des Drucks gedreht. Zur Neuausrichtung muss der Behälter 7 von seiner Aufnahme (Drehteller) relativ zum Karussell bei Weiterdrehung in derselben Richtung um 180° gedreht werden. - In
Figur 6b sind die Schritte bis zur Fertigstellung des ersten Teildruckbildes identisch zuFigur 6a . Nach dessen Fertigstellung (linkes Modul, Position unten) wird die Drehung gestoppt. Dadurch, dass sich das Teildruckbild genau über 180° entlang des Behälterumfangs erstreckt, befindet sich die Anfangskante des ersten Teildruckbildes bei der Übergabe an das nächste Modul 2.4 genau an der Position, in der sie dem Druckkopf 9 des nächsten Moduls 2.4 zugewandt ist. Der Druck kann sofort bei der Kante im nächsten Modul 2.4 fortgesetzt werden. Die Drehrichtung des Behälters 7 (im Uhrzeigersinn) wird im nächsten Modul beibehalten. Hier ist zu sehen, wie Behandlungszeit prinzipiell gewonnen werden kann. Es kann aber auch von Vorteil sein, den Behälter 7 wie inFigur 6a gezeigt, standardmäßig so lang in dieselbe Richtung weiterzudrehen, bis die erstkommende Kante dem Druckkopf 9 des nächsten Moduls 2.4 zugewandt ist. - In
Figur 6c sind die Schritte bis zur Fertigstellung des ersten Teildruckbildes identisch zuFigur 6a , nur das Druckbild erstreckt sich in einem Umfang von 90°. Nach dessen Fertigstellung (linkes Modul, Position unten) wird die Drehrichtung zur Ausrichtung des Behälters 7 beibehalten. Er wird in der Drehrichtung, in der er während des Drucks gedreht wurde, für den Druck im nächsten Modul 2.4 ausgerichtet, und zwar so, dass der Druck des nächsten Teilbildes mit einer anderen Farbe an der selben Stelle (Anfangskante) beginnt, an der auch der erste Teildruck begonnen hat. Bei einem Druckbild von 90° entlang des Umfangs des Behälters 7 ist hier auf diese Weise nur eine Drehung zur Ausrichtung von 90° notwendig. Würde man auf der Endkante des ersten Teildrucks im nächsten Modul mit dem Druck beginnen wollen, so bräuchte man eine Drehung von 180°. - Dieselbe Zeitersparnis wird in
Figur 6d erreicht, bei der sich das Druckbild um 270° entlang des Behälterumfangs erstreckt. Hier wird die Aufnahme so angesteuert, dass nach Fertigstellung des ersten Teildruckbildes die Drehrichtung des Behälters 7 zur Ausrichtung für das nächste Modul geändert wird. Da zur Ausrichtung auf die Anfangskante nur 90° Drehung erforderlich sind, wird diese Variante gewählt. - Man sieht an diesen Beispielen, dass es in Belangen der Prozesszeit immer günstiger ist, wenn die Anfangskante eines zuerst aufgebrachten Teildruckbildes auch der Anfangskante des nächsten Teildruckbildes entspricht.
- In anderen Worten: der Behälter 7 kann schneller in eine Drehstellung ausgerichtet werden, in der sich der Druckkopf 9 des nächsten Moduls bei einer Kante des ersten Teildrucks befindet, wenn die Anfangskante des ersten Teildruckbildes so ausgerichtet wird, dass sie dem Druckkopf 9 des nächsten Moduls 2.4 zugewandt ist. Dies gilt jedoch nur für eine direkte Übergabe zwischen zwei Modulen 2.
- In
Figur 6e ist gezeigt, dass eine Ausrichtung des Behälters 7 auf die Druckköpfe des folgenden Moduls 2.4 teilweise auf dem vorigen Modul 2.3 und teilweise auf dem folgenden Modul 2.4 erfolgen kann - je nach dem, wie viel Prozesszeit auf dem vorigen Modul 2.3 zur Verfügung steht. Der Druck im folgenden Modul 2.4 (rechts) beginnt erst in der Position links oben (auf halb 11 Uhr). Der Behälter 7 könnte demzufolge auch komplett erst in dem Modul für den Druck ausgerichtet werden, in dem er stattfinden soll. Dies ist insbesondere über eine Steuerung je nach Druckvorlage und/oder Behälter flexibel einstellbar oder sogar regelbar. - In
Figur 6f ist der Sonderfall abgebildet, in dem ein (möglichst überlappungsfreier) Rundumdruck auf den Behälter 7 aufgebracht wird. Die Ausrichtung könnte hier auch nach den Beispielen gemäß denFiguren 6a bis 6e stattfinden - dargestellt ist allerdings eine Ausführungsform, in der der Behälter 7 bei einer Übergabe von einem Modul 2.3 zu einem anderen 2.4 gar nicht ausgerichtet wird (wenn ein Druck auf Oberflächenmerkmale (z.B. Erhebungen oder Panels) ausgerichtet werden soll, ist eine einmalige Ausrichtung vor Eintritt in ein erstes Modul 2.1 schon nötig). Die Anfangskante des Druckbilds, welches in Modul 2.3 aufgetragen wird, ist mit einer Nase 8a gekennzeichnet. Es wird im vorgeordneten Modul 2.3 der ganze zur Verfügung stehende Behandlungswinkel ausgenutzt und der Behälter 7 nicht mehr ausgerichtet. Der Behälter 7 wird so übergeben, dass die gegenüberliegende Seite des Behälters 7 zu Anfangs- und Endkante 8a des ersten Teildrucks dem Druckkopf 9 des nächsten Moduls 2.4 zugewandt ist. Dort wird der Druck mitten im Teildruckbild des vorigen Moduls 2.3 begonnen. In anderen Worten weisen die beiden Anfangs- und Endkanten von zwei Teildruckbildern einen Abstand zueinander auf. Der Abstand ist insbesondere größer als 5°, im gezeigten Fall ist er 180°. - In
Figur 7 ist die Übergabesituation eines Behälters 7 zwischen zwei Modulen 2.3 und 2.4 gezeigt. Es ist jeweils nur eine Hälfte eines Moduls dargestellt. Der obere Teil eines Moduls 2 ist mittels Kugeldrehverbinder 88 drehbar gelagert. An einer zur Hälfte gezeigten Mittelsäule 92 ist direkt neben der Kugeldrehverbindung der Läufer 90 eines magnetischen Direktantriebs angebracht. Der Stator 89 ist fest mit dem Gestell 93 verbunden, welches auf einem Hallenboden 93a steht. Die drehbare Säule stellt auch die Tintenversorgung über einen nicht gezeigten Drehverteiler zu Druckkopf 9 bereit. Dieser ist über Leitung 91 mit einem Versorgungskanal innerhalb der Säule 92 verbunden. Der Druckkopf 9 ist genau so wie der Drehteller 85, der Antrieb für den Drehteller 87, einem Greifer 82 für die Behälter 7 und einem Zentrierkopf 83 für die Behälter 7 auf dem drehenden Teil angebracht. Der Zentrierkopf 83 ist über einen magnetisch wirkenden Linearantrieb mit Läufer 81 und Stator 80 höhenverstellbar. Der Drehteller 85 und sein Antrieb 87 ist über einen magnetisch wirkenden Linearantrieb mit Läufer 86 und Stator 87 höhenverstellbar. Beim Antrieb 87 handelt es sich insbesondere auch um einen Servoantrieb, welcher mit einem Sensor 98 zur genauen Drehstellungs-Positionierung der Behälter 7 zusammenwirkt. Der Sensor 98 ist außerhalb des Gehäuses des Servos 87 angebracht und kann somit mit einem Teil der Antriebswelle zusammenwirken, der einen größeren Durchmesser aufweist. Auf dem größeren Durchmesser können mehr Inkremente zur Messung der Drehstellung aufgebracht werden. Hier sind die Inkremente auf dem Drehteller 85 selbst angebracht. - Zur Übergabe des Behälters von Modul 2.3 an Modul 2.4 nach der Bedruckung mit dem ersten Teildruckbild und nach einer möglichen Ausrichtung fährt der Zentrierkopf 83 nach oben und der Drehteller 85 nach unten, so dass der Behälter 7 nur noch von Greifer 82 gehalten wird. Der Greifer 82 des Moduls 2.4 wird dann mittels Linearantrieb 84 ausgefahren und greift an einer anderen Stelle entlang der Längsachse der Behälter 7 an (nicht dargestellt, vorzugsweise werden abwechselnd die Bereiche oberhalb und unterhalb eines Tragrings gegriffen) und zieht den Behälter 7 zu dem Modul 2.4 herüber und positioniert den Behälter 7 zwischen dem Drehteller 85 und dem Zentrierkopf 83 des Moduls 2.4. Anschließend werden diese beiden Elemente 83, 85 des Moduls 2.4 zum Greifen und Drehen des Behälters 7 aufeinander zugestellt und der Behälter 7 wird entweder noch ausgerichtet oder direkt über Tintenstrahldruckkopf 9 bedruckt. Ebenso wäre es möglich, dass der Greifer 82 des Moduls 2.3 herausfährt und den Behälter an Modul 2.4 übergibt. Auch wäre ein Herausfahren beider Greifer 82 denkbar, so dass der Behälter 7 in der Mitte zwischen beiden Modulen 2 übergeben wird.
- Es wäre auch denkbar, alle gezeigten Antriebe 80, 81, 84, 86, 93, 87 als Kurvensteuerung zu realisieren. Auch alle Kombinationen sind möglich.
- Ebenfalls ist daran gedacht, den Greifer 82 während des Druckens und des Drehens zu öffnen, um Reibung zu vermeiden.
- Bei den Behältern kann es sich nur um runde, sondern auch um Formbehälter handeln, die ein geometrisches Element aufweise (beispielsweise eine Nase), anhand derer sie in den einzelnen Modulen positioniert werden können, beispielsweise indem der Zentrierkopf 83 oder der Drehteller 85 oder die Klammer 82 ein Gegenelement (beispielsweise eine Nut) aufweisen, in das das Element einrasten kann. Um die Position zu finden, könnte eine Relativbewegung beispielsweise zwischen Drehteiler 85 und Behälter 7 durchgeführt werden, so lang, bis eine Einrastung erfolgt. Die beteiligten Antriebe 80, 81, 84, 86, 93, 87 könnten für diesen Vorgang kraftgesteuert sein. Dieses Beispiel eignet sich insbesondere auch bei einer ersten Ausrichtung des Behälters 7 vor oder bei dem Einlauf in die Behälterausstattungsanlage 5.
- Die Greiferklauen der Klammern 82 könnten ebenfalls einen eigenen Antrieb aufweisen.
- Mache Elemente dieser Figur sind der Übersichtlichkeit nicht schraffiert dargestellt.
- In
Figur 8 ist eine weitere erfindungsgemäße Ausführungsform einer Druckvorrichtung 300 zu sehen. Diese weist ein Karussell auf, welches sich kontinuierlich um die lotrechte Achse 301 dreht. Die nicht mit Bezugszeichen versehenen Elemente (Antriebe, Sensoren etc.) arbeiten analog zu denen in derFigur 7 . Die Flaschen werden zwischen den nach unten gefahrenen Zentrierkopf und den Standteller in Ebene E0 in das Karussell eingegeben und von diesen Elementen eingespannt. Anschließend wird die Flasche hochgefahren in Ebene E1, wo der erste Teildruck mit den Druckköpfen 9.1 und/oder 9.4 durchgeführt wird. Anschließend wird die Flasche an den ringförmigen Abschirmungen 303 vorbei zur UV-Aushärtung 302 in Ebene E2 transportiert, wo der erste Teildruck getrocknet wird. Im Anschluss daran wird die Flasche in die Ebene E3 transportiert, wo die restlichen Farben für das Druckbild aufgebracht werden. - Auf den Ebenen E1, E2, E3 wird die Flasche um mindestens den Winkel gedreht, der das Druckbild auf dem Flaschenumfang einnimmt. Wird mit zwei Druckköpfen 9.1 - 9.4 pro Druckebene gedruckt, so kann die Flasche zwischen den beiden Schritten kurz in die UV-Aushärtungsebene gefahren werden und dann wieder in die gleiche Druckebene E1, E3. Es wäre auch denkbar, alle Druckköpfe in einer Druckebene ringartig anzuordnen und die im allgemeinen Teil beschriebenen Verfahren nur zwischen E2 und E1 anzuwenden. E2 kann auch unterhalb oder oberhalb aller Druckebenen angeordnet werden. Ebenfalls können mehrere Ebenen zum Pinning der Druckfarbe vorhanden sein, beispielsweise zwischen Ebene E3 und E4 und auf Ebene E2.
- Nach dem Druck kann die Flasche entweder oberhalb aller Druckköpfe 9 und UV-Stationen 302 in Ebene E4 ausgegeben werden oder für eine Ausgabe aus dem Karussell wieder zurückgefahren werden in Ebene E0. E4 hätte den Vorteil, dass ein größerer Prozesswinkel auf dem Karussell ausgenutzt werden könnte, weil eine Ausgabe nahezu (die Zentrierung und der Standteller brauchen noch Zeit, um in die Ebene E0 zurückzufahren) an derselben Umfangsposition des Karussells wie die Eingabe stattfinden kann. Hier kann insbesondere eine zweite Pinningebene zwischen E3 und E4 vorhanden sein.
- Während des Drucks kann die Flasche 7 in einer Ebene verweilen, solange sie hierzu gedreht wird. Soll die Flasche 7 über eine Höhe bedruckt werden, welche größer ist als die Länge Ld des Druckkopfs 9, so kann die Flasche vor demselben Druckkopf 9 nacheinander zwei unterschiedliche Positionen in der Vertikalen einnehmen. Entsprechende Düsen, die an einer Position stehen, auf die schon gedruckt wurde, bleiben in der zweiten Position inaktiv.
- Es wäre auch vorstellbar, dass die Flasche 7 in Relation zum Druckkopf 9 eine kombinierte Linear- und Drehbewegung durchführt und somit spiralförmig auf die Flasche 7 gedruckt wird. Für die Erzeugung einer geraden, horizontalen Ober- und Unterkante (OK, UK) kann die Flasche auch kurzzeitig stehenbleiben. Fängt man beispielsweise bei einem Rundumdruck bei der Unterkante UK an zu drucken, so wird die Flasche 7 zuerst einmal vor dem Druckkopf 9 gedreht, während sie in einer Höhe verweilt. Danach schalten sich bei Weiterdrehung um die Längsachse der Flasche 7 langsam immer mehr Düsen des Druckkopfs 9 von oben nach unten (entlang der Druckkopfhöhe) zu während die Flasche nach oben bewegt wird. Bei erreichen der Oberkante OK bleibt die Flasche wieder in der Vertikalen stehen und dreht sich nur noch einmal um 360°.
- In
Figur 9a ist eine Variante der aufeinanderfolgenden Drehbewegungen gezeigt, in der der Druck ca. 90° des Flaschenumfangs einnimmt. In E1 wurde der Druck gerade von Druckkopf 9.4 fertig gestellt. Auf dem Weg zu Ebene E2 oder E3 wird die Flasche in derselben Drehrichtung um 90° weitergedreht wie zuvor, so dass sie fertig ausgerichtet bei Druckkopf 9.2 bzw. UV-Lampe 302 mit der Anfangskante des ersten Teildruckbildes ankommt und direkt weitergedruckt bzw. getrocknet werden kann. - In
Figur 9b befindet sich die Flasche nach dem Fertigstellen in Ebene E1 in derselben Ausgangsposition wie inFigur 9a . In der Ebene E2 bzw. E3 soll aber anschließend eine Trocknung bzw. ein Bedrucken mit Element 9.5 stattfinden. Deswegen wird die ursprüngliche Drehrichtung während des Aufbringens des ersten Teildruckbildes geändert und die Endkante des ersten Teildruckbildes um ca. 30° zurückgedreht, so dass sie vor dem Element 9.5 zum stehen kommt, mit dem sie als nächstes bedruckt/bestrahlt werden soll. Würde sich die Flasche weiterdrehen, so müssten 330° weitergedreht werden, was Prozesszeit kosten kann. Handelt es sich in Ebene E3 nur um Druckköpfe, ist hier im unteren Bild gut die ringförmige Anordnung zu erkennen. -
Figur 9c zeigt einen UV-Tunnel mit einer ringförmig gebogenen UV-Lampe 302. Anstatt der gebogenen Lampe könnte auch eine Vielzahl von einzelnen Lampen um den vertikalen Behältertransportpfad angeordnet werden. - Die Erfindung umfasst zudem die folgenden Ausführungsbeispiele:
- 1. Behälterausstattungsanlage 5 zum Bedrucken von Behältern, mit einem Fördersystem 92, 82, 83, 85, 18 zum Transportieren der Behälter 7 durch die Ausstattungsanlage 5 entlang einer vorgegebenen Transportstrecke, mit an dem Fördersystem 92, 82, 83, 85, 18 angeordneten Aufnahmen 82, 83, 85 zur Aufnahme einzelner Behälter 7 oder Gruppen von Behältern, mit mindestens zwei umlaufenden Ausstattungsvorrichtungen 2 zum Ausstatten von den Behältern 7, wobei ein Hauptförderweg 6 der Behälter 7 durch die Ausstattungsanlage 5 Richtungsänderung aufweist, wobei mindestens eine Ausstattungsvorrichtung 2 vor und eine Ausstattungsvorrichtung 2 nach der Richtungsänderung angeordnet ist, dadurch gekennzeichnet, dass die Transportstrecke im Bereich der Richtungsänderung einen Abschnitt aufweist, welcher eine zumindest abschnittsweise andere Krümmung aufweist, wie die vorgeordnete Ausstattungsvorrichtung 2 und dessen Länge mindestens ein Fünftel des zurückgelegten Weges der Behälter 7 in der vorgeordneten Ausstattungsvorrichtung 2 beträgt, und auf welchem keine Dekoration der Behälter 7 erfolgt.
- 2. Behälterausstattungsanlage 5 zum Bedrucken von Behältern, mit einem Fördersystem zum Transportieren der Behälter 7 durch die Ausstattungsanlage 5 entlang einer vorgegebenen Transportstrecke, mit an dem Fördersystem 92, 82, 83, 85, 18 angeordneten, insbesondere fest angeordneten, Aufnahmen 82, 83, 85 zur Aufnahme einzelner Behälter 7 oder Gruppen von Behältern und mit mindestens zwei umlaufenden Ausstattungsvorrichtungen 2 zum Bedrucken von den Behältern 7, wobei an den Ausstattungsvorrichtungen 2 jeweils mindestens ein Druckkopf 9 zum Bedrucken der Behälter 7 angeordnet ist, dadurch gekennzeichnet, dass die Ausstattungsanlage 5 mehrere gleichartige Module 2 aufweist.
- 3. Behälterausstattungsanlage 5 nach Ausführungsbeispiel 1, dadurch gekennzeichnet, dass mindestens zwei Ausstattungsvorrichtungen 2 vor und/oder nach der Richtungsänderung angeordnet sind und die jeweils zwei Ausstattungsvorrichtungen 2 vor und/oder nach der Richtungsänderung unmittelbar aneinander anschließen.
- 4. Behälterausstattungsanlage 5 nach Ausführungsbeispiel 1 oder 3, dadurch gekennzeichnet, dass sowohl in der Ausstattungsvorrichtung 2 vor als auch in der Ausstattungsvorrichtung 2 nach der Richtungsänderung ein Umlauf der Behälter 7 entlang mindestens zwei Dritteln, insbesondere mindestens drei Vierteln, des Gesamtumfangs der jeweiligen Ausstattungsvorrichtung 2 realisiert ist.
- 5. Behälterausstattungsanlage 5 nach einem der vorhergehenden Ausführungsbeispiele, dadurch gekennzeichnet, dass es sich bei den Ausstattungsvorrichtungen 2 um im Wesentlichen baugleiche Direktdruckmodule 2 handelt, auf welchen mehrere Druckköpfe 9 zum direkten Aufbringen von Druckmedium auf die Behälteraußenoberfläche angeordnet sind.
- 6. Behälterausstattungsanlage 5 nach einem der vorhergehenden Ausführungsbeispiele 1, 3 bis 5, dadurch gekennzeichnet, dass im Bereich des Abschnitts eine Einrichtung zur Zwischentrocknung des Druckmediums angeordnet ist.
- 7. Behälterausstattungsanlage 5 nach einem der vorhergehenden Ausführungsbeispiele, dadurch gekennzeichnet, dass die Druckköpfe 9 mit einem Antrieb 89, 90, 86, 93 gekoppelt sind und sie die Behälter 7 über zumindest eines Teils ihres Transportwegs durch die Ausstattungsvorrichtungen 2 begleiten.
- 8. Behälterausstattungsanlage 5 nach einem der vorhergehenden Ausführungsbeispiele, dadurch gekennzeichnet, dass jede Behältergruppe oder jeder Behälter 7 kontinuierlich durch die Ausstattungsvorrichtungen 5 gefördert wird.
- 9. Behälterausstattungsanlage 5 nach einem der vorhergehenden Ausführungsbeispiele, dadurch gekennzeichnet, dass ein Antrieb 87 zum Drehen der Behälter 7 um deren Längsachse während des Druckvorgangs vorgesehen ist und es sich bei dem Antrieb 87 insbesondere um einen Drehtellerantrieb mit zugeordnetem Servomotor handelt und dass jedem Antrieb ein Sensor 98 zur Erfassung der Drehstellung des Behälters 7 oder der Antriebsachse bzw. des Drehtellers 85 zugeordnet ist, wobei der Sensor 98 außerhalb des Bereichs des Antriebs 87 angeordnet ist.
- 10. Behälterausstattungsanlage 5 nach einem der vorhergehenden Ausführungsbeispiele, dadurch gekennzeichnet, dass um die Behälter 7 eine Einhausung während des Bedrucken angeordnet ist.
- 11. Behälterausstattungsanlage 5 nach einem der vorhergehenden Ausführungsbeispiele, dadurch gekennzeichnet, dass entlang des Umfangs der Behälterausstattungsvorrichtungen 2 eine Vielzahl von äquidistanten Behälteraufnahmen 82, 83, 85 angeordnet ist, wobei die Behälteraufnahmen 82, 83, 85 insbesondere aus einem Drehteller 85 und einem Zentrierkopf 83 zum zumindest mittelbaren Zentrieren der Behältermündung besteht.
- 12. Behälterausstattungsanlage 5 nach einem der vorhergehenden Ausführungsbeispiele, dadurch gekennzeichnet, dass jeder Behälter 7 oder Gruppe von Behältern mit einem Sklaven zur genaueren Aufnahme der Behälter 7 versehen ist und nach der letzten Ausstattungsvorrichtung 2 der Ausstattungsanlage 5 eine Einrichtung zum Trennen der Behälter 7 von ihren Sklaven und zur Zurückführung der Sklaven angeordnet ist.
- 13. Behälterausstattungsanlage 5 nach einem der vorhergehenden Ausführungsbeispiele, dadurch gekennzeichnet, dass eine Sterilisationsvorrichtung 4 im Bereich der Ausstattungsvorrichtungen 2 oder im Bereich nach den Ausstattungsvorrichtungen 2 zur zumindest bereichsweisen Sterilisation der Behälter 7 mit Strahlung vorgesehen ist.
- 14. Behälterausstattungsanlage 5 nach einem der vorhergehenden Ausführungsbeispiele, dadurch gekennzeichnet, dass vor dem ersten Ausstattungsmodul 2 eine Einrichtung 1.1, 1.2 zur Vorbehandlung der Behälteraußenoberfläche vorgesehen ist, insbesondere zur Beschichtung der Behälter 7 mit einer Haftschicht, welche ein Ablösen des Druckmediums dieser Haftschicht oder ein Ablösen der Haftschicht inklusive des Druckmediums von dem Behälter 7 ermöglicht.
- 15. Verfahren zum Bedrucken von Behältern, bei dem ein Behälter 7 von mindestens zwei umlaufenden Modulen 2, an denen zumindest zeitweise mitumlaufende Druckköpfe 9 angeordnet sind, mit jeweils einem Teildruckbild pro Modul ausgestattet wird, wobei die Behälter 7 direkt von einem Modul 2 an das nächste übergeben werden und wobei die Teildruckbilder jeweils in Umfangsrichtung des Behälters 7 eine Anfangs- und eine voneinander beabstandete Endkante aufweisen, dadurch gekennzeichnet, dass der Behälter 7 nach Fertigstellung des ersten Teildruckbildes derart ausgerichtet wird, dass der Druckkopf 9 des folgenden Moduls 2 den Druck des nächsten Teildruckbildes an der Anfangskante des ersten Teildruckbildes beginnt.
- 16. Verfahren zum Bedrucken von Behältern, bei dem ein Behälter 7 von mindestens zwei umlaufenden Modulen 2, an denen zumindest zeitweise mitumlaufende Druckköpfe 9 angeordnet sind, mit jeweils einem Teildruckbild pro Modul ausgestattet wird, wobei die Behälter 7 über einen Zwischenförderer 3 von einem Modul 2 an das nächste übergeben werden und wobei die Teildruckbilder jeweils in Umfangsrichtung des Behälters 7 eine voneinander beabstandete Anfangs- und eine Endkante aufweisen, dadurch gekennzeichnet, dass der Behälter 7 nach Fertigstellung des ersten Teildruckbildes derart ausgerichtet wird, dass der Druckkopf 9 des folgenden Moduls 2 den Druck des nächsten Teildruckbildes an der Endkante des ersten Teildruckbildes beginnt.
- 17. Verfahren nach Ausführungsbeispiel 16, dadurch gekennzeichnet, dass keine weitere Ausrichtung des Behälters 7 zwischen Fertigstellung des ersten Teildruckbildes und dem Beginn des Drucks des zweiten Teildruckbildes erfolgt.
- 18. Verfahren zum Bedrucken von Behältern, bei dem ein Behälter von mindestens zwei umlaufenden Modulen 2, an denen zumindest zeitweise mitumlaufende Druckköpfe 9 angeordnet sind, mit jeweils einem Teildruckbild pro Modul 2 ausgestattet wird, wobei die Behälter 7 von einem Modul an das nächste direkt oder mit einem Zwischenförderer 3 übergeben werden und wobei die Teildruckbilder jeweils in Umfangsrichtung des Behälters 7 eine Anfangs- und eine Endkante aufweisen, dadurch gekennzeichnet, dass der Behälter 7 nach Fertigstellung des ersten Teildruckbildes so ausgerichtet bleibt, der Druck des zweiten Teildruckbildes mit dem Druckkopf 9 des folgenden Moduls 2 an einer Umfangsposition des Behälters 7 beginnt, die einen Abstand zu Anfangs- und Endkante des ersten Teildruckbildes aufweist.
- 19. Verfahren nach Ausführungsbeispiel 18, dadurch gekennzeichnet, dass es sich um einen Rundumdruck handelt.
- 20. Verfahren zum Bedrucken von Behältern, bei dem ein Behälter 7 von mindestens zwei umlaufenden Modulen 2, an denen zumindest zeitweise mitumlaufende Druckköpfe 9 angeordnet sind, mit jeweils einem Teildruckbild pro Modul ausgestattet wird, wobei die Behälter 7 von einem Modul an das nächste direkt oder mit einem Zwischenförderer 3 übergeben wird und wobei die Teildruckbilder jeweils in Umfangsrichtung des Behälters 7 eine Anfangs- und eine Endkante aufweisen, dadurch gekennzeichnet, dass der Behälter nach Fertigstellung des ersten Teildruckbildes derart ausgerichtet wird, dass der Beginn des zweiten Teildruckbildes mit dem Druckkopf 9 des folgenden Moduls 2 an der dem Druckkopf 9 des folgenden Moduls 2 nächstliegenden Kante beginnt.
- 21. Verfahren zum Bedrucken von Behältern, bei dem ein Behälter 7 nacheinander von mindestens zwei, zumindest mit einem Karussell 92 umlaufenden Druckköpfen 9 bedruckt wird und von jedem Druckkopf 9 jeweils ein Teildruckbild aufgebracht wird und die Teildruckbilder jeweils in Umfangsrichtung des Behälters 7 eine Anfangs- und eine Endkante aufweisen, wobei a) die zwei Druckköpfe 9 oder b) ein Druckkopf 9 und eine Vorrichtung zum Trocknen oder Härten des Druckmediums 302 in Umfangsrichtung des Behälters 7 versetzt zueinander angeordnet sind, dadurch gekennzeichnet, dass ermittelt wird, welche Kante des Behälters 7 direkt nach Fertigstellung des ersten Teildruckbildes den geringstmöglichen Drehwinkel zur Umfangsposition des zweiten Druckkopfs 9 oder zu der Vorrichtung zum Trocknen oder Härten des Druckmediums 302 des ersten Teildruckbildes aufweist und der Behälter 7 über diesen Winkel gedreht wird.
- 22. Verfahren nach Ausführungsbeispiel 21, dadurch gekennzeichnet, dass die Druckköpfe 9 und/oder die Vorrichtung zum Trocknen oder Härten des Druckmediums 302, zusätzlich zum Umfangsversatz in Bezug auf den Behälter 7, einen Höhenversatz in lotrechter Richtung zueinander aufweisen, wobei der Behälter 7 nacheinander und schrittweise die Ebenen E1, E2, E3, E4, in denen diese Elemente angeordnet sind, durchfährt und auf dem Transportweg zwischen zwei Ebenen E1, E2, E3, E4 für den nächsten Schritt, insbesondere vollständig, ausgerichtet wird.
Claims (13)
- Verfahren zum Bedrucken von Behältern, bei dem ein Behälter von mindestens zwei umlaufenden Modulen (2), an denen mitumlaufende Druckköpfe (9) angeordnet sind, mit jeweils einem Teildruckbild pro Modul (2) ausgestattet wird, wobei die Behälter (7) von einem Modul an das nächste direkt übergeben werden und wobei die Teildruckbilder jeweils in Umfangsrichtung des Behälters (7) eine Anfangs- und eine Endkante (8a) aufweisen,
dadurch gekennzeichnet, dass
der Behälter (7) nach Fertigstellung des ersten Teildruckbildes so ausgerichtet bleibt oder neu ausgerichtet wird, dass der Druck des zweiten Teildruckbildes mit dem Druckkopf (9) des folgenden Moduls (2) an einer Umfangsposition des Behälters (7) beginnt, die einen Abstand zu Anfangs- und Endkante des ersten Teildruckbildes aufweist. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass es sich um einen Rundumdruck handelt.
- Verfahren nach einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass die gegenüberliegende Seite des Behälters (7) zu Anfangs- und Endkante (8a) des ersten Teildrucks dem Druckkopf (9) des folgenden Moduls (2) zugewandt ist.
- Verfahren nach einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass im folgenden Modul (2) der Druck mitten im Teildruckbild des vorigen Moduls begonnen wird.
- Verfahren nach einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass der Abstand größer als 5° ist.
- Verfahren nach einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass der Abstand gleich 180° ist.
- Verfahren nach einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass im vorgeordneten Modul (2), in dem der erste Teildruck aufgebracht wird, der zur Verfügung stehende Behandlungswinkel voll ausgenutzt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass pro Modul (2) eine Vielzahl von Druckköpfen (9) in äquidistanten Abständen angeordnet sind, welche mit dem Modul (2) in Drehrichtung kontinuierlich mitumlaufen.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Behälter (7) nach Fertigstellung des ersten Teildruckbildes ausgerichtet bleibt bzw. auf eine Ausrichtung verzichtet wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Druckköpfe (9) innerhalb des von den Behältern (7) durchlaufenen Teilkreises beider Druckmodule (2) liegen, wobei die Druckköpfe (9) senkrecht auf eine Behälteraußenwand gerichtet sind und jeweils von einer Mittelachse der Module (2) radial nach außen zeigen.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Behälter (7) während des Drucks in der gleichen Richtung um seine Längsachse in beiden Modulen (2) gedreht wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Drehung des Behälters (7) um seine Längsachse gestoppt wird, bevor eine Übergabe an das folgende Modul (2) stattfindet.
- Vorrichtung zum Bedrucken von Behältern mit einer Steuerungseinrichtung, die ausgebildet ist, ein Verfahren nach einem der Ansprüche 1 bis 12 zum Bedrucken von Behältern durchzuführen.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013001660 | 2013-01-31 | ||
| DE102013208061A DE102013208061A1 (de) | 2013-01-31 | 2013-05-02 | Vorrichtungen zum Bedrucken von Behältern und Verfahren dazu |
| EP14151853.0A EP2762317B1 (de) | 2013-01-31 | 2014-01-21 | Vorrichtungen zum Bedrucken von Behältern und Verfahren dazu |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14151853.0A Division-Into EP2762317B1 (de) | 2013-01-31 | 2014-01-21 | Vorrichtungen zum Bedrucken von Behältern und Verfahren dazu |
| EP14151853.0A Division EP2762317B1 (de) | 2013-01-31 | 2014-01-21 | Vorrichtungen zum Bedrucken von Behältern und Verfahren dazu |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3147129A1 true EP3147129A1 (de) | 2017-03-29 |
| EP3147129B1 EP3147129B1 (de) | 2020-07-01 |
Family
ID=48608140
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16195559.6A Active EP3147129B1 (de) | 2013-01-31 | 2014-01-21 | Verfahren und vorrichtung zum bedrucken von behältern |
| EP14151853.0A Active EP2762317B1 (de) | 2013-01-31 | 2014-01-21 | Vorrichtungen zum Bedrucken von Behältern und Verfahren dazu |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14151853.0A Active EP2762317B1 (de) | 2013-01-31 | 2014-01-21 | Vorrichtungen zum Bedrucken von Behältern und Verfahren dazu |
Country Status (3)
| Country | Link |
|---|---|
| EP (2) | EP3147129B1 (de) |
| CN (1) | CN103963485B (de) |
| DE (1) | DE102013208061A1 (de) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013217665A1 (de) * | 2013-09-04 | 2015-03-05 | Krones Ag | Vorrichtung zum Bedrucken von Behältern |
| EP3044004B1 (de) * | 2013-09-13 | 2017-11-08 | Till GmbH | Druckmaschine zum bedrucken 3-dimensionaler objekte |
| DE102013218399A1 (de) * | 2013-09-13 | 2015-03-19 | Krones Ag | Behälterbehandlungsanlage mit einem Ofen und einer Blasformvorrichtung mit Individual-Antrieb von Trägern für Preforms |
| DE102013110125A1 (de) * | 2013-09-13 | 2015-03-19 | Till Gmbh | Verfahren und Vorrichtung zur Oberflächenvorbehandlung eines dreidimensionalen Körpers |
| DE202013105244U1 (de) | 2013-11-20 | 2015-02-27 | Krones Ag | Direktdruckmaschine zum Bedrucken von Behältern |
| DE102014206730A1 (de) * | 2014-04-08 | 2015-10-08 | Krones Ag | Vorrichtung und Verfahren für den Tintenstrahldruck auf Behälter |
| DE102014108092A1 (de) * | 2014-06-10 | 2015-12-17 | Krones Ag | Direktdruckmaschine zum Bedrucken von Behältern |
| DE102014116987A1 (de) * | 2014-11-20 | 2016-05-25 | Krones Ag | Behälterbehandlungsanlage und Verfahren zum Behandeln von Behältern |
| DE102015100334A1 (de) * | 2015-01-12 | 2016-07-14 | Khs Gmbh | Erfassungseinheit sowie Vorrichtung und Verfahren zur Bedruckung von Behältern |
| FR3034037B1 (fr) | 2015-03-25 | 2017-03-17 | Sidel Participations | Procede de fabrication d'un emballage comprenant un recipient imprime directement et traite par plasma |
| CN105459653B (zh) * | 2015-11-30 | 2018-03-09 | 广东星弛光电科技有限公司 | 一种手机面板的主体印刷工艺 |
| CN105774259A (zh) * | 2016-03-29 | 2016-07-20 | 苏州恩欧西智能科技有限公司 | 回转体产品的激光打标装置 |
| US11472579B2 (en) | 2018-12-04 | 2022-10-18 | Gpcp Ip Holdings Llc | Film securing apparatus and method |
| US11752779B2 (en) | 2017-12-12 | 2023-09-12 | Gpcp Ip Holdings Llc | Food service cup dispensers, systems, and methods |
| US20190180392A1 (en) | 2017-12-12 | 2019-06-13 | Gpcp Ip Holdings Llc | Personalized food service material printing systems |
| WO2020072061A1 (en) * | 2018-10-04 | 2020-04-09 | Vinventions Usa, Llc | Mandrel and mounting device for receiving a hollow cylindrical object |
| DE102018212623A1 (de) * | 2018-07-27 | 2020-01-30 | Krones Ag | Verfahren zum Aufbringen einer Funktions-Schicht auf einen Behälter |
| US12077337B2 (en) | 2018-12-04 | 2024-09-03 | Yum Connect, LLC | Systems and methods for sealing a container |
| JP2022060933A (ja) * | 2020-10-05 | 2022-04-15 | 昭和アルミニウム缶株式会社 | 印刷装置 |
| EP4100259A4 (de) * | 2021-04-29 | 2024-06-05 | Lsinc Corporation | Kompakter mediendekorator, optimiert für transparente und halbtransparente medien |
| EP4155082A1 (de) * | 2021-09-28 | 2023-03-29 | Hinterkopf GmbH | Digitaldruckeinrichtung, verfahren zum herstellen und bedrucken eines werkstücks, system zur bereitstellung von bedruckten werkstücken |
| DE102021130583A1 (de) | 2021-11-23 | 2023-05-25 | Krones Aktiengesellschaft | Direktdrucksystem und Verfahren zum Betreiben eines Direktdrucksystems |
| DE102023103999A1 (de) * | 2023-02-17 | 2024-08-22 | Iwk Verpackungstechnik Gmbh | Tubenfüllmaschine und Verfahren zum Beschriften einer Tube in einer Tubenfüllmaschine |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007050490A1 (de) * | 2007-10-19 | 2009-04-23 | Khs Ag | Vorrichtung und Verfahren zum Bedrucken von Behältern |
| WO2010034375A1 (de) * | 2008-09-26 | 2010-04-01 | Khs Ag | Vorrichtung zum aufbringen jeweils eines mehrfachdrucks auf packmittel |
| WO2012147695A1 (ja) * | 2011-04-28 | 2012-11-01 | 東洋製罐株式会社 | インクジェット印刷装置及びこれを用いたシームレス缶の印刷方法 |
| EP2639069A1 (de) * | 2012-03-15 | 2013-09-18 | Till GmbH | Verfahren zum Feststellen von Fehlern in der Ausrichtung von Druckbildern und zur Durchführung des Verfahrens eingerichtete Druckstation |
| WO2013182454A1 (de) * | 2012-06-08 | 2013-12-12 | Ball Europe Gmbh | Verfahren zum bedrucken einer zylindrischen druckoberfläche einer getränkedose und bedruckte getränkedose |
| EP2769848A2 (de) * | 2013-02-25 | 2014-08-27 | Heidelberger Druckmaschinen AG | Verfahren zum Erzeugen eines Druckbildes |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001310454A (ja) * | 2000-04-27 | 2001-11-06 | Mitsubishi Electric Corp | インクジェットプリンタ |
| CH695555A5 (de) * | 2002-04-04 | 2006-06-30 | Faes Ag | Druckverfahren und Druckmaschine für dreidimensionale Druckobjekte. |
| EP1754603B1 (de) * | 2005-08-20 | 2008-03-26 | HINTERKOPF GmbH | Maschine zum Bedrucken von Hohlkörpern |
| DE102007036752A1 (de) * | 2007-08-03 | 2009-02-05 | Khs Ag | Vorrichtung zum Bedrucken von Behältern |
| ATE527118T1 (de) * | 2007-08-03 | 2011-10-15 | Khs Gmbh | Vorrichtung und verfahren zum bedrucken von behältern |
| JP2010143200A (ja) * | 2008-12-22 | 2010-07-01 | Daiwa Can Co Ltd | 筒状体の外面に多色印刷を施す方法及びその装置 |
| DE102009013477B4 (de) | 2009-03-19 | 2012-01-12 | Khs Gmbh | Druckvorrichtung zum Bedrucken von Flaschen oder dergleichen Behältern |
| DE102009014321B4 (de) * | 2009-03-21 | 2011-07-21 | Walz GmbH & Co. KG, 89081 | Verfahren und Vorrichtung zum Bedrucken eines Gegenstands mit gekrümmter Mantelfläche |
| DE102010034780A1 (de) | 2010-08-18 | 2012-02-23 | Volker Till | Vorrichtung und Verfahren zum Bedrucken von Behältern |
| DE102011009395A1 (de) * | 2011-01-25 | 2012-07-26 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Bedrucken von Behältern |
-
2013
- 2013-05-02 DE DE102013208061A patent/DE102013208061A1/de not_active Withdrawn
-
2014
- 2014-01-21 EP EP16195559.6A patent/EP3147129B1/de active Active
- 2014-01-21 EP EP14151853.0A patent/EP2762317B1/de active Active
- 2014-02-07 CN CN201410045052.0A patent/CN103963485B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007050490A1 (de) * | 2007-10-19 | 2009-04-23 | Khs Ag | Vorrichtung und Verfahren zum Bedrucken von Behältern |
| WO2010034375A1 (de) * | 2008-09-26 | 2010-04-01 | Khs Ag | Vorrichtung zum aufbringen jeweils eines mehrfachdrucks auf packmittel |
| WO2012147695A1 (ja) * | 2011-04-28 | 2012-11-01 | 東洋製罐株式会社 | インクジェット印刷装置及びこれを用いたシームレス缶の印刷方法 |
| US20140028771A1 (en) * | 2011-04-28 | 2014-01-30 | Toyo Seikan Group Holdings, Ltd. | Ink-jet printing apparatus and method of printing seamless cans by using the same printing apparatus |
| EP2639069A1 (de) * | 2012-03-15 | 2013-09-18 | Till GmbH | Verfahren zum Feststellen von Fehlern in der Ausrichtung von Druckbildern und zur Durchführung des Verfahrens eingerichtete Druckstation |
| WO2013182454A1 (de) * | 2012-06-08 | 2013-12-12 | Ball Europe Gmbh | Verfahren zum bedrucken einer zylindrischen druckoberfläche einer getränkedose und bedruckte getränkedose |
| EP2769848A2 (de) * | 2013-02-25 | 2014-08-27 | Heidelberger Druckmaschinen AG | Verfahren zum Erzeugen eines Druckbildes |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102013208061A1 (de) | 2013-07-04 |
| EP2762317B1 (de) | 2019-03-13 |
| EP2762317A1 (de) | 2014-08-06 |
| CN103963485A (zh) | 2014-08-06 |
| CN103963485B (zh) | 2016-08-24 |
| EP3147129B1 (de) | 2020-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3147129B1 (de) | Verfahren und vorrichtung zum bedrucken von behältern | |
| DE102013208065A1 (de) | Rundläufermaschine zur Bedruckung von Behältern | |
| DE102010020958B4 (de) | Vorrichtung sowie Verfahren zum Bedrucken, insbesondere zum mehrfarbigen Bedrucken von Behältern | |
| EP2580061B1 (de) | Vorrichtung zum behandeln von packmitteln und halte- und zentriereinheit für packmittel | |
| WO2017032553A1 (de) | Direktdruckmaschine und verfahren zur bedruckung von behältern mit einem direktdruck | |
| DE102014116405B4 (de) | Druckvorrichtung sowie Verfahren zur Bedruckung von Behältern | |
| EP2611593B1 (de) | Verfahren zum herstellen und behandeln von behältern | |
| DE102013214934A1 (de) | Vorrichtung und Verfahren zum Direktbedrucken von Behältern | |
| DE102011009393A1 (de) | Vorrichtung und Verfahren zum Bedrucken von Behältern | |
| DE102010034780A1 (de) | Vorrichtung und Verfahren zum Bedrucken von Behältern | |
| EP2461979A1 (de) | Anlage zum bedrucken von behältern | |
| EP2750895B1 (de) | Vorrichtung zum behandeln von packmitteln sowie drucksegment zur verwendung bei einer solchen vorrichtung | |
| DE102013213843A1 (de) | Behälterbehandlungsvorrichtung zur Bedruckung von Behältern | |
| DE102011009395A1 (de) | Vorrichtung und Verfahren zum Bedrucken von Behältern | |
| DE102015215295A1 (de) | Druckmaschine für Behälter und Verfahren zum Bedrucken von Behältern | |
| DE102018000405A1 (de) | Vorrichtung und Verfahren zur Herstellung von Gebinden | |
| DE202013011695U1 (de) | Streckblasmaschine mit Druckeinrichtung | |
| DE202013004057U1 (de) | Behälterausstattungsanlage | |
| WO2015193138A1 (de) | Verfahren und vorrichtung zum bedrucken von hohlkörpern | |
| DE102013213846A1 (de) | Behälterbehandlungsvorrichtung zur Etikettierung und/oder Bedruckung von Behältern | |
| DE202013004037U1 (de) | Behälterausstattungsanlage | |
| DE102013015193A1 (de) | Behälteraustattungsanlage | |
| DE202013105244U1 (de) | Direktdruckmaschine zum Bedrucken von Behältern | |
| WO2022023167A1 (de) | Vorrichtung zum bedrucken oder etikettieren von behältern | |
| DE102018211340A1 (de) | Behandlungsmaschine für Behälter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2762317 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170928 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190718 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41M 5/00 20060101ALI20200221BHEP Ipc: B41J 11/00 20060101ALI20200221BHEP Ipc: B41J 3/407 20060101AFI20200221BHEP Ipc: B41M 1/18 20060101ALI20200221BHEP Ipc: B41M 1/40 20060101ALI20200221BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20200325 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2762317 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1285807 Country of ref document: AT Kind code of ref document: T Effective date: 20200715 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014014401 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201001 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201102 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201002 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201101 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014014401 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| 26N | No opposition filed |
Effective date: 20210406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210121 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210121 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1285807 Country of ref document: AT Kind code of ref document: T Effective date: 20210121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140121 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20231212 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20231219 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231205 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231212 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |