EP2238847B1 - Procédé destiné au fonctionnement d'une machine de fabrication de tiges de filtres et machine de fabrication de tiges de filtres - Google Patents
Procédé destiné au fonctionnement d'une machine de fabrication de tiges de filtres et machine de fabrication de tiges de filtres Download PDFInfo
- Publication number
- EP2238847B1 EP2238847B1 EP10158607A EP10158607A EP2238847B1 EP 2238847 B1 EP2238847 B1 EP 2238847B1 EP 10158607 A EP10158607 A EP 10158607A EP 10158607 A EP10158607 A EP 10158607A EP 2238847 B1 EP2238847 B1 EP 2238847B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filter material
- material strip
- filter
- sensor
- strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 36
- 239000000463 material Substances 0.000 claims description 202
- 230000007547 defect Effects 0.000 claims description 46
- 230000003287 optical effect Effects 0.000 claims description 28
- 238000012545 processing Methods 0.000 claims description 28
- 230000001133 acceleration Effects 0.000 claims description 12
- 238000011156 evaluation Methods 0.000 claims description 10
- 238000011144 upstream manufacturing Methods 0.000 claims description 10
- 238000003892 spreading Methods 0.000 claims description 9
- 230000007480 spreading Effects 0.000 claims description 9
- 241000208125 Nicotiana Species 0.000 claims description 7
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims description 7
- 230000008859 change Effects 0.000 claims description 3
- 230000001419 dependent effect Effects 0.000 claims description 3
- 230000009467 reduction Effects 0.000 claims description 3
- 238000001514 detection method Methods 0.000 description 12
- 239000004014 plasticizer Substances 0.000 description 12
- URAYPUMNDPQOKB-UHFFFAOYSA-N triacetin Chemical compound CC(=O)OCC(OC(C)=O)COC(C)=O URAYPUMNDPQOKB-UHFFFAOYSA-N 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 10
- 239000012634 fragment Substances 0.000 description 7
- 230000001105 regulatory effect Effects 0.000 description 7
- 239000000835 fiber Substances 0.000 description 6
- 235000013773 glyceryl triacetate Nutrition 0.000 description 6
- 239000001087 glyceryl triacetate Substances 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 229960002622 triacetin Drugs 0.000 description 6
- 230000005540 biological transmission Effects 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 239000000654 additive Substances 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- 230000001276 controlling effect Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 239000013307 optical fiber Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 230000008719 thickening Effects 0.000 description 2
- 239000004831 Hot glue Substances 0.000 description 1
- 238000005481 NMR spectroscopy Methods 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 229920006221 acetate fiber Polymers 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 235000019504 cigarettes Nutrition 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012432 intermediate storage Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000004801 process automation Methods 0.000 description 1
- 238000001028 reflection method Methods 0.000 description 1
- 239000007779 soft material Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images




Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0295—Process control means
Definitions
- the invention relates to a method for operating a filter rod machine of the tobacco processing industry, wherein filter material in the form of a strip of filter material taken from a supply in the form of at least one bale, spread, stretched, conveyed by an applicator and a formatting device of the filter rod machine is fed and from the filter material strip Filter strand is formed.
- the invention further relates to a filter rod machine of the tobacco-processing industry with a filter material dispensing station, from which a filter material strip of at least one filter material supply can be dispensed, with a stretching device and / or a spreading device, an applicator and a strand forming device by means of the filter material strip a filter strand can be produced, wherein at least one sensor is provided which is configured to detect a defect of the filter material strip.
- connection points between successive filter material strips also called “toows” and so-called “tow-twists” come into question as defects.
- a common method for producing joints between filter material strips is the overlapping of the ends of the filter material strips and the welding by means of heat, in which the fibers, for. As acetate fibers, merge. The weld forms a hardening in the otherwise soft material flow.
- Tow-Twists are locations of the filter material strip, where it is turned over its longitudinal axis by 180 °. Tow-twists can occur when removing the strip of filter material from the bale and represent a defect, since they have different properties after processing than the rest of the filter material. For example, when sprayed at the location of a tow twist, the filter material strip absorbs less plasticizer because of its reduced surface area.
- a method and a device for producing filter rods for smokable articles are known, for example, from US Pat DE 32 24 009 A1 known.
- the end of the expiring filter tow is connected to the beginning of a filter tow contained in a second bale.
- the connection point is stored and recorded on a detector means in good time before the end of the filter screen contained in the first bale.
- the outgoing end of the filter tow drawn off from the first bale lifts the connection point away from the detector means, which thereby generates a corresponding control signal.
- the control signal is used to adjust the conveyer and treatment equipment passed by the filter tow to the passage of the thicker joint for reducing the machine speed and / or used to eject the filter rod containing the joint.
- EP 1 754 418 A1 relates to a method and a device for supplying an additive to a filter material web, wherein a width measuring device is arranged immediately upstream of a device with spray nozzles. By means of the width measuring device, the width of the filter material is measured and regulated by a sliding cover plate, the amount of the applied additive.
- EP 1 649 764 A1 relates to a filter manufacturing method and a corresponding device for applying plasticizer to filter material, wherein a measuring device is provided for generating a signal which is at least in the conveying direction of the Filter material represents spatially resolved concentration of the plasticizer in the filter material.
- a measuring device is provided for generating a signal which is at least in the conveying direction of the Filter material represents spatially resolved concentration of the plasticizer in the filter material.
- Upstream of a feeder for feeding triacetin as well as a pair of rollers forming part of a stretching device, transducers, light sources and photoelectric detectors are arranged to separately measure density values of the web material in different areas to detect inhomogeneities and then the triacetin coating to control.
- EP 1 106 087 A2 relates to a method and apparatus for feeding a preferably liquid additive to a moving web of expanded filamentary filter material. Upstream of a nozzle for applying triacetin and a pair of rollers of a stretching device, the density of the web strip is measured by means of transducers with light sources and photoelectric detectors, and then the amount of triacetin fed is controlled.
- This object is achieved by a method for operating a filter-strand machine the tobacco-processing industry, wherein filter material in the form of a strip of filter material taken from a supply in the form of at least one bale, spread, stretched, promoted by an applicator and a format device of the filter rod machine is fed and from the filter material strip a filter strand is formed, which is further developed in that at least one sensor recognizes a defect after stretching the filter material strip and before the application device and generates at least one signal which serves to exclude at least the region of the filter strand having the defect from further processing.
- the arrangement of the sensor for detecting defects after stretching and spreading of the filter material strip and before the applicator has the advantage that it is much more accurate than previously possible to detect the area of the filter strand or to identify those filter rods that are to be ejected, because the area or the filter rods contains or contain a defect.
- the filter material strip has its greatest width after the spreading of the filter material strip. Defects are exposed on the spread filter material strip and are directly and immediately recognizable. Thus, a more direct and secure detection of a defect is possible as downstream after the passage of a format device to which a detection of defects under certain circumstances is only indirectly possible.
- the position of the sensor after stretching has the further advantage that the not exactly calculable length changes by the stretching of the filter material strip and the transport of the filter material strip from the filter material strip supply to the filter strand manufacturing machine has already taken place. Downstream of the stretching device, the speed of the material flow is very accurately known and subject no more significant fluctuations. This makes it possible to limit the area of the filter material strip or the filter rods produced therefrom to about 5 to 6 filter rods, namely about two filter rods in front of the affected area, the affected filter rod and two to three filter rods after the affected area.
- the defect is recognized as a waist of the strip of filter material caused by a joint in the strip of filter material at which the end of the strip of filter material of a first bale is connected to the beginning of the strip of filter material of a second bale or by a 180 ° turn of the strip of filter material about its longitudinal axis becomes (tow-twist). Both the tow-twist and the joint lead to a waist of the filter material strip.
- the connection point resists expansion with its stiff weld. Under a sidecut in the context of the invention, a taper or constriction understood.
- the defect is detected in an advantageous embodiment by means of an acoustic signal, which arises when the defect is guided on a drum with a metallic surface along. Since the defect is thickened and conveyed past the drum at high speed, it strikes the metal drum as a bell is struck by a clapper. The acoustic vibration of the drum is recorded by an acoustic pickup and detected in an evaluation device.
- the metal drum may be part of the last, that is downstream, drum pair of a stretching device, which is composed of two consecutive pairs of drums.
- the malposition is determined by means of an acceleration sensor.
- An acceleration sensor in one embodiment has a spring-assisted arm over which the strip of filter material is passed.
- the strip of filter material currently exerts an increased force on the lever arm and deflects it for a short time. The acceleration that occurs during the short-term deflection is registered by the acceleration sensor, so that the defect is detected.
- the defect by means of a optical transmission and / or Auflichtvons is determined, wherein the amount of the transmitted and / or the reflected light is detected along at least part of the width of the filter material strip. Since the filter material strip has the greatest width after stretching and before the application device, the defect, in the form of a connection point or a tow twist, emerges openly and can be reliably detected by optical means in a transmitted light and / or incident light method. Transmitted light or incident light methods are also referred to as transmission or reflection methods.
- both a connection point and a tow-twist is associated with a narrowing or waisting of the filter material strip, it is provided in a particularly simple development that at least one edge of the filter material strip is detected and in particular a region of the center of the filter material strip is detected.
- the change in the optical signal in the edge region of the strip of filter material signals a waisting of the strip of filter material and allows a conclusion about a defect.
- a waisting leads to an increase in the edge area in the transmitted light method and in the incident light method to a reduction in the registered amount of light.
- a tow-twist leads to a doubling of the material thickness in sections, so that a reduction in the transmitted amount of light occurs in the transmitted-light method, while stronger reflection occurs in the incident-light method.
- the weld ruptures upon expansion and the strip of filter material disintegrates into a plurality of narrow fiber bundles, the fibers of which are each separated by a fragment of the original weld held together. Since the subsequent stretching along the width of the filter material strip has a different effect, resulting over the width of the filter material strip compact and spaced by wide gaps spliced fiber bundles. The resulting gaps lead to an increase in the transmitted light in the transmitted light method and a decrease in the reflection in incident light. Due to the different stretching the fragments of the weld in the conveying direction are arranged staggered by up to several centimeters. This too can be detected by optical means.
- the filter material strip is scanned at regular intervals, in particular at intervals between 2 and 10 mm, in particular between 4 and 6 mm.
- the recognition accuracy increased by the use of at least two, in particular different, sensors, at the position according to the invention.
- the signal of the sensor is used to lower the conveying speed of the filter material strip.
- the object underlying the invention is also achieved by a filter rod machine of the tobacco processing industry with a Filtermaterialabgabestation from which a strip of filter material of at least one filter material supply can be delivered with a spreading device, a stretching device, an applicator and a strand forming device, by means of the Filter strip is produced, wherein at least one sensor is provided, which is designed to detect a defect of the filter material strip, wherein the sensor at the location or downstream of the stretching device and upstream of the applicator is arranged, wherein further comprises an evaluation device for evaluating a signal the sensor is provided for the presence of a defect of the filter material strip.
- the inventively designed filter rod machine has the advantage described above that defects such as tow-twists or joints at the point of maximum spread of the filter material strip open to light days and be reliably recognized and due to the well-defined course of promotion downstream of the stretching device, the Committee is kept low.
- the arrangement in front of the application device also contamination of the optical sensors by application material, such as plasticizers, is avoided.
- a, in particular in the evaluation integrated control means is provided by means of, in particular by means of a presettable and / or dependent on the conveying speed of the filter material strip timer or a shift register, an ejection of a defect detected defective filter strand sections or filter rods and / or a Lowering the conveying speed of the filter material strip is controllable.
- the senor comprises a drum with a metallic surface, over which the filter material strand is guided, wherein the drum is connected to an acoustic pickup.
- a defect especially a thickened joint, causes the metallic drum to vibrate when hitting the drum surface. The vibration is picked up by an acoustic pickup and recognized in an evaluation device.
- a sensor is preferably designed as an acceleration sensor, in particular as a lever, over which the filter material strip is guided.
- the senor comprises a photosensitive sensor aligned with a surface of the strip of filter material and spaced from the strip of filter material.
- the photosensitive sensor preferably detects at least part of the width of the filter material strip, in particular at least one edge and in particular a region of the center of the filter material strip.
- the distance between the sensor and the strip of filter material is preferably between 30 and 200 mm, in particular between 80 and 120 mm.
- the senor comprises a light-sensitive receiving element, which is aligned in particular at an angle of approximately 90 ° to the conveying direction of the filter material strip.
- the photosensitive receiving element results in a good spatial resolution, so that the nature of a defect, such as a tow-twist or a junction is detected.
- the use of glass optical fiber lines is provided as a sensor head, which forward the received light to a photosensitive receiving element.
- a glass optical fiber line is resistant to abrasion against the filter material strip, so that under certain circumstances it can also be guided over the optical waveguide line and thus undergoes self-cleaning.
- the photosensitive receiving element may be a CCD line by way of example.
- the optical recognition method is preferably a light source, in particular an optical fiber line, provided, which is arranged on the side opposite the sensor of the strip of filter material, or which is arranged on the same side of the strip of filter material as the sensor, wherein in particular a reflector on the side opposite the sensor side of the filter material strip is arranged.
- the first alternative mentioned is an arrangement for a transmitted light method
- the second alternative for an incident light method wherein elements of a transmission method (with double absorption) are recorded by the provision of a reflecting surface or a mirror on the opposite side.
- the reflective surface can serve as a light source by the reflection of ambient light.
- two or more sensors which in particular are based on different measuring principles and / or at least partially observe different regions of the filter material strip.
- the object underlying the invention is achieved by the use of at least one sensor for detecting defects of a filter material strip in the form of a junction of interconnected filter material strips of different bales or in the form of a 180 ° rotation of the filter material strip about its longitudinal axis in a filter rod machine of tobacco processing
- the sensor is located at or downstream of the stretching device and / or the expanding device and upstream of the applicator.
- Fig. 1 shows a schematic side view of an embodiment of a filter rod machine according to the invention, comprising a treatment device 1 and a processing device 2.
- the filter rod machine, a filter rod 24 is prepared for example for the production of filter rods 28 for cigarettes and other smokable articles.
- the illustrated device for producing filter rods 28 may, for example, be a model of the product line KDF marketed by the applicant.
- the device consists of two main assemblies, a processing device 1 for filter tow supplied in an endless filter material strip 4 and a processing device 2 for producing wrapped filter rods 28.
- the processing device 1 has a pair of rollers 3 for the continuous removal of an endless filter material strip 4 from a bale 6. After removal from the bale 6 of the filter tow 4 passes on its up to 20 m long path to the pair of rollers 3, on which it is guided over a guide roller 5 and through a channel system, not shown, two air nozzles 7 and 8, for spreading and loosening of the tissue serve the filter material strip 4.
- the filter material strip 4 is supplied with water vapor from a water vapor source 10a or dry hot air from a hot air source 10b.
- the humidity of the filter material strip 4 can regulate the humidity in the climate chamber 10 by the supply of water vapor can be controlled by means of one of a control or regulating device 43 according to arrow 10e or control line 10e controllable control valve 10c, while the supply of dry hot air can be controlled by means of a controllable by the control or regulating device 43 via the control line 10f control valve 10d.
- a pre-stretching roller pair 13 provided with a drive controllable by a control 14 is arranged to pre-stretch the filter material strip 4.
- the stretching of the filter material strip 4 to eliminate the so-called residual crimp in the strip of filter material is done by deflecting the strip of filter material 4 from its movement path through a dancer roller 15.
- the dancer roller 15 is acted upon via a controllable by the controller 14 actuator 16 with a defined force, so that the Tensile stress in the filter material strip 4 between the Vorreckwalzen 13 and the roller pair 3 assumes a desired predetermined value. As a result, the residual crimp in the strip of filter material 4 is pulled smoothly.
- the roller pair 3 is followed by two further roller pairs 9 and 11. All roller pairs 3, 9 and 11 are driven individually.
- the speed of the roller pair 9 substantially corresponds to the conveying speed in the processing device 2.
- the speed of the roller pair 3 is smaller than that of the roller pair 9, so that the Roll pairs 3 and 9 form a stretching device for the material strip 4.
- the speed of the roller pair 3 can be controlled by a control or regulating device 43 according to the control line 3a.
- an applicator 12 for applying a plasticizer, such as triacetin, on the guided between the roller pairs 9 and 11 guided filter material strip 4.
- a plasticizer such as triacetin
- the supply of the plasticizer to the applicator 12 by means of a metering pump 33 via a supply line 34 from a softener supply 36.
- the metering pump 33 can be controlled by the control or regulating device 43 via a control line 33a.
- the processed, sprayed with plasticizer strip of filter material 4 passes over the pair of rollers 11 of the processing unit 1 in an inlet hopper 17 of the housing 2a having a processing device 2, in which he summarized and on a deducted from a reel 18 and by means of a glue nozzle having Beleimvoriques 19 with Glue provided wrapper strip 21 is placed.
- the wrapping strip 21 and a filter material strand 4a formed by combining the filter material 4 reach a format strip 22 which guides both components through a format 23 which wraps the wrapping strip 21 around the filter material bar 4a and forms an endless filter strand 24.
- the speed of the format tape 22 is controlled by a main controller 25 via a control line 25a and to the also of the main controller 25 by controlling the drives of the roller pairs 9 and 11 according to the Control lines 25b and 25c certain conveying speed of the stretched filter Tert 4 tuned.
- the filter strand 24 passes through cooling webs 26, in which the hot glue seam is cooled. Subsequently, filter rods 28 are cut off continuously from the filter strand 24 by means of a knife apparatus 27, which are transferred by an accelerator 29 into a discharge drum 31, in which they are conveyed in the transverse-axial conveying direction. From the Ablegertrommel 31 enter the filter rods 28 to a Ablegerband 32, from which they are fed to a further processing or intermediate storage or excluded from further processing by an ejector, not shown.
- an optional first and second measuring device 37, 38 are arranged, which can separately detect the proportions of the components of the strand 24, namely dry filter tow, plasticizer and water.
- the second measuring device 38 comprises a microwave measuring system with a measuring head with a microwave source and a microwave detector, which detects the microwaves emanating from the microwave source and penetrates the filter strand 24 to generate and deliver two measured values 38a and 38b to the evaluating device 42. These measurements allow, for example, a statement about the water content and the common proportion of the chemically similar components plasticizer and filter tow in the filter strand 24.
- a suitable measuring method and a corresponding device are, for example, from EP 0 791 823 A2 to be taken from the applicant.
- the measuring frequency of the optional measuring device 37 may be in the range of radio or microwaves or in the optical or in the infrared Area lie.
- the first measuring device 37 comprises an optical measuring head with an infrared radiation source and an infrared detector, which detects the emanating from the infrared radiation source, the filter strand 24 penetrating infrared waves.
- the intensity of the infra-red light penetrating the filter strand 24 is not influenced by a proportion of plasticizer in the filter strand 24, so that the infrared detector emits an evaluation signal to the evaluation device 42 via an amplifier which corresponds only to the proportion of the dry filter tow material in the filter strand 24.
- a connection point 45 which can be detected by connecting the end of the filter strand 4 from the bale 6 with the beginning of the filter strand 4 ', which is made from the bale 6'.
- a measuring head can be used which operates with microwaves. This may be a cavity resonator, which is acted upon by only one frequency act.
- a nuclear magnetic resonance measurement can be provided, in which the magnetic moments of the atomic nuclei of the substance to be measured are aligned by an external magnetic field and then excited by radio waves in an energetically higher state in which they are substantially parallel to the external magnetic field are oriented.
- a possible embodiment of such a measuring device for example, the DE 33 12 841 A1 taken from the applicant.
- a bale 6 ' In order to enable an efficient and filter material-friendly transition from a bale 6 to a bale 6 'is, in particular according to Fig. 1 , proceed as follows. First, the end of the filter material strand 4 of the bale 6, for example, in a Connecting device 48 connected to the filter material strip 4 'of the bale 6', so that there is a connection point 45, for example, twice as much filter material as the filter material strips 4 and 4 '. A connection can be made, for example, with an adhesive.
- the bale 6 is reduced or shrinks this existing in the bale 6 material more and more.
- an optical sensor 46 which may be a camera, for example, is detected in the detection direction 47, when the last layer of filter material strip 4 is reached in the bale 6 or when the last layer of the filter material strip 4, the area was deducted in the detection 47th of the optical sensor 46 is located.
- a signal is supplied to the main controller 25 via a signal line 46a, for example.
- the speed of the filter rod machine is reduced immediately or with a predetermined time delay, which is particularly dependent on the speed of removal of the filter material strip 4.
- a corresponding signal may also be supplied to the main control 25 from a third sensor 48 ', which represents the removal of the connection point 45 from this sensor.
- the joint 45 then passes through the filter rod machine and in particular the processing device 1 and the processing device 2 and is in the format 23 of a Envelope material strips 21 wrapped and formed into a filter strand 24.
- the measuring device 37 can then be designed as above in order to detect the moment in which the filter strand has the connection point 45. This signal can then be used to exclude this area of the filter strand from further processing and / or to increase the speed of the filter rod machine again to a higher predefinable value. It may also be useful to exclude the portion of the filter string from further processing made during the slower operation of the filter rod machine.
- the filter material strip 4 is maximally widened and imperfections, for example, connection points or tow-twists, are optimally revealed and can be easily and reliably recognized, for example, by optical means.
- the sensor 39 sends upon detection of a defect via a signal line 39a a signal to the evaluation device and control or regulating device 42, 43 and / or via a signal line 39b to the main controller 25.
- the signal 39a or 39b emitted by the sensor 39 is due to the process Automation functions used, for example, to reduce the speed of production and ejection of flawed filters.
- this has the advantage that a direct detection of a defect is much easier and safer possible than after strand formation at the location of the sensor 37, where only an indirect measurement is possible.
- the remaining variation of the transit time between the sensor 39 and the Ablegertrommel 31 and the Ablegerband 32 reduced by a multiple, so that the Committee is significantly lower.
- incident light and transmitted light sensors can be used, which can be integrated into production machines without structural changes, except for a holder to be inserted.
- there is sufficient space in many filter rod machines so that existing filter rod machines can be retrofitted with sensors 39 at the corresponding point.
- a section of a filter material strip 4 with connection point after the widening of the strip of filter material is shown schematically.
- the connection point is a weld in which the ends of two successive filter material strips of two different bales 6, 6 'are superimposed and welded together.
- the weld remains intact during the conveyance of the strip of filter material 4 until its spreading and stretching.
- the seam bursts into small fragments 51 - 51 VII .
- the fragments 51 - 51 VII appear in Fig. 2 as dark densified areas where the individual bundles 50-50 VII are tapered.
- Fig. 2 is also shown that the individual fragments 51 - 51 VII are pulled apart due to the uneven stretching in the conveying direction 52 and compared to the original connection point by up to several centimeters or run behind.
- the bundle 50 IV has in the region of the illustrated section of the filter material strip 4 at all no connection point. This runs even further before or after. From this it is clear that the detection of defects downstream of the filter strand production is also problematic because the original joint is not located at a point in the filter strand after spreading and stretching the strip of filter material, but the fragments of the seam can extend over several centimeters. That at the location of the sensor 37 in Fig. 1 occurring signal can be weak in such cases and ensure no reliable detection of a junction.
- FIG Fig. 3 A typical tow-twist 55 is shown schematically in FIG Fig. 3 shown.
- the filter material strip 4 has an axis of symmetry or longitudinal axis 56, which is shown in phantom. Symmetrically, the lower edge 53 and the upper edge 54 of the filter material strip 4 are shown. In the area of the tow-twist, a waist 55 of the filter material strip 4 results due to the fact that the filter material strip 4 turns over its longitudinal axis 56 by 180 °.
- the upper edge 54 of the strip of filter material 4 thereby extends to the viewer on the upper side of the strip of filter material, moves over the longitudinal axis 56 (line 54 ') and becomes the lower edge 53 "of the strip of filter material Contemplation level below the upper edge 54 'as a dashed line 53' over the longitudinal axis 56 and the upper edge 54 ".
- a sensor 39 ' which covers the area of the filter material strip 4 from the center, ie the longitudinal axis 56, to above the upper edge 54. He is therefore able to detect a constriction 55 due to a tow-twist or a connection point.
- a sensor 39 which spans the entire width of the strip of filter material 4 and thus is capable of monitoring both edges 53, 54 of the strip of filter material 4 and the center of the strip of filter material 4. From each the two sensors 39 ', 39 "individually or the combination of both sensors can detect the occurrence and nature of a defect, such as a constriction 55 due to a tow twist, or a defect due to a connection point.
- a tow-twist can be made at the location of the sensor 37 Fig. 1 can not be detected because the density of the already formed filter material strand does not change when a tow twist occurs.
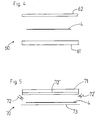
- Fig. 4 schematically shows a cross section through an inventive optical sensor arrangement 60 for a transmitted light method.
- This has an optical sensor strip 61 and a strip-shaped light source 62, which are arranged on opposite sides of a strip of filter material 4.
- the light source 62 emits in the direction of the sensor bar 61 visible or infrared light, which penetrates the filter material strip on the way to the sensor bar 61.
- the transmitted amount of light increases because of the waisting of the strip of filter material 4 at the edges, while in the middle of the filter material strip 4 by the double laying of the strip on the tow-twist, the transmitted amount of light is reduced.
- a spliced junction according to Fig. 2 takes because of the gaps between the fiber bundles the transmitted amount of light in the center too.
- a cross section through a reflection sensor arrangement 70 is shown schematically, in which an optical sensor strip with a light strip 72 "is arranged on one side of a filter material strip 4.
- the light strip 72" can be integrated into the optical sensor strip 71 or in the conveying direction of the filter material strip 4 be arranged upstream or downstream.
- laterally auxiliary light sources 72, 72 ' can be arranged, which illuminate the surface of the filter material strip.
- the optical sensor strip 71 absorbs the amount of light reflected by the filter material strip 4.
- a mirror surface or reflective surface 73 may be arranged on the side of the filter material strip 4 opposite the optical sensor strip 71.
- the arrangement of the mirror surface serves to enhance the merits of the transmission process and the reflection process, i. of the transmitted light method and the incident light method, to connect with each other.
- Fig. 6 shows a schematic side view of an acoustic sensor assembly according to the invention, wherein the filter material strip 4 is guided with a connection point 51 in the conveying direction shown with an arrow between the metallic surface of a drum 80 and a counter drum 81 therethrough.
- the thickened Point 51 when passing, excites the drum 80 to an acoustic vibration, which is picked up by an acoustic sensor 82.
- This sensor arrangement 80, 82 is particularly suitable for the thickened joints.
- the drums 80, 81, the downstream arranged drum pair 9 of a stretching device 3, 11 from Fig. 1 be.
- FIG. 7 schematically illustrated sensor assembly includes an acceleration sensor 90 having a guide surface 91 for the filter material strip 4 and a pivot arm 92 which is deflected under the force exerted by the filter material strip 4 force.
- an acceleration sensor 90 having a guide surface 91 for the filter material strip 4 and a pivot arm 92 which is deflected under the force exerted by the filter material strip 4 force.
- a joint 51 is conveyed past the acceleration sensor 90, due to its greater density, it exerts an increased force over the guide surface 91, so that the rotation arm 92 is deflected.
- the acceleration occurring during the deflection is measured by the acceleration sensor 90.
- This sensor arrangement is particularly suitable for the detection of joints, less for tow-twists. In the 6 and 7 Sensor arrangements shown can thus serve, inter alia, in conjunction with an optical sensor for the discrimination of tow-twists and joints.
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Claims (14)
- Procédé pour faire fonctionner une machine à boudins de filtre (1, 2) de l'industrie de transformation du tabac, dans lequel une matière de filtre présentée sous la forme d'une bande de matière de filtre (4, 4') est prise sur une réserve formée d'au moins une balle (6, 6'), étalée, étirée, transportée à travers un dispositif d'application (12) et acheminée à un dispositif de formatage (23) de la machine à boudins de filtre (1, 2), et un boudin de filtre (24) est formé à partir de la bande de matière de filtre (4, 4'), caractérisé en ce qu'au moins un détecteur (39 ; 39' ; 60, 70, 80, 90) placé en aval de l'étirage de la bande de matière de filtre (4, 4') et en amont du dispositif d'application (12), détecte une zone de défaut (45, 51-51VII ; 55) et produit au moins un signal (39a, 39b) qui sert à faire en sorte qu'au moins la région du boudin de filtre (24) qui présente la zone de défaut (45, 51-51 VII ; 55) soit exclue de la suite du traitement.
- Procédé selon la revendication 1, caractérisé en ce que la zone de défaut (45, 51-51VII ; 55) est identifiée sous la forme d'une discontinuité de la bande de matière de filtre (4, 4') qui est provoquée par une zone de raccord (45, 51-51VII) dans la bande de matière de filtre (4, 4') au niveau de laquelle l'extrémité de la bande de matière de filtre (4, 4') d'une première balle (6) est raccordée au début de la bande de matière de filtre (4, 4') d'une deuxième balle (6'), ou en ce qu'elle est provoquée par un retournement à 180° (55) de la bande de matière de filtre (4, 4') autour de son axe longitudinal (56).
- Procédé selon la revendication 1 ou 2, caractérisé en ce que la zone de défaut (45, 51-51VII ; 55) est identifiée au moyen d'un signal sonore qui est émis lorsque la zone de défaut (45, 51-51VII ; 55) est transportée sur un tambour (80) possédant une surface métallique.
- Procédé selon l'une des revendications 1 à 3, caractérisé en ce que la zone de défaut (45, 51-51VII ; 55) est déterminée au moyen d'un détecteur d'accélération (90).
- Procédé selon l'une des revendications 1 à 4, caractérisé en ce que la zone de défaut (45, 51-51VII ; 55) est déterminée au moyen d'un procédé optique à lumière transmise et/ou à lumière incidente, la quantité de lumière transmise et/ou de lumière réfléchie étant analysée sur au moins une partie de la largeur de la bande de matière de filtre (4, 4').
- Procédé selon la revendication 5, caractérisé en ce qu'au moins un bord et en particulier une région du milieu de la bande de matière de filtre (4, 4') est détecté(e).
- Procédé selon l'une des revendications 1 à 6, caractérisé en ce que le signal (39a, 39b) sert à réduire la vitesse de transport de la bande de matière de filtre (4, 4').
- Machine à boudins de filtre (1, 2) de l'industrie de transformation du tabac comprenant une station de délivrance de matière de filtre d'où une bande de matière de filtre (4, 4') peut être délivrée à partir d'au moins une réserve de matière de filtre (6, 6') et un dispositif d'étalement (7, 8), un dispositif d'étirage (3, 9), un dispositif d'application (12) et un dispositif de formation de boudin (23), au moyen desquels un boudin de filtre (24) peut être fabriqué à partir de la bande de matière de filtre (4, 4'), machine dans laquelle est prévu au moins un détecteur (39, 39' ; 60, 70, 80, 90) qui est conçu pour détecter une zone de défaut (45, 51-51VII; 55) de la bande de matière de filtre (4, 4'), le détecteur (39, 39'; 60, 70, 80, 90) étant disposé dans la zone ou en aval du dispositif d'étirage (3, 9) et en aval du dispositif d'application (12), caractérisée en ce qu'il est prévu un dispositif d'évaluation (25 ; 42, 43) destiné à évaluer un signal du détecteur (39, 39' ; 60, 70, 80, 90) relatif à la présence d'une zone de défaut (45, 51-51VII; 55) de la bande de matière de filtre (4, 4').
- Machine à boudins de filtre (1, 2) selon la revendication 8, caractérisée en ce qu'il est prévu un dispositif de commande (25) qui est en particulier intégré au dispositif d'évaluation (25 ; 42, 43) et au moyen duquel, en particulier au moyen d'un élément de temporisation ou d'un registre à décalage qui peut être préalablement réglé et/ou qui est fonction de la vitesse de transport de la bande de matière de filtre (4, 4'), une éjection de segments du boudin de filtre ou de bâtonnets filtres (28) qui sont affectés par une zone de défaut (45, 51-51VII ; 55) et/ou une réduction de la vitesse de transport de la bande de matière de filtre (4, 4') peuvent être commandées.
- Machine à boudins de filtre (1, 2) selon la revendication 8 ou 9, caractérisée en ce que le détecteur (39, 39' ; 60, 70, 80, 90) comprend un tambour (80) possédant une surface métallique sur laquelle la bande de matière de filtre (4, 4') est guidée, le tambour (80) étant relié à une tête de lecture sonore (82).
- Machine à boudins de filtre (1, 2) selon l'une des revendications 8 à 10, caractérisée en ce que le détecteur (39, 39' ; 60, 70, 80, 90) est constitué par un détecteur d'accélération (90), en particulier par un levier (91, 92) sur lequel la bande de matière de filtre (4, 4') est guidée.
- Machine à boudins de filtre (1, 2) selon l'une des revendications 8 à 11, caractérisée en ce que le détecteur (39, 39' ; 60, 70, 80, 90) comprend un détecteur photosensible (61, 71) qui est orienté vers une surface de la bande de matière de filtre (4, 4') et qui est disposé à distance de la bande de matière de filtre (4, 4').
- Machine à boudins de filtre (1, 2) selon la revendication 12, caractérisée en ce que le détecteur (61, 71) comprend un élément récepteur photosensible qui est orienté en particulier selon un angle d'environ 90° par rapport à la direction de transport de la bande de matière de filtre (4, 4').
- Machine à boudins de filtre (1, 2) selon la revendication 12 ou 13, caractérisée en ce qu'il est prévu une source lumineuse (62), en particulier une ligne de guides de lumière, qui est disposée sur le côté de la bande de matière de filtre (4, 4') qui est à l'opposé du détecteur (61), ou qu'il est prévu une source lumineuse (72, 72', 72"), en particulier une ligne de guides de lumière (72), qui est disposée sur le même côté de la bande de matière de filtre (4, 4') que le détecteur (37), un réflecteur (73) étant en particulier disposé sur le côté de la bande de matière de filtre (4, 4') qui est à l'opposé du détecteur (37).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL10158607T PL2238847T3 (pl) | 2009-04-08 | 2010-03-31 | Sposób eksploatacji maszyny do produkcji pasma filtra i maszyna do produkcji pasma filtra |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009016500.2A DE102009016500B4 (de) | 2009-04-08 | 2009-04-08 | Verfahren zum Betrieb einer Filterstrangmaschine und Filterstrangmaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2238847A1 EP2238847A1 (fr) | 2010-10-13 |
| EP2238847B1 true EP2238847B1 (fr) | 2013-03-27 |
Family
ID=42288919
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10158607A Active EP2238847B1 (fr) | 2009-04-08 | 2010-03-31 | Procédé destiné au fonctionnement d'une machine de fabrication de tiges de filtres et machine de fabrication de tiges de filtres |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2238847B1 (fr) |
| JP (1) | JP5647810B2 (fr) |
| CN (1) | CN101856148B (fr) |
| DE (1) | DE102009016500B4 (fr) |
| PL (1) | PL2238847T3 (fr) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009004457A1 (de) * | 2009-01-13 | 2010-07-22 | Tews Elektronik Gmbh & Co. Kg | Verfahren und Vorrichtung zur Messung von Masse und Dichte und/oder zur Messung der Feuchte von portionierten Einheiten |
| CN102058161A (zh) * | 2010-12-06 | 2011-05-18 | 云南玉溪卷烟厂滤嘴棒分厂 | 成型纸与丝束滤棒无缝粘接的嘴棒生产工艺 |
| DE102011006414C5 (de) * | 2011-03-30 | 2021-02-18 | Hauni Maschinenbau Gmbh | Verfahren und Vorrichtung zur Ermittlung von Gewichtsanteilen in einem Filtermaterial |
| CN103750557B (zh) * | 2011-12-31 | 2015-03-25 | 贵州中烟工业有限责任公司 | 滤棒吸阻的调校方法 |
| DE102012106180A1 (de) * | 2012-07-10 | 2014-01-16 | Hauni Maschinenbau Ag | Verfahren zum Steuern einer Maschinenkombination und/oder einer Maschine zur Verarbeitung von stabförmigen Artikeln der Tabak verarbeitenden Industrie sowie eine Maschinenvorrichtung dafür |
| CN103625979B (zh) * | 2013-12-06 | 2015-12-30 | 湖南中烟工业有限责任公司 | 丝束和滤纸分切折叠混合的卷烟滤棒成型装置 |
| DE102014221146A1 (de) * | 2014-10-17 | 2016-04-21 | Hauni Maschinenbau Ag | Überführungsvorrichtung einer Filterstrangmaschine und Verfahren zum Betrieb einer Filterstrangmaschine der Tabak verarbeitenden Industrie |
| CN105495684A (zh) * | 2016-01-04 | 2016-04-20 | 江苏大亚滤嘴材料有限公司 | 烟用过滤嘴废棒检测装置及其控制方法 |
| KR102123302B1 (ko) * | 2018-06-01 | 2020-06-16 | 태영산업 주식회사 | 듀얼담배필터 제조장치 |
| CN109567270B (zh) * | 2019-01-21 | 2021-05-18 | 河南中烟工业有限责任公司 | 一种丝束拉力调整方法 |
| CN113907416A (zh) * | 2021-11-11 | 2022-01-11 | 南通烟滤嘴有限责任公司 | 一种多轴多芯滤棒的制备装置 |
| WO2023100222A1 (fr) * | 2021-11-30 | 2023-06-08 | 日本たばこ産業株式会社 | Dispositif d'inspection de joint et procédé d'inspection de joint pour filtre de cigarette |
| CN114747800A (zh) * | 2022-02-28 | 2022-07-15 | 浙江中烟工业有限责任公司 | 醋酸纤维丝束拼接段检测方法及装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3967994A (en) * | 1974-10-09 | 1976-07-06 | Langberg Associates, Inc. | Method of inspection for splices used for joining webs in a manufacturing process |
| US4328994A (en) * | 1980-05-01 | 1982-05-11 | Lee Norse Company | Mining apparatus and method |
| DE3224009A1 (de) | 1981-07-15 | 1983-02-03 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Verfahren und vorrichtung zum herstellen von filterstaeben fuer rauchbare artikel |
| DE3312841A1 (de) | 1982-04-30 | 1983-11-03 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Verfahren und vorrichtung zum herstellen von stabfoermigen artikeln der tabakverarbeitenden industrie |
| JPS5982077A (ja) * | 1982-10-29 | 1984-05-11 | 三菱アセテート株式会社 | フイルタ−プラグの製造方法 |
| IT1272020B (it) * | 1992-03-26 | 1997-06-10 | Koerber Ag | Procedimento e macchina per trattare materiale per un cordone di filtro. |
| DE4345569B4 (de) * | 1993-11-24 | 2006-06-08 | Hauni Maschinenbau Ag | Anordnung zum Aufbereiten eines Streifens aus Filtermaterial |
| DE19705260B4 (de) | 1996-02-20 | 2008-12-24 | Hauni Maschinenbau Ag | Anordnung zum Erfassen mindestens einer dielektrischen Eigenschaft eines Stoffes |
| DE19959034B4 (de) | 1999-12-08 | 2008-01-17 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Zuführen eines vorzugsweise flüssigen Zusatzstoffes auf eine bewegte Bahn |
| DE10152162A1 (de) | 2001-10-25 | 2003-05-08 | Hauni Maschinenbau Ag | Vorrichtung zum Transport von band- oder streifenförmigem Material |
| DE102004051926A1 (de) | 2004-10-25 | 2006-04-27 | Hauni Maschinenbau Ag | Filterherstellungsverfahren sowie -vorrichtung |
| DE102005038728B3 (de) | 2005-08-15 | 2007-03-29 | Hauni Maschinenbau Ag | Verfahren und Einrichtung zur Zufuhr eines Zusatzstoffes auf eine Filtermaterialbahn |
| DE102005051340B4 (de) * | 2005-10-25 | 2007-10-04 | Hauni Maschinenbau Ag | Verbindung von Filtermaterialstreifen |
| DE102005062091A1 (de) | 2005-12-22 | 2007-07-05 | Hauni Maschinenbau Ag | Verfahren zum Betrieb einer Filterstrangmaschine und Filterstrangmaschine |
| DE102007005601A1 (de) | 2006-05-22 | 2007-11-29 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Spinnereivorbereitungsmaschine, insbesondere Karde, Krempel o. dgl., zur Erfassung von Kardierprozessgrößen |
| DE102007011984A1 (de) | 2007-03-09 | 2008-09-11 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Karde oder Krempel zum Schleifen einer Faserverarbeitungsgarnitur, die auf einer rotierenden Trommel oder einem Deckel angeordnet ist |
-
2009
- 2009-04-08 DE DE102009016500.2A patent/DE102009016500B4/de active Active
-
2010
- 2010-03-31 PL PL10158607T patent/PL2238847T3/pl unknown
- 2010-03-31 EP EP10158607A patent/EP2238847B1/fr active Active
- 2010-04-05 JP JP2010086634A patent/JP5647810B2/ja not_active Expired - Fee Related
- 2010-04-08 CN CN201010165213.1A patent/CN101856148B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102009016500A1 (de) | 2010-10-21 |
| CN101856148B (zh) | 2015-09-09 |
| JP5647810B2 (ja) | 2015-01-07 |
| PL2238847T3 (pl) | 2013-08-30 |
| JP2010239965A (ja) | 2010-10-28 |
| DE102009016500B4 (de) | 2024-02-08 |
| EP2238847A1 (fr) | 2010-10-13 |
| CN101856148A (zh) | 2010-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2238847B1 (fr) | Procédé destiné au fonctionnement d'une machine de fabrication de tiges de filtres et machine de fabrication de tiges de filtres | |
| EP1397961B1 (fr) | Procédé et installation pour la mesure de la longueur et du diamètre de tiges de filtre | |
| DE102005062091A1 (de) | Verfahren zum Betrieb einer Filterstrangmaschine und Filterstrangmaschine | |
| DE3801115C2 (de) | Verfahren und Vorrichtung zum Bestimmen der Dichte eines Faserstrangs der tabakverarbeitenden Industrie | |
| EP1702524A1 (fr) | Détection des inhomogénéités dans une tige de filtre | |
| DE3624236A1 (de) | Verfahren und vorrichtung zum pruefen der dichte eines umhuellten tabakstrangs | |
| EP1480532B1 (fr) | Dispositif de mesure et de reglage simultanes en continu de la quantite d'acetate et de triacetine dans des bouts filtres dans la fabrication des cigarettes | |
| DE2734643C2 (fr) | ||
| EP2769632B2 (fr) | Procédé de mesure et dispositif de mesure pour l'enregistrement de la position d'un objet dans une tige de filtre transportée en direction axiale longitudinale et machine de l'industrie de traitement du tabac | |
| EP2690977A1 (fr) | Procédé et dispositif pour mesurer une propriété physique interne d'un article en forme de barre de l'industrie du tabac, qui est transporté en direction de l'axe longitudinal | |
| EP2238845A1 (fr) | Procédé de contrôle optique d'une bande de papier d'enveloppement de l'industrie de traitement du tabac | |
| DE2815025C2 (de) | Verfahren und Anordnung zum Bilden eines Filterstranges | |
| EP1325683B1 (fr) | Procédé et dispositif pour la production d'un courant de fibres dans l'industrie du tabac | |
| EP1849370B1 (fr) | Surveillance de la position d'une bande de papier de recouvrement | |
| DE2208944A1 (de) | Verfahren und vorrichtung zum erfassen der dichte eines zigarettenstranges oder dergleichen stranges aus tabak oder filtermaterial | |
| DE3725365A1 (de) | Verfahren und vorrichtung zum herstellen eines zigarettenstrangs | |
| EP1649764B1 (fr) | Procédé et dispositif pour la production de filtres | |
| EP2397042A1 (fr) | Dispositif et procédé de fabrication d'articles en forme de tige de l'industrie du tabac | |
| EP2868214A1 (fr) | Dispositif de fabrication d'une tige de filtre et machine de l'industrie de traitement du tabac | |
| EP2745719A1 (fr) | Dispositif de mesure et procédé de mesures pour un segment de tige de filtre de l'industrie de traitement du tabac, machine de fabrication de tiges de filtre, machine et installation de fabrication d'un produit de filtre multi-segments | |
| DE3738983C2 (de) | Verfahren und Vorrichtung zur Herstellung eines Faserstrangs der tabakverarbeitenden Industrie | |
| EP1424016B1 (fr) | Bande transporteuse pour le transport d'une tige de produit de l'industrie du tabac | |
| DE10117081A1 (de) | Vorrichtung und Verfahren zur Erzeugung einer Aussage über die Eigenschaft(en) eines Faserstranges | |
| EP1332682A1 (fr) | Méthode et dispositif pour la mesure du diamètre d'une tige de cigarette ou d'un article en forme de tige de l'industrie du tabac | |
| DE3806320A1 (de) | Verfahren und vorrichtung zum ueberwachen der geometrischen abmessungen von strang- oder stabfoermigen erzeugnissen der tabakverarbeitenden industrie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA ME RS |
|
| 17P | Request for examination filed |
Effective date: 20110317 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SACHER, DIRK |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 602802 Country of ref document: AT Kind code of ref document: T Effective date: 20130415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010002687 Country of ref document: DE Effective date: 20130523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130627 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130627 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130628 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20130331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130727 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130729 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: G.D SOCIETA PER AZIONI Effective date: 20131223 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502010002687 Country of ref document: DE Effective date: 20131223 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130527 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100331 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R100 Ref document number: 502010002687 Country of ref document: DE |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20151103 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 602802 Country of ref document: AT Kind code of ref document: T Effective date: 20150331 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502010002687 Country of ref document: DE Owner name: HAUNI MASCHINENBAU GMBH, DE Free format text: FORMER OWNER: HAUNI MASCHINENBAU AG, 21033 HAMBURG, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: HAUNI MASCHINENBAU GMBH; DE Free format text: DETAILS ASSIGNMENT: VERANDERING VAN EIGENAAR(S), VERANDERING VAN DE JURIDISCHE ENTITEIT; FORMER OWNER NAME: HAUNI MASCHINENBAU AG Effective date: 20160809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20181102 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502010002687 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201001 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: HC Owner name: KOERBER TECHNOLOGIES GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: HAUNI MASCHINENBAU GMBH Effective date: 20221025 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230608 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240320 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240227 Year of fee payment: 15 Ref country code: IT Payment date: 20240327 Year of fee payment: 15 |