EP2544958B1 - Paquet pour cigarettes - Google Patents
Paquet pour cigarettes Download PDFInfo
- Publication number
- EP2544958B1 EP2544958B1 EP11705449.4A EP11705449A EP2544958B1 EP 2544958 B1 EP2544958 B1 EP 2544958B1 EP 11705449 A EP11705449 A EP 11705449A EP 2544958 B1 EP2544958 B1 EP 2544958B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pack
- region
- collar
- outer wrapper
- sheet material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 235000019504 cigarettes Nutrition 0.000 title claims description 96
- 238000007789 sealing Methods 0.000 claims description 29
- 239000000463 material Substances 0.000 claims description 16
- 230000003313 weakening effect Effects 0.000 claims description 10
- 239000000853 adhesive Substances 0.000 claims description 9
- 230000001070 adhesive effect Effects 0.000 claims description 9
- 239000010410 layer Substances 0.000 description 16
- 238000004806 packaging method and process Methods 0.000 description 12
- 238000005520 cutting process Methods 0.000 description 9
- 238000012546 transfer Methods 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000012856 packing Methods 0.000 description 6
- 239000000243 solution Substances 0.000 description 6
- 210000000056 organ Anatomy 0.000 description 4
- 239000000109 continuous material Substances 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011549 displacement method Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1018—Container formed by a flexible material, i.e. soft-packages
- B65D85/1027—Opening devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/025—Packaging cigarettes in webs of flexible sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/12—Inserting the cigarettes, or wrapped groups thereof, into preformed containers
- B65B19/20—Inserting the cigarettes, or wrapped groups thereof, into preformed containers into boxes with hinged lids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
- B65B9/067—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it the web advancing continuously
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/40—Packages formed by enclosing successive articles, or increments of material, in webs, e.g. folded or tubular webs, or by subdividing tubes filled with liquid, semi-liquid, or plastic materials
- B65D75/44—Individual packages cut from webs or tubes
- B65D75/46—Individual packages cut from webs or tubes containing articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5827—Tear-lines provided in a wall portion
- B65D75/5833—Tear-lines provided in a wall portion for tearing out a portion of the wall
- B65D75/5838—Tear-lines provided in a wall portion for tearing out a portion of the wall combined with separate fixed tearing means, e.g. tabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1036—Containers formed by erecting a rigid or semi-rigid blank
- B65D85/1045—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge
Definitions
- the invention relates to a pack for cigarettes, with a pack contents in the form of a cigarette group, which is surrounded by an outer wrapper, in particular of preferably aroma-and moisture-tight thermally sealable film, in the manner of a tubular bag packaging, according to the preamble of claim 1.
- tubular bag packaging for cigarettes are basically known.
- the cigarette group is wrapped in a film, which is closed in the longitudinal direction of the package by means of a longitudinal sealing seam.
- transverse sealing seams extend in the region of the end faces of the package.
- the object of the invention is to further develop packings for cigarettes of the type mentioned in the introduction, in particular with regard to improved stability of the packs and / or the removal of the pack contents.
- a package according to the invention has the features of claim 1.
- the collar surrounds the package contents C-shaped or U-shaped or on all side surfaces, and that the collar is not arranged in the region of end faces of the package.
- the collar may extend over almost the entire front of the cigarette group and additionally in the area of the narrow sides of the cigarette group (C-shaped).
- the collar may additionally extend into the region of the back of the cigarette group (U-shaped). If the collar is formed so that it extends completely over almost the entire back of the pack, the cigarette group is substantially completely covered on all side surfaces by the collar. However, the front sides are not covered by the collar.
- the package thus produced can also be positioned in a cigarette box as a sealing block.
- the invention relates to packs 10 for cigarettes as package contents, the packs 10 being designed as tubular bag packagings.
- the contents of the package, in the form of a group of cigarettes 11, is thus surrounded by an outer envelope 12 made of film. Due to its composition, the film is preferably moisture and aroma resistant.
- the material is thermally sealable, so that folding flaps can be joined together by heat and pressure.
- a special feature of the outer casing 12 is a multipurpose opening means 13.
- This consists of an opening tab 14 which exposes a removal opening 15 in an inner film or inner layer 16.
- the opening tab 14 is presently limited by a U-shaped weakening line 17, namely a perforation, a continuous punching line or other suitable material weakening.
- an actuating member namely an actuating tab 18, in the open position ( Fig. 9 ) brought.
- the actuating tab 18 is part of an outer layer 19 of the outer sheath 12.
- the actuating tab 18 is bounded by a substantially U-shaped line of weakness 20.
- the actuating tab 18 is preferably connected to the (outer side of the) opening tab 14 over its entire surface by means of adhesive.
- the actuating tab 18 is larger than the opening tab 14 and covers it with a preferably formed on three sides (U-shaped) closure portion 21. This is located at a removal opening 15th surrounding edge strip 22 of the inner layer 16 as a carrier of the opening tab 14 at.
- the actuating tab 18 is provided at least in the closure region 21 with a permanently acting adhesive.
- the outer sheath 12 consists of a continuous multilayer film with inner layer 16 and outer layer 19, which is processed as a continuous film web 23. Furthermore, in this embodiment, a piece of film 24 is positioned as an integrated blocking element which is embedded between the layers 16, 19. This film piece 24 may also be provided only in the region of the opening structure.
- the film piece 24 (and the inner layer 16) has the opening tab 14.
- the film piece 24 has larger dimensions than the opening tab 14 and as the actuating tab 18, that extends into the region of lateral edges of the film web 23 for the outer sheath 12. Free ends of the weakening line 17, 20 are within the range of the film piece 24th Accordingly, the opening tab 14, which can be detected by the actuating tab 18, is formed in two layers, consists on the one hand of a corresponding part of the inner layer 16 and on the other side of a corresponding, equal part of the film piece 24.
- a glue layer 25 of permanent adhesive is disposed between the outer layer 19 and the film piece 24.
- the edge strip 22 for the connection of the actuating tab 18 with the inner layer 16 and the film piece 24 is (exclusively) formed in the region of the film piece 24. Manufacturing technology can proceed so that the film piece 24 is provided over its entire surface with the permanent adhesive and so between the layers 16, 19 of the film web 23 is positioned.
- a region of the actuating tab 18 is designed as a grip tab 48 for gripping the actuating tab 18. It is a lower end portion of the actuating tab 18, which is not provided with a permanent adhesive to form a glue-free zone 49th
- Fig. 3 to 6 show the possible structure of the cigarette group 11 in the form of a cigarette block.
- the cigarette block consists in the embodiments shown of a single row of cigarettes, namely five pieces. It is understood that the cigarette group 11 can also consist of a small number of cigarettes. It is also conceivable that the cigarette block can consist of more than one row of cigarettes.
- the package 10 according to the invention is preferably used in connection with groups of cigarettes 11 with a small number of cigarettes.
- a collar 26 is provided, which surrounds the cigarette group 11 at least partially.
- the collar should be made of a heat and pressure resistant material, such as cardboard.
- the collar 26 surrounds the cigarette group 11 immediately and is wrapped with this together in the outer sheath 12.
- the collar 26 thus represents an inner blank, so to speak.
- the collar 26 extends over a front side 29 of the cigarette group 11 and on narrow sides 30 of the cigarette group 11 on both sides subsequently to the front side 29.
- a back 31 of the cigarette group 11 is not covered by the collar 26 as the end faces 27, 28.
- the collar 26 has in the region of the front side 29 via an upper-side recess 32 for the removal of cigarettes from the cigarette group 11.
- a recess 32 corresponding projection 33 connects. In this way, the collar 26 can be separated out substantially waste-free from a continuous material web.
- the side walls of the collar 26 are by fold lines 34 connected together so that the side walls of the collar 26 along the fold lines 34 can be folded.
- the collar 26 according to Fig. 4 differs from the collar 26 according to Fig. 3 in that the collar 26 there also extends slightly into the region of the rear side 31.
- the collar 26 is approximately U-shaped in cross-section with two legs 35 in the region of the rear side 31, which extend substantially only in the region of the respective peripheral or outer cigarettes of the cigarette group 11. The cigarettes located between the marginal cigarettes are not covered by the collar 26 in the area of the rear side 31.
- the embodiment according to Fig. 5 differs from the embodiment according to Fig. 4 in that the collar 26 extends substantially over the entire rear side 31 of the cigarette group 11.
- the two-sided legs 35 are formed so wide that free side edges of the legs 35 terminate with a short distance to each other.
- Another special feature is a top-side semicircular recess 36 in the area with the back 31, which facilitates the removal of cigarettes.
- a recess 36 corresponding projection 37 in the lower edge of the collar 26 is formed for waste-free production of the collar 26th
- the collar is designed as a closed sleeve in total. Apart from recesses 32, 36 as in the embodiment according to Fig. 5 The collar 26 extends circumferentially closed over all upright sides of the cigarette group 11. Only on the underside of the sleeve in the region of the end face 28 is open.
- the outer wrapper 12 is wrapped like a tube around cigarette group 11 with collar 26 and closed in the area of the back 31 by a longitudinal sealing seam 38 extending in the longitudinal direction of the pack 10 in this area.
- Farther transverse sealing seams 39, 40 are produced in the area of the end faces 27, 28 in order to close the outer covering 12.
- the transverse sealing seams 39, 40 are arranged at a distance from the end faces 27, 28 of the cigarette group 11. While the transverse sealing seams 39, 40 protrude with respect to the cigarette group 11, the longitudinal sealing seam 38 is folded over against the outer casing 12.
- the outer sheath 12 is positioned so that the opening means 13 and the opening tab 14 and the actuating tab 18 is in the region of the recess 32 of the collar 26, so by opening the opening tab 14 via the actuating tab 18, the removal opening 15 in the outer sheath access the cigarette group 11 allows.
- the longitudinal sealing seam and the transverse sealing seams 39, 40 are formed as fin seams by thermal sealing of folding flaps of the outer covering 12.
- transverse seam 39 is formed so that the lines of weakness 17, 20 for the opening tab 14 and the operating tab 28 are in the sealing area or free ends of these lines of weakness 17, 20. In this way prevents the Pack 10 accidentally opened too wide during opening and thus destroyed.
- FIGS. 11 and 12 show by means of a vertical section through the package 10 alternative constructions of the outer sheath 12.
- the outer cover 12 is substantially formed of a single-layered film.
- a label 41 on the film for the outer sheath 12 is on the inside of the film attached, which points with its adhesive side to the inside of the film and is glued according to this.
- the label 41 corresponds in this embodiment, the inner layer 16 of the first embodiment and has corresponding opening flap 14, removal opening 15 and line of weakness 17.
- an actuating tab 18 is correspondingly limited by means of a weakening line 20.
- a label 42 is externally attached to the single-layer film for the outer sheath 12 and glued thereto. Accordingly, in this case, the opening tab 14 and the corresponding removal opening 15 is formed in the film for the outer sheath 12, whereas the operating tab 18 is limited in the label by a line of weakness 20.
- the procedure is preferably such that the outer wrapper 12 is provided as a continuous material web, wherein perforations 43 directed transversely in the material web are applied at intervals.
- the material web is thus initially processed without separation along the perforation lines 43, so that a continuous packing chain 44 is formed, wherein the perforation lines 43 are each mounted between two transverse sealing seams 39, 40 between adjacent packages 10.
- the packing chain 44 can be easily separated along the perforation lines 43.
- a hinge-lid pack 45 It is also conceivable to pack the above-described pack 10 in a cigarette pack made of cardboard, for example in a hinge-lid pack 45.
- a hinge-lid pack 45 This is in Fig. 14 shown.
- the pack 10 with closed outer wrapper 12 is packed in the hinge-lid pack 45 of cardboard, which has dimensions corresponding to the size of the cigarette group 11.
- the transverse seam 39 in the region of the upper end face 27 is folded into the region of the back 31 so that the Cover 46 of Hinge Lid Pack 45 can be closed.
- the package 10 protrudes out of the box part 47 of the hinge lid pack as a sealing block, the dimensions being selected so that the opening means 13 of the outer casing 12 or the picking lugs 48 are exposed.
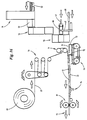
- Fig. 15 and 16 show a first embodiment of the production of the packing chains 44 at a glance.
- Cigarettes for the cigarette group 11 are held in two groups of upright shafts 50 of a cigarette magazine 51, and by means of a respective slider 52 as a cigarette group 11 (Cigarette block) pushed out of the cigarette magazine 51.
- the two groups of cigarettes 11 are inserted by the sliders 52 via a bridge 53 into pockets 54 of a subsequent revolver 55.
- the revolver 55 is cyclically driven in rotation about a horizontal axis and arranged transversely to the direction of the slide 52.
- the turret 55 has regularly distributed over the circumference of the revolver 55 arranged pockets 54 for receiving in each case a group of cigarettes 11.
- the cigarette groups 11 are inserted in the region of a 12 o'clock position of the revolver 55 in this and in the region of a 6 o'clock position, ie after rotation of the revolver 55 by about 180 °, pushed out of the revolver 55 and transferred to a transfer turret 56 ,
- the transfer turret 56 connects directly to the turret 55 and is also cyclically driven in rotation about a horizontal axis.
- the transfer turret 56 also has pockets 57 distributed uniformly over the circumference.
- the transfer turret 56 is driven in opposite directions to the turret 55 and arranged in a plane parallel thereto.
- the transfer turret 56 serves to bring together the groups of cigarettes 11, each having a collar 26. For this purpose, first the collars 26 are inserted into the pockets 57 of the transfer turret 55 and subsequently each a cigarette group 11.
- the collars 26 are first separated from a continuous web 58.
- the material web 58 is fed by transport rollers 59 to a cutting device 60, which has a knife roller 61 and a counter roller 62 on different sides of the material web 58.
- collar 26 are separated from the web 58 and separated by a subsequent pair of transport rollers 59. Thereafter, the collar 26 are brought in the region of a belt conveyor 63 at a distance from each other and thus isolated.
- the collar 26 are transported transversely after the singling in the region of a transverse collar web 64.
- the collar 26 are arranged lying flat and are conveyed away in the region of a punch 65, with which the inner collar collar 26 successively removed from the collar track 64 and pressed by pivoting the punch 65 by 90 ° in a mold pocket 66. In this case, the collar 26 is folded into the U-shape.
- the folded collar 26 is then conveyed by a slider 67, which acts on the mold pocket 66 in a pocket 57 of the cyclically operated turret 56 and passed to this.
- the revolver 58 is advanced one position so that the groups of cigarettes 11 can be inserted into the pockets 57 along this horizontal plane and united with the collars 26 held therein ,
- the cigarette group 11 can be pushed out with herumschreibem collar 26 in a horizontal plane.
- another slider 68 is used.
- the cigarette groups 11 After pushing out the cigarette groups 11 with collar 26 they are wrapped in the outer sheath 12.
- the corresponding film web 23 is unwound from a reel 69 and passed through a shuttle memory 70. Thereafter, the film web 23 is guided over a group of deflection rollers 71 in an area above the transport path of the ejected from the revolver 56 cigarette groups 11.
- the cigarette groups 11 are transported in this section of the system along a for example limited by guides conveyor line.
- the advance of cigarette groups 11 can be as in Fig. 15 and 16 shown carried by driver 72 of endless conveyors 73, which may be arranged below the conveyor line and the cigarette groups 11 with collar 26 frontally or back detect and transport in the conveying direction.
- the film web 23 is gradually struck around the groups of cigarettes 11, so that a kind of continuous tube is formed and folding flaps for the longitudinal sealing seam 38 abut each other.
- the longitudinal sealing seam 38 is then formed by sealing elements 74 arranged below the conveying path.
- sealing members 81 for the transverse sealing seams 39, 40 and optionally for the attachment of the perforation 43 follow sealing members 81 for the transverse sealing seams 39, 40 and optionally for the attachment of the perforation 43.
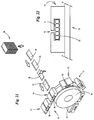
- Fig. 17 and 18 show in a schematic representation alternative displacement method or corresponding devices.
- Fig. 17 shows this with reference to packages 10 with a U-shaped collar 26 according to Fig. 3
- Fig. 18 In contrast, the production of packages 10 with a collar 26 in the form of a sleeve according to Fig. 6 shown.
- Both solutions consistently have a pocket chain conveyor as the central organ. For reasons of clarity, the two individual solutions will be discussed separately below.
- Central organ of the device according to Fig. 17 is an endless conveyor 75, which is guided over pulleys 76 and outside pockets 77 has.
- the pockets 77 serve to receive a respective collar 26 and a cigarette group 11.
- the pockets 77 are distributed over the entire circumference of the endless conveyor 75 at regular intervals from each other.
- the pockets 77 are transverse to the transport direction of the endless conveyor 75 frontally open to the input and output of the collar 26 and cigarette groups 11.
- the pockets 77 are otherwise formed substantially closed with the exception of one parallel to the input and Ausschubides the cigarette groups 11 and collar 26th extending slot 78.
- the collars 26 are first separated from a continuous material web 58 by means of a cutting device 60 and singulated. Thereafter, a folding of the narrow sides 30 takes place and the insertion into a pocket 77.
- the structure of the device for separating and feeding the collar 26 may be formed as in the embodiment described above, so for example as shown in FIG Fig. 15 shown and described accordingly.
- the folding of the collar 26 can take place via fixed folding switches along the transport path of the collar 26 or, for example, by means of a forming pocket 66 and an associated punch 65 as described above. In principle, however, other known from the prior art folding devices come into question.
- For insertion of the collar 26 in the pocket 77 is preferably a slide, not shown used.
- the groups of cigarettes 11 are fed into the pockets 77 with the collar 26 arranged therein.
- the groups of cigarettes 11 are pushed out of shafts 50 of a cigarette magazine 51 by means of a slide 52 and pushed into the pockets 77 with a collar 26 located therein offset in height by another slide 79.
- Fig. 17 how out Fig. 17 can be seen, several cigarette magazines 51 are arranged side by side in the present case, so that a corresponding number of groups of cigarettes 11 can be inserted simultaneously or sequentially in the pockets 77. This takes place during a brief stoppage of the endless conveyor 75. As out Fig. 20 it can be seen that the pockets 77 are dimensioned so that in each case a collar 26 and a cigarette group 11 are more or less exactly recording.
- the ejection takes place in the region of a downwardly lying conveying run of the endless conveyor 75. Accordingly, the cigarette groups 11 are pushed out with collar 26 in the reverse relative position compared to the feed from the endless conveyor 75. For this reason, the collars 26 are also supplied so as to be disposed below the cigarette groups 11 as they are supplied Fig. 20 shows. It is conceivable that the cigarette groups 11 with collar 26 takes place in the region of the same conveying run, in which the cigarette groups 11 and collar 26 are also supplied. In this case, it may be necessary to supply the collar 26 turned.
- the collar 26 are formed as already described as closed sleeves, which are held flat folded in a stack 80.
- the collar 26 are removed individually in the region of the bottom of the stack 80 and erected by pivoting the side walls of the collar 26 to each other. This is done during a straight, horizontally directed transport in the direction of the pockets 77 of the endless conveyor 75th
- the collars 26 are inserted as in the previous embodiment in the pockets 77 so that they are positioned with the back facing up in the pockets 77.
- the following will be like in the previous one Embodiment described a cigarette group 11 inserted into the pocket 77 as shown in FIG Fig. 20 ,
- Fig. 24 refers to the in Fig. 11 and / or 12 shown embodiment, in which a label 41, 42 is arranged in the region of the opening means 13.
- the attachment of such a label 41, 42 is shown schematically in FIG Fig. 24 shown.
- the labels 41, 42 are fed on a continuous carrier strip 82 on which the labels 41, 42 are evenly spaced.
- the carrier strip 82 is deflected in the region of a deflection station 83 such that the labels 41, 42 are detached from the carrier strip 82 at least in the region of a leading edge 84.
- the labels 41, 42 are detected at least in the region of the leading edge 84, which was detached from the carrier strip 82 and held by vacuum on the circumference of the vacuum roller 85 and positionally accurate from the Vacuum roll 85 attached to the continuous film web 23.
- the film web 23 is guided tangentially to the circumference of the vacuum roller 85 such that the labels 41, 42 can be transferred from the circumference of the vacuum roller 85 to the film web 23.
- a cutting roller 86 is provided, which cooperates with the vacuum roller 85.
- the cutting roller 86 is arranged opposite the vacuum roller 85 on the other side of the film web 23 and has cutting blades 87 in the region of its circumference.
- the cutting blades 87 are used to sever the film web 23 according to the arrangement of the opening means 13 and optionally also of the label 41, 42. In this way, the necessary separating cuts for the opening means 13 are attached to the film web 23 at the same time when attaching the labels 41, 42. Thereafter, the film web 23 is processed as described above.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Curing Cements, Concrete, And Artificial Stone (AREA)
- Processing Of Solid Wastes (AREA)
- Bag Frames (AREA)
- Packages (AREA)
Claims (4)
- Paquet pour cigarettes, avec un groupe de cigarettes (11) comme contenu du paquet, qui est entouré par une enveloppe extérieure (12), en particulier en une feuille soudable à chaud de préférence étanche aux arômes et à l'humidité, dans lequel le contenu du paquet est couvert au moins localement par un rebord (26) en un matériau résistant à la chaleur et à la pression comme panneau intérieur, qui s'étend sur toute la longueur du contenu du paquet, et dans lequel l'enveloppe extérieure (12) est formée à la manière d'un emballage en sachet de tuyau flexible, et dans lequel des rabats pliants de l'enveloppe extérieure (12) sont assemblés par soudage à chaud à la manière d'une soudure à ailette, de telle manière que l'enveloppe extérieure (12) soit fermée dans la région des deux côtés frontaux (27, 28) du contenu du paquet chaque fois au moyen d'une soudure à ailette comme soudure de scellage transversale (39, 40) et qu'une troisième soudure à ailette s'étende en direction longitudinale de l'enveloppe extérieure (12) sur un côté arrière (31) du contenu du paquet comme soudure de scellage longitudinale (38) et soit appliquée contre l'enveloppe extérieure (12), caractérisé par les caractéristiques suivantes:a) l'enveloppe extérieure (12) présente un moyen d'ouverture (13) utilisable plusieurs fois dans la région d'un côté avant (29) du contenu du paquet,b) l'enveloppe extérieure (12) est formée de deux couches au moins dans la région du moyen d'ouverture (13), avec une feuille extérieure formant la couche extérieure (16) du paquet (10) et avec une feuille intérieure (19) formant la couche intérieure tournée vers le contenu du paquet, dans lequel la feuille extérieure présente dans la région du moyen d'ouverture (13) une ligne de faiblesse (20) pour la formation d'une patte d'actionnement (18) et dans lequel la feuille intérieure présente une ligne de faiblesse (17) pour la formation d'une ouverture de prélèvement (15) dans la région d'une patte d'ouverture (14) et dans lequel la patte d'actionnement (18) peut être assemblée de façon séparable à la feuille intérieure au moyen d'un adhésif à action durable,c) la ligne de faiblesse (17) dans la feuille extérieure pour la formation de la patte d'actionnement (18) s'étend avec des régions d'extrémité jusque dans la région d'une soudure à ailette, en particulier de la soudure de scellage transversale (39).
- Paquet selon la revendication 1, caractérisé en ce que le rebord (26) entoure le contenu du paquet en forme de C ou en forme de U ou sur toutes les faces latérales (29, 30, 31), et en ce que le rebord (26) n'est pas disposé dans la région des côtés frontaux (27, 28) du contenu du paquet.
- Paquet selon la revendication 1, caractérisé en ce que les soudures à ailette sont saillantes par rapport au contenu du paquet dans la région des côtés frontaux (27, 28) et la soudure à ailette est appliquée contre l'enveloppe extérieure (12) dans la région du côté arrière (31).
- Paquet selon la revendication 3, caractérisé en ce qu'une soudure de scellage transversale (39) dans la région d'un côté supérieur du paquet (10) est repliée contre l'enveloppe extérieure (12) dans la région du côté arrière (31) du contenu du paquet et y est fixée au moyen d'un adhésif, et en ce que le paquet ainsi créé (10) est positionné dans un étui à cigarettes (45) sous forme de bloc compact.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010010976 | 2010-03-10 | ||
| DE102010019867A DE102010019867A1 (de) | 2010-03-10 | 2010-05-07 | Packung für Zigaretten sowie Verfahren und Vorrichtung zur Herstellung derselben |
| PCT/EP2011/000690 WO2011110272A1 (fr) | 2010-03-10 | 2011-02-15 | Paquet pour cigarettes ainsi qu'un procédé et dispositif pour fabrication de celles-ci |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2544958A1 EP2544958A1 (fr) | 2013-01-16 |
| EP2544958B1 true EP2544958B1 (fr) | 2016-08-03 |
Family
ID=44508038
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11705449.4A Active EP2544958B1 (fr) | 2010-03-10 | 2011-02-15 | Paquet pour cigarettes |
Country Status (10)
| Country | Link |
|---|---|
| EP (1) | EP2544958B1 (fr) |
| JP (1) | JP2013521198A (fr) |
| AR (1) | AR080337A1 (fr) |
| BR (1) | BR112012022814A2 (fr) |
| CO (1) | CO6612274A2 (fr) |
| DE (1) | DE102010019867A1 (fr) |
| MX (1) | MX2012010258A (fr) |
| RU (1) | RU2012142984A (fr) |
| WO (1) | WO2011110272A1 (fr) |
| ZA (1) | ZA201206665B (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10807790B2 (en) | 2015-11-30 | 2020-10-20 | Philip Morris Products S.A. | Resealable inner package for a container |
| IT201900006632A1 (it) * | 2019-05-08 | 2020-11-08 | Montrade S P A | Assieme di confezione e articoli da fumo e metodo di confezionamento di articoli da fumo |
| EP3317209B1 (fr) * | 2015-07-03 | 2023-11-08 | Philip Morris Products S.A. | Emballage à couvercle à charnière pour articles à fumer et méthode de fabrication d'un emballage à couvercle à charnière pour articles à fumer |
Families Citing this family (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9150342B2 (en) | 2003-04-16 | 2015-10-06 | Intercontinental Great Brands Llc | Resealable tray container |
| US8308363B2 (en) | 2006-05-23 | 2012-11-13 | Kraft Foods Global Brands Llc | Package integrity indicator for container closure |
| US8408792B2 (en) | 2007-03-30 | 2013-04-02 | Kraft Foods Global Brands Llc | Package integrity indicating closure |
| US8231024B2 (en) | 2007-08-08 | 2012-07-31 | Clear Lam Packaging, Inc. | Flexible, stackable container and method and system for manufacturing same |
| US20100018974A1 (en) | 2008-07-24 | 2010-01-28 | Deborah Lyzenga | Package integrity indicating closure |
| GB0819200D0 (en) | 2008-10-20 | 2008-11-26 | Cadbury Holdings Ltd | Packaging |
| ES2390202T3 (es) * | 2010-01-26 | 2012-11-07 | Generale Biscuit | Envase resellable para productos alimenticios y procedimiento de fabricación |
| ES2390568T3 (es) * | 2010-03-23 | 2012-11-14 | Generale Biscuit | Envase que se puede volver a cerrar para productos alimenticios y método de fabricación |
| US9656783B2 (en) | 2010-05-18 | 2017-05-23 | Intercontinental Great Brands Llc | Reclosable flexible packaging and methods for manufacturing same |
| DK2571766T3 (da) | 2010-05-18 | 2014-12-08 | Intercontinental Great Brands Llc | Genlukkelig fleksibel emballage og fremgangsmåder til fremstilling deraf |
| EP3398862A1 (fr) | 2011-03-17 | 2018-11-07 | Intercontinental Great Brands LLC | Produits d'emballage à film souple à ouverture et fermeture faciles et procédés de fabrication |
| DE102011119344A1 (de) | 2011-10-11 | 2013-04-11 | Focke & Co. (Gmbh & Co. Kg) | Packung für Zigaretten sowie Verfahren zum Herstellen derselben |
| US10710760B2 (en) | 2011-10-11 | 2020-07-14 | Focke & Co. (Gmbh & Co. Kg) | Method for producing a package for cigarettes |
| ITBO20120392A1 (it) | 2012-07-20 | 2014-01-21 | Gd Spa | Confezione di articoli da fumo provvista di un incarto sigillato. |
| ITBO20120391A1 (it) * | 2012-07-20 | 2014-01-21 | Gd Spa | Metodo d'incarto e macchina impacchettatrice per realizzare un incarto sigillato contenente un gruppo di articoli da fumo |
| US10207850B2 (en) | 2012-10-26 | 2019-02-19 | Primapak, Llc. | Flexible package and method of making same |
| SG11201503075SA (en) | 2012-10-26 | 2015-05-28 | Clear Lam Packaging Inc | Flexible package and method of making the same |
| KR101722347B1 (ko) * | 2012-11-21 | 2017-03-31 | 제이티 인터내셔널 소시에떼 아노님 | 흡연 물품의 팩 및 관련된 패키징 방법 |
| DE102013101118A1 (de) * | 2013-02-05 | 2014-08-21 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zur Herstellung von Zuschnitten für Kragen von Packungen für Zigaretten |
| EP2769929A1 (fr) * | 2013-02-22 | 2014-08-27 | Amcor Flexibles | Systèmes de refermeture à ouverture facile pour emballage de cigarettes |
| EP2769930A1 (fr) * | 2013-02-22 | 2014-08-27 | Amcor Flexibles | Systèmes de refermeture à ouverture facile pour emballage de cigarettes |
| ITBO20130253A1 (it) | 2013-05-24 | 2014-11-25 | Gd Spa | Macchina impacchettatrice e metodo di incarto di tipo flow-pack per realizzare incarti sigillati. |
| ITBO20130252A1 (it) * | 2013-05-24 | 2014-11-25 | Gd Spa | Metodo di incarto e macchina impacchettatrice per realizzare un incarto sigillato con un elemento di rinforzo interno. |
| DE102013009470A1 (de) * | 2013-06-06 | 2014-12-11 | Focke & Co. (Gmbh & Co. Kg) | (Zigaretten-)Packung und Verfahren zum Herstellen derselben |
| DE102013009471A1 (de) * | 2013-06-06 | 2014-12-11 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Herstellen von (Zigaretten-)Packungen |
| ITBO20130294A1 (it) * | 2013-06-12 | 2014-12-13 | Gd Spa | Macchina impacchettatrice e metodo di incarto per utilizzare un incarto di sigarette sigillato con atmosfera modificata. |
| DE102013012715A1 (de) * | 2013-08-01 | 2015-02-05 | Focke & Co. (Gmbh & Co. Kg) | Zigarettenpackung |
| DE102013018429A1 (de) * | 2013-11-04 | 2015-05-21 | Focke & Co. (Gmbh & Co. Kg) | Zigarettenpackung |
| DE112015000960T5 (de) | 2014-02-25 | 2016-12-15 | G.D. Società per Azioni | Verpackungsverfahren und -einheit zum Falten einer Lage eines Verpackungsmaterials um ein parallelepipedförmiges Produkt |
| PL233529B1 (pl) | 2014-03-14 | 2019-10-31 | Gd Spa | Sposób pakowania i zespół pakujący do wytwarzania uszczelnionego opakowania wewnętrznego |
| ES2856251T3 (es) | 2014-05-19 | 2021-09-27 | Primapak Llc | Aparato y método para fabricar un envase flexible |
| GB201409459D0 (en) * | 2014-05-28 | 2014-07-09 | British American Tobacco Co | Smoking article pack |
| DE102014010422A1 (de) * | 2014-07-16 | 2016-01-21 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Herstellen von (Zigaretten-)Packungen |
| DE102015001027A1 (de) * | 2014-11-27 | 2016-06-02 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Herstellen von Zigarettenpackungen |
| GB2533593A (en) * | 2014-12-22 | 2016-06-29 | Parkside Flexibles (Europe) Ltd | Package |
| WO2016131741A1 (fr) | 2015-02-20 | 2016-08-25 | Amcor Flexibles Burgdorf Gmbh | Emballage refermable |
| EP3259204A1 (fr) | 2015-02-20 | 2017-12-27 | Amcor Flexibles Burgdorf GmbH | Emballage refermable |
| WO2016131740A1 (fr) | 2015-02-20 | 2016-08-25 | Amcor Flexibles Burgdorf Gmbh | Emballage refermable |
| WO2016132379A1 (fr) * | 2015-02-20 | 2016-08-25 | Ashok Chaturvedi | Procédé de fabrication d'un paquet pour emballer une ou plusieurs cigarettes et paquet réalisé à partir de celui-ci |
| WO2017002001A1 (fr) * | 2015-06-30 | 2017-01-05 | Philip Morris Products S.A. | Emballage interne refermable pour un contenant |
| WO2017002002A1 (fr) * | 2015-06-30 | 2017-01-05 | Philip Morris Products S.A. | Emballage interne refermable pour un contenant |
| ITUB20152640A1 (it) * | 2015-07-30 | 2017-01-30 | Gd Spa | Pacchetto di sigarette. |
| MX2018003355A (es) | 2015-09-18 | 2018-11-09 | Primapak Llc | Aparato y metodo para fabricar un envase flexible. |
| GB2543264A (en) * | 2015-10-08 | 2017-04-19 | Parkside Flexibles (Europe) Ltd | Package |
| LU92885B1 (en) | 2015-11-25 | 2017-06-20 | Tarkett Gdl Sa | Method for producing a resilient floor covering with a printed decorative layer |
| RU2714786C2 (ru) * | 2015-12-09 | 2020-02-19 | Филип Моррис Продактс С.А. | Повторно заклеиваемая внутренняя упаковка для емкости |
| US11447320B2 (en) | 2015-12-10 | 2022-09-20 | Focke & Co. (Gmbh & Co. Kg) | Pack for cigarettes and method and apparatus for producing said pack |
| DE102016001297A1 (de) * | 2015-12-10 | 2017-06-14 | Focke & Co. (Gmbh & Co. Kg) | Packung für Zigaretten sowie Verfahren und Vorrichtung zum Herstellen derselben |
| DE102015016456A1 (de) | 2015-12-21 | 2017-06-22 | Focke & Co. (Gmbh & Co. Kg) | Packung für Zigaretten |
| EP3159280B1 (fr) | 2016-01-14 | 2018-05-16 | Amcor Flexibles Burgdorf GmbH | Emballage refermable et procédé pour sa fabrication |
| ITUB20160472A1 (it) * | 2016-02-01 | 2017-08-01 | Montrade S P A | Confezione per articoli da fumo |
| DE102016007533A1 (de) * | 2016-06-22 | 2017-12-28 | Focke & Co. (Gmbh & Co. Kg) | Packung für Zigaretten |
| DE102016012303A1 (de) * | 2016-10-17 | 2018-04-19 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Herstellen von (Zigaretten-)Packungen |
| DE102018001042A1 (de) * | 2018-02-09 | 2019-08-14 | Focke & Co. (Gmbh & Co. Kg) | Packung für Zigaretten sowie Verfahren zum Herstellen derselben |
| EP3581517B1 (fr) | 2018-06-11 | 2023-06-07 | Imperial Tobacco Limited | Emballage de produit de tabac |
| DE102019106619A1 (de) * | 2019-03-15 | 2020-10-08 | Focke & Co. (Gmbh & Co. Kg) | Packung für Produkte der Zigarettenindustrie und Verfahren und Vorrichtung zur Herstellung derselben |
| EP3871997A1 (fr) * | 2020-02-25 | 2021-09-01 | CCL Label AG | Récipient avec sac d'emballage souple |
| IT202000024433A1 (it) | 2020-10-16 | 2022-04-16 | Gd Spa | Macchina impacchettatrice e metodo di incarto per produrre un pacchetto di articoli da fumo rigido con un incarto interno sigillato. |
| DE102020130709A1 (de) | 2020-11-20 | 2022-05-25 | Focke & Co. (Gmbh & Co. Kg) | Packung für Produkte der Tabakindustrie und Verfahren zur Herstellung derselben |
| IT202100002912A1 (it) | 2021-02-10 | 2022-08-10 | Gd Spa | Macchina impacchettatrice e metodo di incarto per produrre un pacchetto di articoli da fumo rigido con un incarto interno sigillato |
| DE202022001946U1 (de) | 2022-09-03 | 2022-10-25 | Markus Poschmann | Vorrichtung zur Entnahme von Zigaretten aus einer vollen Zigarettenschachtel |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE802564C (de) * | 1949-07-13 | 1951-02-15 | Kurt Koerber & Co K G | Verfahren und Maschine zum Verpacken von Zigaretten und aehnlichem Gut |
| US3338021A (en) | 1963-05-09 | 1967-08-29 | Hauni Werke Koerber & Co Kg | Method and apparatus for wrapping cigarette packs and the like |
| IN142192B (fr) | 1974-09-04 | 1977-06-11 | American Brands | |
| DE2445228A1 (de) | 1974-09-21 | 1976-04-08 | Focke Pfuhl Verpack Automat | Zigaretten-packung |
| DE2854443C2 (de) * | 1978-12-16 | 1985-05-30 | Focke & Co, 2810 Verden | Packung, insbesondere quaderförmige Packung für Zigaretten, Zigarillos oder dergleichen |
| CA2203597A1 (fr) * | 1997-04-24 | 1998-10-24 | Rothmans, Benson & Hedges Inc. | Paquet de cigarettes conservant la fraicheur |
| DE10000697A1 (de) * | 2000-01-10 | 2001-07-12 | Focke & Co | Verfahren und Vorrichtung zum Herstellen von (Zigaretten-)Packungen |
| GB0012469D0 (en) | 2000-05-23 | 2000-07-12 | British American Tobacco Co | Smoking article packaging |
| WO2005082738A1 (fr) | 2004-02-27 | 2005-09-09 | Burger Söhne AG Burg | Emballage pour produits a fumer |
| ITBO20050042A1 (it) * | 2005-01-27 | 2006-07-28 | Gd Spa | Metodo per la realizzazione di un involucro sigillato attorno ad un gruppo di sigarette |
| DE102005022629A1 (de) * | 2005-05-11 | 2006-11-16 | Focke & Co.(Gmbh & Co. Kg) | Packung für Zigaretten sowie Verfahren zum Herstellen derselben |
| US7827767B2 (en) * | 2007-06-26 | 2010-11-09 | G.D Societa' Per Azioni | Method and packing machine for combining an insert and a group of cigarettes |
| DE102007030267A1 (de) * | 2007-06-28 | 2009-01-08 | Focke & Co.(Gmbh & Co. Kg) | Packung für stückige oder körnige Güter |
| DE102007031208A1 (de) | 2007-07-04 | 2009-01-08 | Focke & Co.(Gmbh & Co. Kg) | Kappenschachtel für Tabakprodukte |
| ITBO20070492A1 (it) * | 2007-07-18 | 2007-10-17 | Gd Spa | Metodo di piegatura di un foglio di incarto rettangolare attorno ad un articolo parallelepipedo per formare un incarto tubolare avente una estremita aperta. |
| ITBO20080080A1 (it) * | 2008-02-07 | 2009-08-08 | Gd Spa | Confezione di sigarette con un incarto interno provvisto di una etichetta di chiusura. |
| ITBO20080327A1 (it) * | 2008-05-26 | 2009-11-27 | Gd Spa | Metodo ed unita per ripiegare un foglio di incarto attorno ad un gruppo di sigarette. |
| JP5240441B2 (ja) * | 2008-06-06 | 2013-07-17 | 凸版印刷株式会社 | ソフトパッケージ |
-
2010
- 2010-05-07 DE DE102010019867A patent/DE102010019867A1/de not_active Withdrawn
-
2011
- 2011-02-15 RU RU2012142984/12A patent/RU2012142984A/ru not_active Application Discontinuation
- 2011-02-15 EP EP11705449.4A patent/EP2544958B1/fr active Active
- 2011-02-15 WO PCT/EP2011/000690 patent/WO2011110272A1/fr active Application Filing
- 2011-02-15 JP JP2012556397A patent/JP2013521198A/ja not_active Withdrawn
- 2011-02-15 BR BR112012022814A patent/BR112012022814A2/pt not_active IP Right Cessation
- 2011-02-15 MX MX2012010258A patent/MX2012010258A/es not_active Application Discontinuation
- 2011-02-28 AR ARP110100615A patent/AR080337A1/es unknown
-
2012
- 2012-09-05 ZA ZA2012/06665A patent/ZA201206665B/en unknown
- 2012-10-03 CO CO12173559A patent/CO6612274A2/es not_active Application Discontinuation
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3317209B1 (fr) * | 2015-07-03 | 2023-11-08 | Philip Morris Products S.A. | Emballage à couvercle à charnière pour articles à fumer et méthode de fabrication d'un emballage à couvercle à charnière pour articles à fumer |
| US10807790B2 (en) | 2015-11-30 | 2020-10-20 | Philip Morris Products S.A. | Resealable inner package for a container |
| IT201900006632A1 (it) * | 2019-05-08 | 2020-11-08 | Montrade S P A | Assieme di confezione e articoli da fumo e metodo di confezionamento di articoli da fumo |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2011110272A1 (fr) | 2011-09-15 |
| CO6612274A2 (es) | 2013-02-01 |
| JP2013521198A (ja) | 2013-06-10 |
| DE102010019867A1 (de) | 2011-09-15 |
| RU2012142984A (ru) | 2014-04-20 |
| EP2544958A1 (fr) | 2013-01-16 |
| BR112012022814A2 (pt) | 2018-05-15 |
| MX2012010258A (es) | 2012-10-09 |
| AR080337A1 (es) | 2012-03-28 |
| ZA201206665B (en) | 2013-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2544958B1 (fr) | Paquet pour cigarettes | |
| EP2509889B1 (fr) | Procede et dispositif pour fabriquer des emballages en particulier pour des cigarettes | |
| EP2826724B1 (fr) | Emballage pour cigarettes | |
| EP2477907B1 (fr) | Emballages, en particulier de cigarettes, et procédé et dispositif pour leur fabrication | |
| EP2125573B1 (fr) | Procédé de fabrication d'emballages pour cigarettes | |
| EP3378791B1 (fr) | Procédé et dispositif de fabrication de paquets de cigarettes | |
| DE102014010422A1 (de) | Verfahren und Vorrichtung zum Herstellen von (Zigaretten-)Packungen | |
| EP2548819B1 (fr) | Paquet de cigarettes et procédé de fabrication dudit paquet | |
| DE102016003277A1 (de) | Zigarettenpackung sowie Verfahren und Vorrichtung zum Herstellen derselben | |
| EP0613819B1 (fr) | Procédé et dispositif pour fabriquer un emballage blister-carton | |
| DE102016003737A1 (de) | Zigarettenpackung sowie Verfahren und Vorrichtung zum Herstellen derselben | |
| EP2076377A1 (fr) | Procédé et dispositif de production d'emballages (de cigarettes) | |
| EP3013709B1 (fr) | Paquet de cigarettes | |
| EP3877275A1 (fr) | Emballage pour produits de l'industrie du tabac et procédé et dispositif de fabrication de celui-ci | |
| DE102010009047A1 (de) | Gebindepackung | |
| WO2020094719A1 (fr) | Emballage pour produits de l'industrie du tabac et procédé et dispositif de fabrication de celui-ci | |
| DE102015010493A1 (de) | Verfahren und Vorrichtung zum Herstellen von (Zigaretten-)Packungen des Typs Kappenschachtel | |
| EP3438019B1 (fr) | Pack de cigarettes et son procédé de fabrication | |
| EP3643626A1 (fr) | Procédé et dispositif de fabrication d'emballages pour produits de l'industrie de la cigarette | |
| DE102010033180A1 (de) | Zigaretten-Packung sowie Verfahren und Vorrichtung zum Herstellen derselben | |
| DE2601306C2 (de) | Vorrichtung zum Herstellen von quaderförmigen Zigarettenpackungen | |
| DE10256370A1 (de) | Packung für langgestreckte Süßwaren sowie Verfahren und Vorrichtung zum Herstellen derselben | |
| DE102013011884A1 (de) | Verfahren und Vorrichtung zur Herstellung von Packungen für Zigaretten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120914 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20140411 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160224 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 817174 Country of ref document: AT Kind code of ref document: T Effective date: 20160815 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011010303 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160803 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161203 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161104 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161205 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011010303 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161103 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20171031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170215 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 817174 Country of ref document: AT Kind code of ref document: T Effective date: 20170215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20110215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160803 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20210129 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502011010303 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220901 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230517 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240126 Year of fee payment: 14 |