EP2238847B1 - Method for operating a filter rod machine and filter rod machine - Google Patents
Method for operating a filter rod machine and filter rod machine Download PDFInfo
- Publication number
- EP2238847B1 EP2238847B1 EP10158607A EP10158607A EP2238847B1 EP 2238847 B1 EP2238847 B1 EP 2238847B1 EP 10158607 A EP10158607 A EP 10158607A EP 10158607 A EP10158607 A EP 10158607A EP 2238847 B1 EP2238847 B1 EP 2238847B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filter material
- material strip
- filter
- sensor
- strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 36
- 239000000463 material Substances 0.000 claims description 202
- 230000007547 defect Effects 0.000 claims description 46
- 230000003287 optical effect Effects 0.000 claims description 28
- 238000012545 processing Methods 0.000 claims description 28
- 230000001133 acceleration Effects 0.000 claims description 12
- 238000011156 evaluation Methods 0.000 claims description 10
- 238000011144 upstream manufacturing Methods 0.000 claims description 10
- 238000003892 spreading Methods 0.000 claims description 9
- 230000007480 spreading Effects 0.000 claims description 9
- 241000208125 Nicotiana Species 0.000 claims description 7
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims description 7
- 230000008859 change Effects 0.000 claims description 3
- 230000001419 dependent effect Effects 0.000 claims description 3
- 230000009467 reduction Effects 0.000 claims description 3
- 238000001514 detection method Methods 0.000 description 12
- 239000004014 plasticizer Substances 0.000 description 12
- URAYPUMNDPQOKB-UHFFFAOYSA-N triacetin Chemical compound CC(=O)OCC(OC(C)=O)COC(C)=O URAYPUMNDPQOKB-UHFFFAOYSA-N 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 10
- 239000012634 fragment Substances 0.000 description 7
- 230000001105 regulatory effect Effects 0.000 description 7
- 239000000835 fiber Substances 0.000 description 6
- 235000013773 glyceryl triacetate Nutrition 0.000 description 6
- 239000001087 glyceryl triacetate Substances 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 229960002622 triacetin Drugs 0.000 description 6
- 230000005540 biological transmission Effects 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 239000000654 additive Substances 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- 230000001276 controlling effect Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 239000013307 optical fiber Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 230000008719 thickening Effects 0.000 description 2
- 239000004831 Hot glue Substances 0.000 description 1
- 238000005481 NMR spectroscopy Methods 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 229920006221 acetate fiber Polymers 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 235000019504 cigarettes Nutrition 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012432 intermediate storage Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000004801 process automation Methods 0.000 description 1
- 238000001028 reflection method Methods 0.000 description 1
- 239000007779 soft material Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images




Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0295—Process control means
Definitions
- the invention relates to a method for operating a filter rod machine of the tobacco processing industry, wherein filter material in the form of a strip of filter material taken from a supply in the form of at least one bale, spread, stretched, conveyed by an applicator and a formatting device of the filter rod machine is fed and from the filter material strip Filter strand is formed.
- the invention further relates to a filter rod machine of the tobacco-processing industry with a filter material dispensing station, from which a filter material strip of at least one filter material supply can be dispensed, with a stretching device and / or a spreading device, an applicator and a strand forming device by means of the filter material strip a filter strand can be produced, wherein at least one sensor is provided which is configured to detect a defect of the filter material strip.
- connection points between successive filter material strips also called “toows” and so-called “tow-twists” come into question as defects.
- a common method for producing joints between filter material strips is the overlapping of the ends of the filter material strips and the welding by means of heat, in which the fibers, for. As acetate fibers, merge. The weld forms a hardening in the otherwise soft material flow.
- Tow-Twists are locations of the filter material strip, where it is turned over its longitudinal axis by 180 °. Tow-twists can occur when removing the strip of filter material from the bale and represent a defect, since they have different properties after processing than the rest of the filter material. For example, when sprayed at the location of a tow twist, the filter material strip absorbs less plasticizer because of its reduced surface area.
- a method and a device for producing filter rods for smokable articles are known, for example, from US Pat DE 32 24 009 A1 known.
- the end of the expiring filter tow is connected to the beginning of a filter tow contained in a second bale.
- the connection point is stored and recorded on a detector means in good time before the end of the filter screen contained in the first bale.
- the outgoing end of the filter tow drawn off from the first bale lifts the connection point away from the detector means, which thereby generates a corresponding control signal.
- the control signal is used to adjust the conveyer and treatment equipment passed by the filter tow to the passage of the thicker joint for reducing the machine speed and / or used to eject the filter rod containing the joint.
- EP 1 754 418 A1 relates to a method and a device for supplying an additive to a filter material web, wherein a width measuring device is arranged immediately upstream of a device with spray nozzles. By means of the width measuring device, the width of the filter material is measured and regulated by a sliding cover plate, the amount of the applied additive.
- EP 1 649 764 A1 relates to a filter manufacturing method and a corresponding device for applying plasticizer to filter material, wherein a measuring device is provided for generating a signal which is at least in the conveying direction of the Filter material represents spatially resolved concentration of the plasticizer in the filter material.
- a measuring device is provided for generating a signal which is at least in the conveying direction of the Filter material represents spatially resolved concentration of the plasticizer in the filter material.
- Upstream of a feeder for feeding triacetin as well as a pair of rollers forming part of a stretching device, transducers, light sources and photoelectric detectors are arranged to separately measure density values of the web material in different areas to detect inhomogeneities and then the triacetin coating to control.
- EP 1 106 087 A2 relates to a method and apparatus for feeding a preferably liquid additive to a moving web of expanded filamentary filter material. Upstream of a nozzle for applying triacetin and a pair of rollers of a stretching device, the density of the web strip is measured by means of transducers with light sources and photoelectric detectors, and then the amount of triacetin fed is controlled.
- This object is achieved by a method for operating a filter-strand machine the tobacco-processing industry, wherein filter material in the form of a strip of filter material taken from a supply in the form of at least one bale, spread, stretched, promoted by an applicator and a format device of the filter rod machine is fed and from the filter material strip a filter strand is formed, which is further developed in that at least one sensor recognizes a defect after stretching the filter material strip and before the application device and generates at least one signal which serves to exclude at least the region of the filter strand having the defect from further processing.
- the arrangement of the sensor for detecting defects after stretching and spreading of the filter material strip and before the applicator has the advantage that it is much more accurate than previously possible to detect the area of the filter strand or to identify those filter rods that are to be ejected, because the area or the filter rods contains or contain a defect.
- the filter material strip has its greatest width after the spreading of the filter material strip. Defects are exposed on the spread filter material strip and are directly and immediately recognizable. Thus, a more direct and secure detection of a defect is possible as downstream after the passage of a format device to which a detection of defects under certain circumstances is only indirectly possible.
- the position of the sensor after stretching has the further advantage that the not exactly calculable length changes by the stretching of the filter material strip and the transport of the filter material strip from the filter material strip supply to the filter strand manufacturing machine has already taken place. Downstream of the stretching device, the speed of the material flow is very accurately known and subject no more significant fluctuations. This makes it possible to limit the area of the filter material strip or the filter rods produced therefrom to about 5 to 6 filter rods, namely about two filter rods in front of the affected area, the affected filter rod and two to three filter rods after the affected area.
- the defect is recognized as a waist of the strip of filter material caused by a joint in the strip of filter material at which the end of the strip of filter material of a first bale is connected to the beginning of the strip of filter material of a second bale or by a 180 ° turn of the strip of filter material about its longitudinal axis becomes (tow-twist). Both the tow-twist and the joint lead to a waist of the filter material strip.
- the connection point resists expansion with its stiff weld. Under a sidecut in the context of the invention, a taper or constriction understood.
- the defect is detected in an advantageous embodiment by means of an acoustic signal, which arises when the defect is guided on a drum with a metallic surface along. Since the defect is thickened and conveyed past the drum at high speed, it strikes the metal drum as a bell is struck by a clapper. The acoustic vibration of the drum is recorded by an acoustic pickup and detected in an evaluation device.
- the metal drum may be part of the last, that is downstream, drum pair of a stretching device, which is composed of two consecutive pairs of drums.
- the malposition is determined by means of an acceleration sensor.
- An acceleration sensor in one embodiment has a spring-assisted arm over which the strip of filter material is passed.
- the strip of filter material currently exerts an increased force on the lever arm and deflects it for a short time. The acceleration that occurs during the short-term deflection is registered by the acceleration sensor, so that the defect is detected.
- the defect by means of a optical transmission and / or Auflichtvons is determined, wherein the amount of the transmitted and / or the reflected light is detected along at least part of the width of the filter material strip. Since the filter material strip has the greatest width after stretching and before the application device, the defect, in the form of a connection point or a tow twist, emerges openly and can be reliably detected by optical means in a transmitted light and / or incident light method. Transmitted light or incident light methods are also referred to as transmission or reflection methods.
- both a connection point and a tow-twist is associated with a narrowing or waisting of the filter material strip, it is provided in a particularly simple development that at least one edge of the filter material strip is detected and in particular a region of the center of the filter material strip is detected.
- the change in the optical signal in the edge region of the strip of filter material signals a waisting of the strip of filter material and allows a conclusion about a defect.
- a waisting leads to an increase in the edge area in the transmitted light method and in the incident light method to a reduction in the registered amount of light.
- a tow-twist leads to a doubling of the material thickness in sections, so that a reduction in the transmitted amount of light occurs in the transmitted-light method, while stronger reflection occurs in the incident-light method.
- the weld ruptures upon expansion and the strip of filter material disintegrates into a plurality of narrow fiber bundles, the fibers of which are each separated by a fragment of the original weld held together. Since the subsequent stretching along the width of the filter material strip has a different effect, resulting over the width of the filter material strip compact and spaced by wide gaps spliced fiber bundles. The resulting gaps lead to an increase in the transmitted light in the transmitted light method and a decrease in the reflection in incident light. Due to the different stretching the fragments of the weld in the conveying direction are arranged staggered by up to several centimeters. This too can be detected by optical means.
- the filter material strip is scanned at regular intervals, in particular at intervals between 2 and 10 mm, in particular between 4 and 6 mm.
- the recognition accuracy increased by the use of at least two, in particular different, sensors, at the position according to the invention.
- the signal of the sensor is used to lower the conveying speed of the filter material strip.
- the object underlying the invention is also achieved by a filter rod machine of the tobacco processing industry with a Filtermaterialabgabestation from which a strip of filter material of at least one filter material supply can be delivered with a spreading device, a stretching device, an applicator and a strand forming device, by means of the Filter strip is produced, wherein at least one sensor is provided, which is designed to detect a defect of the filter material strip, wherein the sensor at the location or downstream of the stretching device and upstream of the applicator is arranged, wherein further comprises an evaluation device for evaluating a signal the sensor is provided for the presence of a defect of the filter material strip.
- the inventively designed filter rod machine has the advantage described above that defects such as tow-twists or joints at the point of maximum spread of the filter material strip open to light days and be reliably recognized and due to the well-defined course of promotion downstream of the stretching device, the Committee is kept low.
- the arrangement in front of the application device also contamination of the optical sensors by application material, such as plasticizers, is avoided.
- a, in particular in the evaluation integrated control means is provided by means of, in particular by means of a presettable and / or dependent on the conveying speed of the filter material strip timer or a shift register, an ejection of a defect detected defective filter strand sections or filter rods and / or a Lowering the conveying speed of the filter material strip is controllable.
- the senor comprises a drum with a metallic surface, over which the filter material strand is guided, wherein the drum is connected to an acoustic pickup.
- a defect especially a thickened joint, causes the metallic drum to vibrate when hitting the drum surface. The vibration is picked up by an acoustic pickup and recognized in an evaluation device.
- a sensor is preferably designed as an acceleration sensor, in particular as a lever, over which the filter material strip is guided.
- the senor comprises a photosensitive sensor aligned with a surface of the strip of filter material and spaced from the strip of filter material.
- the photosensitive sensor preferably detects at least part of the width of the filter material strip, in particular at least one edge and in particular a region of the center of the filter material strip.
- the distance between the sensor and the strip of filter material is preferably between 30 and 200 mm, in particular between 80 and 120 mm.
- the senor comprises a light-sensitive receiving element, which is aligned in particular at an angle of approximately 90 ° to the conveying direction of the filter material strip.
- the photosensitive receiving element results in a good spatial resolution, so that the nature of a defect, such as a tow-twist or a junction is detected.
- the use of glass optical fiber lines is provided as a sensor head, which forward the received light to a photosensitive receiving element.
- a glass optical fiber line is resistant to abrasion against the filter material strip, so that under certain circumstances it can also be guided over the optical waveguide line and thus undergoes self-cleaning.
- the photosensitive receiving element may be a CCD line by way of example.
- the optical recognition method is preferably a light source, in particular an optical fiber line, provided, which is arranged on the side opposite the sensor of the strip of filter material, or which is arranged on the same side of the strip of filter material as the sensor, wherein in particular a reflector on the side opposite the sensor side of the filter material strip is arranged.
- the first alternative mentioned is an arrangement for a transmitted light method
- the second alternative for an incident light method wherein elements of a transmission method (with double absorption) are recorded by the provision of a reflecting surface or a mirror on the opposite side.
- the reflective surface can serve as a light source by the reflection of ambient light.
- two or more sensors which in particular are based on different measuring principles and / or at least partially observe different regions of the filter material strip.
- the object underlying the invention is achieved by the use of at least one sensor for detecting defects of a filter material strip in the form of a junction of interconnected filter material strips of different bales or in the form of a 180 ° rotation of the filter material strip about its longitudinal axis in a filter rod machine of tobacco processing
- the sensor is located at or downstream of the stretching device and / or the expanding device and upstream of the applicator.
- Fig. 1 shows a schematic side view of an embodiment of a filter rod machine according to the invention, comprising a treatment device 1 and a processing device 2.
- the filter rod machine, a filter rod 24 is prepared for example for the production of filter rods 28 for cigarettes and other smokable articles.
- the illustrated device for producing filter rods 28 may, for example, be a model of the product line KDF marketed by the applicant.
- the device consists of two main assemblies, a processing device 1 for filter tow supplied in an endless filter material strip 4 and a processing device 2 for producing wrapped filter rods 28.
- the processing device 1 has a pair of rollers 3 for the continuous removal of an endless filter material strip 4 from a bale 6. After removal from the bale 6 of the filter tow 4 passes on its up to 20 m long path to the pair of rollers 3, on which it is guided over a guide roller 5 and through a channel system, not shown, two air nozzles 7 and 8, for spreading and loosening of the tissue serve the filter material strip 4.
- the filter material strip 4 is supplied with water vapor from a water vapor source 10a or dry hot air from a hot air source 10b.
- the humidity of the filter material strip 4 can regulate the humidity in the climate chamber 10 by the supply of water vapor can be controlled by means of one of a control or regulating device 43 according to arrow 10e or control line 10e controllable control valve 10c, while the supply of dry hot air can be controlled by means of a controllable by the control or regulating device 43 via the control line 10f control valve 10d.
- a pre-stretching roller pair 13 provided with a drive controllable by a control 14 is arranged to pre-stretch the filter material strip 4.
- the stretching of the filter material strip 4 to eliminate the so-called residual crimp in the strip of filter material is done by deflecting the strip of filter material 4 from its movement path through a dancer roller 15.
- the dancer roller 15 is acted upon via a controllable by the controller 14 actuator 16 with a defined force, so that the Tensile stress in the filter material strip 4 between the Vorreckwalzen 13 and the roller pair 3 assumes a desired predetermined value. As a result, the residual crimp in the strip of filter material 4 is pulled smoothly.
- the roller pair 3 is followed by two further roller pairs 9 and 11. All roller pairs 3, 9 and 11 are driven individually.
- the speed of the roller pair 9 substantially corresponds to the conveying speed in the processing device 2.
- the speed of the roller pair 3 is smaller than that of the roller pair 9, so that the Roll pairs 3 and 9 form a stretching device for the material strip 4.
- the speed of the roller pair 3 can be controlled by a control or regulating device 43 according to the control line 3a.
- an applicator 12 for applying a plasticizer, such as triacetin, on the guided between the roller pairs 9 and 11 guided filter material strip 4.
- a plasticizer such as triacetin
- the supply of the plasticizer to the applicator 12 by means of a metering pump 33 via a supply line 34 from a softener supply 36.
- the metering pump 33 can be controlled by the control or regulating device 43 via a control line 33a.
- the processed, sprayed with plasticizer strip of filter material 4 passes over the pair of rollers 11 of the processing unit 1 in an inlet hopper 17 of the housing 2a having a processing device 2, in which he summarized and on a deducted from a reel 18 and by means of a glue nozzle having Beleimvoriques 19 with Glue provided wrapper strip 21 is placed.
- the wrapping strip 21 and a filter material strand 4a formed by combining the filter material 4 reach a format strip 22 which guides both components through a format 23 which wraps the wrapping strip 21 around the filter material bar 4a and forms an endless filter strand 24.
- the speed of the format tape 22 is controlled by a main controller 25 via a control line 25a and to the also of the main controller 25 by controlling the drives of the roller pairs 9 and 11 according to the Control lines 25b and 25c certain conveying speed of the stretched filter Tert 4 tuned.
- the filter strand 24 passes through cooling webs 26, in which the hot glue seam is cooled. Subsequently, filter rods 28 are cut off continuously from the filter strand 24 by means of a knife apparatus 27, which are transferred by an accelerator 29 into a discharge drum 31, in which they are conveyed in the transverse-axial conveying direction. From the Ablegertrommel 31 enter the filter rods 28 to a Ablegerband 32, from which they are fed to a further processing or intermediate storage or excluded from further processing by an ejector, not shown.
- an optional first and second measuring device 37, 38 are arranged, which can separately detect the proportions of the components of the strand 24, namely dry filter tow, plasticizer and water.
- the second measuring device 38 comprises a microwave measuring system with a measuring head with a microwave source and a microwave detector, which detects the microwaves emanating from the microwave source and penetrates the filter strand 24 to generate and deliver two measured values 38a and 38b to the evaluating device 42. These measurements allow, for example, a statement about the water content and the common proportion of the chemically similar components plasticizer and filter tow in the filter strand 24.
- a suitable measuring method and a corresponding device are, for example, from EP 0 791 823 A2 to be taken from the applicant.
- the measuring frequency of the optional measuring device 37 may be in the range of radio or microwaves or in the optical or in the infrared Area lie.
- the first measuring device 37 comprises an optical measuring head with an infrared radiation source and an infrared detector, which detects the emanating from the infrared radiation source, the filter strand 24 penetrating infrared waves.
- the intensity of the infra-red light penetrating the filter strand 24 is not influenced by a proportion of plasticizer in the filter strand 24, so that the infrared detector emits an evaluation signal to the evaluation device 42 via an amplifier which corresponds only to the proportion of the dry filter tow material in the filter strand 24.
- a connection point 45 which can be detected by connecting the end of the filter strand 4 from the bale 6 with the beginning of the filter strand 4 ', which is made from the bale 6'.
- a measuring head can be used which operates with microwaves. This may be a cavity resonator, which is acted upon by only one frequency act.
- a nuclear magnetic resonance measurement can be provided, in which the magnetic moments of the atomic nuclei of the substance to be measured are aligned by an external magnetic field and then excited by radio waves in an energetically higher state in which they are substantially parallel to the external magnetic field are oriented.
- a possible embodiment of such a measuring device for example, the DE 33 12 841 A1 taken from the applicant.
- a bale 6 ' In order to enable an efficient and filter material-friendly transition from a bale 6 to a bale 6 'is, in particular according to Fig. 1 , proceed as follows. First, the end of the filter material strand 4 of the bale 6, for example, in a Connecting device 48 connected to the filter material strip 4 'of the bale 6', so that there is a connection point 45, for example, twice as much filter material as the filter material strips 4 and 4 '. A connection can be made, for example, with an adhesive.
- the bale 6 is reduced or shrinks this existing in the bale 6 material more and more.
- an optical sensor 46 which may be a camera, for example, is detected in the detection direction 47, when the last layer of filter material strip 4 is reached in the bale 6 or when the last layer of the filter material strip 4, the area was deducted in the detection 47th of the optical sensor 46 is located.
- a signal is supplied to the main controller 25 via a signal line 46a, for example.
- the speed of the filter rod machine is reduced immediately or with a predetermined time delay, which is particularly dependent on the speed of removal of the filter material strip 4.
- a corresponding signal may also be supplied to the main control 25 from a third sensor 48 ', which represents the removal of the connection point 45 from this sensor.
- the joint 45 then passes through the filter rod machine and in particular the processing device 1 and the processing device 2 and is in the format 23 of a Envelope material strips 21 wrapped and formed into a filter strand 24.
- the measuring device 37 can then be designed as above in order to detect the moment in which the filter strand has the connection point 45. This signal can then be used to exclude this area of the filter strand from further processing and / or to increase the speed of the filter rod machine again to a higher predefinable value. It may also be useful to exclude the portion of the filter string from further processing made during the slower operation of the filter rod machine.
- the filter material strip 4 is maximally widened and imperfections, for example, connection points or tow-twists, are optimally revealed and can be easily and reliably recognized, for example, by optical means.
- the sensor 39 sends upon detection of a defect via a signal line 39a a signal to the evaluation device and control or regulating device 42, 43 and / or via a signal line 39b to the main controller 25.
- the signal 39a or 39b emitted by the sensor 39 is due to the process Automation functions used, for example, to reduce the speed of production and ejection of flawed filters.
- this has the advantage that a direct detection of a defect is much easier and safer possible than after strand formation at the location of the sensor 37, where only an indirect measurement is possible.
- the remaining variation of the transit time between the sensor 39 and the Ablegertrommel 31 and the Ablegerband 32 reduced by a multiple, so that the Committee is significantly lower.
- incident light and transmitted light sensors can be used, which can be integrated into production machines without structural changes, except for a holder to be inserted.
- there is sufficient space in many filter rod machines so that existing filter rod machines can be retrofitted with sensors 39 at the corresponding point.
- a section of a filter material strip 4 with connection point after the widening of the strip of filter material is shown schematically.
- the connection point is a weld in which the ends of two successive filter material strips of two different bales 6, 6 'are superimposed and welded together.
- the weld remains intact during the conveyance of the strip of filter material 4 until its spreading and stretching.
- the seam bursts into small fragments 51 - 51 VII .
- the fragments 51 - 51 VII appear in Fig. 2 as dark densified areas where the individual bundles 50-50 VII are tapered.
- Fig. 2 is also shown that the individual fragments 51 - 51 VII are pulled apart due to the uneven stretching in the conveying direction 52 and compared to the original connection point by up to several centimeters or run behind.
- the bundle 50 IV has in the region of the illustrated section of the filter material strip 4 at all no connection point. This runs even further before or after. From this it is clear that the detection of defects downstream of the filter strand production is also problematic because the original joint is not located at a point in the filter strand after spreading and stretching the strip of filter material, but the fragments of the seam can extend over several centimeters. That at the location of the sensor 37 in Fig. 1 occurring signal can be weak in such cases and ensure no reliable detection of a junction.
- FIG Fig. 3 A typical tow-twist 55 is shown schematically in FIG Fig. 3 shown.
- the filter material strip 4 has an axis of symmetry or longitudinal axis 56, which is shown in phantom. Symmetrically, the lower edge 53 and the upper edge 54 of the filter material strip 4 are shown. In the area of the tow-twist, a waist 55 of the filter material strip 4 results due to the fact that the filter material strip 4 turns over its longitudinal axis 56 by 180 °.
- the upper edge 54 of the strip of filter material 4 thereby extends to the viewer on the upper side of the strip of filter material, moves over the longitudinal axis 56 (line 54 ') and becomes the lower edge 53 "of the strip of filter material Contemplation level below the upper edge 54 'as a dashed line 53' over the longitudinal axis 56 and the upper edge 54 ".
- a sensor 39 ' which covers the area of the filter material strip 4 from the center, ie the longitudinal axis 56, to above the upper edge 54. He is therefore able to detect a constriction 55 due to a tow-twist or a connection point.
- a sensor 39 which spans the entire width of the strip of filter material 4 and thus is capable of monitoring both edges 53, 54 of the strip of filter material 4 and the center of the strip of filter material 4. From each the two sensors 39 ', 39 "individually or the combination of both sensors can detect the occurrence and nature of a defect, such as a constriction 55 due to a tow twist, or a defect due to a connection point.
- a tow-twist can be made at the location of the sensor 37 Fig. 1 can not be detected because the density of the already formed filter material strand does not change when a tow twist occurs.
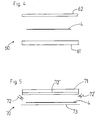
- Fig. 4 schematically shows a cross section through an inventive optical sensor arrangement 60 for a transmitted light method.
- This has an optical sensor strip 61 and a strip-shaped light source 62, which are arranged on opposite sides of a strip of filter material 4.
- the light source 62 emits in the direction of the sensor bar 61 visible or infrared light, which penetrates the filter material strip on the way to the sensor bar 61.
- the transmitted amount of light increases because of the waisting of the strip of filter material 4 at the edges, while in the middle of the filter material strip 4 by the double laying of the strip on the tow-twist, the transmitted amount of light is reduced.
- a spliced junction according to Fig. 2 takes because of the gaps between the fiber bundles the transmitted amount of light in the center too.
- a cross section through a reflection sensor arrangement 70 is shown schematically, in which an optical sensor strip with a light strip 72 "is arranged on one side of a filter material strip 4.
- the light strip 72" can be integrated into the optical sensor strip 71 or in the conveying direction of the filter material strip 4 be arranged upstream or downstream.
- laterally auxiliary light sources 72, 72 ' can be arranged, which illuminate the surface of the filter material strip.
- the optical sensor strip 71 absorbs the amount of light reflected by the filter material strip 4.
- a mirror surface or reflective surface 73 may be arranged on the side of the filter material strip 4 opposite the optical sensor strip 71.
- the arrangement of the mirror surface serves to enhance the merits of the transmission process and the reflection process, i. of the transmitted light method and the incident light method, to connect with each other.
- Fig. 6 shows a schematic side view of an acoustic sensor assembly according to the invention, wherein the filter material strip 4 is guided with a connection point 51 in the conveying direction shown with an arrow between the metallic surface of a drum 80 and a counter drum 81 therethrough.
- the thickened Point 51 when passing, excites the drum 80 to an acoustic vibration, which is picked up by an acoustic sensor 82.
- This sensor arrangement 80, 82 is particularly suitable for the thickened joints.
- the drums 80, 81, the downstream arranged drum pair 9 of a stretching device 3, 11 from Fig. 1 be.
- FIG. 7 schematically illustrated sensor assembly includes an acceleration sensor 90 having a guide surface 91 for the filter material strip 4 and a pivot arm 92 which is deflected under the force exerted by the filter material strip 4 force.
- an acceleration sensor 90 having a guide surface 91 for the filter material strip 4 and a pivot arm 92 which is deflected under the force exerted by the filter material strip 4 force.
- a joint 51 is conveyed past the acceleration sensor 90, due to its greater density, it exerts an increased force over the guide surface 91, so that the rotation arm 92 is deflected.
- the acceleration occurring during the deflection is measured by the acceleration sensor 90.
- This sensor arrangement is particularly suitable for the detection of joints, less for tow-twists. In the 6 and 7 Sensor arrangements shown can thus serve, inter alia, in conjunction with an optical sensor for the discrimination of tow-twists and joints.
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Description
Die Erfindung betrifft ein Verfahren zum Betrieb einer Filterstrangmaschine der Tabak verarbeitenden Industrie, wobei Filtermaterial in Form eines Filtermaterialstreifens aus einem Vorrat in Form wenigstens eines Ballens entnommen, ausgebreitet, gereckt, durch eine Auftrageinrichtung gefördert und einer Formatvorrichtung der Filterstrangmaschine zugeführt wird und aus dem Filtermaterialstreifen ein Filterstrang gebildet wird. Die Erfindung betrifft weiter eine Filterstrangmaschine der Tabak verarbeitenden Industrie mit einer Filtermaterialabgabestation, aus der ein Filtermaterialstreifen von wenigstens einem Filtermaterialvorrat abgebbar ist, mit einer Reckvorrichtung und/oder einer Ausbreitvorrichtung, einer Auftrageinrichtung und einer Strangformungsvorrichtung, mittels der aus dem Filtermaterialstreifen ein Filterstrang herstellbar ist, wobei wenigstens ein Sensor vorgesehen ist, der ausgestaltet ist, um eine Fehlstelle des Filtermaterialstreifens zu erkennen.The invention relates to a method for operating a filter rod machine of the tobacco processing industry, wherein filter material in the form of a strip of filter material taken from a supply in the form of at least one bale, spread, stretched, conveyed by an applicator and a formatting device of the filter rod machine is fed and from the filter material strip Filter strand is formed. The invention further relates to a filter rod machine of the tobacco-processing industry with a filter material dispensing station, from which a filter material strip of at least one filter material supply can be dispensed, with a stretching device and / or a spreading device, an applicator and a strand forming device by means of the filter material strip a filter strand can be produced, wherein at least one sensor is provided which is configured to detect a defect of the filter material strip.
Als Fehlstellen kommen insbesondere Verbindungsstellen zwischen aufeinander folgenden Filtermaterialstreifen (auch "Tows" genannt) und sogenannte "Tow-Twists" in Frage. Eine gängige Methode zur Herstellung von Verbindungsstellen zwischen Filtermaterialstreifen ist das Überlappen der Enden der Filtermaterialstreifen und das Verschweißen mittels Wärmeeinwirkung, bei der die Fasern, z. B. Acetat-Fasern, verschmelzen. Die Schweißnaht bildet eine Verhärtung im ansonsten weichen Materialfluss.In particular, connection points between successive filter material strips (also called "toows") and so-called "tow-twists" come into question as defects. A common method for producing joints between filter material strips is the overlapping of the ends of the filter material strips and the welding by means of heat, in which the fibers, for. As acetate fibers, merge. The weld forms a hardening in the otherwise soft material flow.
Tow-Twists sind Stellen des Filtermaterialstreifens, an denen er um seine Längsachse um 180° umgeschlagen ist. Tow-Twists können bei der Entnahme des Filtermaterialstreifens vom Ballen auftreten und stellen eine Fehlstelle dar, da sie nach der Bearbeitung andere Eigenschaften aufweisen als das restliche Filtermaterial. Beispielsweise nimmt der Filtermaterialstreifen beim Besprühen an der Stelle eines Tow-Twists wegen seiner verringerten Oberfläche weniger Weichmacher auf.Tow-Twists are locations of the filter material strip, where it is turned over its longitudinal axis by 180 °. Tow-twists can occur when removing the strip of filter material from the bale and represent a defect, since they have different properties after processing than the rest of the filter material. For example, when sprayed at the location of a tow twist, the filter material strip absorbs less plasticizer because of its reduced surface area.
Ein Verfahren und eine Vorrichtung zum Herstellen von Filterstäben für rauchbare Artikel sind beispielsweise aus der
Ein gegenüber
Mit den bekannten Verfahren und Vorrichtungen ist es nicht möglich, Tow-Twists zu erkennen.With the known methods and devices it is not possible to detect tow-twists.
Es ist Aufgabe der vorliegenden Erfindung, ein Verfahren zum Betrieb einer Filterstrangmaschine der Tabak verarbeitenden Industrie und eine entsprechende Filterstrangmaschine anzugeben, mittels der bei möglichst wenig Filtermaterialausschuss ein Filterstrang mit hoher Qualität hergestellt werden kann, und mit der insbesondere auch Tow-Twists als Fehlstellen eines Filtermaterialstreifens erkannt werden können.It is an object of the present invention to provide a method for operating a filter rod machine of the tobacco processing industry and a corresponding filter rod machine, by means of the least possible filter material committee a filter strand with high quality can be produced, and with the particular tow-twists as defects of a filter material strip can be recognized.
Diese Aufgabe wird durch ein Verfahren zum Betrieb einer Filter-strangmaschine der Tabak verarbeitenden Industrie gelöst, wobei Filtermaterial in Form eines Filtermaterialstreifens aus einem Vorrat in Form wenigstens eines Ballens entnommen, ausgebreitet, gereckt, durch eine Auftrageinrichtung gefördert und einer Formatvorrichtung der Filterstrangmaschine zugeführt wird und aus dem Filtermaterialstreifen ein Filterstrang gebildet wird, das dadurch weitergebildet ist, dass wenigstens ein Sensor nach dem Recken des Filtermaterialstreifens und vor der Auftrageinrichtung eine Fehlstelle erkennt und wenigstens ein Signal erzeugt, das dazu dient, dass wenigstens der die Fehlstelle aufweisende Bereich des Filterstrangs von der weiteren Verarbeitung ausgeschlossen wird.This object is achieved by a method for operating a filter-strand machine the tobacco-processing industry, wherein filter material in the form of a strip of filter material taken from a supply in the form of at least one bale, spread, stretched, promoted by an applicator and a format device of the filter rod machine is fed and from the filter material strip a filter strand is formed, which is further developed in that at least one sensor recognizes a defect after stretching the filter material strip and before the application device and generates at least one signal which serves to exclude at least the region of the filter strand having the defect from further processing.
Die Anordnung des Sensors zur Erkennung von Fehlstellen nach dem Recken und Ausbreiten des Filtermaterialstreifens und vor der Auftrageinrichtung hat den Vorteil, dass es sehr viel genauer als bisher möglich ist, den Bereich des Filterstrangs zu erkennen bzw. diejenigen Filterstäbe zu erkennen, die auszuwerfen sind, weil der Bereich bzw. die Filterstäbe eine Fehlstelle enthält bzw. enthalten.The arrangement of the sensor for detecting defects after stretching and spreading of the filter material strip and before the applicator has the advantage that it is much more accurate than previously possible to detect the area of the filter strand or to identify those filter rods that are to be ejected, because the area or the filter rods contains or contain a defect.
Der Filtermaterialstreifen weist nach dem Ausbreiten des Filtermaterialstreifens seine größte Breite auf. Fehlstellen treten am ausgebreiteten Filtermaterialstreifen offen zu Tage und sind direkt und unmittelbar erkennbar. So ist eine direktere und sicherere Erkennung einer Fehlstelle möglich als stromabwärts nach dem Durchlauf einer Formatvorrichtung, an der eine Detektion von Fehlstellen unter Umständen nur indirekt möglich ist. Die Position des Sensors nach dem Recken hat den weiteren Vorteil, dass die nicht genau kalkulierbaren Längenänderungen durch das Recken des Filtermaterialstreifens und den Transport des Filtermaterialstreifens vom Filtermaterialstreifenvorrat zur Filterstrangherstellungsmaschine bereits stattgefunden hat. Stromabwärts der Reckvorrichtung ist die Geschwindigkeit des Materialstroms sehr genau bekannt und unterliegt keinen wesentlichen Schwankungen mehr. Damit ist es möglich, den Bereich des vom Ausschuss betroffenen Filtermaterialstreifens bzw. der daraus hergestellten Filterstäbe auf etwa 5 bis 6 Filterstäbe zu begrenzen, nämlich etwa zwei Filterstäbe vor der betroffenen Stelle, den betroffenen Filterstab und zwei bis drei Filterstäbe nach der betroffenen Stelle.The filter material strip has its greatest width after the spreading of the filter material strip. Defects are exposed on the spread filter material strip and are directly and immediately recognizable. Thus, a more direct and secure detection of a defect is possible as downstream after the passage of a format device to which a detection of defects under certain circumstances is only indirectly possible. The position of the sensor after stretching has the further advantage that the not exactly calculable length changes by the stretching of the filter material strip and the transport of the filter material strip from the filter material strip supply to the filter strand manufacturing machine has already taken place. Downstream of the stretching device, the speed of the material flow is very accurately known and subject no more significant fluctuations. This makes it possible to limit the area of the filter material strip or the filter rods produced therefrom to about 5 to 6 filter rods, namely about two filter rods in front of the affected area, the affected filter rod and two to three filter rods after the affected area.
In modernen Produktionsstätten bestehen Entfernungen zwischen dem Ort der Filtermaterialstreifenballen, gegebenenfalls in einem sogenannten "Ballenbahnhof", und der Filterstrangmaschine von bis zu 20 m, über die das Filtermaterial in Kanälen oder in Röhrensystemen gefördert wird. Bei dem sehr elastischen Filtermaterialstreifen kommt es während dieses Transports zu einer gewissen Vorreckung, die über die Länge des Filtermaterialstreifens ungleichmäßig stattfindet. Daher ist die Position einer Verbindungsstelle im produzierten Filterstrang nur sehr ungenau vorhersagbar, falls sie gemäß
Vorzugsweise wird die Fehlstelle als Taillierung des Filtermaterialstreifens erkannt, die durch eine Verbindungsstelle im Filtermaterialstreifen, an der das Ende des Filtermaterialstreifens eines ersten Ballens mit dem Anfang des Filtermaterialstreifens eines zweiten Ballens verbunden ist, oder durch eine 180°-Drehung des Filtermaterialstreifens um seine Längsachse hervorgerufen wird (Tow-Twist). Sowohl der Tow-Twist als auch die Verbindungsstelle führen zu einer Taillierung des Filtermaterialstreifens. Die Verbindungsstelle widersetzt sich mit ihrer steifen Schweißnaht der Ausweitung. Unter einer Taillierung wird im Rahmen der Erfindung auch eine Verjüngung oder Verengung verstanden.Preferably, the defect is recognized as a waist of the strip of filter material caused by a joint in the strip of filter material at which the end of the strip of filter material of a first bale is connected to the beginning of the strip of filter material of a second bale or by a 180 ° turn of the strip of filter material about its longitudinal axis becomes (tow-twist). Both the tow-twist and the joint lead to a waist of the filter material strip. The connection point resists expansion with its stiff weld. Under a sidecut in the context of the invention, a taper or constriction understood.
Im Falle einer Verbindungsstelle handelt es sich um eine Verdickung des Filtermaterialstreifens wegen der übereinandergelegten Enden zweier zusammengefügter Filtermaterialstreifen. Darum wird die Fehlstelle in einer vorteilhaften Ausführungsform anhand eines akustischen Signals erkannt, das entsteht, wenn die Fehlstelle an einer Trommel mit metallischer Oberfläche entlang geführt wird. Da die Fehlstelle verdickt ist und mit hoher Geschwindigkeit an der Trommel vorbei gefördert wird, schlägt sie die Metalltrommel an, wie eine Glocke von einem Klöppel angeschlagen wird. Die akustische Schwingung der Trommel wird durch einen akustischen Aufnehmer aufgenommen und in einer Auswertevorrichtung erkannt. Die Metalltrommel kann Teil des letzten, also stromabwärts gelegenen, Trommelpaares einer Reckvorrichtung sein, die aus zwei aufeinander folgenden Trommelpaaren aufgebaut ist.In the case of a joint is a thickening of the filter material strip because of the superimposed ends of two assembled filter material strips. Therefore, the defect is detected in an advantageous embodiment by means of an acoustic signal, which arises when the defect is guided on a drum with a metallic surface along. Since the defect is thickened and conveyed past the drum at high speed, it strikes the metal drum as a bell is struck by a clapper. The acoustic vibration of the drum is recorded by an acoustic pickup and detected in an evaluation device. The metal drum may be part of the last, that is downstream, drum pair of a stretching device, which is composed of two consecutive pairs of drums.
Weiter vorzugsweise wird die Fehlstellung mittels eines Beschleunigungssensors ermittelt. Ein Beschleunigungssensor weist in einer Ausführung einen durch Federkraft gestützten Arm auf, über den der Filtermaterialstreifen geführt wird. Im Falle einer Fehlstelle, insbesondere einer Verdickung oder Verdichtung des Filtermaterialstreifens aufgrund einer Verbindungsstelle, übt der Filtermaterialstreifen momentan eine vergrößerte Kraft auf den Hebelarm aus und lenkt diese kurzzeitig aus. Die Beschleunigung, die bei der kurzzeitigen Auslenkung auftritt, wird vom Beschleunigungssensor registriert, so dass die Fehlstelle erkannt wird.Further preferably, the malposition is determined by means of an acceleration sensor. An acceleration sensor in one embodiment has a spring-assisted arm over which the strip of filter material is passed. In the case of a defect, in particular a thickening or compression of the strip of filter material due to a connection point, the strip of filter material currently exerts an increased force on the lever arm and deflects it for a short time. The acceleration that occurs during the short-term deflection is registered by the acceleration sensor, so that the defect is detected.
In einer besonders bevorzugten Ausführung des erfindungsgemäßen Verfahrens ist vorgesehen, dass die Fehlstelle mittels eines optischen Durchlicht- und/oder Auflichtverfahrens ermittelt wird, wobei die Menge des transmittierten und/oder des reflektierten Lichts entlang wenigstens eines Teils der Breite des Filtermaterialstreifens erfasst wird. Da der Filtermaterialstreifen nach der Reckung und vor der Auftrageinrichtung seine größte Breite aufweist, tritt die Fehlstelle, in Form einer Verbindungsstelle oder eines Tow-Twist, offen zu Tage und kann mit optischen Mitteln in einem Durchlicht- und/oder Auflichtverfahren sicher erkannt werden. Durchlicht- bzw. Auflichtverfahren werden auch als Transmissions- bzw. Reflexionsverfahren bezeichnet.In a particularly preferred embodiment of the method according to the invention it is provided that the defect by means of a optical transmission and / or Auflichtverfahrens is determined, wherein the amount of the transmitted and / or the reflected light is detected along at least part of the width of the filter material strip. Since the filter material strip has the greatest width after stretching and before the application device, the defect, in the form of a connection point or a tow twist, emerges openly and can be reliably detected by optical means in a transmitted light and / or incident light method. Transmitted light or incident light methods are also referred to as transmission or reflection methods.
Da sowohl eine Verbindungsstelle als auch ein Tow-Twist mit einer Verengung oder Taillierung des Filtermaterialstreifens einhergeht, ist in einer besonders einfachen Weiterbildung vorgesehen, dass wenigstens eine Kante des Filtermaterialstreifens erfasst wird und insbesondere ein Bereich der Mitte des Filtermaterialstreifens erfasst wird. Die Veränderung des optischen Signals im Randbereich des Filtermaterialstreifens signalisiert eine Taillierung des Filtermaterialstreifens und lässt einen Rückschluss auf eine Fehlstelle zu. Eine Taillierung führt im Randbereich im Durchlichtverfahren zu einer Erhöhung und im Auflichtverfahren zu einer Verringerung der registrierten Lichtmenge.Since both a connection point and a tow-twist is associated with a narrowing or waisting of the filter material strip, it is provided in a particularly simple development that at least one edge of the filter material strip is detected and in particular a region of the center of the filter material strip is detected. The change in the optical signal in the edge region of the strip of filter material signals a waisting of the strip of filter material and allows a conclusion about a defect. A waisting leads to an increase in the edge area in the transmitted light method and in the incident light method to a reduction in the registered amount of light.
In der Mitte des Filtermaterialstreifens führt ein Tow-Twist zu einer abschnittsweisen Verdopplung der Materialdicke, so dass im Durchlichtverfahren eine Verringerung der transmittierten Lichtmenge auftritt, während im Auflichtverfahren eine stärkere Reflexion auftritt.In the middle of the strip of filter material, a tow-twist leads to a doubling of the material thickness in sections, so that a reduction in the transmitted amount of light occurs in the transmitted-light method, while stronger reflection occurs in the incident-light method.
Im Falle von Verbindungsstellen hat sich gezeigt, dass die Schweißnaht beim Aufweiten aufreißt und der Filtermaterialstreifen in eine Vielzahl von schmalen Faserbündeln zerfällt bzw. zerspleißt, deren Fasern jeweils durch ein Bruchstück der ursprünglichen Schweißnaht zusammengehalten werden. Da sich die anschließende Reckung entlang der Breite des Filtermaterialstreifens unterschiedlich auswirkt, ergeben sich über die Breite des Filtermaterialstreifens kompakte und durch breite Lücken voneinander beabstandete gespleißte Faserbündel. Die auftretenden Lücken führen zu einer Erhöhung des transmittierten Lichts im Durchlichtverfahren und einer Abnahme der Reflexion im Auflichtverfahren. Aufgrund der unterschiedlichen Reckung sind die Bruchstücke der Schweißnaht in Förderrichtung um bis zu mehrere Zentimeter gestaffelt angeordnet. Auch dies ist mit optischen Mitteln zu erfassen.In the case of joints, it has been found that the weld ruptures upon expansion and the strip of filter material disintegrates into a plurality of narrow fiber bundles, the fibers of which are each separated by a fragment of the original weld held together. Since the subsequent stretching along the width of the filter material strip has a different effect, resulting over the width of the filter material strip compact and spaced by wide gaps spliced fiber bundles. The resulting gaps lead to an increase in the transmitted light in the transmitted light method and a decrease in the reflection in incident light. Due to the different stretching the fragments of the weld in the conveying direction are arranged staggered by up to several centimeters. This too can be detected by optical means.
Es ist vorzugsweise vorgesehen, dass der Filtermaterialstreifens in regelmäßigen Abständen abgetastet wird, insbesondere in Abständen zwischen 2 und 10 mm, insbesondere zwischen 4 und 6 mm. Durch diese Maßnahme ist die Morphologie und damit die Art der Fehlstelle deutlich zu erfassen. Vorteilhafterweise wird u. a. die Erkennungsgenauigkeit durch die Verwendung wenigstens zweier, insbesondere unterschiedlicher, Sensoren, an der erfindungsgemäßen Position erhöht.It is preferably provided that the filter material strip is scanned at regular intervals, in particular at intervals between 2 and 10 mm, in particular between 4 and 6 mm. By this measure, the morphology and thus the nature of the defect is clearly recorded. Advantageously u. a. the recognition accuracy increased by the use of at least two, in particular different, sensors, at the position according to the invention.
Vorzugsweise dient das Signal des Sensors zum Absenken der Fördergeschwindigkeit des Filtermaterialstreifens. Hierdurch werden die Filterstrangmaschine und die entsprechenden Komponenten in der Filterstrangmaschine, durch die der Filterstrang und damit auch die Fehlstelle läuft, geschont.Preferably, the signal of the sensor is used to lower the conveying speed of the filter material strip. As a result, the filter rod machine and the corresponding components in the filter rod machine, through which the filter strand and thus the defect run, spared.
Die der Erfindung zugrunde liegende Aufgabe wird ebenfalls gelöst durch eine Filterstrangmaschine der Tabak verarbeitenden Industrie mit einer Filtermaterialabgabestation, aus der ein Filtermaterialstreifen von wenigstens einem Filtermaterialvorrat abgebbar ist, mit einer Ausbreitvorrichtung, einer Reckvorrichtung, einer Auftrageinrichtung und einer Strangformungsvorrichtung, mittels der aus dem Filtermaterialstreifen ein Filterstrang herstellbar ist, wobei wenigstens ein Sensor vorgesehen ist, der ausgestaltet ist, um eine Fehlstelle des Filtermaterialstreifens zu erkennen, wobei der Sensor an der Stelle oder stromabwärts der Reckvorrichtung und stromaufwärts der Auftrageinrichtung angeordnet ist, wobei außerdem eine Auswerteeinrichtung zum Auswerten eines Signals des Sensors auf das Vorhandensein einer Fehlstelle des Filtermaterialstreifens vorgesehen ist. Die erfindungsgemäß ausgestaltete Filterstrangmaschine hat den oben beschriebenen Vorteil, dass Fehlstellen wie Tow-Twists oder Verbindungstellen an der Stelle der maximalen Ausbreitung des Filtermaterialstreifens offen zu Tage treten und sicher erkannt werden und aufgrund des wohldefinierten Verlaufs der Förderung stromabwärts der Reckvorrichtung der Ausschuss gering gehalten wird. Durch die Anordnung vor der Auftragvorrichtung wird außerdem eine Verschmutzung der optischen Sensoren durch Auftragmaterial, wie beispielsweise Weichmacher, vermieden.The object underlying the invention is also achieved by a filter rod machine of the tobacco processing industry with a Filtermaterialabgabestation from which a strip of filter material of at least one filter material supply can be delivered with a spreading device, a stretching device, an applicator and a strand forming device, by means of the Filter strip is produced, wherein at least one sensor is provided, which is designed to detect a defect of the filter material strip, wherein the sensor at the location or downstream of the stretching device and upstream of the applicator is arranged, wherein further comprises an evaluation device for evaluating a signal the sensor is provided for the presence of a defect of the filter material strip. The inventively designed filter rod machine has the advantage described above that defects such as tow-twists or joints at the point of maximum spread of the filter material strip open to light days and be reliably recognized and due to the well-defined course of promotion downstream of the stretching device, the Committee is kept low. The arrangement in front of the application device also contamination of the optical sensors by application material, such as plasticizers, is avoided.
Weiter vorzugsweise ist eine, insbesondere in die Auswerteeinrichtung integrierte, Steuereinrichtung vorgesehen, mittels der, insbesondere mittels eines voreinstellbaren und/oder von der Fördergeschwindigkeit des Filtermaterialstreifens abhängigen Zeitglieds oder eines Schieberegisters, ein Auswurf von von einer erkannten Fehlstelle betroffenen Filterstrangabschnitten oder Filterstäben und/oder ein Absenken der Fördergeschwindigkeit des Filtermaterialstreifens steuerbar ist.Further preferably, a, in particular in the evaluation integrated control means is provided by means of, in particular by means of a presettable and / or dependent on the conveying speed of the filter material strip timer or a shift register, an ejection of a defect detected defective filter strand sections or filter rods and / or a Lowering the conveying speed of the filter material strip is controllable.
In einer vorteilhaften Ausführungsform umfasst der Sensor eine Trommel mit metallischer Oberfläche, über die der Filtermaterialstrang geführt wird, wobei die Trommel mit einem akustischen Tonabnehmer verbunden ist. Eine Fehlstelle, insbesondere eine verdickte Verbindungsstelle, versetzt die metallische Trommel beim Auftreffen auf die Trommeloberfläche in Schwingung. Die Schwingung wird von einem akustischen Tonabnehmer aufgenommen und in einer Auswertevorrichtung erkannt. Alternativ oder zusätzlich dazu ist vorzugsweise ein Sensor als Beschleunigungssensor ausgestaltet, insbesondere als ein Hebel, über den der Filtermaterialstreifen geführt wird.In an advantageous embodiment, the sensor comprises a drum with a metallic surface, over which the filter material strand is guided, wherein the drum is connected to an acoustic pickup. A defect, especially a thickened joint, causes the metallic drum to vibrate when hitting the drum surface. The vibration is picked up by an acoustic pickup and recognized in an evaluation device. Alternatively or additionally, a sensor is preferably designed as an acceleration sensor, in particular as a lever, over which the filter material strip is guided.
In einer besonders bevorzugten Ausführungsform umfasst der Sensor einen lichtempfindlichen Sensor, der auf eine Fläche des Filtermaterialstreifens hin ausgerichtet und vom Filtermaterialstreifen beabstandet angeordnet ist. Der lichtempfindliche Sensor erfasst dabei vorzugsweise wenigstens einen Teil der Breite des Filtermaterialstreifens, insbesondere wenigstens eine Kante und insbesondere einen Bereich der Mitte des Filtermaterialstreifens. Der Abstand zwischen dem Sensor und dem Filtermaterialstreifen beträgt vorzugsweise zwischen 30 und 200 mm, insbesondere zwischen 80 und 120 mm.In a particularly preferred embodiment, the sensor comprises a photosensitive sensor aligned with a surface of the strip of filter material and spaced from the strip of filter material. The photosensitive sensor preferably detects at least part of the width of the filter material strip, in particular at least one edge and in particular a region of the center of the filter material strip. The distance between the sensor and the strip of filter material is preferably between 30 and 200 mm, in particular between 80 and 120 mm.
Vorteilhafterweise umfasst der Sensor ein lichtempfindliches Empfangselement, das insbesondere unter einem Winkel von etwa 90° zur Förderrichtung des Filtermaterialstreifens ausgerichtet ist. Mittels des lichtempfindlichen Empfangselements ergibt sich eine gute Ortsauflösung, so dass auch die Art einer Fehlstelle, beispielsweise ein Tow-Twist oder eine Verbindungsstelle, erkannt wird. Vorteilhaft ist auch die Verwendung von Glas-Lichtleiter-Zeilen als Sensorkopf vorgesehen, die das aufgenommene Licht an ein lichtempfindliches Empfangselement weiterleiten. Eine Glas-Lichtleiter-Zeile ist abriebfest gegenüber dem Filtermaterialstreifen, so dass dieser unter Umständen auch schleifend über die Lichtleiter-Zeile geführt werden kann und somit eine Selbstreinigung erfährt. Das lichtempfindliche Empfangselement kann beispielhaft eine CCD-Zeile sein.Advantageously, the sensor comprises a light-sensitive receiving element, which is aligned in particular at an angle of approximately 90 ° to the conveying direction of the filter material strip. By means of the photosensitive receiving element results in a good spatial resolution, so that the nature of a defect, such as a tow-twist or a junction is detected. Advantageously, the use of glass optical fiber lines is provided as a sensor head, which forward the received light to a photosensitive receiving element. A glass optical fiber line is resistant to abrasion against the filter material strip, so that under certain circumstances it can also be guided over the optical waveguide line and thus undergoes self-cleaning. The photosensitive receiving element may be a CCD line by way of example.
Für die optischen Erkennungsverfahren ist vorzugsweise eine Lichtquelle, insbesondere eine Lichtleiterzeile, vorgesehen, die auf der dem Sensor gegenüberliegenden Seite des Filtermaterialstreifens angeordnet ist, oder die auf der gleichen Seite des Filtermaterialstreifens angeordnet ist wie der Sensor, wobei insbesondere ein Reflektor auf der dem Sensor gegenüberliegenden Seite des Filtermaterialstreifens angeordnet ist. Die erste genannte Alternative ist eine Anordnung für ein Durchlichtverfahren, die zweite Alternative für ein Auflichtverfahren, wobei durch das Vorsehen einer reflektierenden Fläche oder eines Spiegels auf der gegenüberliegenden Seite Elemente eines Transmissionsverfahrens (mit doppelter Absorption) aufgenommen werden. Die reflektierende Fläche kann durch die Reflektion von Umgebungslicht als Lichtquelle dienen.For the optical recognition method is preferably a light source, in particular an optical fiber line, provided, which is arranged on the side opposite the sensor of the strip of filter material, or which is arranged on the same side of the strip of filter material as the sensor, wherein in particular a reflector on the side opposite the sensor side of the filter material strip is arranged. The first alternative mentioned is an arrangement for a transmitted light method, the second alternative for an incident light method, wherein elements of a transmission method (with double absorption) are recorded by the provision of a reflecting surface or a mirror on the opposite side. The reflective surface can serve as a light source by the reflection of ambient light.
Zur besseren Erkennung von Fehlstellen ist auch vorgesehen, zwei oder mehr Sensoren einzusetzen, die insbesondere auf verschiedenen Messprinzipien beruhen und/oder wenigstens teilweise verschiedene Bereiche des Filtermaterialstreifens observieren.For better detection of imperfections it is also envisaged to use two or more sensors, which in particular are based on different measuring principles and / or at least partially observe different regions of the filter material strip.
Schließlich wird die der Erfindung zugrunde liegende Aufgabe gelöst durch die Verwendung wenigstens eines Sensors zur Erkennung von Fehlstellen eines Filtermaterialstreifens in Form einer Verbindungsstelle von miteinander verbundenen Filtermaterialstreifen unterschiedlicher Ballen oder in Form einer 180°-Drehung des Filtermaterialstreifens um seine Längsachse in einer Filterstrangmaschine der Tabak verarbeitenden Industrie wie oben beschrieben, wobei der Sensor an der Stelle oder stromabwärts der Reckvorrichtung und/oder der Aufweitvorrichtung und stromaufwärts der Auftrageinrichtung angeordnet ist.Finally, the object underlying the invention is achieved by the use of at least one sensor for detecting defects of a filter material strip in the form of a junction of interconnected filter material strips of different bales or in the form of a 180 ° rotation of the filter material strip about its longitudinal axis in a filter rod machine of tobacco processing The industry as described above, wherein the sensor is located at or downstream of the stretching device and / or the expanding device and upstream of the applicator.
Insbesondere durch Verwendung eines weiteren Sensors im Randbereich des Filtermaterialstreifens lässt sich eine weiter verbesserte Diskriminierung zwischen Fehlstellen, die durch einen Tow-Twist und Fehlstellen, die durch eine Verbindungsstelle verursacht sind, erreichen. Die Verwendung mehrerer Sensoren erhöht auch die Redundanz und damit die Erkennungssicherheit der Messung.In particular, by using a further sensor in the edge region of the strip of filter material, a further improved discrimination between defects caused by a tow-twist and defects caused by a connection point. The use of several sensors also increases the redundancy and thus the detection reliability of the measurement.
Die Erfindung wird nachstehend ohne Beschränkung des allgemeinen Erfindungsgedankens anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen beschrieben. Bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten wird ausdrücklich auf die Zeichnungen verwiesen. Es zeigen:
- Fig. 1
- eine schematische Seitenansicht einer Ausführungsform einer erfindungsgemäßen Filterstrangmaschine,
- Fig. 2
- eine schematische Ansicht eines Teils eines Filtermaterialstreifens mit Verbindungsstelle nach dem Aufweiten des Filtermaterialstreifens,
- Fig. 3
- eine schematische Ansicht eines Teils eines Filtermaterialstreifens mit einem Tow-Twist,
- Fig. 4
- eine schematische Darstellung eines Querschnitts durch eine erfindungsgemäße optische Sensoranordnung,
- Fig. 5
- eine schematische Darstellung eines Querschnitts durch eine weitere erfindungsgemäße optische Sensoranordnung,
- Fig. 6
- eine schematische Seitenansicht einer erfindungsgemäßen akustischen Sensoranordnung und
- Fig. 7
- eine schematische Seitenansicht einer erfindungsgemäßen Sensoranordnung mit einem Beschleunigungssensor.
- Fig. 1
- a schematic side view of an embodiment of a filter rod machine according to the invention,
- Fig. 2
- a schematic view of a portion of a filter material strip with connection point after the widening of the filter material strip,
- Fig. 3
- a schematic view of a portion of a filter material strip with a tow-twist,
- Fig. 4
- a schematic representation of a cross section through an optical sensor arrangement according to the invention,
- Fig. 5
- a schematic representation of a cross section through a further inventive optical sensor arrangement,
- Fig. 6
- a schematic side view of an acoustic sensor assembly according to the invention and
- Fig. 7
- a schematic side view of an inventive Sensor arrangement with an acceleration sensor.
Die Aufbereitungsvorrichtung 1 weist ein Walzenpaar 3 zum fortlaufenden Abziehen eines endlosen Filtermaterialstreifens 4 von einem Ballen 6 auf. Nach der Entnahme vom Ballen 6 passiert der Filtertowstreifen 4 auf seinem bis 20 m langen Weg zum Walzenpaar 3, auf dem er über eine Umlenkrolle 5 und durch ein nicht dargestelltes Kanalsystem geführt ist, zwei Luftdüsen 7 und 8, die zur Ausbreitung und Auflockerung des Gewebes des Filtermaterialstreifens 4 dienen.The processing device 1 has a pair of
In Bewegungsrichtung des Filtermaterialstreifens 4 nach der Luftdüse 8 und vor dem Walzenpaar 3 befindet sich eine als Klimatisierungseinrichtung für den Filtermaterialstreifen 4 dienende Klimakammer 10, durch die der Filtermaterialstreifen 4 hindurchgeführt wird. In der Klimakammer 10 wird der Filtermaterialstreifen 4 mit Wasserdampf aus einer Wasserdampfquelle 10a oder mit trockener Warmluft aus einer Warmluftquelle 10b beaufschlagt. Zur Regelung der Feuchte des Filtermaterialstreifens 4 lässt sich die Luftfeuchtigkeit in der Klimakammer 10 regeln, indem sich die Zufuhr des Wasserdampfes mittels eines von einer Steuer- oder Regelvorrichtung 43 gemäß Pfeil 10e bzw. Steuerleitung 10e steuerbaren Regelventils 10c steuern lässt, während sich die Zufuhr der trockenen Warmluft mittels eines von der Steuer- oder Regeleinrichtung 43 über die Steuerleitung 10f steuerbaren Regelventils 10d steuern lässt.In the direction of movement of the strip of
Nach der Klimakammer ist ein mit einem von einer Steuerung 14 steuerbaren Antrieb versehenes Vorreckwalzenpaar 13 zur Vorreckung des Filtermaterialstreifens 4 angeordnet. Die Vorreckung des Filtermaterialstreifens 4 zur Beseitigung des so genannten Restkrimp in dem Filtermaterialstreifen geschieht durch Auslenkung des Filtermaterialstreifens 4 aus seiner Bewegungsbahn durch eine Tänzerwalze 15. Die Tänzerwalze 15 wird über ein von der Steuerung 14 steuerbares Stellglied 16 mit einer definierten Kraft beaufschlagt, so dass die Zugspannung in dem Filtermaterialstreifen 4 zwischen den Vorreckwalzen 13 und dem Walzenpaar 3 einen gewünschten vorgegebenen Wert annimmt. Hierdurch wird der Restkrimp im Filtermaterialstreifen 4 glatt gezogen. Dabei ergibt sich eine variable Verlängerung des Filtermaterialstreifens 4, wodurch sich die Lage der Tänzerwalze 15 ändert. Die Lage der Tänzerwalze 15 wird über das Stellglied 16 von der Steuerung 14 gemessen und durch Steuerung der Fördergeschwindigkeit der Vorreckwalzen 13 auf einen konstanten Wert geregelt. Hierzu sei auf die
Dem Walzenpaar 3 folgen zwei weitere Walzenpaare 9 und 11. Alle Walzenpaare 3, 9 und 11 werden einzeln angetrieben. Die Drehzahl des Walzenpaares 9 entspricht im Wesentlichen der Fördergeschwindigkeit in der Bearbeitungsvorrichtung 2. Die Drehzahl des Walzenpaares 3 ist kleiner als die des Walzenpaares 9, so dass die Walzenpaare 3 und 9 eine Reckeinrichtung für den Materialstreifen 4 bilden. Durch die Reckung wird die Masse des Filtertows in den fertigen Filterstäben 28 bestimmt, wodurch die Masse durch eine Steuerung der Fördergeschwindigkeit des ersten Walzenpaares 3 eingestellt werden kann. Die Drehzahl des Walzenpaares 3 lässt sich gemäß der Steuerleitung 3a von einer Steuer- oder Regelvorrichtung 43 steuern.The
Zwischen den Walzenpaaren 9 und 11 befindet sich eine Auftrageinrichtung 12 zum Aufbringen eines Weichmachers, beispielsweise Triacetin, auf den zwischen den Walzenpaaren 9 und 11 ausgebreitet geführten Filtermaterialstreifen 4. Die Zufuhr des Weichmachers zu der Auftrageinrichtung 12 erfolgt mittels einer Dosierpumpe 33 über eine Zuführleitung 34 aus einem Weichmachervorrat 36. Die Dosierpumpe 33 lässt sich über eine Steuerleitung 33a von der Steuer- oder Regelvorrichtung 43 steuern.Between the pairs of
Der aufbereitete, mit Weichmacher besprühte Filtermaterialstreifen 4 gelangt über das Walzenpaar 11 von dem Aufbereitungsgerät 1 in einen Einlauftrichter 17 der ein Gehäuse 2a aufweisenden Bearbeitungsvorrichtung 2, in welcher er zusammengefasst und auf einen von einer Bobine 18 abgezogenen und mittels einer eine Leimdüse aufweisenden Beleimvorrichtung 19 mit Leim versehenen Umhüllungsstreifen 21 aufgelegt wird. Der Umhüllungsstreifen 21 und ein durch Zusammenfassen des Filtermaterials 4 gebildeter Filtermaterialstrang 4a gelangen auf ein Formatband 22, das beide Komponenten durch ein Format 23 führt, das den Umhüllungsstreifen 21 um den Filtermaterialstang 4a herumlegt und dabei einen endlosen Filterstrang 24 bildet. Die Geschwindigkeit des Formatbandes 22 wird von einer Hauptsteuerung 25 über eine Steuerleitung 25a gesteuert und auf die ebenfalls von der Hauptsteuerung 25 durch Steuerung der Antriebe der Walzenpaare 9 und 11 gemäß den Steuerleitungen 25b und 25c bestimmte Fördergeschwindigkeit des gereckten Filtertows 4 abgestimmt.The processed, sprayed with plasticizer strip of
Der Filterstrang 24 durchläuft Kühlstege 26, in welchen die heiße Klebnaht abgekühlt wird. Anschließend werden vom Filterstrang 24 mittels eines Messerapparates 27 fortlaufend Filterstäbe 28 abgeschnitten, die von einem Beschleuniger 29 in eine Ablegertrommel 31 überführt werden, in der sie in queraxialer Förderrichtung gefördert werden. Von der Ablegertrommel 31 gelangen die Filterstäbe 28 zu einem Ablegerband 32, von dem aus sie einer Weiterverarbeitung oder einer Zwischenlagerung zugeführt werden oder von der weiteren Verarbeitung durch eine nicht dargestellte Auswurfvorrichtung ausgeschlossen werden.The
Stromabwärts der Kühlstege 26 und stromaufwärts des Messerapparates 27 sind eine optionale erste und eine zweite Messvorrichtung 37, 38 angeordnet, die die Anteile der Komponenten des Strangs 24, nämlich trockenes Filtertow, Weichmacher und Wasser getrennt voneinander erfassen können. Die zweite Messvorrichtung 38 umfasst ein Mikrowellenmesssystem mit einem Messkopf mit einer Mikrowellenquelle und einem Mikrowellendetektor, der die von der Mikrowellenquelle ausgehenden, den Filterstrang 24 durchdringenden Mikrowellen zur Erzeugung und Abgabe zweier Messwerte 38a und 38b an die Auswertevorrichtung 42 erfasst. Diese Messwerte ermöglichen beispielsweise eine Aussage über den Wasseranteil und den gemeinsamen Anteil der chemisch ähnlichen Komponenten Weichmacher und Filtertow im Filterstrang 24. Ein geeignetes Messverfahren und eine entsprechende Vorrichtung sind beispielsweise aus der
Die Messfrequenz der optionalen Messeinrichtung 37 kann im Bereich der Radio- oder Mikrowellen oder im optischen oder im infraroten Bereich liegen. Bei der Verwendung von Wellenlängen im Infrarotbereich umfasst die erste Messvorrichtung 37 einen optischen Messkopf mit einer Infrarotstrahlungsquelle und einem Infrarotdetektor, der die von der Infrarotstrahlungsquelle ausgehenden, den Filterstrang 24 durchdringenden Infrarotwellen erfasst. Die Intensität des den Filterstrang 24 durchdringenden Infrarotlichts wird von einem Weichmacheranteil im Filterstrang 24 nicht beeinflusst, so dass der Infrarotdetektor über einen Verstärker an die Auswertevorrichtung 42 ein Messsignal 37a abgibt, das nur dem Mengenanteil des trockenen Filtertowmaterials im Filterstrang 24 entspricht. Hierdurch kann etwa eine Verbindungsstelle 45, die durch Verbinden des Endes des Filterstrangs 4 aus dem Ballen 6 mit dem Anfang des Filterstrangs 4', das aus dem Ballen 6' hergestellt wird, erkannt werden.The measuring frequency of the
Anstelle des Infrarotmesskopfes der Messeinrichtung 37 kann ein Messkopf eingesetzt werden, der mit Mikrowellen arbeitet. Hierbei kann es sich um einen Hohlraumresonator, der mit nur einer Frequenz beaufschlagt wird, handeln. Zur Messung im Bereich von Radiowellen kann beispielsweise eine Kernspinresonanzmessung vorgesehen sein, bei der die magnetischen Momente der Atomkerne der zu messenden Substanz durch ein äußeres Magnetfeld ausgerichtet und dann mittels Radiowellen in einen energetisch höheren Zustand angeregt werden, in welchem sie im Wesentlichen parallel zum äußeren Magnetfeld orientiert sind. Eine mögliche Ausgestaltung einer solchen Messvorrichtung kann beispielsweise der
Um einen effizienten und das Filtermaterial schonenden Übergang von einem Ballen 6 zu einem Ballen 6' zu ermöglichen, wird, insbesondere gemäß
Durch fortlaufendes Abziehen des Filtermaterialstreifens 4 durch den Führungsring 49 in die Aufbereitungsvorrichtung 1 wird der Ballen 6 verkleinert bzw. schwindet dieses im Ballen 6 vorhandene Material mehr und mehr. Mittels eines optischen Sensors 46, der beispielsweise eine Kamera sein kann, wird in Erfassungsrichtung 47 erkannt, wann die letzte Lage Filtermaterialstreifen 4 im Ballen 6 erreicht wird bzw. wann von der letzten Lage des Filtermaterialstreifens 4 der Bereich abgezogen wurde, der sich in Erfassungsrichtung 47 des optischen Sensors 46 befindet. In diesem Moment wird ein Signal über eine Signalleitung 46a beispielsweise der Hauptsteuerung 25 zugeführt. Daraufhin wird sofort oder mit einer vorgebbaren Zeitverzögerung, die insbesondere abhängig von der Geschwindigkeit des Abziehens des Filtermaterialstreifens 4 ist, die Geschwindigkeit der Filterstrangmaschine reduziert. Es können auch die Komponenten, durch die der Filtermaterialstreifen 4 hindurch läuft, wenigstens teilweise auseinander gezogen werden, so dass durch die verringerte Geschwindigkeit und auch das Auseinanderziehen dieser Komponenten die Komponenten der Filterstrangmaschine geschont werden. Es kann auch ein entsprechendes Signal der Hauptsteuerung 25 von einem dritten Sensor 48' zugeführt werden, der das Abziehen der Verbindungsstelle 45 von diesem Sensor repräsentiert.By continuous removal of the
Die Verbindungsstelle 45 läuft dann durch die Filterstrangmaschine und insbesondere die Aufbereitungsvorrichtung 1 und die Bearbeitungsvorrichtung 2 hindurch und wird in dem Format 23 von einem Umhüllungsmaterialstreifen 21 umhüllt und zu einem Filterstrang 24 ausgebildet. Die Messvorrichtung 37 kann dann so wie vorstehend ausgebildet sein, um den Moment zu detektieren, in dem der Filterstrang die Verbindungsstelle 45 aufweist. Dieses Signal kann dann dazu genutzt werden, diesen Bereich des Filterstrangs von der weiteren Verarbeitung auszuschließen und/oder die Geschwindigkeit der Filterstrangmaschine wieder auf einen höheren vorgebbaren Wert zu erhöhen. Es kann auch sinnvoll sein, den Bereich des Filterstrangs von der weiteren Verarbeitung auszuschließen, der während des langsameren Betriebs der Filterstrangmaschine hergestellt wurde.The joint 45 then passes through the filter rod machine and in particular the processing device 1 and the
Zusätzlich zu diesem aus
Gegenüber der Messung durch den Sensor 37 hat dies den Vorteil, dass eine direkte Erkennung einer Fehlstelle wesentlich einfacher und sicherer möglich ist als nach der Strang bildung am Ort des Sensors 37, wo nur eine indirekte Messung möglich ist. Gleichzeitig ist gegenüber der Messung am Ort des Sensors 46 die restliche Variation der Laufzeit zwischen dem Sensor 39 und der Ablegertrommel 31 und dem Ablegerband 32 um ein Vielfaches reduziert, so dass der Ausschuss deutlich geringer ausfällt. Es liegt eine annähernd konstante Schieberegisterlänge bis zum Auswurf vor. Da der Sensor 39 stromaufwärts der Auftrageinrichtung 12 angeordnet ist, ist auch keine oder nur wenig Verschmutzung mit Auftragmaterial, z.B. Triacetin, auf den optischen Grenzflächen des Sensors 39 zu erwarten. Als optische Sensoren sind bekannte Auflicht- und Durchlichtsensoren einsetzbar, die ohne bauliche Veränderungen, bis auf einen einzufügenden Halter, in Produktionsmaschinen integriert werden können. An der erfindungsgemäß vorgesehenen Stelle ist in vielen Filterstrangmaschinen genügend Platz vorhanden, so dass bestehende Filterstrangmaschinen an der entsprechenden Stelle mit Sensoren 39 nachgerüstet werden können.Compared with the measurement by the
In
In
Ein typischer Tow-Twist 55 ist schematisch in
Ebenfalls dargestellt ist in
In
Optional kann auf der der optischen Sensorleiste 71 gegenüberliegenden Seite des Filtermaterialstreifens 4 eine Spiegelfläche oder reflektierende Fläche 73 angeordnet sein. Die Anordnung der Spiegelfläche dient dazu, die Vorzüge des Transmissionsverfahrens und des Reflexionsverfahrens, d.h. des Durchlichtverfahrens und des Auflichtverfahrens, miteinander zu verbinden.Optionally, a mirror surface or
Die in
- 11
- Aufbereitungsvorrichtungtreatment device
- 22
- Bearbeitungsvorrichtungprocessing device
- 2a2a
- Gehäusecasing
- 33
- Walzenpaarroller pair
- 3a3a
- Steuerleitungcontrol line
- 4, 4'4, 4 '
- FiltermaterialstreifenFilter material strips
- 4a4a
- FiltermaterialstrangFilter material strand
- 55
- Umlenkrolleidler pulley
- 6, 6'6, 6 '
- Ballenbale
- 77
- Luftdüseair nozzle
- 88th
- Luftdüseair nozzle
- 99
- Walzenpaarroller pair
- 1010
- Klimakammerclimatic chamber
- 10a10a
- WasserdampfquelleSteam source
- 10b10b
- WarmluftquelleWarm air source
- 10c10c
- Regelventilcontrol valve
- 10d10d
- Regelventilcontrol valve
- 10e10e
- Steuerleitungcontrol line
- 10f10f
- Steuerleitungcontrol line
- 1111
- Walzenpaarroller pair
- 1212
- Auftrageinrichtungapplicator
- 1313
- VorreckwalzenpaarVorreckwalzenpaar
- 1414
- Steuerungcontrol
- 1515
- Tänzerwalzedancer roll
- 1616
- Stellgliedactuator
- 1717
- Einlauftrichterfeed hopper
- 1818
- Bobinereel
- 1919
- Beleimvorrichtunggluing device
- 2121
- Umhüllungsstreifenwrapping strip
- 2222
- Formatbandformat tape
- 22a22a
- Antriebsvorrichtungdriving device
- 2323
- Formatformat
- 2424
- Filterstrangfilter rod
- 2525
- Hauptsteuerungmain control
- 25a, b, c25a, b, c
- Steuerleitungcontrol line
- 2626
- Kühlstegecooling fins
- 2727
- Messerapparatknife apparatus
- 2828
- Filterstabfilter rod
- 2929
- Beschleunigeraccelerator
- 3131
- Ablegertrommeloffshoot drum
- 3232
- Ablegerbandoffshoot band
- 3333
- Dosierpumpemetering
- 33a33a
- Steuerleitungcontrol line
- 3434
- Zuführleitungfeed
- 3636
- Weichmachervorratplasticizers stock
- 3737
- erste Messvorrichtungfirst measuring device
- 37a37a
- Messwertreading
- 3838
- zweite Messvorrichtungsecond measuring device
- 38a,b38a, b
- Messwertreading
- 39, 39', 39"39, 39 ', 39 "
- Sensorsensor
- 39a,b39a, b
- Signalleitungsignal line
- 4242
- Auswertevorrichtungevaluation
- 4343
- Steuer- oder RegelvorrichtungControl or regulating device
- 4444
- Datenleitungdata line
- 4545
- Verbindungsstellejunction
- 4646
- optischer Sensoroptical sensor
- 46a46a
- Messwertreading
- 4747
- Erfassungsrichtungdetection direction
- 4848
- Verbindungsvorrichtungconnecting device
- 48'48 '
- dritter Sensorthird sensor
- 4949
- Führungsringguide ring
- 50 - 50VII 50 - 50 VII
- Bündel aus FiltermaterialBundles of filter material
- 51 - 51VII 51 - 51 VII
- Nahtstellejoin
- 5252
- Förderrichtungconveying direction
- 53 - 53"53 - 53 "
- Unterer Rand des FiltermaterialstreifensBottom edge of the filter material strip
- 54 - 54"54 - 54 "
- Oberer Rand des FiltermaterialstreifensUpper edge of the filter material strip
- 5555
- Einschnürung des FiltermaterialstreifensConstriction of the filter material strip
- 5656
- Längsachselongitudinal axis
- 6060
- TransmissionssensoranordnungTransmission sensor arrangement
- 6161
- optische Sensorleisteoptical sensor strip
- 6262
- Leistenförmige LichtquelleStrip-shaped light source
- 7070
- ReflexionssensoranordnungReflective sensor arrangement
- 7171
- optische Sensorleisteoptical sensor strip
- 7272
- HilfslichtquelleAuxiliary light source
- 7373
- Spiegelflächemirror surface
- 8080
- Trommel mit metallischem MantelDrum with metallic coat
- 8181
- Gegentrommelagainst drum
- 8282
- akustischer Sensoracoustic sensor
- 9090
- Beschleunigungssensoraccelerometer
- 9191
- Führungsflächeguide surface
- 9292
- Dreharmrotating arm
Claims (14)
- Method of operating a filter rod machine (1, 2) in the tobacco processing industry, whereby filter material in the form of a filter material strip (4, 4') is drawn from a supply in the form of at least one bale (6, 6'), spread out, stretched, conveyed by an applicator unit (12) and fed to a formatting device (23) of the filter rod machine (1, 2), and a filter rod (24) is formed from the filter material strip (4, 4'), characterised in that at least one sensor (39; 39'; 60, 70, 80, 90) detects a defect (45, 51 - 51VII; 55) after stretching the filter material strip (4, 4') and upstream of the applicator unit (12) and generates at least one signal (39a, 39b), which is used to ensure that at least the region of the filter rod (24) incorporating the defect (45, 51 - 51VII; 55) is excluded from further processing.
- Method as claimed in claim 1, characterised in that the defect (45, 51 - 51VII; 55) is detected as being a change in the shape of the filter material strip (4, 4') caused by a joining point (45, 51 - 51VII) in the filter material strip (4, 4') at which the end of the filter material strip (4, 4') of a first bale (6) is joined to the start of the filter material strip (4, 4') of a second bale (6') or caused by a 180° twist (55) of the filter material strip (4, 4') about its longitudinal axis (56).
- Method as claimed in claim 1 or 2, characterised in that the defect (45, 51 - 51VII; 55) is detected by means of an acoustic signal which is generated when the defect (45, 51 - 51VII; 55) is conveyed alongside a drum (80) with a metallic surface.
- Method as claimed in one of claims 1 to 3, characterised in that the defect (45, 51 - 51VII; 55) is detected by means of an acceleration sensor (90).
- Method as claimed in one of claims 1 to 4, characterised in that the defect (45, 51 - 51VII; 55) is detected by means of an optical transmitted light and/or reflected light method, and the quantity of transmitted and/or reflected light is detected along at least a part of the width of the filter material strip (4, 4').
- Method as claimed in claim 5, characterised in that at least one edge and in particular a region of the middle of the filter material strip (4, 4') is detected.
- Method as claimed in one of claims 1 to 6, characterised in that the signal (39a, 39b) is used to reduce the conveying speed of the filter material strip (4, 4').
- Filter rod machine (1, 2) in the tobacco processing industry with a filter material dispensing station from which a filter material strip (4, 4') can be dispensed from at least one filter material supply (6, 6'), with a spreading device (7, 8), a stretching device (3, 9), an applicator unit (12) and a rod formatting device (23) by means of which a filter rod (24) can be produced from the filter material strip (4, 4'), and at least one sensor (39, 39'; 60, 70, 80, 90) is provided which is designed to detect a defect (45, 51 - 51VII; 55) of the filter material strip (4, 4'), and the sensor (39, 39'; 60, 70, 80, 90) is disposed at the point of or downstream of the stretching device (3, 9) and upstream of the applicator device (12), characterised in that an evaluation unit (25; 42, 43) is provided as a means of evaluating a signal of the sensor (39, 39'; 60, 70, 80, 90) for the presence of a defect (45, 51 - 51VII; 55) of the filter material strip (4, 4').
- Filter rod machine (1, 2) as claimed in claim 8, characterised in that a control unit (25) is provided, which in particular is integrated in the evaluation unit (25; 42, 43), by means of which, in particular by means of a timer or a shift register which is pre-settable and/or dependent on the conveying speed of the filter material strip (4, 4'), an ejection of filter rod portions or filter rods (28) affected by a detected defect (45, 51 - 51VII; 55) and/or a reduction in the conveying speed of the filter material strip (4, 4') can be controlled.
- Filter rod machine (1, 2) as claimed in claim 8 or 9, characterised in that the sensor (39, 39'; 60, 70, 80, 90) comprises a drum (80) with a metallic surface across which the filter material strip (4, 4') is fed, and the drum (80) is connected to an acoustic pick-up (82).
- Filter rod machine (1, 2) as claimed in one of claims 8 to 10, characterised in that the sensor (39, 39'; 60, 70, 80, 90) is provided in the form of an acceleration sensor (90), in particular a lever (91, 92), across which the filter material strip (4, 4') is fed.
- Filter rod machine (1, 2) as claimed in one of claims 8 to 11, characterised in that the sensor (39, 39'; 60, 70, 80, 90) comprises a light-sensitive sensor (61, 71) which is directed towards a surface of the filter material strip (4, 4') and disposed at a distance apart from the filter material strip (4, 4').
- Filter rod machine (1, 2) as claimed in claim 12, characterised in that the sensor (61, 71) comprises a light-sensitive receiver element which is oriented in particular at an angle of approximately 90° with respect to the conveying direction of the filter material strip (4, 4').
- Filter rod machine (1, 2) as claimed in claim 12 or 13, characterised in that a light source (62), in particular a row of light guides, is provided, disposed on the side of the filter material strip (4, 4') lying opposite the sensor (61), or a light source (72, 72', 72"), in particular a row of light guides (72) is provided, disposed on the same side of the filter material strip (4, 4') as the sensor (37), in which case a reflector (73) in particular is disposed on the side of the filter material strip (4, 4') lying opposite the sensor (37).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL10158607T PL2238847T3 (en) | 2009-04-08 | 2010-03-31 | Method for operating a filter rod machine and filter rod machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009016500.2A DE102009016500B4 (en) | 2009-04-08 | 2009-04-08 | Method for operating a filter rod machine and filter rod machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2238847A1 EP2238847A1 (en) | 2010-10-13 |
| EP2238847B1 true EP2238847B1 (en) | 2013-03-27 |
Family
ID=42288919
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10158607A Active EP2238847B1 (en) | 2009-04-08 | 2010-03-31 | Method for operating a filter rod machine and filter rod machine |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2238847B1 (en) |
| JP (1) | JP5647810B2 (en) |
| CN (1) | CN101856148B (en) |
| DE (1) | DE102009016500B4 (en) |
| PL (1) | PL2238847T3 (en) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009004457A1 (en) * | 2009-01-13 | 2010-07-22 | Tews Elektronik Gmbh & Co. Kg | Method and device for measuring mass and density and / or for measuring the moisture of portioned units |
| CN102058161A (en) * | 2010-12-06 | 2011-05-18 | 云南玉溪卷烟厂滤嘴棒分厂 | Filter rod production process for seamless bonding of wrap paper and tow filter rod |
| DE102011006414C5 (en) * | 2011-03-30 | 2021-02-18 | Hauni Maschinenbau Gmbh | Method and device for determining weight fractions in a filter material |
| CN103750557B (en) * | 2011-12-31 | 2015-03-25 | 贵州中烟工业有限责任公司 | Method for adjusting drawing resistance of filter stick |
| DE102012106180A1 (en) * | 2012-07-10 | 2014-01-16 | Hauni Maschinenbau Ag | Method for controlling a machine combination and / or a machine for processing rod-shaped articles of the tobacco-processing industry and a machine device therefor |
| CN103625979B (en) * | 2013-12-06 | 2015-12-30 | 湖南中烟工业有限责任公司 | The cigarette filter tip shaping device of folding mixing cut by tow and filter paper |
| DE102014221146A1 (en) * | 2014-10-17 | 2016-04-21 | Hauni Maschinenbau Ag | Transfer device of a filter rod machine and method for operating a filter rod machine of the tobacco processing industry |
| CN105495684A (en) * | 2016-01-04 | 2016-04-20 | 江苏大亚滤嘴材料有限公司 | Waste cigarette filter tip detection device and control method thereof |
| KR102123302B1 (en) * | 2018-06-01 | 2020-06-16 | 태영산업 주식회사 | apparatus for manufacturing dual-cigarette filter |
| CN109567270B (en) * | 2019-01-21 | 2021-05-18 | 河南中烟工业有限责任公司 | Method for adjusting tension of tows |
| CN113907416A (en) * | 2021-11-11 | 2022-01-11 | 南通烟滤嘴有限责任公司 | Preparation facilities of multiaxis multicore filter rod |
| WO2023100222A1 (en) * | 2021-11-30 | 2023-06-08 | 日本たばこ産業株式会社 | Seam inspection device and seam inspection method for cigarette filter |
| CN114747800A (en) * | 2022-02-28 | 2022-07-15 | 浙江中烟工业有限责任公司 | Acetate fiber tow splicing section detection method and device |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3967994A (en) * | 1974-10-09 | 1976-07-06 | Langberg Associates, Inc. | Method of inspection for splices used for joining webs in a manufacturing process |
| US4328994A (en) * | 1980-05-01 | 1982-05-11 | Lee Norse Company | Mining apparatus and method |
| DE3224009A1 (en) | 1981-07-15 | 1983-02-03 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Method and apparatus for producing filter rods for smokeable articles |
| DE3312841A1 (en) | 1982-04-30 | 1983-11-03 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Method and device for the manufacture of rod-shaped articles of the tobacco processing industry |
| JPS5982077A (en) * | 1982-10-29 | 1984-05-11 | 三菱アセテート株式会社 | Production of filter plug |
| IT1272020B (en) * | 1992-03-26 | 1997-06-10 | Koerber Ag | PROCEDURE AND MACHINE FOR TREATING MATERIAL FOR A FILTER CORD. |
| DE4345569B4 (en) * | 1993-11-24 | 2006-06-08 | Hauni Maschinenbau Ag | Arrangement for processing a strip of filter material |
| DE19705260B4 (en) | 1996-02-20 | 2008-12-24 | Hauni Maschinenbau Ag | Arrangement for detecting at least one dielectric property of a substance |
| DE19959034B4 (en) | 1999-12-08 | 2008-01-17 | Hauni Maschinenbau Ag | Method and device for feeding a preferably liquid additive to a moving web |
| DE10152162A1 (en) | 2001-10-25 | 2003-05-08 | Hauni Maschinenbau Ag | Device for transporting strip or strip material |
| DE102004051926A1 (en) | 2004-10-25 | 2006-04-27 | Hauni Maschinenbau Ag | Filter manufacturing method and apparatus |
| DE102005038728B3 (en) | 2005-08-15 | 2007-03-29 | Hauni Maschinenbau Ag | Method and device for supplying an additive to a filter material web |
| DE102005051340B4 (en) * | 2005-10-25 | 2007-10-04 | Hauni Maschinenbau Ag | Connection of filter material strips |
| DE102005062091A1 (en) | 2005-12-22 | 2007-07-05 | Hauni Maschinenbau Ag | Method for operating a filter rod machine and filter rod machine |
| DE102007005601A1 (en) | 2006-05-22 | 2007-11-29 | TRüTZSCHLER GMBH & CO. KG | Device on a spinning preparation machine, in particular carding machines, carding machines or the like, for detecting carding process variables |
| DE102007011984A1 (en) | 2007-03-09 | 2008-09-11 | TRüTZSCHLER GMBH & CO. KG | Device on a card or card for grinding a Faserverarbeitungsgarnitur, which is arranged on a rotating drum or a lid |
-
2009
- 2009-04-08 DE DE102009016500.2A patent/DE102009016500B4/en active Active
-
2010
- 2010-03-31 PL PL10158607T patent/PL2238847T3/en unknown
- 2010-03-31 EP EP10158607A patent/EP2238847B1/en active Active
- 2010-04-05 JP JP2010086634A patent/JP5647810B2/en not_active Expired - Fee Related
- 2010-04-08 CN CN201010165213.1A patent/CN101856148B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102009016500A1 (en) | 2010-10-21 |
| CN101856148B (en) | 2015-09-09 |
| JP5647810B2 (en) | 2015-01-07 |
| PL2238847T3 (en) | 2013-08-30 |
| JP2010239965A (en) | 2010-10-28 |
| DE102009016500B4 (en) | 2024-02-08 |
| EP2238847A1 (en) | 2010-10-13 |
| CN101856148A (en) | 2010-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2238847B1 (en) | Method for operating a filter rod machine and filter rod machine | |
| EP1397961B1 (en) | Method and apparatus for measuring the length and the diameter of filter rods | |
| DE102005062091A1 (en) | Method for operating a filter rod machine and filter rod machine | |
| DE3801115C2 (en) | Method and device for determining the density of a fiber strand of the tobacco processing industry | |
| EP1702524A1 (en) | Detection of inhomogenities in a filter rod | |
| DE3624236A1 (en) | METHOD AND DEVICE FOR CHECKING THE DENSITY OF A COATED TOBACCO STRAND | |
| EP1480532B1 (en) | Device for the simultaneous, continuous measurement and regulation of the acetate and triacetine level in filter rods of the tobacco-processing industry | |
| DE2734643C2 (en) | ||
| EP2769632B2 (en) | Measurement method and measurement assembly for detecting the position of an object in a filter rod conveyed along the longitudinal axis, and machine for the tobacco processing industry | |
| EP2690977A1 (en) | Method and device for measuring an internal physical property of a longitudinally axially conveyed rod-shaped article of the tobacco- processing industry | |
| EP2238845A1 (en) | Method for optical control of a wrapping paper strip for the tobacco industry | |
| DE2815025C2 (en) | Method and arrangement for forming a filter rod | |
| EP1325683B1 (en) | Method and apparatus for producing a stream of fibers for the tobacco industry | |
| EP1849370B1 (en) | Monitoring the position of a band of tipping paper | |
| DE2208944A1 (en) | METHOD AND DEVICE FOR DETECTING THE DENSITY OF A ROPE OF CIGARETTES OR THE SAME ROPE OF TOBACCO OR FILTER MATERIAL | |
| DE3725365A1 (en) | METHOD AND DEVICE FOR PRODUCING A STRING OF CIGARETTES | |
| EP1649764B1 (en) | Method and device for the production of filters | |
| EP2397042A1 (en) | Device and method for producing rod-shaped articles in the tobacco processing industry | |
| EP2868214A1 (en) | Device for manufacturing a filter rod and machine for the tobacco processing industry | |
| EP2745719A1 (en) | Measuring assembly and measuring method for a filter rod segment in the tobacco processing industry, machine for the manufacturing of filter rods, machine and installation for the production of a multi-segment filter product | |
| DE3738983C2 (en) | Method and device for producing a fiber strand of the tobacco processing industry | |
| EP1424016B1 (en) | Circulating conveyor belt for transporting a rod of the tobacco industry | |
| DE10117081A1 (en) | Device and method for generating a statement about the property (s) of a fiber strand | |
| EP1332682A1 (en) | Method and apparatus to measure the diameter of a cigarette rod or of a rod-like article of the tobacco industry | |
| DE3806320A1 (en) | Method and apparatus for monitoring the geometrical dimensions of strand-shaped or rod-shaped products in the tobacco processing industry |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA ME RS |
|
| 17P | Request for examination filed |
Effective date: 20110317 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SACHER, DIRK |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 602802 Country of ref document: AT Kind code of ref document: T Effective date: 20130415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010002687 Country of ref document: DE Effective date: 20130523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130627 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130627 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130628 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20130331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130727 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130729 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: G.D SOCIETA PER AZIONI Effective date: 20131223 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502010002687 Country of ref document: DE Effective date: 20131223 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130527 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100331 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R100 Ref document number: 502010002687 Country of ref document: DE |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20151103 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 602802 Country of ref document: AT Kind code of ref document: T Effective date: 20150331 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502010002687 Country of ref document: DE Owner name: HAUNI MASCHINENBAU GMBH, DE Free format text: FORMER OWNER: HAUNI MASCHINENBAU AG, 21033 HAMBURG, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: HAUNI MASCHINENBAU GMBH; DE Free format text: DETAILS ASSIGNMENT: VERANDERING VAN EIGENAAR(S), VERANDERING VAN DE JURIDISCHE ENTITEIT; FORMER OWNER NAME: HAUNI MASCHINENBAU AG Effective date: 20160809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20181102 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502010002687 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201001 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: HC Owner name: KOERBER TECHNOLOGIES GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: HAUNI MASCHINENBAU GMBH Effective date: 20221025 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230608 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240320 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240227 Year of fee payment: 15 Ref country code: IT Payment date: 20240327 Year of fee payment: 15 |