EP3045055A1 - Schneiden eines belagpapierstreifens - Google Patents
Schneiden eines belagpapierstreifens Download PDFInfo
- Publication number
- EP3045055A1 EP3045055A1 EP16150019.4A EP16150019A EP3045055A1 EP 3045055 A1 EP3045055 A1 EP 3045055A1 EP 16150019 A EP16150019 A EP 16150019A EP 3045055 A1 EP3045055 A1 EP 3045055A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- knife
- roller
- strip
- tipping paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
- B26D1/34—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut
- B26D1/40—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut and coacting with a rotary member
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/471—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces by means of a connecting band
- A24C5/473—Cutting the connecting band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/002—Materials or surface treatments therefor, e.g. composite materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/0033—Cutting members therefor assembled from multiple blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/006—Cutting members therefor the cutting blade having a special shape, e.g. a special outline, serrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/20—Cutting beds
- B26D2007/202—Rollers or cylinders being pivoted during operation
Definitions
- the invention relates to a knife for a cutting roller of a covering device of a machine of the tobacco-processing industry, in particular a filter attachment machine, for cutting an endless or quasi-endless web of material web strips in fin strip length.
- the invention further relates to a device for cutting a web strip of the tobacco processing industry, in particular a tipping paper strip, in web strip sections, in particular tipping paper strip sections, with a cutting device for cutting the web strip and with a feed device for feeding the web strip to the cutting device and a machine of the tobacco processing industry, in particular filter attachment machine.
- the invention relates to a method for cutting a Material web strip of the tobacco-processing industry, in particular tipping paper strip, in web strip sections, in particular tipping paper strip sections.
- a tipping paper apparatus of a filter attachment machine is described.
- the glued tiling paper is fed as an endless tipping paper strip and cut by means of a cutting device in individual leaflets or tipping paper leaflets.
- the cutting device consists of a cutterhead with outwardly directed knives and a suction drum with recesses whose leading edge in the direction of rotation is designed as a cutting edge. Between the grooves, the suction drum with suction air acted upon surfaces on which the tipping paper strip and the tipping paper leaflets are held or guided. The knives of the rotating knife drum engage in the grooves of the counter-rotating tamping paper roll, wherein the tipping paper strip is cut in each case between a knife of the cutting drum and a cutting edge of the suction drum.
- a gap between the tipping paper leaflets is needed for the cutting process.
- an oscillator is used in the feed device, so that a higher speed of the suction roller to the speed of the lining material strip takes place.
- the object of the invention is to improve the cutting process on a cutting device for separating covering sheets from a tipping paper strip in a filter attachment machine of the tobacco processing industry, so that even at higher conveying speeds of the tipping paper strip high cut quality in the cut tipping paper strip sections is achieved.
- a knife for a cutting roller of a padding device of a machine of the tobacco-processing industry, in particular a filter attachment machine, for cutting an endless or quasi-endless web of material web strip sections finite length which is further developed by the fact that the knife a cutting area with a in particular straight, cutting edge for cutting the material web strip and two cutting guide flanks, wherein the cutting region between the two cutting region protruding cutting guide flanks is formed so that the cutting edge is set back relative to the laterally adjacent cutting guide flanks.
- the invention is based on the idea that a cutting roller of a padding device is formed with one or more knives, whereby the cutting guide edges provided as guide surfaces during cutting of webbing strips in material web strip sections or covering paper strip sections during the cutting process in cooperation with a provided on a suction roll as a counter-rotating cutting edge first whereby the cutting guide edges of the cutting roller contacting the cutting edge of the backing roll slide along this cutting edge of, for example, a knife of the suction roll (counter roll) when immersed in a groove of the backing roll so that the cutting roll and the suction roll cooperating with the cutting roll rotate the cutting area of the knife body of the knife and the cutting edge of the suction roll are approximated to each other.
- the cutting area of the knife or the knife body of the cutting roller are deflected to compensate existing tolerances between the cutting area of the cutting roller and the blade of the suction roller.
- the cutting roller is also referred to as a knife roller.
- a full-edge cut is performed here by the approach of the cutting region of the knife body of the knife and the cutting edge of the suction roll, whereby the cutting time can be shortened or shortened in the case of a covering device. Due to the contacting contact between the cutting guide flanks of the knife body of the knife with the cutting edge of the suction roll (counter roll), the knife body is deflected before the start of cut, preferably resilient, with rotation of the cutting roll and the suction roll the cutting area of the knife or the knife body and the cutting edge of the suction roll are approximated to each other.
- the cutting edge of the cutting area and the knife body and the cutting edge of the suction roll or counter roll are formed axially parallel to the respective axes of rotation of the cutting roll or knife roll and the axis of rotation of the suction roll, in the executed according to the invention full-edge cut the web strip simultaneously cut across the entire width of the material web strip.
- a recess or a recess in the knife body is provided between the laterally formed cutting guide flanks and the cutting edge of the cutting region provided therebetween.
- the recess is arc-shaped or U-shaped.
- an embodiment of the knife for the cutting roller is characterized in that the knife is integrally formed.
- the knife body of the knife is integrally formed with the cutting area and with the cutting guide flanks.
- the cutting edge of the cutting area of the knife body formed as a rectangular cross-sectional profile or as a V-shaped cross-sectional profile.
- the cutting edge is in this case in particular formed in a straight line over the entire region, wherein the length of the cutting edge is greater than the width of the material web strip to be cut.
- the cutting guide flanks of the knife each have an outwardly tapered cross-sectional profile, whereby the dipping of the cutting guide flanks is facilitated in the grooves of the mating roll.
- a particular embodiment is that the cutting guide edges are the same size.
- the knife body or the knife is made of steel.
- the object is achieved by a device for cutting a web strip of tobacco processing industry, in particular a tipping paper strip, in web strip sections, in particular tipping paper strip sections, with a cutting device for cutting the web strip and with a feeding device for feeding the web strip to the cutting device, wherein the cutting device a Cutting roller and a cooperating with the cutting roller mating roll, in particular suction roll, identifies, wherein between the cutting roll and the backing roll of the web strip is guided and wherein the cutting roll is formed in the circumferential direction with a plurality of knives described above.
- the cutting roller and the counter-roller or suction roller are part of a padding device of a machine of the tobacco-processing industry, in particular filter attachment machine.
- the device is provided in a development that the counter roller in the circumferential direction has grooves for receiving the cutting guide edges of the knife, with simultaneous rotation of the counter roll and the cutting roller dipping the cutting guide flanks in a groove of the backing roll and can be brought into contact with a groove flank of the groove or brought and then the cutting region of the knife is insertable or inserted into the groove of the counter roll.
- the cutting edge of the cutting area for cutting the web strip is immersed in the groove of the backing roll during the cutting process.
- the cutting edges of the blades are each aligned transversely to the direction of rotation of the cutting roller and the cutting edges are arranged parallel to the axis of rotation of the cutting roller.
- the cutting device is set up to perform a full-edged cut when cutting the material web strip into material web strip sections.
- the counter-roller axially parallel aligned grooves each acting as a cutting edge groove edges in the circumferential direction, wherein the front in the circumferential direction groove flank of the grooves is provided as the cutting edge, in particular the cutting edge is formed by a knife arranged in the groove.
- the process speed at the device is increased by the fact that the, preferably oscillator-free or eccentric-free, feed device for the material web strip is set up is to supply the web strip at a constant conveying speed of the cutter.
- the object is achieved by a machine of the tobacco processing industry, in particular filter attachment machine, which is formed with a device described above for cutting a material web strip.
- filter attachment machine which is formed with a device described above for cutting a material web strip.
- the object is achieved by a method for cutting a material web strip of the tobacco-processing industry, in particular tipping paper strip, in web strip sections, in particular tipping paper strip sections, using a device described above for cutting a material web strip in web strip sections.
- Fig. 1 shows a schematic side view of an apparatus 1 for feeding a tipping paper strip 2 in a schematically designated Filteransetzmaschine F.
- a filter attachment machine of HAUNI Maschinenbau AG, Hamburg, is known under the name MAX.
- the device 1 will be described below with reference to the path of the tipping paper strip 2.
- the tipping paper strip 2 is moved by a supply roll 4 rotating about an axis 5 according to the arrowed direction a pair of withdrawal rollers 6 and 8 deducted.
- One of the two take-off rolls, here the take-off roll 6, is driven by a drive 11 via a toothed belt 7.
- the crusher 14 breaks the paper of the tipping paper strip 2 so that it can later be more easily wrapped around assembled filter-cigarette groups.
- a gluing device 22 for applying glue patterns to the tipping paper strip 2 Downstream of the take-off rolls 6 and 8, a gluing device 22 for applying glue patterns to the tipping paper strip 2 is provided.
- the gluing device 22 has a glue nozzle 24. With the help of the glue nozzle 24 glue images are applied to the tipping paper strip 2.
- the tipping paper strip 2 passes via deflection rollers 26, 28 and 29 to a pad cutting device 30 for the periodic separation of pad paper sections from the pad paper strip 2.
- the pad cutting device 30 is arranged at a fixed path length in the direction of movement 20 of the pad paper strip 2 behind the glue nozzle 24. With always the same length of the tipping paper strip 2 between the glue nozzle 24 and the pad cutting device 30, the generated glue pattern is aligned to the position of the cut during the cut by driving the glue nozzle 24.
- the pad cutting device 30 has a knife roller 32 with arranged at its circumference, with respect to the radial slightly angled knives 34, and a counter-rotating, the pad paper strip 2 receiving as a pad paper drum or pad roller trained suction roller 36.
- the suction roll 36 has groove-like recesses 38, in which the blades 34 due to the distance of the rollers 32 and 36 to each other with rotation of the two rollers 32 and 36 dive to separate the seated on the circumference of the suction roll 36 tipping paper strip 2. Below the provided on the circumference of the suction roller 36 bearing surfaces 40, the suction roller 36 with a suction device related suction holes 42 for holding the tipping paper strip 2 and the separated tipping paper leaflets 39 on the suction roll 36 on.
- the tipping paper strip 2 is continuously conveyed to the pad cutting device 30 at the constant or uniform conveying speed.
- the conveying speed of the tipping paper strip 2 is not determined e.g. varies by means of an otherwise provided oscillator or the like.
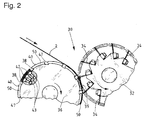
- the Fig. 2 shows schematically in a fragmentary enlarged view of the pad cutting device 30.
- the tipping paper strip 2 is conveyed to the suction roller 36.
- the peripheral surface of the suction roll 36 is acted upon in the usual way with suction air, which is supplied via Saug Kunststoffbohrungen 42 and 43 and the tipping paper strip 2 holds on the surface of the suction roll 36 and leads.
- the suction roller 36 has in its peripheral surface to the axis of rotation axially parallel grooves or recesses 38, which is provided in the direction of the front edge 47 as a cutting edge for the tipping paper leaflets 39 separating from the tipping paper strip 2 separating cut.
- the knife roller 32 carries at its periphery transversely to the direction of rotation extending blade 34, which dive successively in circulation in the grooves 38 of the suction roller 36.
- the cutting edges of the knives 34 are aligned parallel to the axis of the knife roll 32, so that the cutting edge of the knife 34 rotates over the entire width or length on a (single) cutting circle, the cut with the immersion of the straight cutting edge in the corresponding groove or Recess 38 of the suction roll 36 begins to execute a full-edge cut and after the dipping of the cutting edge with the severance of the tipping paper strip ends.
- the suction roll 36 has arranged in the circumferential direction of the suction roll 36 support body 50, which have on the outside over corresponding bearing surfaces 40 for the tipping paper leaflets 39 and the tipping paper strip 2. Between the support bodies 50, the recesses 38 are formed as an interruption.
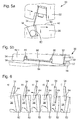
- Fig. 3 shows in a perspective partial view schematically an embodiment of the pad cutting device 30 with the removal of the tipping paper strip.
- the knife roller 32 at regular intervals in the circumferential direction, the knife 34 of the invention (see. Fig. 4 ) on.
- the blades 34 are in this case clamped on the drum body of the knife roller 32, so that the cutting edges of the blades 34 are aligned parallel to the axis of rotation of the knife roller 32.
- the knives 34 dive into the groove-shaped recesses 38 of the suction roll 36 with simultaneous rotation of the knife roll 32 and the suction roll 36.
- the groove-shaped recesses 38 are at regular intervals in the circumferential direction on the drum body of the support bodies 50 between the support bodies 50 for the tipping paper Suction roll 36 is arranged.
- the support bodies 50 in this case have for the support surfaces for a tipping paper strip 2 or for a tipping paper leaflets 39 (not shown here) acted upon by vacuum suction holes to hold cut paper sheets on the outside.
- each support bodies 50 is provided in the circumferential direction of the drum body of the suction roll 36 each have a recess 38 in which a, in particular one-piece, knife body 52 is arranged.
- the knife body 52 is clamped by means of a corresponding clamping device (not shown here).
- the front groove flank of the recesses 38 is formed by the knife body 52 as the cutting edge of the suction roll 36.
- Fig. 4 a view of a cutting blade or knife 34 according to the invention in combination with a knife body 52 of the suction roll 36 is shown.
- the knife 34 of the knife roller 32 is in this case designed as a knife body, wherein the cutting blade or knife 34 has a cutting area 60 and on both sides two cutting guide flanks 62.1, 62.2.
- the cutting guide flanks 62.1, 62.2 are each formed with two extensions, so that the cutting region 60 is set back relative to the outer ends of the cutting guide flanks 62.1, 62.2.
- the cutting area 60 has a straight cutting edge 64 for cutting the tipping paper strip.
- an arcuate or U-shaped recess 66 is formed in each case.
- FIG. 5a, 5b For example, various views of the area between the knife roller 32 and the suction roller 36 in the region of cutting are shown.
- first the wing portions of the cutting guide flanks 62.1, 62.2 enter the recess 38, without the front of the cutting guide flanks 62.1, 62.2 touching the trailing edge of the knife body 52 of the suction roller 36.
- the cutting guide flanks 62.1, 62.2 surround the interposed and uniformly conveyed tipping paper strip, which is not shown in the figures, before the cut is made.
- the cutting edge 64 is formed in a straight line and aligned in particular parallel to the axis of rotation of the knife roller 32.
- edges, in particular in the conveying direction of the suction roll 36 upper trailing edge of the blade body 52 are aligned axially parallel to the axis of rotation of the suction roll 36.
- Both the cutting edge 64 of the blades 34 of the knife roller 32 and the cutting edge of the knife body 52 of the suction roll 36 are axially parallel to the axes of rotation of the respective roller 32 and 36.
- full-edge section of the tipping paper strip is initiated over the entire width of the cutting process, further also the cut is completed simultaneously over the entire width of the tipping paper strip.
- the cutting edges of the knife slide 34 and the blade 52 of the suction roller 36 is not under punctiform mutual contact along each other.
- Fig. 6 3 the process of fully-edged cutting of the tipping paper strip with the arrangement of the cutting knife 34 and the lower-side knife body 52 is shown schematically in a phase representation.
- the front ends of the cutting guide flanks 62.1, 62.2 of the knife dip into the recess 38 of the suction roll 36, without the cutting edge 64 of the knife being brought into contact with the cutting edge of the knife body 52.
- phase a the immersion process of the cutting blade 34 is shown, in which case the cutting blade 34 still has no contact with the blade body 52.
- the cutting guide flanks 62.1, 62.2 are in contact with the trailing edge of the knife body 52, wherein the cutting edge 64 is still above and spaced from the knife body 52. Due to the contacting contact between the cutting guide flanks 62.1, 62.2, the cutting guide flanks 62.1, 62.2 slide along the trailing edge of the knife body 52 until the cutting edge 64 is in cutting contact with the trailing edge of the knife body 52 (phase c)).
- the resilient cutting blade 34 is deflected to compensate for existing tolerances of the cutting blade 34 to the knife body 52.
- phase c) begins the full-edged cut of the tipping paper strip.
- the cutting edge 64 dips into the recess 38, so that after reaching the lowest immersion point (phase e)) the cut is completed. Subsequently, the knife 34 emerges again from the recess 38 (see phase f)).
- a full-edged separating cut is carried out for the separation of the covering sheets from the tipping paper strip, wherein for carrying out the cutting, the conveying speed of the tipping paper strip before, during and after the cutting process remains unchanged.
- no oscillator or other means is provided in the feeder, by which the conveying speed of the tipping paper strip would be varied.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Abstract
Description
- Die Erfindung betrifft ein Messer für eine Schneidwalze einer Belageinrichtung einer Maschine der Tabak verarbeitenden Industrie, insbesondere Filteransetzmaschine, zum Schneiden von einem endlosen oder quasi-endlosen Materialbahnstreifen in Materialbahnstreifenabschnitte endlicher Länge.
- Ferner betrifft die Erfindung eine Einrichtung zum Schneiden eines Materialbahnstreifens der Tabak verarbeitenden Industrie, insbesondere eines Belagpapierstreifens, in Materialbahnstreifenabschnitte, insbesondere Belagpapierstreifenabschnitte, mit einer Schneideinrichtung zum Schneiden des Materialbahnstreifens und mit einer Zuführeinrichtung zum Zuführen des Materialbahnstreifens zur Schneideinrichtung sowie eine Maschine der Tabak verarbeitenden Industrie, insbesondere Filteransetzmaschine.
- Außerdem betrifft die Erfindung ein Verfahren zum Schneiden eines Materialbahnstreifens der Tabak verarbeitenden Industrie, insbesondere Belagpapierstreifen, in Materialbahnstreifenabschnitte, insbesondere Belagpapierstreifenabschnitte.
- In Filteransetzmaschinen wird zwischen geschnittenen und längsaxial beabstandeten Tabakstöcken jeweils ein Filterstück bzw. Mundstück doppelter Länge eingelegt, wobei anschließend ein beleimtes Belagpapierblättchen an die zusammengestellte Zigarette-Mundstück-Zigarette-Gruppe angeheftet wird.
- In
DE-A-39 18 137 ist beispielsweise ein Belagpapierapparat einer Filteransetzmaschine beschrieben. Hierbei wird das beleimte Belagpapier als endloser Belagpapierstreifen zugeführt und mittels einer Schneidvorrichtung in Einzelblättchen bzw. Belagpapierblättchen geschnitten. - Die Schneidvorrichtung besteht aus einer Messertrommel mit nach außen gerichteten Messern sowie einer Saugtrommel mit Ausnehmungen, deren in Rotationsrichtung führende Flanke als Schneidkante ausgebildet ist. Zwischen den Nuten weist die Saugtrommel mit Saugluft beaufschlagte Oberflächen auf, an denen der Belagpapierstreifen und die Belagpapierblättchen gehalten bzw. geführt werden. Die Messer der rotierenden Messertrommel greifen in die Nuten der gegenläufig rotierenden Belagpapierwalze ein, wobei der Belagpapierstreifen jeweils zwischen einem Messer der Schneidtrommel und einer Schneidkante der Saugtrommel geschnitten wird.
- Bei dem in
DE-A-39 18 137 beschriebenen Schneidprozess wird ein ziehender Trennschnitt bzw. ein Scherschnitt zur Abtrennung der Belagblättchen vom Belagmaterialstreifen durchgeführt. Hierbei gleiten die Schneidkanten des Schneidmessers und die Schneidkanten der Saugtrommel unter punktförmiger gegenseitiger Anlage aneinander entlang. Sofern beim ausgeführten Scherschnitt kein Gleichlauf zwischen den Belagpapierstreifen und dem Schneidmesser ausgeführt wird, führt dies zu einem schrägen Schnitt beim abgetrennten Belagblättchen. - Darüber hinaus gemäß dem Stand der Technik wird für den Schneidprozess eine Lücke zwischen den Belagpapierblättchen benötigt. Hierbei wird ein Oszillator in der Zuführeinrichtung eingesetzt, so dass eine höhere Geschwindigkeit der Saugwalze zur Geschwindigkeit des Belagmaterialstreifens erfolgt.
- Ausgehend von diesem Stand der Technik besteht die Aufgabe der Erfindung darin, den Schneidprozess an einer Schneidvorrichtung zum Abtrennen von Belagblättchen von einem Belagpapierstreifen in einer Filteransetzmaschine der Tabak verarbeitenden Industrie zu verbessern, so dass auch bei höheren Fördergeschwindigkeiten der Belagpapierstreifen eine hohe Schnittqualität bei den abgeschnittenen Belagpapierstreifenabschnitten erzielt wird.
- Gelöst wird diese Aufgabe durch ein Messer für eine Schneidwalze einer Belageinrichtung einer Maschine der Tabak verarbeitenden Industrie, insbesondere Filteransetzmaschine, zum Schneiden von einem endlosen oder quasi-endlosen Materialbahnstreifen in Materialbahnstreifenabschnitte endlicher Länge, das dadurch weitergebildet ist, dass das Messer einen Schneidbereich mit einer, insbesondere geradlinigen, Schneidkante zum Schneiden des Materialbahnstreifens und zwei Schneidführungsflanken aufweist, wobei der Schneidbereich zwischen den zwei den Schneidbereich überstehenden Schneidführungsflanken ausgebildet ist, so dass die Schneidkante gegenüber den seitlich angrenzenden Schneidführungsflanken zurückversetzt ist.
- Die Erfindung beruht auf dem Gedanken, dass eine Schneidwalze einer Belageinrichtung mit einem oder mehreren Messern ausgebildet wird, wodurch beim Schneiden von Materialbahnstreifen in Materialbahnstreifenabschnitte bzw. Belagpapierstreifenabschnitte die als Führungsflächen vorgesehenen Schneidführungsflanken beim Schneidvorgang im Zusammenwirken mit einer an einer als Gegenwalze ausgebildeten Saugwalze vorgesehenen Schneidkante zunächst in Kontakt gebracht werden, wodurch die die Schneidkante der Gegenwalze berührenden Schneidführungsflanken der Schneidwalze an dieser Schneidkante zum Beispiel eines Messers der Saugwalze (Gegenwalze) beim Eintauchen in eine Nut der Gegenwalze entlang gleiten, so dass unter Rotation der Schneidwalze und der mit der Schneidwalze zusammenwirkenden Saugwalze der Schneidbereich des Messerkörpers des Messers und die Schneidkante der Saugwalze einander angenähert werden.
- Dabei ist vorzugweise vorgesehen, dass der Schneidbereich des Messers bzw. der Messerkörper der Schneidwalze ausgelenkt werden, um vorhandene Toleranzen zwischen dem Schneidbereich der Schneidwalze und dem Messer der Saugwalze zu kompensieren. Im Rahmen der Erfindung wird die Schneidwalze auch als Messerwalze bezeichnet.
- Beim Schneidvorgang des Materialstreifens wird hierbei durch die Annäherung des Schneidbereichs des Messerkörpers des Messers und der Schneidkante der Saugwalze ein Vollkant-Schnitt ausgeführt, wodurch die Schneidzeit bei einer Belageinrichtung verkürzt werden kann bzw. verkürzt ist. Durch den berührenden Kontakt zwischen den Schneidführungsflanken des Messerkörpers des Messers mit der Schneidkante der Saugwalze (Gegenwalze) wird der Messerkörper vor dem Schnittbeginn, vorzugsweise federnd, ausgelenkt, wobei unter Rotation der Schneidwalze und der Saugwalze der Schneidbereich des Messer bzw. des Messerkörpers und die Schneidkante der Saugwalze einander angenähert werden. Aufgrund des gleitenden Kontakts zwischen den Schneidführungsflanken des Messerkörpers und der Schneidkante der Saugwalze werden eventuell mögliche Schiefstellungen des Messerkörpers bzw. des Schneidbereichs zur Drehachse der Schneidwalze sowie mögliche Ungenauigkeiten im Winkel von der Schneidkante des Schneidbereichs zur Schneidkante der Saugwalze kompensiert.
- Da gemäß der Erfindung beim Schneidprozess die Schneidkante des Schneidbereichs bzw. des Messerkörpers und die Schneidkante der Saugwalze bzw. Gegenwalze achsparallel zu den jeweiligen Drehachsen der Schneidwalze bzw. Messerwalze sowie zur Drehachse der Saugwalze ausgebildet sind, wird beim erfindungsgemäßen ausgeführten Vollkant-Schnitt der Materialbahnstreifen gleichzeitig über die gesamte Breite des Materialbahnstreifens geschnitten.
- Dazu ist in einer Weiterbildung des Messers vorgesehen, dass zwischen den seitlich ausgebildeten Schneidführungsflanken und der dazwischen vorgesehenen Schneidkante des Schneidbereichs jeweils eine Ausnehmung oder eine Aussparung im Messerkörper vorgesehen ist. Hierbei ist beispielsweise die Ausnehmung bogenförmig oder U-förmig ausgebildet.
- Ferner zeichnet sich eine Ausführungsform des Messers für die Schneidwalze dadurch aus, dass das Messer einstückig ausgebildet ist. Insbesondere ist der Messerkörper des Messers mit dem Schneidbereich und mit den Schneidführungsflanken einteilig ausgebildet ist.
- Vorzugsweise ist die Schneidkante des Schneidbereichs des Messerkörpers als ein rechteckförmiges Querschnittsprofil oder als ein V-förmiges Querschnittsprofil ausgebildet. Die Schneidkante ist hierbei insbesondere geradlinig über den gesamten Bereich ausgebildet, wobei die Länge der Schneidkante größer ist als die Breite des zu schneidenden Materialbahnstreifens.
- Vorzugsweise weisen die Schneidführungsflanken des Messers jeweils ein nach außen hin sich verjüngendes Querschnittsprofil auf, wodurch das Eintauchen der Schneidführungsflanken in die Nuten der Gegenwalze erleichtert wird.
- Eine besondere Ausführungsform besteht darin, dass die Schneidführungsflanken gleich groß sind. Außerdem ist insbesondere der Messerkörper bzw. das Messer aus Stahl hergestellt.
- Darüber hinaus wird die Aufgabe gelöst durch eine Einrichtung zum Schneiden eines Materialbahnstreifens der Tabak verarbeitenden Industrie, insbesondere eines Belagpapierstreifens, in Materialbahnstreifenabschnitte, insbesondere Belagpapierstreifenabschnitte, mit einer Schneideinrichtung zum Schneiden des Materialbahnstreifens und mit einer Zuführeinrichtung zum Zuführen des Materialbahnstreifens zur Schneideinrichtung, wobei die Schneideinrichtung eine Schneidwalze und eine mit der Schneidwalze zusammenwirkende Gegenwalze, insbesondere Saugwalze, ausweist, wobei zwischen der Schneidwalze und der Gegenwalze der Materialbahnstreifen geführt ist und wobei die Schneidwalze in Umfangsrichtung mit mehreren, voranstehend beschriebenen Messern ausgebildet ist.
- Hierbei sind die Schneidwalze und die Gegenwalze bzw. Saugwalze Bestandteil einer Belageinrichtung einer Maschine der Tabak verarbeitenden Industrie, insbesondere Filteransetzmaschine.
- Dazu ist in einer Weiterbildung der Einrichtung vorgesehen, dass die Gegenwalze in Umfangsrichtung Nuten zur Aufnahme der Schneidführungsflanken der Messer aufweist, wobei bei gleichzeitiger Rotation der Gegenwalze und der Schneidwalze die Schneidführungsflanken in eine Nut der Gegenwalze eintauchen und in Kontakt mit einer Nutflanke der Nut bringbar sind oder gebracht werden und anschließend der Schneidbereich des Messers in die Nut der Gegenwalze einführbar ist oder eingeführt wird. Dabei wird beim Schneidvorgang die Schneidkante des Schneidbereichs zum Durchtrennen des Materialbahnstreifens in die Nut der Gegenwalze eingetaucht.
- Darüber hinaus ist es bei der Einrichtung vorteilhafterweise vorgesehen, dass die Schneidkanten der Messer jeweils quer zur Umlaufrichtung der Schneidwalze ausgerichtet sind und die Schneidkanten parallel zur Rotationsachse der Schneidwalze angeordnet sind.
- Insbesondere ist die Schneideinrichtung eingerichtet, einen Vollkant-Schnitt beim Schneiden des Materialbahnstreifens in Material-bahnstreifenabschnitte auszuführen.
- Hierbei weist vorzugsweise die Gegenwalze achsparallel ausgerichtete Nuten mit jeweils als Schneidkante wirkenden Nutflanken in Umfangrichtung auf, wobei die in Umlaufrichtung vordere Nutflanke der Nuten als Schneidkante jeweils vorgesehen ist, wobei insbesondere die Schneidkante mittels eines in der Nut angeordneten Messers ausgebildet ist.
- Insbesondere wird die Prozessgeschwindigkeit an der Einrichtung dadurch erhöht, dass die, vorzugsweise oszillatorfreie oder exzenterfreie, Zuführeinrichtung für den Materialbahnstreifen eingerichtet ist, den Materialbahnstreifen mit einer konstanten Fördergeschwindigkeit der Schneideinrichtung zuzuführen.
- Ferner wird die Aufgabe gelöst durch eine Maschine der Tabak verarbeitenden Industrie, insbesondere Filteransetzmaschine, die mit einer voranstehend beschriebenen Einrichtung zum Schneiden eines Materialbahnstreifens ausgebildet ist. Zur Vermeidung von Wiederholungen wird auf die obigen Ausführungen ausdrücklich verwiesen.
- Außerdem wird die Aufgabe gelöst durch ein Verfahren zum Schneiden eines Materialbahnstreifens der Tabak verarbeitenden Industrie, insbesondere Belagpapierstreifens, in Materialbahnstreifenabschnitte, insbesondere Belagpapierstreifenabschnitte, unter Verwendung einer voranstehend beschriebenen Einrichtung zum Schneiden eines Materialbahnstreifens in Materialbahnstreifenabschnitte. Hierzu wird ebenfalls auf die voranstehenden Erläuterungen verwiesen.
- Weitere Merkmale der Erfindung werden aus der Beschreibung erfindungsgemäßer Ausführungsformen zusammen mit den Ansprüchen und den beigefügten Zeichnungen ersichtlich. Erfindungsgemäße Ausführungsformen können einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllen.
- Die Erfindung wird nachstehend ohne Beschränkung des allgemeinen Erfindungsgedankens anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen beschrieben, wobei bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten ausdrücklich auf die Zeichnungen verwiesen wird. Es zeigen:
- Fig. 1
- schematisch eine Ausführungsform einer Belageinrichtung einer Filteransetzmaschine in einer schematischen Seitenansicht;
- Fig. 2
- schematisch eine vergrößerte Darstellung der Belagschneideinrichtung aus
Fig. 1 ; - Fig. 3
- schematisch eine perspektivische Ansicht der Belagschneideinrichtung;
- Fig. 4
- eine schematische Ansicht auf ein erfindungsgemäßes Schneidmesser für die Messertrommel;
- Fig. 5a, 5b
- schematisch eine Seitenansicht bzw. perspektivische Teilansicht der Belagschneideinrichtung und
- Fig. 6
- eine schematische Darstellung verschiedener Phasen des Schneidvorgangs.
- In den folgenden Figuren sind jeweils gleiche oder gleichartige Elemente bzw. entsprechende Teile mit denselben Bezugsziffern versehen, so dass von einer entsprechenden erneuten Vorstellung abgesehen wird.
-
Fig. 1 zeigt eine schematische Seitenansicht einer Vorrichtung 1 zum Zuführen eines Belagpapierstreifens 2 in einer schematisch bezeichneten Filteransetzmaschine F. Eine Filteransetzmaschine der HAUNI Maschinenbau AG, Hamburg, ist unter der Bezeichnung MAX bekannt. Die Vorrichtung 1 wird im Folgenden anhand des Weges des Belagpapierstreifens 2 beschrieben. - Der Belagpapierstreifen 2 wird von einer gemäß der eingezeichneten Pfeilrichtung um eine Achse 5 rotierenden Vorratsrolle 4 mittels eines Abzugswalzenpaares 6 und 8 abgezogen. Eine der beiden Abzugswalzen, hier die Abzugswalze 6, wird dabei über einen Zahnriemen 7 von einem Antrieb 11 angetrieben.
- Bevor der Belagpapierstreifen 2 zu den Abzugswalzen 6 und 8 gelangt, wird er über eine Umlenkwalze 12 zu einem Brecher 14 gefördert. Der Brecher 14 bricht das Papier des Belagpapierstreifens 2, so dass es später leichter um zusammengestellte Filter-Zigarette-Gruppen herumgewickelt werden kann.
- Stromab der Abzugswalzen 6 und 8 ist eine Beleimeinrichtung 22 zum Auftragen von Leimbildern auf den Belagpapierstreifen 2 vorgesehen. Die Beleimeinrichtung 22 weist eine Leimdüse 24 auf. Mit Hilfe der Leimdüse 24 werden Leimbilder auf den Belagpapierstreifen 2 aufgetragen.
- Stromab der Beleimeinrichtung 22 gelangt der Belagpapierstreifen 2 über Umlenkwalzen 26, 28 und 29 zu einer Belagschneideinrichtung 30 zum periodischen Abtrennen von Belagpapierabschnitten von dem Belagpapierstreifen 2. Die Belagschneideinrichtung 30 ist in einer festen Weglänge in Bewegungsrichtung 20 des Belagpapierstreifens 2 hinter der Leimdüse 24 angeordnet. Bei immer gleicher Länge des Belagpapierstreifens 2 zwischen der Leimdüse 24 und der Belagschneideinrichtung 30 wird während des Schnitts durch eine Ansteuerung der Leimdüse 24 das erzeugte Leimbild zur Lage des Schnittes ausgerichtet.
- Die Belagschneideinrichtung 30 weist eine Messerwalze 32 mit an ihrem Umfang angeordneten, gegenüber der Radialen leicht angewinkelten Messern 34, und eine gegenläufig rotierende, den Belagpapierstreifen 2 aufnehmende als Belagpapiertrommel bzw. Belagpapierwalze ausgebildete Saugwalze 36 auf.
- Die Saugwalze 36 weist nutartige Ausnehmungen 38 auf, in die die Messer 34 aufgrund des Abstandes der Walzen 32 und 36 zueinander unter Rotation der beiden Walzen 32 und 36 eintauchen, um den auf dem Umfang der Saugwalze 36 sitzenden Belagpapierstreifen 2 abzutrennen. Unterhalb der auf dem Umfang der Saugwalze 36 vorgesehenen Auflageflächen 40 weist die Saugwalze 36 mit einer Saugvorrichtung in Verbindung stehende Saugbohrungen 42 zum Halten des Belagpapierstreifens 2 und der abgetrennten Belagpapierblättchen 39 auf der Saugwalze 36 auf.
- Gemäß der Erfindung ist im Gegensatz zum Stand der Technik zwischen den Umlenkwalzen 26 und 28 kein Oszillator angeordnet. Somit wird der Belagpapierstreifen 2 kontinuierlich mit der gleichbleibenden bzw. gleichförmigen Fördergeschwindigkeit zur Belagschneideinrichtung 30 gefördert. Die Fördergeschwindigkeit des Belagpapierstreifens 2 wird nicht z.B. mittels eines ansonsten vorgesehenen Oszillators oder dergleichen variiert.
- Die
Fig. 2 zeigt schematisch in einer ausschnittsweisen vergrößerten Darstellung die Belagschneideinrichtung 30. Der Belagpapierstreifen 2 wird zur Saugwalze 36 gefördert. Die Umfangsfläche der Saugwalze 36 ist in üblicher Weise mit Saugluft beaufschlagt, welche über Saugluftbohrungen 42 und 43 zugeführt wird und den Belagpapierstreifen 2 an der Oberfläche der Saugwalze 36 festhält und führt. Die Saugwalze 36 weist in ihrer Umfangsfläche zur Drehachse achsparallele Nuten bzw. Ausnehmungen 38 auf, deren in Laufrichtung vordere Flanke 47 als Schneidkante für den die Belagpapierblättchen 39 von dem Belagpapierstreifen 2 abtrennenden Trennschnitt vorgesehen ist. - Die Messerwalze 32 trägt an ihrem Umfang quer zur Umlaufrichtung verlaufende Messer 34, die beim Umlauf nacheinander in die Nuten 38 der Saugwalze 36 eintauchen. Die Schneidkanten der Messer 34 sind parallel zur Achse der Messerwalze 32 ausgerichtet, so dass die Schneidkante des Messers 34 über die gesamte Breite oder Länge auf einem (einzigen) Schneidkreis umläuft, wobei der Schnitt mit dem Eintauchen der geradlinigen Schneidkante in die entsprechende Nut bzw. Ausnehmung 38 der Saugwalze 36 beginnt unter Ausführung eines Vollkant-Schnitts und nach dem Eintauchen der Schneidkante mit der Durchtrennung des Belagpapierstreifens endet.
- Die Saugwalze 36 verfügt über in Umfangsrichtung der Saugwalze 36 angeordnete Auflagekörper 50, die auf der Außenseite über entsprechende Auflageflächen 40 für die Belagpapierblättchen 39 bzw. den Belagpapierstreifen 2 verfügen. Zwischen den Auflagekörpern 50 sind als Unterbrechung die Ausnehmungen 38 ausgebildet.
-
Fig. 3 zeigt in einer perspektivischen Teilansicht schematisch eine Ausführungsform der Belagschneideinrichtung 30 unter Weglassung des Belagpapierstreifens. Hierbei weist die Messerwalze 32 in regelmäßigen Abständen in Umfangsrichtung die erfindungsgemäßen Messer 34 (vgl.Fig. 4 ) auf. Die Messer 34 sind hierbei am Trommelkörper der Messerwalze 32 eingespannt, so dass die Schneidkanten der Messer 34 parallel zur Rotationsachse der Messerwalze 32 ausgerichtet sind. Beim Schneidvorgang unter Ausführen eines Vollkant-Schnitts tauchen die Messer 34 bei gleichzeitiger Rotation der Messerwalze 32 und der Saugwalze 36 in die nutförmigen Ausnehmungen 38 der Saugwalze 36 ein. - Bei der Saugwalze 36 sind zwischen den Auflagekörpern 50 für die Belagpapierblättchen die nutförmigen Ausnehmungen 38 in regelmäßigen Abständen in Umfangsrichtung am Trommelkörper der Saugwalze 36 angeordnet. Die Auflagekörper 50 weisen hierbei für die Auflageflächen für einen Belagpapierstreifen 2 bzw. für ein Belagpapierblättchen 39 entsprechende (hier nicht dargestellte) mit Unterdruck beaufschlagbare Saugbohrungen auf, um geschnittene Blattpapierblättchen an der Außenseite zu halten.
- Zwischen den Auflagekörpern 50 ist in Umfangsrichtung des Trommelkörpers der Saugwalze 36 jeweils eine Ausnehmung 38 vorgesehen, in der ein, insbesondere einstückiger, Messerkörper 52 angeordnet ist. Hierbei ist der Messerkörper 52 mittels einer entsprechenden Spanneinrichtung (hier nicht dargestellt) eingespannt. In Umlaufrichtung wird hierbei durch die Messerkörper 52 die vordere Nutflanke der Ausnehmungen 38 als Schneidkante der Saugwalze 36 ausgebildet.
- In
Fig. 4 ist eine Ansicht eines erfindungsgemäßen Schneidmessers bzw. Messers 34 in Kombination mit einem Messerkörper 52 der Saugwalze 36 dargestellt. Das Messer 34 der Messerwalze 32 ist hierbei als Messerkörper ausgebildet, wobei das Schneidmesser bzw. Messer 34 einen Schneidbereich 60 und an beiden Seiten zwei Schneidführungsflanken 62.1, 62.2 aufweist. Die Schneidführungsflanken 62.1, 62.2 sind jeweils mit zwei Erstreckungen ausgebildet, so dass der Schneidbereich 60 gegenüber den äußeren Enden der Schneidführungsflanken 62.1, 62.2 zurückversetzt ist. Der Schneidbereich 60 weist zum Schneiden des Belagpapierstreifens eine gradlinige Schneidkante 64 auf. - Zwischen den seitlichen Enden des Schneidbereichs 60 und den außenseitigen Schneidführungsflanken 62.1, 62.2 ist eine bogenförmige bzw. U-förmige Ausnehmung 66 jeweils ausgebildet.
- Zum Schneiden des Belagpapierstreifens wird dieser zwischen dem Messerkörper 52 der Saugwalze 36 und dem Schneidmesser 34 der Messerwalze 32 hindurchgeführt, wobei die Breite des Belagpapierstreifens vorzugsweise kleiner ist als die Breite des Schneidbereichs 60.
- In den
Fig. 5a, 5b sind verschiedene Ansichten des Bereichs zwischen der Messerwalze 32 und der Saugwalze 36 im Bereich des Schneidens gezeigt. Unter fortlaufender Drehung der Messerwalze 32 und der Saugwalze 36 tauchen zunächst die Flügelbereiche der Schneidführungsflanken 62.1, 62.2 in die Ausnehmung 38 ein, ohne dass die Vorderseite der Schneidführungsflanken 62.1, 62.2 die Hinterkante des Messerkörpers 52 der Saugwalze 36 berühren. Hierbei umgreifen die Schneidführungsflanken 62.1, 62.2 vor der Durchführung des Schnitts den dazwischen liegenden und gleichmäßig geförderten Belagpapierstreifen, der in den Figuren nicht dargestellt ist. - Für die Durchführung des geradlinigen Vollkant-Schnitts zum Schneiden des Belagpapierstreifens im Belagblättchen ist die Schneidkante 64 gradlinig ausgebildet und insbesondere parallel zur Rotationsachse der Messerwalze 32 ausgerichtet.
- Ferner sind auch die Kanten, insbesondere die in Förderrichtung der Saugwalze 36 obere Hinterkante des Messerkörpers 52 achsparallel zur Rotationsachse der Saugwalze 36 ausgerichtet. Sowohl die Schneidkante 64 der Messer 34 der Messerwalze 32 als auch die Schneidkante der Messerkörper 52 der Saugwalze 36 verlaufen achsparallel zu den Drehachsen der jeweiligen Walze 32 bzw. 36. Beim Vollkant-Schnitt des Belagpapierstreifens wird über die gesamte Breite der Schnittvorgang eingeleitet, wobei ferner auch der Schnitt gleichzeitig über die gesamte Breite des Belagpapierstreifens beendet wird. Hierbei gleiten die Schneidkanten des Messers 34 und des Messers 52 der Saugwalze 36 nicht unter punktförmiger gegenseitiger Anlage aneinander entlang.
- In
Fig. 6 ist schematisch in einer Phasendarstellung der Vorgang des vollkantigen Schneidens des Belagpapierstreifens mit der Anordnung des Schneidmessers 34 und des unterseitigen Messerkörpers 52 dargestellt. Hierbei tauchen die vorderen Enden der Schneidführungsflanken 62.1, 62.2 des Messers in die Ausnehmung 38 der Saugwalze 36 ein, ohne dass die Schneidkante 64 des Messers in Kontakt mit der Schneidkante des Messerkörpers 52 gebracht wird. - In der Phase a) ist der Eintauchvorgang des Schneidmessers 34 dargestellt, wobei hierbei das Schneidmesser 34 noch keinen Kontakt mit dem Messerkörper 52 hat. In der nachfolgenden Phase b) sind die Schneidführungsflanken 62.1, 62.2 in Kontakt mit der Hinterkante des Messerkörpers 52, wobei die Schneidkante 64 noch oberhalb und beabstandet zum Messerkörper 52 ist. Aufgrund des berührenden Kontakts zwischen den Schneidführungsflanken 62.1, 62.2 gleiten die Schneidführungsflanken 62.1, 62.2 entlang der Hinterkante des Messerkörpers 52, bis die Schneidkante 64 in Schneidkontakt mit der Hinterkante des Messerkörpers 52 ist (Phase c)). Hierbei wird das federnde Schneidmesser 34 ausgelenkt, um vorhandene Toleranzen vom Schneidmesser 34 zum Messerkörper 52 zu kompensieren. In Phase c) beginnt der vollkantige Schnitt des Belagpapierstreifens.
- Aufgrund der Auslenkung des Schneidmessers 34 zwischen der Phase b) und c) vor Schnittbeginn (Phase c)) wird aufgrund der federnden Auslenkung eine eventuelle Schiefstellung des Messers 34 zur Drehachse der Messerwalze 32 sowie Ungenauigkeiten im Winkel der Schneidkanten kompensiert.
- Zum Schneiden des Belagpapierstreifens taucht die Schneidkante 64 in die Ausnehmung 38 ein, so dass nach Erreichen des tiefsten Eintauchpunktes (Phase e)) der Schnitt beendet ist. Anschließend taucht das Messer 34 wieder aus der Ausnehmung 38 heraus (vgl. Phase f)).
- Gemäß der in
Fig. 6 dargestellten verschiedenen Phasen wird ein vollkantiger Trennschnitt zur Abtrennung der Belagblättchen vom Belagpapierstreifen durchgeführt, wobei zur Durchführung des Schneidens die Fördergeschwindigkeit des Belagpapierstreifens vor, während und nach dem Schneidvorgang unverändert bleibt. Hierzu ist in der Zuführeinrichtung kein Oszillator oder keine sonstige Einrichtung vorgesehen, durch die die Fördergeschwindigkeit des Belagpapierstreifens variiert würde. - Alle genannten Merkmale, auch die den Zeichnungen allein zu entnehmenden sowie auch einzelne Merkmale, die in Kombination mit anderen Merkmalen offenbart sind, werden allein und in Kombination als erfindungswesentlich angesehen. Erfindungsgemäße Ausführungsformen können durch einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllt sein. Im Rahmen der Erfindung sind Merkmale, die mit "insbesondere" oder "vorzugsweise" gekennzeichnet sind, als fakultative Merkmale zu verstehen.
-
- 1
- Vorrichtung
- 2
- Belagpapierstreifen
- 4
- Vorratsrolle
- 5
- Achse
- 6
- Abzugswalze
- 8
- Abzugswalzenpaar
- 7
- Zahnriemen
- 11
- Antrieb
- 12
- Umlenkwalze
- 14
- Brecher
- 22
- Beleimeinrichtung
- 24
- Leimdüse
- 26
- Umlenkwalze
- 28
- Umlenkwalze
- 29
- Umlenkwalze
- 30
- Belagschneideinrichtung
- 32
- Messerwalze
- 34
- Messer
- 36
- Saugwalze
- 38
- Ausnehmung
- 39
- Belagpapierblättchen
- 40
- Auflagefläche
- 42
- Saugluftbohrung
- 43
- Saugluftbohrung
- 47
- Flanke
- 50
- Auflagekörper
- 52
- Messerkörper
- 60
- Schneidbereich
- 62.1, 62.2
- Schneidführungsflanken
- 64
- Schneidkante
- 66
- Ausnehmung
- F
- Filteransetzmaschine
Claims (15)
- Messer (34) für eine Schneidwalze (32) einer Belageinrichtung einer Maschine der Tabak verarbeitenden Industrie, insbesondere Filteransetzmaschine, zum Schneiden von einem endlosen oder quasi-endlosen Materialbahnstreifen (2) in Material-bahnstreifenabschnitte (39) endlicher Länge, dadurch gekennzeichnet, dass das Messer (34) einen Schneidbereich (60) mit einer Schneidkante (64) zum Schneiden des Materialbahnstreifens (2) und zwei Schneidführungsflanken (62.1, 62.2) aufweist, wobei der Schneidbereich (60) zwischen den zwei den Schneidbereich (60) überstehenden Schneidführungsflanken (62.1, 62.2) ausgebildet ist, so dass die Schneidkante (64) gegenüber den seitlich angrenzenden Schneidführungsflanken (62.1, 62.2) zurückversetzt ist.
- Messer (34) nach Anspruch 1, dadurch gekennzeichnet, dass zwischen den seitlich ausgebildeten Schneidführungsflanken (62.1, 62.2) und der dazwischen vorgesehenen Schneidkante (64) jeweils eine Ausnehmung (66) oder eine Aussparung vorgesehen ist.
- Messer (34) nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das Messer (34) einstückig ausgebildet ist.
- Messer (34) nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Schneidkante (64) als ein rechteckförmiges Querschnittsprofil oder als ein V-förmiges Querschnittsprofil ausgebildet ist.
- Messer (34) nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Schneidführungsflanken (62.1, 62.2) jeweils ein nach außen hin sich verjüngendes Querschnittsprofil aufweisen.
- Messer (34) nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Schneidführungsflanken (62.1, 62.2) gleich groß sind.
- Messer (34) nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass das Messer (34) aus Stahl hergestellt ist.
- Einrichtung zum Schneiden eines Materialbahnstreifens (2) der Tabak verarbeitenden Industrie, insbesondere eines Belagpapierstreifens, in Materialbahnstreifenabschnitte (39), insbesondere Belagpapierstreifenabschnitte, mit einer Schneideinrichtung (2) zum Schneiden des Materialbahnstreifens (2) und mit einer Zuführeinrichtung zum Zuführen des Materialbahnstreifens (2) zur Schneideinrichtung, wobei die Schneideinrichtung eine Schneidwalze (32) und eine mit der Schneidwalze (32) zusammenwirkende Gegenwalze (36), insbesondere Saugwalze, aufweist, wobei zwischen der Schneidwalze (32) und der Gegenwalze (36) der Materialbahnstreifen (2) geführt ist und wobei die Schneidwalze (32) in Umfangsrichtung mit mehreren Messern (34) nach einem der Ansprüche 1 bis 7 ausgebildet ist.
- Einrichtung nach Anspruch 8, dadurch gekennzeichnet, dass die Gegenwalze (36) in Umfangsrichtung Nuten (38) zur Aufnahme der Schneidführungsflanken (62.1, 62.2) der Messer (34) aufweist, wobei bei gleichzeitiger Rotation der Gegenwalze (36) und der Schneidwalze (32) die Schneidführungsflanken (62.1, 62.2) in eine Nut (38) der Gegenwalze (36) eintauchen und in Kontakt mit einer Nutflanke der Nut bringbar sind oder gebracht werden und anschließend der Schneidbereich (60) des Messers (34) in die Nut der Gegenwalze (36) einführbar ist oder eingeführt wird.
- Einrichtung nach Anspruch 8 oder 9, dadurch gekennzeichnet, dass die Schneidkanten (64) der Messer (34) jeweils quer zur Umlaufrichtung der Schneidwalze (32) ausgerichtet sind und die Schneidkanten (64) parallel zur Rotationsachse der Schneidwalze (32) angeordnet sind.
- Einrichtung nach einem der Ansprüche 8 bis 9, dadurch gekennzeichnet, dass die Schneideinrichtung (30) eingerichtet ist, einen Vollkantschnitt beim Schneiden des Materialbahnstreifens (2) auszuführen.
- Einrichtung nach einem der Ansprüche 8 bis 11, dadurch gekennzeichnet, dass die Gegenwalze (36) achsparallel ausgerichtete Nuten (38) mit jeweils als Schneidkante wirkenden Nutflanken in Umfangrichtung aufweist, wobei die in Umlaufrichtung vordere Nutflanke der Nuten (38) als Schneidkante jeweils vorgesehen ist, wobei insbesondere die Schneidkante mittels eines in der Nut angeordneten Messers (52) ausgebildet ist.
- Einrichtung nach einem der Ansprüche 8 bis 12, dadurch gekennzeichnet, dass die, vorzugsweise oszillatorfreie oder exzenterfreie, Zuführeinrichtung für den Materialbahnstreifen (2) eingerichtet ist, den Materialbahnstreifen (2) mit einer konstanten Fördergeschwindigkeit der Schneideinrichtung (30) zuzuführen.
- Maschine der Tabak verarbeitenden Industrie, insbesondere Filteransetzmaschine, mit einer Einrichtung nach einem der Ansprüche 8 bis 13.
- Verfahren zum Schneiden eines Materialbahnstreifens der Tabak verarbeitenden Industrie, insbesondere Belagpapierstreifens, in Materialbahnstreifenabschnitte (39), insbesondere Belagpapierstreifenabschnitte, unter Verwendung einer Einrichtung nach einem der Ansprüche 8 bis 13.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL16150019T PL3045055T3 (pl) | 2015-01-19 | 2016-01-04 | Cięcie wstęgi bibułki na osłonki |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015200711.1A DE102015200711B4 (de) | 2015-01-19 | 2015-01-19 | Schneiden eines Belagpapierstreifens |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3045055A1 true EP3045055A1 (de) | 2016-07-20 |
| EP3045055B1 EP3045055B1 (de) | 2018-06-06 |
Family
ID=55027682
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16150019.4A Not-in-force EP3045055B1 (de) | 2015-01-19 | 2016-01-04 | Schneiden eines belagpapierstreifens |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3045055B1 (de) |
| CN (1) | CN105795513B (de) |
| DE (1) | DE102015200711B4 (de) |
| PL (1) | PL3045055T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201700025620A1 (it) * | 2017-03-08 | 2018-09-08 | Gd Spa | Unità e metodo per la separazione di fascette e per la loro applicazione ad articoli da fumo a forma di barretta, |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2134432A (en) * | 1982-12-22 | 1984-08-15 | Japan Tobacco & Salt Public | Cork paper cutter |
| DE3918137A1 (de) | 1988-06-11 | 1989-12-14 | Hauni Werke Koerber & Co Kg | Schneidvorrichtung |
| EP2238846A1 (de) * | 2009-04-06 | 2010-10-13 | HAUNI Maschinenbau AG | Fördertrommel der Tabak verarbeitenden Industrie |
| DE102009046666A1 (de) * | 2009-11-12 | 2011-05-19 | Hauni Maschinenbau Ag | Schneidmesser eines Tabakschneiders |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1157670B (it) * | 1982-03-23 | 1987-02-18 | Sasib Spa | Dispositivo di taglio per suddividere un nastro continuo in singoli segmenti successivi in particolare in talloncini per il collegamento dei filtri alle sigarette |
| EP0483998A1 (de) * | 1990-10-30 | 1992-05-06 | Philip Morris Products Inc. | Herstellungsverfahren von Umhüllung für Rauchartikel |
| IT1264275B1 (it) * | 1993-11-24 | 1996-09-23 | Gd Spa | Metodo e dispositivo per il taglio a forbice di materiale in nastro. |
| CN2450909Y (zh) * | 2000-11-30 | 2001-10-03 | 刘福云 | 螺旋式水松纸剪切器 |
| ITBO20020656A1 (it) * | 2002-10-17 | 2004-04-18 | Gd Spa | Unita' per la realizzazione di spezzoni di materiale cartaceo. |
| CN2726330Y (zh) * | 2003-08-26 | 2005-09-21 | 徐玲玲 | 烟草卷接机的水松纸切割装置 |
| PL2908669T3 (pl) * | 2012-10-22 | 2020-01-31 | British American Tobacco (Investments) Ltd | Urządzenie tnące do użytku w przemyśle tytoniowym |
-
2015
- 2015-01-19 DE DE102015200711.1A patent/DE102015200711B4/de not_active Expired - Fee Related
-
2016
- 2016-01-04 EP EP16150019.4A patent/EP3045055B1/de not_active Not-in-force
- 2016-01-04 PL PL16150019T patent/PL3045055T3/pl unknown
- 2016-01-19 CN CN201610033107.5A patent/CN105795513B/zh not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2134432A (en) * | 1982-12-22 | 1984-08-15 | Japan Tobacco & Salt Public | Cork paper cutter |
| DE3918137A1 (de) | 1988-06-11 | 1989-12-14 | Hauni Werke Koerber & Co Kg | Schneidvorrichtung |
| EP2238846A1 (de) * | 2009-04-06 | 2010-10-13 | HAUNI Maschinenbau AG | Fördertrommel der Tabak verarbeitenden Industrie |
| DE102009046666A1 (de) * | 2009-11-12 | 2011-05-19 | Hauni Maschinenbau Ag | Schneidmesser eines Tabakschneiders |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201700025620A1 (it) * | 2017-03-08 | 2018-09-08 | Gd Spa | Unità e metodo per la separazione di fascette e per la loro applicazione ad articoli da fumo a forma di barretta, |
| WO2018163064A1 (en) * | 2017-03-08 | 2018-09-13 | G.D S.P.A. | Unit and method for separating plugwraps and applying them to rod-shaped smoking articles |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3045055B1 (de) | 2018-06-06 |
| PL3045055T3 (pl) | 2018-11-30 |
| CN105795513B (zh) | 2019-09-17 |
| DE102015200711B4 (de) | 2016-09-01 |
| DE102015200711A1 (de) | 2016-07-21 |
| CN105795513A (zh) | 2016-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102016112724B4 (de) | Schneiden eines Belagpapierstreifens der Tabak verarbeitenden Industrie | |
| DE3324366C2 (de) | Vorrichtung zum Abtrennen von Umhüllungstreifen von einem Band für die Verbindung von Filter und Zigarette | |
| DE3137189A1 (de) | Verfahren und vorrichtung zum abfuehren eines von einer laufenden materialbahn abgetrennten randbeschnittstreifens | |
| EP2399466B1 (de) | Fördertrommel der Tabak verarbeitenden Industrie | |
| DE2906598A1 (de) | Vorrichtung zur bewerkstelligung eines fliegenden rollenwechsels | |
| DE3406759A1 (de) | Korkmesser-reinigungsgeraet | |
| EP1595463B1 (de) | Fördertrommel für stabförmige Artikel der Tabak verarbeitenden Industrie | |
| DE102005019681B4 (de) | Rollung von stabförmigen Rauchartikelgruppen | |
| DE3836342A1 (de) | Vorrichtung zur herstellung eines zusaetzlichen falzes in falzapparaten von rotationsdruckmaschinen | |
| DE4214730C2 (de) | Kuttermesser | |
| DE2614651C3 (de) | Vorrichtung zum Herstellen von Mehr-Komponenten-Filterstäben der tabakverarbeitenden Industrie | |
| EP3045055B1 (de) | Schneiden eines belagpapierstreifens | |
| DE60302488T2 (de) | Kräuseleinrichtung | |
| EP2238846A1 (de) | Fördertrommel der Tabak verarbeitenden Industrie | |
| EP2532257B2 (de) | Fördertrommel der Tabak verarbeitenden Industrie | |
| DE1183848B (de) | Verfahren und Vorrichtung zum Herstellen von Zigaretten | |
| EP2074895A1 (de) | Belageinrichtung einer Maschine der Tabak verarbeitenden Industrie | |
| DE3345505A1 (de) | Vorrichtung zum schneiden von korkpapier fuer zigaretten | |
| DE3144231A1 (de) | Vorrichtung zum anbringen von filtern an zigaretten | |
| EP2604559B1 (de) | Schwertfalzwerk und Verfahren zur Falzvorbereitung | |
| DE102021124107A1 (de) | Rollung von stabförmigen Artikeln der Tabak verarbeitenden Industrie | |
| DE2542041A1 (de) | Verfahren und vorrichtung zum herstellen eines papierrohres fuer rauchartikel-mundstueckhuelsen | |
| DE946965C (de) | Verfahren und Vorrichtung zum Herstellen von Mundstueckzigaretten | |
| DE619292C (de) | Vorrichtung zum Abtrennen von Mundstueckblaettchen von einem Belagstreifen | |
| DE112600C (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170111 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180112 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1005068 Country of ref document: AT Kind code of ref document: T Effective date: 20180615 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016001124 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180906 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180906 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180907 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181006 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502016001124 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20190307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190104 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190131 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190131 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190104 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20191216 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200131 Year of fee payment: 5 Ref country code: DE Payment date: 20200203 Year of fee payment: 5 Ref country code: NL Payment date: 20200128 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181008 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20160104 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502016001124 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20210201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210803 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1005068 Country of ref document: AT Kind code of ref document: T Effective date: 20210104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210104 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210104 |