EP2709474B1 - Vorrichtung zur behandlung von filtermaterial für tabakprodukte - Google Patents
Vorrichtung zur behandlung von filtermaterial für tabakprodukte Download PDFInfo
- Publication number
- EP2709474B1 EP2709474B1 EP12726222.8A EP12726222A EP2709474B1 EP 2709474 B1 EP2709474 B1 EP 2709474B1 EP 12726222 A EP12726222 A EP 12726222A EP 2709474 B1 EP2709474 B1 EP 2709474B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- filter material
- tank
- duct
- screening means
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
- A24D3/0212—Applying additives to filter materials
- A24D3/022—Applying additives to filter materials with liquid additives, e.g. application of plasticisers
Definitions
- This invention relates to a device for the treatment of filter material for tobacco products, in particular in the context of a machine for making cigarette filters.
- cigarette filters involve processing of a filter material consisting of a continuous strip, for example of cellulose acetate, also known by the term of "tow", obtained from a bale of compressed filter material.
- the strip is made to advance along a predetermined path through processing stations where it is stretched lengthways, opened out transversely and then impregnated with plasticizing additives.
- the step of impregnating the strip occurs at specific applicator devices which are designed to apply to the strip a flow of plasticizing material, in particular triacetin, which, at the ordinary operating temperature and pressure of these devices, is a liquid.
- the strip is thus soaked in a flow of liquid droplets of predetermined size and quantity so that it absorbs the required quantity of triacetin.
- forming means produce a continuous cylindrical cord of filter material which, at a wrapping station, is progressively wrapped in a continuous strip of wrapping material to form a continuous filter rod.
- a rotary cutting device cuts the continuous rod into separate filter plugs.
- the triacetin applicator device comprises a tank extending along and under the path followed by the strip.
- the tank contains a certain quantity of triacetin fed from a reservoir through the agency of a pump.
- the tank accommodates a rotary brush, partially immersed in the triacetin.
- the brush rotates at a steady speed and thus produces a flow of liquid droplets which strike the strip of cellulose acetate from below.
- nozzles are used to spray the strip from below as it is moved forward.
- the nozzles draw the triacetin directly from the tank.
- the prior art devices can treat more than one strip at a time, generally two strips, which are usually fed along two parallel paths in the same machine.
- each strip receives the triacetin from respective brushes or nozzles.
- the lid over the tank has a top which is inclined downwardly from upstream to downstream with reference to the direction of strip feed.
- the top of the lid is provided with slight ribbing, or with a ridge defined by a low protrusion, located centrally, that is to say, along the middle of the tank, so that the triacetin that collects on the inside surface of the lid is conveyed towards a recycling zone in a lengthwise direction, that is to say, in the direction of strip feed.
- DE10354924 discloses an example of a device for processing filter tow material used for producing filters for rod-shaped smoking articles such as cigarettes.
- this invention has for an aim to provide a device for the treatment of filter material for tobacco products which is free of the disadvantages described above with reference to the prior art.
- the numeral 1 denotes in its entirety a device for the treatment of filter material for tobacco products according to this invention.
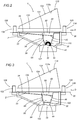
- the device 1 is used in machines 2 substantially of the type illustrated in Figure 1 , used for making filters for tobacco products, in particular cigarettes.
- These machines 2 comprise a reservoir 4 of filter material containing two masses 6 of filter material, only one of which is illustrated in Figure 1 . Respective ribbons 8 are unwound from the masses 6 and fed by guide devices of known type to a station 10 for processing the filter material.
- the station 10 for processing the filter material comprises at least one blower device 12 of known type which transversely opens out the ribbons 8 and transforms them into continuous webs 14 of predetermined width.
- the processing station 10 comprises three blower devices 12, located along filter processing and forming lines 16 as illustrated in Figure 1 .
- the processing station 10 also comprises a device 1 for treating the filter material according to the invention, located downstream of the blower devices 12 and receiving the continuous webs 14 in order to plasticize the continuous webs 14 by adding a plasticizing fluid to them.
- the continuous webs 14 are fed towards a roller conveying device 18 designed to receive the continuous webs 14 and to convey them towards respective webs or tapes 22 of previously glued paper.
- a roller conveying device 18 designed to receive the continuous webs 14 and to convey them towards respective webs or tapes 22 of previously glued paper.
- the webs 14 are gathered together into cords by respective conical conveyors which give them, in known manner, a substantially cylindrical shape.
- the cords obtained from the webs 14 are parallel to each other and are wrapped in the tapes 22 of pre-glued paper to obtain respective parallel rods 24 of filter material.
- the rods 24 thus obtained are fed into a quality check device 26, which checks the rods 24, and then to a cutting head 28, which cuts the rods 24 to obtain respective successions of filter plugs, not illustrated.
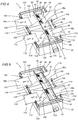
- the device 1 comprises a tank 30, having a base 32 and an upper opening 34 and designed to contain a plasticizing fluid product, in particular triacetin.
- At least one continuous strip 36 defined by the continuous web 14 of filter material is fed along a respective filter processing and forming line 16.
- the strip 36 is made to advance at the upper opening 34 of the tank 30.
- the strip 36 is made to advance above the upper opening 34 of the tank 30.
- the device 1 also comprises means 38 for generating a flow of a plasticizing fluid directed towards the continuous strip 36 of filter material.
- the flow generating means 38 comprise a rotary brush 40 provided with bristles 42.
- the brush 40 is located inside the containment tank 30 and is partially immersed in the triacetin.
- the bristles 42 collect triacetin and, thanks to a contact element not illustrated which the bristles 42 partially interfere with as they turn, spray triacetin at the continuous strip 36.
- the generating means 38 comprise a battery of nozzles 44 connected to the containment tank 30. Through the agency of a pump not illustrated, the triacetin is sprayed, through the battery of nozzles 44, at the continuous strip 36 of filter material.
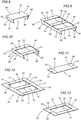
- the device 1 comprises screening means 46 for the upper opening 34 of the tank 30.
- the screening means 46 form a window 48 through which the strip 36 is exposed to the flow of plasticizing fluid.
- the window 48 has fixed dimensions which are less than the dimensions of the upper opening 34 of the tank 30. Further, the width of the window 48 is substantially equal to the width of the strip 36.
- the width of the window 48 is slightly greater than the width of the strip 36 so as to guarantee that the triacetin is applied correctly, in particular on the lateral edges 110 of the strip 36, should the strip 36 become misaligned as it moves forward.
- the screening means 46 constitute a changeover part, that is to say, it can be substituted according to the width of the strip 36 of filter material to be treated.
- the screening means 46 can be embodied in different ways, all falling within the scope of the invention.
- the screening means 46 are formed by a plurality of elements 50 which are separate from each other.
- Each element 50 comprises respective upper walls 52 which are substantially coplanar.
- the walls 52 are substantially parallel, or slightly inclined, relative to a plane in which the strip 36 lies as it moves forward.
- the screening means 46 are formed by a plurality of elements 50 which are connected to each other.
- each element 50 comprises respective upper walls 52 which are substantially coplanar.
- the elements 50 have the form of a flat plate 54.
- the element 50 is made from a substantially rectangular flat plate 54 which is folded at the ends of it 56 along respective fold lines 58.
- the element 50 After being folded, the element 50 comprises the aforementioned upper wall 52 and two side walls 60 formed by the folded ends 56.
- the screening means 46 comprise a first side element 62, a second side element 64 and a third element 66 located at a substantially central position of the tank 30.
- respective windows 48 for exposing each strip 36 to the flow of plasticizing fluid are formed between the first element 62 and the third element 66 and between the second element 64 and the third element 66.
- a first window 68 for exposing a first continuous strip 36a is formed between the first element 62 and the third element 66
- a second window 70 for exposing a second continuous strip 36b is formed between the second element 64 and the third element 66.
- each window 68, 70 may be considered as the plane portion extending between two adjacent elements 50 and relative to which the upper walls 52 of the elements 50 are co-planar with each other.
- the screening means 46 have the form of a single flat plate 54 having at least one unbroken aperture 72 cut into it.
- the flat plate 54 has an unbroken aperture 72 for each of the continuous strips 36.
- each unbroken aperture 72 forms an opening 74 which in turn forms the window 48 for exposing the respective strip 36 to the flow of plasticizing fluid.
- the apertures 72 are substantially rectangular in shape and equal in size.
- the elements 50 can be identified as portions of the flat plate 54 since they are connected to each other.
- a first side portion 76, a second side portion 78 and a third central portion 80 can be identified on the plate 54, these portions corresponding to the first side element 62, the second side element 64 and the third central element 66, respectively.
- the side walls 60 are here formed by two longitudinal bands 82 of the flat plate 54, defined by the respective fold lines 58, which are folded to form, as just stated, the side walls 60 of the elements 50.
- the side walls 60 are in this case joined by the material of the plate 54.
- Each element 50 has precise, preset dimensions. Thus, once the elements 50 are fitted on the containment tank 30, each exposure window 48 has precise dimensions.
- the dimensions of the window 48 are fixed and not adjustable.
- the screening means 46 are formed by elements 50 which are connected to each other and hence obtained from a single plate 54, it is instead the unbroken aperture 72 that is suitably dimensioned according to the width of the continuous strip 36 to be treated.
- the dimensions of the window 48 are fixed and may not therefore be varied.
- the device 1 comprises a central crossbar 86 which supports the rotary brush 40.
- the crossbar 86 supports the brush 40 by means of a protrusion 88, which has a hole 90 through which the brush 40 itself passes ( Figures 6 and 7 ).
- Figure 6 shows a third embodiment of the screening means 46, which comprise the first side element 62 and the second side element 64, and centrally, the third central element 66 and a fourth central element 92.
- the third element 66 is located between the first strip 36a and the central crossbar 86, whilst the fourth element 92 is located between the central crossbar 86 and the second strip 36b.
- Figure 7 shows a fourth embodiment of the screening means 46 where each exposure window 48 is formed by an unbroken aperture 72 in the flat plate 54.
- the screening means 46 comprise the first side element 62 and the third central element 66 which are connected to each other by the respective side walls 60, and the second side element 64 and the fourth central element 92 which are also connected to each other by the respective side walls 60.
- the screening means are embodied by two flat plates 54, each having a single unbroken aperture 72 and corresponding to only two elements 50 connected to each other.
- the containment tank 30 also comprises lower supporting means 94 for the screening means 46.
- the supporting means 94 interact with the side walls 60 of the elements 50 of the screening means 46.
- the supporting means 94 are defined by a duct 96, located inside the containment tank 30 and comprising a first side wall 98 and a second side wall 100.
- the flow of plasticizing fluid runs inside the duct 96 in the direction of the continuous strip 36 of filter material moving forward.
- the first side wall 98 and the second side wall 100 are inclined so as to better accompany the flow of plasticizing fluid.
- the inclined walls 98, 100 also make it possible to delimit the fluid flow so as to better direct it towards each strip 36 as the latter moves forward.
- the duct 96 has a bottom opening 102 and a top opening 104.
- the cross section of the duct 96 diverges from the bottom opening 102 to the top opening 104.
- the bottom opening 102 faces the means 38 for generating the flow of plasticizing fluid, whilst the top opening 104 faces the strip 36 of filter material being moved forward.
- the screening means 46 are fitted inside the duct 96.
- each element 50 is shaped in such a way as to adapt to the inclination of the walls 98, 100 of the duct 96.
- the elements 50, and hence the screening means 46 as a whole are supported by the side walls 98,100 of the duct 96.
- each element 50, supported by the walls 98,100 of the duct 96 reaches a stable position inside the duct 96 itself.
- the element 50 reach this position under each continuous strip 36.
- the lower supporting means 94 are embodied by the side walls 60 of the elements 50 of the screening means 46 and by the inclined side walls 98,100 of the duct 96.
- the containment tank 30 comprises abutments on the side walls of the tank 30 itself or on the side walls 98,100 of the duct 96.
- the side walls 60 of the elements 50 of the screening means 46 interact for example with the abutments by resting thereon.
- the elements 50 reach a stable position inside the duct 96, thus guaranteeing optimum screening of the flow of plasticizing fluid.
- An advantageous aspect of these variant embodiments is the ease of positioning and fitting the elements 50 and hence the screening means 46.
- the device 1 also comprises means 106 for aligning the advancing strip 36 with the exposure window 48 ( Figures 4-7 ).
- the aligning means 106 comprise a plurality of pins 108 which are substantially perpendicular to the plane in which the strip 36a,36b lies.
- the alignment means 106 are embodied by a plurality of pins 108 located at the infeed of the device 1.
- the alignment means 106 are also further embodied by a plurality of pins 108 located at the outfeed of the device 1.
- the purpose of the pins 108 is to prevent misalignment of the strip 36 as it advances. As already stated, such misalignment might prevent the strip 36 from correctly intercepting the flow of plasticizing fluid, resulting in zones without plasticizing fluid on the strip 36 itself.
- Each strip 36 to be treated is kept aligned by at least one pair of pins 108 which come into contact with the lateral edges 110 of the strip 36, thereby preventing misalignment.
- each strip 36 is kept aligned by contact of its lateral edges 110 with a first pair 112 of pins 108.
- each strip 36 is kept aligned by contact of its lateral edges 110 with a second pair 114 of pins 108.
- the pins 108 are movable along a direction transversal to the direction D of strip 36 feed. This allows alignment with the exposure window 48 to be adjusted precisely according to the size of the strip 36.
- the pins 108 are partly inserted in a respective guide 116 and, in the event of changeover to a different size strip 36, the pins 108 of each pair 112, 114 are moved along the guide 116 to adjust their spacing according to the width of the strip 36 to be treated.
- the pins 108 are substantially cylindrical in shape. Since the pins 108 come into contact with the lateral edges 110 of the strip 36, the pins 108 are made of a material which has a low friction coefficient so as to prevent damaging the strip 36 by rubbing against it as it moves forward. Further, the pins 108 may be mounted so they can rotate freely in the respective guides 116, in such a way that their rotational movement accompanies the forward movement of the strip 36.
- the device 1 also comprises a lid 118 for closing the containment tank 30.
- the lid 118 is located above the tank 30 and between the first pair 112 of pins 108 and the second 114.
- the containment tank 30 comprises a respective supporting ledge 120 for the lid 118, running parallel to the direction D of feed of the strips 36.
- the ledge 120 keeps the lid 118 at a certain distance from the plane in which the strip 36 lies, so as to allow the strip 36 itself to slide freely.
- the lid 118 comprises at least one run-off element 122 for draining off excess plasticizing fluid, if necessary.
- the lid 118 also has an inclined top surface 124 which makes the cross section of the lid 118 convergent along the direction D of strip 36 feed, so as to facilitate run-off of excess fluid.
- the lid 118 is provided on its inside surface 118a with the run-off element 122, which prevents the fluid from being supplied in excess.
- the run-off element 122 comprises at least one rib or projection 126, lying in a plane parallel to the direction D of strip 36 feed and able to recover the excess fluid droplets that have been deposited on the inside surface 118a of the lid 118 and to direct them towards a fluid recycling zone Z.
- the lid 118 is provided with a plurality of parallel ribs or projections 126 which can optimally direct towards the recycling zone Z the excess triacetin which has been deposited on the inside surface of the lid.
- the run-off element 122 might otherwise be embodied by a plurality of grooves 128 formed on the inside surface 118a of the lid 118 and also able to collect the fluid droplets and direct them towards the recycling zone Z.
- the recycling zone Z is located at the front of the containment tank 30, near the front pins 108.
- the tank 30 has at least one drainage surface 130, which is inclined in the direction of the means 38 for generating the flow of plasticizing fluid.
- each strip 36 is treated at a time, it is preferable to associate each strip 36 with respective drainage surfaces 130 for the excess fluid to be recycled, as illustrated in Figures 4 to 7 .
- the drainage surfaces 130 receive the excess droplets from the run-off element 122 and direct them back into the tank 30 in the direction of the fluid flow generating means 38.
- the invention described above provides a device for the treatment of filter material for tobacco products which is able to process strips of filter material of different sizes.
- the device guarantees effective protection for the strips and at the same time guarantees that the plasticizing fluid is added to the filter material in the correct quantity.
- the invention allows changeover time to be reduced, thanks to the ease with which the screening means can be substituted.
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Filtering Of Dispersed Particles In Gases (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Claims (1)
- Vorrichtung zur Behandlung von Filtermaterial für Tabakprodukte, umfassend einen Behältertank (30) für ein weich machendes Flüssigprodukt, umfassend eine Basis (32) und eine oberseitige Öffnung (34), wobei mindestens ein durchgehender Streifen (36) aus Filtermaterial entlang einer jeweiligen Bearbeitungs-und Formungsanlage (16) für Filter für Tabakprodukte an die oberseitige Öffnung (34) des Tanks (30) geführt wird, wobei die Vorrichtung Mittel (38) zum Erzeugen eines Stroms eines weich machenden Mediums umfasst, der zum durchgehenden Streifen (36) der Filtermaterial-Abschirmungsmittel (46) für die oberseitige Öffnung (34) des Tanks (30) gerichtet ist, bildend ein Fenster (48), um den Streifen (36) dem Strom des weich machenden Mediums auszusetzen, wobei das Fenster (48) fixe Abmessungen aufweist, die geringer sind als die Abmessungen der oberseitigen Öffnung (34) des Tanks (30), sowie eine Breite, die im Wesentlichen gleich der Breite des Streifens (36) ist, wobei die Abschirmungsmittel (46) durch eine Vielzahl von Elementen (50) geformt sind, die voneinander getrennt oder miteinander verbunden sind und jeweilige oberseitige Wände (52) umfassen, die im Wesentlichen ebenflächig sind, wobei die Vorrichtung eine Leitung (96) umfasst, die im Behältertank (30) angeordnet ist und eine erste Seitenwand (98) und eine zweite Seitenwand (100) aufweist, wobei die Abschirmungsmittel (46) von den Seitenwänden (98, 100) der Leitung (96) gestützt werden, dadurch gekennzeichnet, dass die erste Seitenwand (98) und die zweite Seitenwand (100) der Leitung geneigt sind und die Elemente (50) aus einer im Wesentlichen rechteckigen flachen Platte (54) gebildet sind, die an ihren Enden (56) entlang jeweiliger Faltlinien (58) gefaltet ist und zwei Seitenwände (60) bildet, die so ausgeformt sind, dass sie sich der Neigung der Wände (98, 100) der Leitung (96) anpassen.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL12726222T PL2709474T3 (pl) | 2011-05-16 | 2012-05-15 | Urządzenie do obróbki materiału filtrującego do wyrobów tytoniowych |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000272A ITBO20110272A1 (it) | 2011-05-16 | 2011-05-16 | Dipositivo per il trattamento di materiale filtrante per articoli da fumo. |
| PCT/IB2012/052432 WO2012156911A1 (en) | 2011-05-16 | 2012-05-15 | Device for the treatment of filter material for tobacco products |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2709474A1 EP2709474A1 (de) | 2014-03-26 |
| EP2709474B1 true EP2709474B1 (de) | 2018-01-24 |
Family
ID=44554427
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12726222.8A Not-in-force EP2709474B1 (de) | 2011-05-16 | 2012-05-15 | Vorrichtung zur behandlung von filtermaterial für tabakprodukte |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP2709474B1 (de) |
| JP (1) | JP6105565B2 (de) |
| CN (1) | CN103648309B (de) |
| IT (1) | ITBO20110272A1 (de) |
| PL (1) | PL2709474T3 (de) |
| RU (1) | RU2606079C2 (de) |
| WO (1) | WO2012156911A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3011847B1 (de) | 2014-10-24 | 2017-09-13 | G.D Societa' per Azioni | Einheit und verfahren zum aufbringen eines zusatzstoffes auf eine maschine zur herstellung von zigarettenfiltern |
| EP4393325A1 (de) | 2022-12-13 | 2024-07-03 | G.D S.p.A. | Maschine zum einsetzen einzelner komponenten in einen kontinuierlichen kern der tabakindustrie |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU5293879A (en) * | 1978-12-04 | 1982-05-13 | Celanese Corporation | Applying liquid to filamentary material |
| US4367249A (en) * | 1980-04-17 | 1983-01-04 | Celanese Corporation | Process and apparatus for controlling distributing and monitoring liquids |
| DE10354924B4 (de) * | 2003-11-25 | 2024-01-18 | Körber Technologies Gmbh | Vorrichtung zum Aufbereiten von Filtertowmaterial sowie Vorrichtung zur Herstellung von Filtern |
| DE102005038728B3 (de) * | 2005-08-15 | 2007-03-29 | Hauni Maschinenbau Ag | Verfahren und Einrichtung zur Zufuhr eines Zusatzstoffes auf eine Filtermaterialbahn |
| DE102006011587B4 (de) * | 2006-03-10 | 2008-04-03 | Hauni Maschinenbau Ag | Aufbereitung eines Filtermaterialstreifens der Tabak verarbeitenden Industrie |
| ITBO20060301A1 (it) * | 2006-04-21 | 2006-07-21 | Gd Spa | Dispositivo per il trattenimento di materiale filtrante per articoli da fumo |
| ITBO20060601A1 (it) * | 2006-08-11 | 2006-11-10 | Gd Spa | Dispositivo per il trattamento di materiale filtrante per articoli da fumo. |
| ITBO20060875A1 (it) * | 2006-12-22 | 2007-03-23 | Gd Spa | Macchina confezionatrice di filtri per articoli da fumo |
-
2011
- 2011-05-16 IT IT000272A patent/ITBO20110272A1/it unknown
-
2012
- 2012-05-15 EP EP12726222.8A patent/EP2709474B1/de not_active Not-in-force
- 2012-05-15 CN CN201280023865.9A patent/CN103648309B/zh not_active Expired - Fee Related
- 2012-05-15 WO PCT/IB2012/052432 patent/WO2012156911A1/en active Application Filing
- 2012-05-15 JP JP2014510926A patent/JP6105565B2/ja not_active Expired - Fee Related
- 2012-05-15 RU RU2013150023A patent/RU2606079C2/ru active
- 2012-05-15 PL PL12726222T patent/PL2709474T3/pl unknown
Also Published As
| Publication number | Publication date |
|---|---|
| ITBO20110272A1 (it) | 2012-11-17 |
| PL2709474T3 (pl) | 2018-07-31 |
| RU2013150023A (ru) | 2015-06-27 |
| JP6105565B2 (ja) | 2017-03-29 |
| CN103648309B (zh) | 2015-10-07 |
| RU2606079C2 (ru) | 2017-01-10 |
| WO2012156911A1 (en) | 2012-11-22 |
| CN103648309A (zh) | 2014-03-19 |
| EP2709474A1 (de) | 2014-03-26 |
| JP2014514931A (ja) | 2014-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3385026A (en) | Wrapping machines | |
| US20070029060A1 (en) | Method and apparatus for applying a material to a wide high-speed web | |
| NL8002722A (nl) | Werkwijze en inrichting voor het tegelijkertijd vervaardigen van twee continue sigarettenstangen. | |
| CN202697694U (zh) | 用于连续纸幅的涂胶单元 | |
| US4151699A (en) | Production of discrete blanks for packets | |
| IL171537A (en) | Rod making machine | |
| EP2709474B1 (de) | Vorrichtung zur behandlung von filtermaterial für tabakprodukte | |
| DE69930321T3 (de) | Verfahren und vorrichtung zum herstellen versiegelter zigarettenpäckchen | |
| EP1917871B2 (de) | Maschine zur Filterherstellung für Tabakprodukte | |
| US3525344A (en) | Method and apparatus for producing bunches,cigars or cigarettes | |
| NZ197319A (en) | Method and apparatus for forming grooves in cigarette filter rods:rods moved linearly past groove forming means | |
| KR102076142B1 (ko) | 물티슈 제조시스템 | |
| EP3398889A1 (de) | Klebegruppe für eine umspulmaschine zum auftragen von klebstoff auf eine endkante eines holzes, umspulmaschine mit solch einer gruppe und entsprechendes klebeverfahren | |
| EP2760593B1 (de) | Vorrichtung zum herstellen einer verpackung für eine gruppe rauchbarer artikel | |
| NL8201353A (nl) | Inrichting voor het geleiden van een baan materiaal. | |
| ITBO20000035A1 (it) | Unita' di gommatura . | |
| DE3127181C2 (de) | ||
| EP1886589B1 (de) | Vorrichtung zur Behandlung von in Tabakprodukten verwendeten Filtermaterialien | |
| US2798495A (en) | Manufacture of mouthpiece cigarettes | |
| ITBO970638A1 (it) | Metodo ed unita' per alimentare in una macchina incartatrice di prodotti un nastro continuo di materiale di incarto pre-impregnato superficialmente, con una sostanza aromatizzante. | |
| CN104872818B (zh) | 用于制造烟草加工行业的条的方法和装置 | |
| DE1291677B (de) | Verfahren und Vorrichtung zum Zufuehren einer Folienbahn zu einer Faltstation | |
| ITBO20070028A1 (it) | Dispositivo per la predisposizione di una confezione di prodotto. | |
| DE3705288C2 (de) | Streifenführvorrichtung für eine Zigarettenfertigungsmaschine | |
| EP2695532B1 (de) | Vorrichtung zum Aufbringen einer flüssigen Substanz auf mindestens ein Band in einer Maschine zur Herstellung von Tabakprodukten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131204 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20160613 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170907 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 965273 Country of ref document: AT Kind code of ref document: T Effective date: 20180215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012042325 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180124 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 965273 Country of ref document: AT Kind code of ref document: T Effective date: 20180124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180424 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180425 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180524 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180424 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012042325 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20181025 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180515 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180515 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120515 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180124 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20210527 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20210421 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602012042325 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220515 |