JP6105565B2 - タバコ製品用のフィルタ材料の処理装置 - Google Patents
タバコ製品用のフィルタ材料の処理装置 Download PDFInfo
- Publication number
- JP6105565B2 JP6105565B2 JP2014510926A JP2014510926A JP6105565B2 JP 6105565 B2 JP6105565 B2 JP 6105565B2 JP 2014510926 A JP2014510926 A JP 2014510926A JP 2014510926 A JP2014510926 A JP 2014510926A JP 6105565 B2 JP6105565 B2 JP 6105565B2
- Authority
- JP
- Japan
- Prior art keywords
- strip
- processing apparatus
- filter material
- shielding means
- storage tank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
- A24D3/0212—Applying additives to filter materials
- A24D3/022—Applying additives to filter materials with liquid additives, e.g. application of plasticisers
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Filtering Of Dispersed Particles In Gases (AREA)
Description
従って、ストリップは、所要量のトリアセチンを吸収するように、所定の寸法及び分量の液滴の流れに浸される。
この場合、各々のストリップは、それぞれのブラシ又はノズルからトリアセチンを受け取る。
換言すると、異なる寸法を有するフィルタ材料のストリップを処理するのに、同一の装置を使用することはできない。
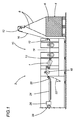
装置1は、タバコ製品用の、特にシガレット用のフィルタを製作するのに使用される、実質的に図1に示すタイプの機械2において使用される。
装置1は、基部32と上方開口34とを有していて可塑化流体製品、特にトリアセチンを貯蔵するように構成されるタンク30を備えている。
より具体的には、ストリップ36は、タンク30の上方開口34の上方を前進させられる。
また、装置1は、フィルタ材料の連続的なストリップ36に向かって方向付けられた可塑化流体の流れを発生させる手段38を備えている。
ブラシ40は、格納タンク30の内側に配置されてトリアセチンに部分的に浸される。ブラシ40が回転するときに、剛毛42がトリアセチンを収集するとともに、剛毛42が回転するときに部分的に干渉する図示しない接触要素によって、剛毛42がトリアセチレンを連続的なストリップ36に噴射する。
ウィンドウ48は、タンク30の上方開口34の寸法よりも小さい所定の寸法を有する。更に、ウィンドウ48の幅は、ストリップ36の幅と概ね等しくされる。
特に言及されるのは、ストリップの供給方向Dを概ね横断する方向におけるストリップ36の位置ずれである。
遮蔽手段46は、種々の手法によって具体化されることができ、それらのすべてが本発明の範囲に属している。
要素50は、平板54の形態を有する。
折り曲げの後に、要素50は、折り曲げられた端部56によって形成される前述の上壁部52及び2つの側壁部60を備えるようになる。
従って、各ストリップ36を可塑化流体の流れに露出させるそれぞれのウィンドウ48は、第1の要素62と第3の要素66の間、及び第2の要素64と第3の要素66の間に形成される。
更に、このような理由により、ウィンドウ48の寸法は固定されていて調整不可である。
また、格納タンク30は、遮蔽手段46を支持する下方の支持手段94を備える。
より具体的に、支持手段94は、遮蔽手段46の要素50の側壁部60と相互作用する。
より具体的に、可塑化流体の流れは、前進するフィルタ材料の連続的なストリップ36が前進する方向にダクト96の内側を移動する。
より具体的に、各要素50の側壁部60は、ダクト96の壁部98,100の傾斜に適合するように形成される。従って、挿入時に、要素50及びそれゆえに遮蔽手段46の全体は、ダクト96の側壁部98,100によって支持される。特に、ダクト96の壁部98,100によって支持された各要素50は、ダクト96の内側の安定位置に自ずと到達する。
すなわち、より正確には、この可変実施形態において、下方の支持手段94は、遮蔽手段46の要素50の側壁部60及びダクト96の傾斜する側壁部98,100によって具体化される。
この場合も、遮蔽手段46の要素50の側壁部60が、例えば、当接部に載置されることによって当接部と相互作用する。この場合も、要素50は、ダクト96の内側の安定位置に到達し、それにより、可塑化流体の流れの最適な遮蔽が保証される。
有利なことに、処理されるべきストリップ36の幅を変更する必要があるときも、異なる寸法を有するフィルタ材料の連続的なストリップ36に応じた切替え(changeover)は迅速かつ容易であり、また、構造が単純であるので、切替えに起因する中断時間を短縮することが可能になる。
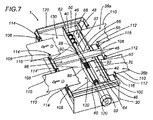
整列手段106は、ストリップ36a,36bが位置する平面に対して概ね垂直な複数のピン108を備える。
また、整列手段106は、装置1の送り出し側(outfeed)に配置される複数のピン108によって更に具体化される。
同様に、装置1の送り出し側では、各ストリップ36の側方縁部110がピン108の第2の対114と接触することによって、各ストリップ36が整列されたまま保持される。
一旦、ピン108が正確な位置に到達すると、ピン108は、図示しない締結手段によって所定の位置に固定される。
また、ピン108の各々の対112,114の調節は非常に容易である。従って、切替えをより迅速に実行することが可能になる。
図14に示されるように、蓋118は、タンク30の上方、かつ、ピン108の第1の対112と第2の対114の間に配置される。
また、蓋118は、傾斜した頂面124を有しており、これにより、蓋118の断面がストリップ36の供給方向Dに沿って収束するので、超過分の流体の排出が容易になる。
流体の液滴がストリップ36上に落下するのを防止するために、蓋118は、流体が過剰に供給されるのを防止する排出要素122を内面118aにおいて備える。
他の方法によると、排出要素122は、蓋118の内面118aに形成された複数の溝128によって具体化されうるとともに、流体の液滴を収集して液滴を再利用ゾーンZに向かって方向付けることができるようにされうる。
ゾーンZにおいて、タンク30は少なくとも1つの排水面130を有する。排水面130は、可塑化流体の流れを発生させる発生手段38の方向に傾斜している。
排水面130は、排出要素122から超過分の液滴を受け入れるとともに、液滴を流体流発生手段38の方向に方向付けて液滴をタンク30に戻すようになっている。
また、本発明は、ストリップが効果的に保護されることを保証するとともに、正確な分量の可塑化流体がフィルタ材料に加えられること保証する。
更に、本発明によると、遮蔽手段が容易に交換可能になることによって、切替え時間を短縮することが可能になる。
Claims (13)
- タバコ製品用のフィルタ材料の処理装置であって、可塑化流体製品の格納タンク(30)を備えており、
前記格納タンク(30)は、基部(32)と、上方開口(34)と、を有しており、
少なくとも1つのフィルタ材料の連続的なストリップ(36)が、タバコ製品用のフィルタを処理して成形するそれぞれの処理成形ライン(16)に沿って、前記格納タンク(30)の前記上方開口(34)に供給されるようになっており、
前記処理装置は、
フィルタ材料の連続的な前記ストリップ(36)に向かって方向付けられた可塑化流体の流れを発生させる発生手段(38)と、
前記格納タンク(30)の前記上方開口(34)のための遮蔽手段(46)と、を備えており、
前記遮蔽手段(46)は、前記ストリップ(36)を前記可塑化流体の流れに露出させる露出ウィンドウ(48)を形成しており、
前記露出ウィンドウ(48)は、前記格納タンク(30)の前記上方開口(34)の寸法よりも小さい所定の寸法を有するとともに、前記ストリップ(36)の幅と等しい幅を有し、
前記処理装置が、前進する前記ストリップ(36)を前記露出ウィンドウ(48)と整列させる整列手段(106)を備えることを特徴とする、処理装置。 - 前記遮蔽手段(46)が、処理されるべきフィルタ材料の前記ストリップ(36)の幅に応じて交換可能であることを特徴とする請求項1に記載の処理装置。
- 前記遮蔽手段(46)が、互いに別個の複数の要素(50)によって形成されており、前記複数の要素(50)が、同一平面上に位置するそれぞれの上壁部(52)を備えることを特徴とする請求項1に記載の処理装置。
- 前記遮蔽手段(46)が、互いに接続された複数の要素(50)によって形成されており、前記複数の要素(50)が、同一平面上に位置するそれぞれの上壁部(52)を備えることを特徴とする請求項1に記載の処理装置。
- 各々の前記要素(50)が、平板(54)の形態を有することを特徴とする請求項3または4に記載の処理装置。
- 前記格納タンク(30)が、前記遮蔽手段(46)を支持する下方の支持手段(94)を備えることを特徴とする請求項1に記載の処理装置。
- 前記処理装置が、前記格納タンク(30)の内側に配置されるダクト(96)を備えており、
前記ダクト(96)が、第1の側壁部(98)と第2の側壁部(100)とを備えており、前記遮蔽手段(46)が前記ダクト(96)の前記第1及び第2の側壁部(98,100)によって支持されることを特徴とする請求項6に記載の処理装置。 - 前記整列手段(106)が、前記ストリップ(36)が位置する平面に対して垂直な複数のピン(108)を備えることを特徴とする請求項1に記載の処理装置。
- 前記ストリップ(36)が、前記ピン(108)のそれぞれの対(112,114)のうちの少なくとも1つによって整列されたまま保持されるようになっており、
前記ピン(108)が前記ストリップ(36)の側方縁部(110)と接触することによって、前記ストリップ(36)の整列状態が定められることを特徴とする請求項8に記載の処理装置。 - 前記ピン(108)は、前記露出ウィンドウ(48)との前記整列状態が前記ストリップ(36)の幅に応じて調節されるように、前記ストリップ(36)の供給方向(D)を横断する方向に移動可能であることを特徴とする請求項9に記載の処理装置。
- 前記処理装置が閉塞蓋(118)を備えており、
前記閉塞蓋が、前記可塑化流体の排出用の少なくとも1つの排出要素(122)を前記閉塞蓋の内面(118a)に備えることを特徴とする請求項1に記載の処理装置。 - 前記排出要素(122)が、少なくとも1つのリブ又は突起(126)の形態を有することを特徴とする請求項11に記載の処理装置。
- 前記排出要素(122)が、前記閉塞蓋(118)の前記内面(118a)に形成された少なくとも1つの溝(128)の形態を有することを特徴とする請求項11に記載の処理装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000272A ITBO20110272A1 (it) | 2011-05-16 | 2011-05-16 | Dipositivo per il trattamento di materiale filtrante per articoli da fumo. |
| ITBO2011A000272 | 2011-05-16 | ||
| PCT/IB2012/052432 WO2012156911A1 (en) | 2011-05-16 | 2012-05-15 | Device for the treatment of filter material for tobacco products |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014514931A JP2014514931A (ja) | 2014-06-26 |
| JP2014514931A5 JP2014514931A5 (ja) | 2015-06-18 |
| JP6105565B2 true JP6105565B2 (ja) | 2017-03-29 |
Family
ID=44554427
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014510926A Expired - Fee Related JP6105565B2 (ja) | 2011-05-16 | 2012-05-15 | タバコ製品用のフィルタ材料の処理装置 |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP2709474B1 (ja) |
| JP (1) | JP6105565B2 (ja) |
| CN (1) | CN103648309B (ja) |
| IT (1) | ITBO20110272A1 (ja) |
| PL (1) | PL2709474T3 (ja) |
| RU (1) | RU2606079C2 (ja) |
| WO (1) | WO2012156911A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3011847B1 (en) | 2014-10-24 | 2017-09-13 | G.D Societa' per Azioni | Unit and method for applying an additive on a cigarette filter manufacturing machine |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU5293879A (en) * | 1978-12-04 | 1982-05-13 | Celanese Corporation | Applying liquid to filamentary material |
| US4367249A (en) * | 1980-04-17 | 1983-01-04 | Celanese Corporation | Process and apparatus for controlling distributing and monitoring liquids |
| DE10354924B4 (de) * | 2003-11-25 | 2024-01-18 | Körber Technologies Gmbh | Vorrichtung zum Aufbereiten von Filtertowmaterial sowie Vorrichtung zur Herstellung von Filtern |
| DE102005038728B3 (de) * | 2005-08-15 | 2007-03-29 | Hauni Maschinenbau Ag | Verfahren und Einrichtung zur Zufuhr eines Zusatzstoffes auf eine Filtermaterialbahn |
| DE102006011587B4 (de) * | 2006-03-10 | 2008-04-03 | Hauni Maschinenbau Ag | Aufbereitung eines Filtermaterialstreifens der Tabak verarbeitenden Industrie |
| ITBO20060301A1 (it) * | 2006-04-21 | 2006-07-21 | Gd Spa | Dispositivo per il trattenimento di materiale filtrante per articoli da fumo |
| ITBO20060601A1 (it) * | 2006-08-11 | 2006-11-10 | Gd Spa | Dispositivo per il trattamento di materiale filtrante per articoli da fumo. |
| ITBO20060875A1 (it) * | 2006-12-22 | 2007-03-23 | Gd Spa | Macchina confezionatrice di filtri per articoli da fumo |
-
2011
- 2011-05-16 IT IT000272A patent/ITBO20110272A1/it unknown
-
2012
- 2012-05-15 CN CN201280023865.9A patent/CN103648309B/zh not_active Expired - Fee Related
- 2012-05-15 RU RU2013150023A patent/RU2606079C2/ru active
- 2012-05-15 WO PCT/IB2012/052432 patent/WO2012156911A1/en active Application Filing
- 2012-05-15 EP EP12726222.8A patent/EP2709474B1/en not_active Not-in-force
- 2012-05-15 PL PL12726222T patent/PL2709474T3/pl unknown
- 2012-05-15 JP JP2014510926A patent/JP6105565B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012156911A1 (en) | 2012-11-22 |
| RU2013150023A (ru) | 2015-06-27 |
| PL2709474T3 (pl) | 2018-07-31 |
| RU2606079C2 (ru) | 2017-01-10 |
| EP2709474A1 (en) | 2014-03-26 |
| JP2014514931A (ja) | 2014-06-26 |
| EP2709474B1 (en) | 2018-01-24 |
| ITBO20110272A1 (it) | 2012-11-17 |
| CN103648309A (zh) | 2014-03-19 |
| CN103648309B (zh) | 2015-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101259204B1 (ko) | 와이드 고속 웹에 재료를 인가하는 방법 및 장치 | |
| CN1913791B (zh) | 制滤咀机 | |
| EP1891865B1 (de) | Papierbeleimung bei der Strangherstellung | |
| CN202697694U (zh) | 用于连续纸幅的涂胶单元 | |
| JP2015110215A (ja) | 流体供給方法及びノズル | |
| JP5888800B2 (ja) | フィルタロッドの製造機及びフィルタロッドの製造方法 | |
| JP6105565B2 (ja) | タバコ製品用のフィルタ材料の処理装置 | |
| US20070022884A1 (en) | Printing unit used in the tobacco-processing industry | |
| ITBO20000035A1 (it) | Unita' di gommatura . | |
| KR102076142B1 (ko) | 물티슈 제조시스템 | |
| PL238487B1 (pl) | Sposób i stopka do nagniatania segmentów filtra segmentowego | |
| EP1886589B1 (en) | A device for the treatment of filter material used in tobacco products | |
| WO2017001348A1 (en) | Filter rod maker with air dust removal | |
| CN107846969B (zh) | 用于干燥滤嘴棒的方法 | |
| ITBO20140032U1 (it) | Dispositivo per il trattamento di materiale filtrante per articoli da fumo. | |
| US7247204B2 (en) | Device for metered distribution of glue on an end edge of a log, a log or a core for log | |
| EP1935262A1 (en) | A machine manufacturing filters for tobacco products | |
| JP2007289190A (ja) | タバコ製品に使用されるフィルタ材料を処理する装置 | |
| KR102601390B1 (ko) | 로드형 요소를 제조하기 위한 담배 산업 기계에서 연속 섬유 밴드 내에 연속 스트립을 공급하기 위한 공급 디바이스 및 로드형 요소를 제조하기 위한 기계 | |
| EP1935261B1 (en) | A machine manufacturing filters for tobacco products | |
| ITBO20120440A1 (it) | Apparecchiatura per la applicazione di una sostanza liquida ad almeno un nastro in una macchina per la produzione di articoli da fumo. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150421 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150421 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160315 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160602 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160812 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170302 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6105565 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |