EP2105273A2 - Halteelement zum Anbringen von Schalungselementen - Google Patents
Halteelement zum Anbringen von Schalungselementen Download PDFInfo
- Publication number
- EP2105273A2 EP2105273A2 EP09003641A EP09003641A EP2105273A2 EP 2105273 A2 EP2105273 A2 EP 2105273A2 EP 09003641 A EP09003641 A EP 09003641A EP 09003641 A EP09003641 A EP 09003641A EP 2105273 A2 EP2105273 A2 EP 2105273A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- formwork
- holding element
- support
- holding
- shuttering
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009415 formwork Methods 0.000 title claims abstract description 236
- 125000006850 spacer group Chemical group 0.000 claims abstract description 25
- 238000000034 method Methods 0.000 claims abstract description 7
- 238000009416 shuttering Methods 0.000 claims description 36
- 238000004519 manufacturing process Methods 0.000 claims description 9
- 239000000463 material Substances 0.000 claims description 8
- 239000004567 concrete Substances 0.000 claims description 7
- 230000006835 compression Effects 0.000 claims description 4
- 238000007906 compression Methods 0.000 claims description 4
- 239000007779 soft material Substances 0.000 claims description 2
- 238000010276 construction Methods 0.000 claims 1
- BGPVFRJUHWVFKM-UHFFFAOYSA-N N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] Chemical compound N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] BGPVFRJUHWVFKM-UHFFFAOYSA-N 0.000 description 16
- 229920006328 Styrofoam Polymers 0.000 description 6
- 238000003825 pressing Methods 0.000 description 6
- 239000008261 styrofoam Substances 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 239000004793 Polystyrene Substances 0.000 description 4
- 229920002223 polystyrene Polymers 0.000 description 4
- 239000002023 wood Substances 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 3
- 239000003292 glue Substances 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 239000004831 Hot glue Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 239000011178 precast concrete Substances 0.000 description 2
- 235000001674 Agaricus brunnescens Nutrition 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 231100000075 skin burn Toxicity 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0002—Auxiliary parts or elements of the mould
- B28B7/0014—Fastening means for mould parts, e.g. for attaching mould walls on mould tables; Mould clamps
- B28B7/002—Fastening means for mould parts, e.g. for attaching mould walls on mould tables; Mould clamps using magnets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0002—Auxiliary parts or elements of the mould
- B28B7/0014—Fastening means for mould parts, e.g. for attaching mould walls on mould tables; Mould clamps
- B28B7/0017—Fastening means for mould parts, e.g. for attaching mould walls on mould tables; Mould clamps for attaching mould walls on mould tables
Definitions
- the present invention relates to a holding element for attaching formwork elements on a formwork support suitable for the production of prefabricated elements, in particular in the form of a pallet, and a formwork element for receiving such a holding element. Furthermore, the invention relates to a method for producing a finished component and a method for attaching a formwork element by at least one holding element on a formwork support for prefabricated components.
- Formwork overlays with formwork elements for the manufacture of prefabricated concrete components have long been known.
- different lengths and shapes of formwork elements are required.
- formwork elements of certain lengths which, by placing on the formwork overlay, form a receiving space between these formwork elements into which concrete is poured, e.g. to obtain a rectangular prefabricated component.
- One way of attaching these standardized formwork elements, which usually consist of a metal, is given by providing magnets in the standardized formwork elements.
- a formwork system for precast concrete out goes from the DE 299 20 866 U1 1999, a formwork system for precast concrete out.
- a magnetic body with its underside on a base plate can be placed, whereby formwork parts are fixed in their respective position.
- Between the base plate and the formwork part of the magnetic body is retractable or liftable by a lifting element.
- the magnetic body and the lifting element can not be removed from the formwork part.
- the German patent application DE 101 10 224 A1 from 2001 shows a formwork system for shuttering precast concrete elements.
- the formwork body is designed as a U-profile, within which a magnet is arranged, which is directly connected by an opening in the formwork body with a shift knob. Through this shift knob, the magnet can be switched. Again, this is not indicated that the magnet and shift knob can be solved by the formwork element.
- formwork elements containing integrated magnets are sequentially placed on a pallet by a robot with automatic control.
- a formwork element is first brought into a pre-position in which it is in the raised state and at a distance from the previous formwork element.
- the formwork element is either stepped or diagonally moved to the target position in which it rests against an adjacent formwork element.
- Such a gun with cartridges is also subject to constant temperature fluctuations during refilling. Also guns with granulate feed are in use, which, however, have a high purchase price.
- severe pollution of the workplace occurs due to unavoidable stringing and dripping of the adhesive. This is especially the risk of skin burns.
- Another problem is that if the sheet steel surface is oily, the adhesive will not adhere and thus cleaning will be needed prior to the attachment of the formwork elements. Also if the surface is then clean, the adhesion of the adhesive can be a problem if it is too cold. Once the glue is too warm, the polystyrene melts and the glue disappears inside the styrofoam. Thus only pistols with temperature control can be used.
- the glue must have different temperatures.
- the problem then arises during cleaning that the pallets must be cleaned by hand from the adhesive residue, since otherwise prints are produced in the subsequently manufactured finished concrete element.
- the object of the invention is therefore to provide a holding element of the type mentioned, with which the known from the prior art problems can be avoided and which in particular represents a simple way to attach formwork elements on shuttering pallets.
- the holding element can be inserted and removed from above into a recess of the formwork element, wherein the holding element has a magnet and the holding element holds the formwork element on the formwork support. Due to the removability, the holding elements are reusable and suitable for each type of formwork elements with corresponding recesses. Thus, the formwork elements can be cut into the desired shapes and are magnetically held by the insertable and removable retaining element on the metallic formwork support.
- the holding element has a head part and a foot part, wherein the magnet is permanently connected to the holding element, preferably with its foot part and the foot part of the holding element protrudes into a recess of the formwork element.
- the head part on the formwork element preferably protrude vertically.
- the foot part substantially corresponds to the recess of the shuttering element.
- it may also correspond to the entire holding element in its circumference of the recess of the formwork element.
- An embodiment provides that the head part of the holding element has a larger diameter than the foot part of the holding element.
- that has Holding element a mushroom shape.
- the head part of the holding element has a larger diameter than the recess of the formwork element.
- An advantageous embodiment of the holding element provides that the holding element passes by moving in the direction of the formwork support in a fixing position for formwork support, in which the holding element together with the formwork element is magnetically fixed to the formwork support.
- the detachment of the holding elements can either be done manually by means of a removal tool or be performed automatically via a robot.
- a further embodiment of the present invention provides that between the holding element and shuttering element, a compressible spacer is arranged. Furthermore, it can be provided that the compressible spacer holds the holding element at a distance from the formwork support, wherein the holding element at a distance not yet fixed the formwork element to the formwork support. As a result, the holding element is held in a position spaced or elevated from the formwork support, in which the magnet is not yet attracted to the formwork support or is not yet sufficiently tightened to overcome the resistance of the compressible spacer. This distance can be a few millimeters to a few centimeters, but this depends greatly on the magnets used and on the dimensions of the prefabricated components to be manufactured and the necessary formwork elements and retaining elements.
- the formwork element can be moved to the formwork support in the desired position. After positioning of the formwork elements at the desired positions, it can be provided that the holding element inserted into the formwork element by moving the holding element in the direction of the formwork support under compression of the spacer in a fixing position for Formwork support passes and holds the formwork element magnetically on the formwork support.
- One embodiment provides that the movement of the holding element is carried out by pressing by a shuttering robot.
- the compressible spacer is designed as a spring, which is arranged between the head part of the holding element and the formwork element. This spring distanced the entire holding element from the formwork support in such a way that a position in which sufficient magnetic force is not yet present is held for fixing the holding element.
- this spacer provides that the compressible spacer is formed by an at least partially compressible portion of the formwork element itself.
- the recess or the formwork element is cut in such a way that the holding element can not even reach the fixing position with an underlying formwork support when being introduced into the formwork element.
- the compressible spacer in the formwork element is compressible by a preferably wedge-shaped, directed towards formwork element projection on the head part of the holding element.
- the extension of the holding element in fixing position penetrates into the, preferably soft material existing formwork element or this compressed.
- the material of the formwork element for example Styrofoam or wood, is intended to be depressible so far that the existing before the impressions of the holding element distance between the underside of the holding element and formwork support in or in the formwork element can be pressed. In a preferred embodiment, this distance is about 3 mm.
- Protection is also desired for a shuttering element for a finished component to be produced on a shuttering support, wherein the shuttering element has at least one, preferably two recesses for receiving a holding element according to one of claims 1 to 17.
- the retaining element is at least one or at least two recesses are provided. If the holding element is designed, for example, rotationally symmetrical, only such a holding element could offer no rotationally fixed fixation of the formwork element. For this purpose, then two retaining elements would have to be provided in two recesses of the formwork element. If the holding element is not rotationally symmetrical, a rotation of the formwork element to the holding element is not possible, whereby a fixation with only one holding element is made possible.
- the at least one recess is designed as a substantially vertical through hole through the formwork element.
- the formwork element consists of metal, for example steel, polystyrene, wood or the like.
- Protection is also desired for a method for attaching a formwork element by at least one holding element on a formwork support for prefabricated components, wherein in a first step, the positioning of a formwork element with at least one introduced into a recess of the formwork element, a magnet having holding element on the formwork support, and in a second step, the movement of the holding element in a fixing position to the formwork support, in which the holding element together with the formwork element is magnetically fixed to the formwork support, is provided.
- a particular embodiment provides that when moving the retaining element used in a formwork element in the direction of formwork support the formwork element is fixed under compression of a spacer on the formwork support.
- a further embodiment provides that the attachment of the at least one formwork element by at least one holding element on a formwork support for prefabricated components using a shuttering robot takes place.
- the formwork robot performs at least one step of this process, while other steps can also be done manually.
- protection is sought for a method for producing a prefabricated component on a formwork support, wherein in a first step, the positioning of a formwork element with at least one introduced into a recess of the formwork element, a magnet-containing holding element on the formwork support, in a second step, the movement of the holding element in a fixing position to the formwork support, in which the holding element together with the formwork element is magnetically fixed to the formwork support, in a third step, the manufacture of a finished component by pouring a curable material, preferably concrete, in at least one space between formwork elements, and in a fourth step, the removal the holding elements of the formwork elements and removing the formwork elements is provided by the formwork support.
- a curable material preferably concrete
- One embodiment variant provides that the production of a finished component takes place on a formwork support using a formwork robot or demoulding robot. In this case, at least one method step should be performed by the shuttering robot.
- these steps can be performed by a shuttering robot or entirely by hand these steps.
- the blank of the individual formwork elements can be automated. These cuts can be made in 90 ° angles, mitred or else with curves or other shapes.
- the general forms can first be positioned by means of standardized formwork elements in order subsequently to adapt the cut formwork elements or special formwork elements. This so-called residual formwork is prepared in such a way that the formwork can be cast on both sides. After introducing the retaining elements into the recesses of the formwork elements can be done by pressing the retaining elements in the activated position fixation.
- a demoulding robot can first remove the magnets or the holding elements, after which the formwork elements are separated from the finished component and the formwork support.
- the order of these operations after curing of the concrete is arbitrary.
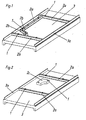
- Fig. 1 shows a view of a formwork support 3, wherein two lateral edge trim 3a are shown on two sides of the formwork support 3, which are firmly connected in the embodiment shown with the formwork support 3. Between these lateral Randabstellem 3a standardized formwork elements 2a and cut formwork elements 2b are arranged such that an irregular pourable space is formed. These formwork elements 2a and 2b are each held by one or two holding elements 1 on the formwork support 3.
- Fig. 2 again shows a formwork support 3 with lateral Randabstellem 3a, wherein standardized formwork elements 2a form a rectangular and pourable space.
- Fig. 3a shows a cross section of a formwork element 2, which rests on the formwork support and has a recess 4.
- the holding element 1 is inserted into this recess 4 while maintaining a distance A. In this position, no sufficient magnetic force is present to pull the entire holding element 1 to the formwork support 3.
- the magnet 5 is in this case arranged in the foot part 1 b of the holding element 1.
- the head part 1 a which has a larger diameter than the foot part 1 b and the recess 4 shown protruding beyond the formwork element 2.
- the head part 1 a has an extension 1 c.
- This holding element 1 can be rotationally symmetrical as well as not rotationally symmetrical (rectangular in plan view, for example).
- Fig. 3c Now the retaining element 1 has been pressed or brought into the fixing position. In the fixing position of the magnet 5 holds on the holding element 1, the formwork element 2 on the formwork support 3. The extension 1 c penetrates this in the formwork element 2 or compresses the formwork element 2 in this area. A suitable toothing on the extension 1 c of the head part 1 a of the holding element 1 can prevent the preventing or slipping or rotating around the magnet 5.
- Fig. 4a is again the same formwork element 2 as in Fig. 3a shown.
- Fig. 4b Now, a different holding element 1 is shown, which has a spacer 6 in the form of a spring 6a.
- This spring 6a is arranged between the head part 1a of the holding element 1 and the formwork element 2 around the foot part 1b and keeps the holding element 1 spaced from the formwork support 3.
- Fig. 4c is now the retaining element 1 in the fixing position, wherein the spring 6a is compressed. In order to hold the retaining element 1 in this fixing position, the attraction between magnet 5 and shuttering pad 3 must be greater than the spring force of the spring 6a.
- the shuttering element 2 is preferably made of a soft, in particular deformable material (eg Styrofoam).
- the formwork element is preferably made of a hard material (eg metal).
- Fig. 5 is a formwork element 2 shown with recess 4 and below architectureerndem base.
- FIG. 5 First, the view without holding element 1 is shown.
- the further figures show the introduced holding element 1, wherein only the head part 1a can be seen and the next figure, the holding element 1 in the fixing position, wherein only the uppermost portion of the head part 1 a protrudes from the formwork element 2.
- Fig. 6 shows two views of a formwork element 2 with two inserted holding elements 1 and spacers 6a. Here, the fixing position is shown on the left and the insertion position on the right.
- Fig. 7 shows an advantageous embodiment of the formwork element 2.
- the recess 4 is in this case made such that a cutting tool makes the recess recesses 8. To get to the recess 4, the cutting tool must first make the recesses 8.
- the cutting tool can be designed in the form of a cutting wire.
- Fig. 8a shows a cross section of an alternative embodiment of a holding element 1.
- the holding element 1 is conical and is held by the formwork element 2 in an elevated position (insertion position).
- the region of the formwork element 2 which rests directly on the holding element 1 is indicated here by dashed lines as a compressible spacer 2.
- a Garelementausnaturalung 9 is provided, through which, for example, the shuttering robot can engage in the holding element 1 and by pressing the retaining element in the, in Fig. 8b shown, fixation position brings.
- the spacer 6 is compressed, whereby the holding element together with shuttering element 2 is held on the formwork support 3 by the magnet 5.
- a Garelementausnaturalung 9 may be provided in any arbitrarily shaped retaining element 1.
- Fig. 9a and 9b show a further alternative embodiment of a holding element 1 in a formwork element 2.
- the holding element 1 is already introduced in a partially wider recess 4 of a formwork element.
- the magnet 5 could be arranged slightly raised in the holding element 1.
- Fig. 10 shows an alternative embodiment of a holding element 1 with head part 1 a, foot 1b and extension 1c, wherein a Halteelementausströmung 9, the magnet 5 receives.
- the lowermost region of the holding element 1 is completely formed by the non-magnetic region of the foot part 1 b. Nevertheless, the magnet 5 can exert its attractive force through this region.
- the magnet 5 is permanently connected to the retaining element 1, it could be replaced by such an embodiment as in FIG Fig. 10 a replaceability of the magnet 5 to be given in itself.
- the magnet 5 can be exchanged in such a holding element 1.
- the formwork elements 2 are brought with the holding elements 1 without magnets 5 to their position on the formwork support 3. Subsequently, the magnet 5 is inserted through the Garelementaus Principleung 9 in the holding element 1 by the formwork robot, which is carried out at sufficiently strong magnet 5, the automatic tightening or bringing into fixing position of the holding element. In this case, no pressing on the holding element 1, for example by a robot, would be necessary for bringing it into the fixing position.
- Fig. 11 shows a further alternative embodiment, wherein the formwork element 2 has no completely continuous bore (recess 4).
- the holding element 1 of the compressible spacer 6 can be pressed in the formwork element 2, whereby the magnet 5 reaches the formwork support 3 in fixing position.
- the trimming of the styrofoam fittings with a three-dimensional cut can be completely automated, for example in conjunction with a creation robot. For longer Styroporpass publisheden the number of magnets can be set or optimized arbitrarily.
- the round holes can be incorporated automatically in the formwork element (Styrofoam) during length cutting.
- such a system can also be used in other formwork (such as window frames, other recesses made of wood or standard plastic parts), with the advantage that the holding elements with the magnets, the formwork to be held down vertically and horizontally positively connected to the formwork panel.
- formwork such as window frames, other recesses made of wood or standard plastic parts
- the cleaning of the holding elements with their magnetic heads is relatively simple, since the magnet and the foot part or shaft is enveloped by the polystyrene or the formwork element during processing. Only the head part of the holding element must therefore be cleaned.
- the formwork element or the holding element does not have to rest directly on a metallic formwork support, but it can also be an intermediate, however designed, additional support be provided through which the magnetic attraction acts.
- the holding element can be used to hold standardized formwork elements, cut formwork elements or special formwork elements. Even different formwork heights can be covered by simply replacing or making available of different support elements.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Moulds, Cores, Or Mandrels (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Halteelement zum Anbringen von Schalungselementen auf einer für die Herstellung von Fertigbauelementen geeigneten Schalungsauflage, insbesondere in Form einer Palette sowie, ein Schalungselement zur Aufnahme eines solchen Halteelementes. Weiters betrifft die Erfindung ein Verfahren zum Herstellen eines Fertigbauelementes und ein Verfahren zum Anbringen eines Schalungselementes durch zumindest ein Halteelement auf einer Schalungsauflage für Fertigbauelemente.
- Schalungsauflagen mit Schalungselementen zum Herstellen von Fertigbetonbauteilen sind schon lange bekannt. Um nun Fertigbauelemente in verschiedenen Größen und Formen herzustellen, sind unterschiedliche Längen und Formen von Schalungselementen erforderlich Generell gibt es standardisierte Schalungselemente mit bestimmten Längen die durch Anordnen auf der Schalungsauflage einen Aufnahmeraum zwischen diesen Schalungselementen bilden, in weichen Beton eingegossen wird um z.B. ein rechteckiges Fertigbauelement zu erhalten. Eine Möglichkeit der Anbringung dieser standardisierten Schalungselemente, die meist aus einem Metall bestehen, ist durch Vorsehen von Magneten in den standardisierten Schalungselementen gegeben.
- Beispielsweise geht aus der
DE 299 20 866 U1 aus dem Jahre 1999 ein Schalungssystem für Betonfertigteile hervor. Dabei ist ein Magnetkörper mit seiner Unterseite auf einer Grundplatte aufsetzbar, wodurch Schalungsteile in ihrer jeweiligen Position fixiert werden. Zwischen der Grundplatte und dem Schalungsteil ist der Magnetkörper durch ein Hubelement einziehbar bzw. anhebbar. Der Magnetkörper und das Hubelement kann dabei nicht vom Schalungsteil entfernt werden. - Die deutsche Offenlegungsschrift
DE 101 10 224 A1 aus dem Jahre 2001 zeigt ein Schalungssystem zum Abschalen von Betonfertigteilen. Der Schalungskörper ist als U-Profil ausgeführt, innerhalb dessen ein Haftmagnet angeordnet ist, der durch eine Öffnung im Schalungskörpers direkt mit einem Schaltknauf verbunden ist. Durch diesen Schaltknauf lässt sich der Haftmagnet schalten. Auch hierbei ist nicht angegeben, dass sich der Magnet samt Schaltknauf vom Schalungselement lösen lässt. - Ein weiteres Beispiel ist in der Deutschen Patentschrift
DE 103 04 622 B3 gezeigt. Darin werden Schalungselemente, die integrierte Magnete enthalten, auf einer Palette von einem Roboter mit automatischer Steuerung nacheinander platziert. Ein Schalungselement wird zunächst in eine Vorposition gebracht, in der es im angehobenen Zustand und im Abstand von dem vorherigen Schalungselement ist. In einem Schlussschritt wird das Schalungselement entweder stufenförmig oder diagonal in die Zielposition bewegt, in der es an einem angrenzenden Schalungselement anliegt. - Wenn nun aber unregelmäßige Fertigbauelemente gefertigt werden, sind einzeln zugeschnittene Schalungselement besonders für die unregelmäßigen Bereiche des Fertigbauelementes notwendig. Hierzu können die standardisierten Schalungselemente nicht verwendet werden, sondern müssten zugeschnitten werden. Dies ist bei metallischen Schalungselementen allerdings sehr aufwändig und darüber hinaus unwirtschaftlich. Deshalb werden vor allem für die Herstellung von zugeschnittenen Schalungselementen andere Materialien, die leicht zugeschnitten werden können und auch keinen hohen Materialpreis aufweisen, verwendet. Vor allem Schalungselemente aus Holz und Styropor sind dafür gängige Materialien, jedoch ist das Fixieren bzw. Anbringen dieser Schalungselemente auf der Schalungsauflage mit Problemen verbunden. Eine gängige Lösung hierzu ist das Aufkleben dieser extra zugeschnittenen Schalungselemente, wobei zahlreiche Probleme auftreten. Das Aufkleben kann beispielsweise mittels einer Heißklebepistole durchgeführt werden, die allerdings sehr teuer im Einkauf ist und eine kurze Lebensdauer aufweist. Eine solche Pistole mit Kartuschen unterliegt des Weiteren andauernden Temperaturschwankungen beim Nachfüllen. Auch Pistolen mit Granulatbeschickung sind im Einsatz, welche allerdings einen hohen Anschaffungspreis haben. Darüber hinaus tritt bei Verwendung eines Heißklebers eine starke Verschmutzung des Arbeitsplatzes durch unvermeidliches Fadenziehen und Nachtropfen des Klebers auf. Hierbei besteht besonders die Gefahr von Hautverbrennungen. Ein weiteres Problem besteht darin, dass, wenn die Stahlblechoberfläche ölig ist, der Kleber nicht haftet und dadurch eine Reinigung vor der Anbringung der Schalungselemente nötig ist. Auch wenn die Fläche dann sauber ist, kann die Haftung des Klebers ein Problem sein, wenn dieser zu kalt ist. Ist der Kleber wiederum zu warm, schmilzt das Styropor und der Kleber verschwindet im Inneren des Styropors. Somit können nur Pistolen mit Temperaturüberwachung benutzt werden. Wenn verschiedene Styroporkonsistenzen (10, 20 oder .30 kg/m3) angewendet werden, muss der Kleber verschiedene Temperaturen aufweisen. Wenn der Kleber optimal auf der Schalfläche haftet, tritt anschließend bei der Reinigung das Problem auf, dass die Paletten von Hand vom Klebrückstand nachgereinigt werden müssen, da sonst Abdrücke im darauf folgenden gefertigten Fertigbetonelement entstehen.
- Die Aufgabe der Erfindung besteht nun darin, ein Halteelement der eingangs genannten Art zu schaffen, mit dem die aus dem Stand der Technik bekannten Probleme vermieden werden können und welches insbesondere eine einfache Möglichkeit zur Anbringung von Schalungselementen auf Schalungspaletten darstellt.
- Diese Aufgabe wird dadurch gelöst, dass das Halteelement von oben in eine Ausnehmung des Schalungselementes einführbar und entnehmbar ist, wobei das Halteelement einen Magnet aufweist und das Halteelement das Schalungselement an der Schalungsauflage hält. Durch die Entnehmbarkeit sind die Halteelemente wieder verwendbar und für jede Art von Schalungselementen mit entsprechenden Ausnehmungen geeignet. Somit können die Schalungselemente in die gewünschten Formen zugeschnitten werden und durch das einführbare und entnehmbare Halteelement an der metallischen Schalungsauflage magnetisch gehalten werden.
- Gemäß einem Ausführungsbeispiel kann vorgesehen sein, dass das Halteelement einen Kopfteil und einen Fußteil aufweist, wobei der Magnet dauerhaft mit dem Halteelement, vorzugsweise mit dessen Fußteil verbunden ist und der Fußteil des Halteelementes in eine Ausnehmung des Schalungselementes ragt. Dabei kann der Kopfteil über das Schalungselement, vorzugsweise vertikal hinausragen. Weiters kann vorgesehen sein, dass der Fußteil im Wesentlichen der Ausnehmung des Schalungselementes entspricht. Es kann allerdings auch das gesamte Halteelement in seinem Umfang der Ausnehmung des Schalungselementes entsprechen. Ein Ausführungsbeispiel sieht dabei vor, dass der Kopfteil des Halteelements einen größeren Durchmesser als der Fußteil des Halteelementes aufweist. Somit hat das Halteelement eine Pilzform. Weiters kann vorgesehen sein, dass der Kopfteil des Halteelementes einen größeren Durchmesser als die Ausnehmung des Schalungselementes aufweist.
- Eine vorteilhafte Ausführung des Halteelementes sieht vor, dass das Halteelement durch Bewegen in Richtung Schalungsauflage in eine Fixierposition zur Schalungsauflage gelangt, in der das Halteelement samt Schalungselement magnetisch an der Schalungsauflage fixiert ist. Das Ablösen der Halteelemente kann entweder mittels eines Ablösewerkzeuges manuell getätigt werden oder aber auch automatisch über einen Roboter ausgeführt werden. Durch diese Ausführung ist eine einfache Lösbarkeit des Schalungselementes mitsamt dem Halteelement von der Schalungsauflage gegeben und es bleiben keine Rückstände, wie beispielsweise Heißkleber auf der Schalungsauflage zurück.
- Eine weitere Ausführungsform der hier vorliegenden Erfindung sieht vor, dass zwischen Halteelement und Schalungselement ein komprimierbarer Abstandhalter angeordnet ist. Weiters kann vorgesehen sein, dass der komprimierbare Abstandhalter das Halteelement in einem Abstand zur Schalungsauflage hält, wobei das in Abstand gehaltene Halteelement das Schalungselement noch nicht an der Schalungsauflage fixiert. Dadurch wird das Halteelement in einer, von der Schalungsauflage beabstandeten bzw. erhöhten, Position gehalten, in der der Magnet von der Schalungsauflage noch nicht angezogen wird bzw, noch nicht ausreichend angezogen wird um den Widerstand durch den komprimierbaren Abstandhalter zu überwinden. Dieser Abstand kann wenige Millimeter bis einige Zentimeter betragen, was jedoch stark von den verwendeten Magneten und von den Ausmaßen der zu fertigenden Fertigbauelemente und den dafür notwendigen Schalungselementen und Halteelementen abhängt. Da das Halteelement schon im Schalungselement angeordnet ist, aber aufgrund des Abstandhalters noch keine endgültige Fixierung an der Schalungsauflage möglich ist, kann beispielsweise händisch oder durch einen Schalungsroboter das Schalungselement auf der Schalungsauflage in die gewünschte Position verschoben werden. Nach Positionieren der Schalungselemente an den gewünschten Positionen kann vorgesehen sein, dass das in das Schalungselement eingesetzte Halteelement durch Bewegen des Halteelementes in Richtung der Schalungsauflage unter Komprimierung des Abstandhalters in eine Fixierposition zur Schalungsauflage gelangt und das Schalungselement magnetisch an der Schalungsauflage hält.
- Eine Ausführungsform sieht dabei vor, dass das Bewegen des Haltelements durch Drücken durch einen Schalungsroboter erfolgt.
- Ein mögliches Ausführungsbeispiel sieht dabei vor, dass der komprimierbare Abstandhalter als Feder ausgeführt ist, welche zwischen dem Kopfteil des Halteelementes und dem Schalungselement angeordnet ist. Diese Feder beabstandet das gesamte Halteelement derart von der Schalungsauflage, dass eine Position, in der noch keine ausreichende Magnetkraft vorliegt, zum Fixieren des Halteelementes gehalten wird.
- Eine andere Ausführungsform dieses Abstandhalters sieht vor, dass der komprimierbare Abstandhalter durch einen zumindest teilweise komprimierbaren Bereich des Schalungselements selbst gebildet ist. Hierbei wird die Ausnehmung bzw. das Schalungselement derart zugeschnitten, dass das Halteelement beim Einbringen in das Schalungselement noch gar nicht in die Fixierposition mit einer darunter liegenden Schalungsauflage gelangen kann. Dabei kann vorgesehen sein, dass der komprimierbare Abstandhalter im Schalungselement durch einen vorzugsweise keilförmigen, in Richtung Schalungselement gerichteten Fortsatz am Kopfteil des Halteelementes komprimierbar ist. Im Besonderen kann dabei vorgesehen sein, dass der Fortsatz des Halteelementes in Fixierposition in das, aus vorzugsweise weichem Material bestehende Schalungselement eindringt bzw. dieses komprimiert. Das Material des Schalungselementes, beispielsweise Styropor oder Holz, soll dabei soweit eindrückbar sein, dass der vor dem Eindrücken des Halteelementes bestehende Abstand zwischen Unterseite des Halteelementes und Schalungsauflage im bzw. in das Schalungselement eindrückbar ist. Bei einer bevorzugten Ausführungsform beträgt dieser Abstand ca. 3 mm.
- Schutz wird auch begehrt für ein Schalungselement für ein, auf einer Schalungsauflage herzustellendes Fertigbauelement, wobei das Schalungselement zumindest eine, vorzugsweise zwei Ausnehmungen zur Aufnahme eines Halteelementes nach einem der Ansprüche 1 bis 17 aufweist. Je nach Ausführung des Halteelementes ist zumindest eine oder sind zumindest zwei Ausnehmungen vorgesehen. Wenn das Halteelement beispielsweise rotationssymmetrisch ausgeführt ist, könnte nur ein solches Halteelement keine drehfeste Fixierung des Schalungselementes bieten. Hierzu müssten dann zwei Halteelemente in zwei Ausnehmungen des Schalungselementes vorgesehen sein. Wenn das Halteelement nicht rotationssymmetrisch ausgeführt ist, ist eine Drehung des Schalungselementes um das Halteelement nicht möglich, wodurch eine Fixierung mit nur einem Halteelement ermöglicht wird.
- Eine vorteilhafte Ausführungsform sieht dabei vor, dass die zumindest eine Ausnehmung als im Wesentlichen vertikale Durchgangsbohrung durch das Schalungselement ausgeführt ist. Weiters ist vorteilhaft vorgesehen, dass das Schalungselement aus Metall, beispielsweise Stahl, Polystyrol, Holz oder Ähnlichem besteht.
- Schutz wird darüber hinaus auch begehrt für ein Verfahren zum Anbringen eines Schalungselementes durch zumindest ein Halteelement auf einer Schalungsauflage für Fertigbauelemente, wobei in einem ersten Schritt das Positionieren eines Schalungselementes mit mindestens einem in eine Ausnehmung des Schalungselementes eingebrachtem, einen Magneten aufweisenden Halteelement auf der Schalungsauflage, und in einem zweiten Schritt das Bewegen des Halteelementes in eine Fixierposition zur Schalungsauflage, in der das Halteelement samt Schalungselement magnetisch an der Schalungsauflage fixiert ist, vorgesehen ist.
- Eine besondere Ausführungsform sieht dabei vor, dass beim Bewegen des in ein Schalungselement eingesetzten Halteelementes in Richtung Schalungsauflage das Schalungselement unter Komprimierung eines Abstandhalters an der Schalungsauflage fixiert wird.
- Eine weitere Ausführungsvariante sieht vor, dass das Anbringen des zumindest einen Schalungselementes durch zumindest ein Halteelement auf einer Schalungsauflage für Fertigbauelemente unter Verwendung eines Schalungsroboters erfolgt. Der Schalungsroboter führt dabei zumindest einen Schritt dieses Verfahrens durch, während andere Schritte auch händisch erfolgen können.
- Weiters wird Schutz begehrt für ein Verfahren zum Herstellen eines Fertigbauelementes auf einer Schalungsauflage, wobei in einem ersten Schritt das Positionieren eines Schalungselementes mit mindestens einem in eine Ausnehmung des Schalungselementes eingebrachtem, einen Magneten aufweisenden Halteelement auf der Schalungsauflage, in einem zweiten Schritt das Bewegen des Halteelementes in eine Fixierposition zur Schalungsauflage, in der das Halteelement samt Schalungselement magnetisch an der Schalungsauflage fixiert ist, in einem dritten Schritt das Herstellen eines Fertigbauelementes durch Eingießen eines aushärtbaren Materials, vorzugsweise Beton, in zumindest einen Raum zwischen Schalungselementen, und in einem vierten Schritt das Entfernen der Halteelemente von den Schalungselementen und Entfernen der Schalungselemente von der Schalungsauflage vorgesehen ist.
- Eine Ausführungsvariante sieht dabei vor, dass das Herstellen eines Fertigbauelementes auf einer Schalungsauflage unter Verwendung eines Schalungsroboters bzw. Entschalungsroboters erfolgt. Hierbei soll zumindest ein Verfahrensschritt durch den Schalungsroboter durchgeführt werden.
- Generell können diese Verfahrensschritte durch einen Schalungsroboter oder gänzlich händisch diese Schritte durchgeführt werden. Zusätzlich kann auch der Zuschnitt der einzelnen Schalungselemente automatisiert erfolgen. Diese Schnitte können dabei in 90° Winkeln, in Gehrung oder aber mit Rundungen oder sonstigen Formen ausgeführt sein. Auf der Schalungsauflage bzw. auf dem Schalungstisch können zuerst die allgemeinen Formen durch standardisierte Schalungselemente positioniert werden, um anschließend die zugeschnittenen Schalungselemente bzw. Sonderschalungselemente anzupassen. Diese so genannte Restschalung wird so präpariert, dass die Schalung beidseitig angießbar ist. Nach Einbringen der Halteelemente in die Ausnehmungen der Schalungselemente kann durch Drücken der Halteelemente in die aktivierte Position die Fixierung erfolgen. Nach dem Eingießen und Aushärten des Betons kann beispielsweise ein Entschalungsroboter zuerst die Magnete bzw. die Halteelemente entnehmen, wonach die Schalungselemente vom Fertigbauelement und von der Schalungsauflage getrennt werden Die Reihenfolge dieser Vorgänge nach dem Aushärten des Betons ist beliebig.
- Weitere Einzelheiten und Vorteile der vorliegenden Erfindung werden anhand der Figurenbeschreibung unter Bezugnahme auf die in der Zeichnung dargestellten Ausführungsbeispiele im Folgenden näher erläutert. Dabei zeigen
- Fig. 1
- eine Ansicht einer Schalungspalette mit aufgelegten Schalungselementen,
- Fig. 2
- eine Ansicht einer Schalungspalette mit aufgelegtem Sonderschalungselement,
- Fig. 3a, 3b und 3c
- das Anbringen eines Halteelementes (Querschnitt),
- Fig. 4a, 4b und 4c
- eine weitere Möglichkeit zum Anbringen des Halteelementes (Querschnitt),
- Fig. 5
- eine Ansicht des Anbringens des Schalungselementes mit Komprimierung des Schalungselementes,
- Fig. 6
- eine Ansicht der Schalungselemente mit Federn als Abstandhalter,
- Fig. 7
- eine Ansicht eines Schalungselementes mit Ausnehmungs- einschnitt,
- Fig. 8a und 8b
- einen Querschnitt eines konisch ausgeführten Halteelementes,
- Fig. 9a und 9b
- einen Querschnitt eines Halteelementes ohne überstehenden Kopfteil,
- Fig. 10
- ein Halteelement im Querschnitt mit darin eingelegtem Magnet und
- Fig.11
- einen Querschnitt eines Schalungselementes ohne Durchgangsbohrung.
-
Fig. 1 zeigt eine Ansicht einer Schalungsauflage 3, wobei zwei seitliche Randabsteller 3a an zwei Seiten der Schalungsauflage 3 dargestellt sind, wobei diese beim gezeigten Ausführungsbeispiel fest mit der Schalungsauflage 3 verbunden sind. Zwischen diesen seitlichen Randabstellem 3a sind standardisierte Schalungselemente 2a sowie zugeschnittene Schalungselemente 2b derart angeordnet, dass ein unregelmäßiger ausgießbarer Raum gebildet ist. Diese Schalungselemente 2a und 2b sind jeweils durch eines oder zwei Halteelemente 1 an der Schalungsauflage 3 gehalten. -
Fig. 2 zeigt wiederum eine Schalungsauflage 3 mit seitlichen Randabstellem 3a, wobei standardisierte Schalungselemente 2a einen rechteckigen und ausgießbaren Raum bilden. Zusätzlich ist in diesem Raum ein Sonderschalungselement 2c durch zwei Halteelemente 1 fixiert. Hierdurch können Freilassungen im Fertigbauelement erzeugt werden. -
Fig. 3a zeigt einen Querschnitt eines Schalungselementes 2, welches auf der Schalungsauflage aufliegt und eine Ausnehmung 4 aufweist. InFig. 3b wird nun das Halteelement 1 in diese Ausnehmung 4 unter Beibehaltung eines Abstandes A eingeführt. In dieser Position ist noch keine ausreichende Magnetkraft vorhanden, um das gesamte Halteelement 1 an die Schalungsauflage 3 zu ziehen. Der Magnet 5 ist hierbei im Fußteil 1b des Halteelementes 1 angeordnet. Im oberen Bereich des Halteelementes 1 ist der Kopfteil 1a, welcher einen größeren Durchmesser aufweist als der Fußteil 1b und die Ausnehmung 4 über das Schalungselement 2 hinausragend dargestellt. Der Kopfteil 1 a weist einen Fortsatz 1 c auf. Dieses Halteelement 1 kann sowohl rotationssymmetrisch als auch nicht rotationssymmetrisch (beispielsweise in Draufsicht rechteckig) ausgebildet sein. InFig. 3c ist nun das Halteelement 1 in die Fixierposition gedrückt bzw. gebracht worden. In der Fixierposition hält der Magnet 5 über das Halteelement 1 das Schalungselement 2 an der Schalungsauflage 3. Der Fortsatz 1 c dringt hierbei in das Schalungselement 2 ein bzw. komprimiert das Schalungselement 2 in diesem Bereich. Eine zweckmäßige Verzahnung am Fortsatz 1c des Kopfteiles 1a des Halteelementes 1 kann das Verhindern bzw. Verrutschen oder Rotieren um den Magneten 5 verhindern. - In
Fig. 4a ist wiederum dasselbe Schalungselement 2 wie inFig. 3a dargestellt. InFig. 4b ist nun ein unterschiedliches Halteelement 1 dargestellt, welches einen Abstandhalter 6 in Form einer Feder 6a aufweist. Diese Feder 6a ist zwischen dem Kopfteil 1a des Halteelementes 1 und dem Schalungselement 2 um den Fußteil 1b angeordnet und hält das Halteelement 1 beabstandet zur Schalungsauflage 3. InFig. 4c ist nun das Halteelement 1 in Fixierposition, wobei die Feder 6a komprimiert ist. Um das Halteelement 1 in dieser Fixierposition zu halten, muss die Anziehungskraft zwischen Magnet 5 und Schalungsauflage 3 größer sein als die Federkraft der Feder 6a. - In den
Fig. 3a, 3b und 3c ist das Schalungselement 2 vorzugsweise aus einem weichen, insbesondere deformierbaren Material (z. B. Styropor). In denFig. 4a, 4b und 4c ist das Schalungselement vorzugsweise aus einem harten Material (z. B. Metall). - In
Fig. 5 ist ein Schalungselement 2 mit Ausnehmung 4 und sich unten verbreiterndem Sockel dargestellt. In dieserFig. 5 ist zuerst die Ansicht ohne Halteelement 1 gezeigt. Die weiteren Figuren zeigen das eingeführte Halteelement 1, wobei nur dessen Kopfteil 1a zu sehen ist und die nächste Figur das Halteelement 1 in Fixierposition, wobei nur der oberste Bereich des Kopfteiles 1 a aus dem Schalungselement 2 herausragt. -
Fig. 6 zeigt zwei Ansichten eines Schalungselementes 2 mit zwei eingeführten Halteelementen 1 und Abstandhaltern 6a. Hierbei ist links die Fixierposition und rechts die Einbringposition dargestellt. -
Fig. 7 zeigt eine vorteilhafte Ausführung des Schalungselementes 2. Die Ausnehmung 4 wird hierbei derart hergestellt, dass ein Schneidwerkzeug die Ausnehmungseinschnitte 8 vornimmt. Um zu der Ausnehmung 4 zu gelangen, muss das Schneidwerkzeug zuerst die Ausnehmungseinschnitte 8 vornehmen. Das Schneidewerkzeug kann in Form eines Schneidedrahtes ausgeführt sein. -
Fig. 8a zeigt einen Querschnitt einer alternativen Ausführung eines Halteelementes 1. Hierbei ist das Halteelement 1 konisch ausgeführt und wird vom Schalungselement 2 in einer erhöhten Position (Einbringposition) gehalten. Der Bereich des Schalungselementes 2 der direkt am Halteelement 1 anliegt, ist hierbei als komprimierbarer Abstandhalter 2 strichliert angedeutet. Im Halteelement 1 ist eine Halteelementausnehmung 9 vorgesehen, durch welche beispielsweise der Schalungsroboter in das Halteelement 1 eingreifen kann und durch Drücken das Halteelement in die, inFig. 8b dargestellte, Fixierposition bringt. Hierbei wird der Abstandhalter 6 komprimiert, wodurch das Halteelement mitsamt Schalungselement 2 auf der Schalungsauflage 3 durch den Magneten 5 gehalten wird. Eine Halteelementausnehmung 9 kann in jedem beliebig förmigen Halteelement 1 vorgesehen sein. -
Fig. 9a und 9b zeigen eine weitere alternative Ausführung eines Halteelementes 1 in einem Schalungselement 2. InFig. 9a ist hierbei das Halteelement 1 bereits in einer bereichsweise breiteren Ausnehmung 4 eines Schalungselementes eingebracht. Je nach Stärke des Magneten 5 könnte der Magnet 5 etwas erhöht im Halteelement 1 angeordnet sein. Nach Drücken des Halteelementes in Fixierposition (Fig. 9b ) wird das Schalungselement ähnlich wie inFig. 3c an der Schalungsauflage 3 gehalten. Auch bei dieser Ausführung kann eine Halteelementausnehmung 9 vorgesehen sein. Weiters soll erwähnt sein, dass bei den pilzförmigen Halteelementen (Fig. 3c ) nicht zwingend ein Fortsatz 1c vorgesehen sein muss, sondern das Schalungselement 2 auch wie inFig. 8a und 8b dargestellt komprimiert werden kann. -
Fig. 10 zeigt eine alternative Ausführung eines Halteelementes 1 mit Kopfteil 1 a, Fußteil 1b und Fortsatz 1c, wobei eine Halteelementausnehmung 9 den Magneten 5 aufnimmt. Hierbei ist der unterste Bereich des Halteelementes 1 komplett vom nichtmagnetischen Bereich des Fußteiles 1b gebildet. Trotzdem kann durch diesen Bereich hindurch der Magnet 5 seine Anziehungskraft ausüben Zwar ist vorteilhaft vorgesehen, dass der Magnet 5 dauerhaft mit dem Halteelement 1 verbunden ist, jedoch könnte durch eine solche Ausführung wie inFig. 10 eine Auswechselbarkeit des Magneten 5 an sich gegeben sein. Je nach Art des anzubringenden Schalungselementes 2 kann bei einem solchen Halteelement 1 der Magnet 5 ausgetauscht werden. Auch könnte vorgesehen sein, dass die Schalungselemente 2 mit den Halteelementen 1 ohne Magnete 5 an ihre Position auf der Schalungsauflage 3 gebracht werden. Anschließend wird durch den Schalungsroboter der Magnet 5 durch die Halteelementausnehmung 9 in das Halteelement 1 eingeführt, wodurch bei ausreichend starkem Magneten 5 das automatische Anziehen bzw. Bringen in Fixierposition des Halteelementes erfolgt. Hierbei wäre dann kein, durch beispielsweise einen Roboter durchgeführtes, Drücken auf das Halteelement 1 zum Bringen in die Fixierposition nötig. -
Fig. 11 zeigt eine weitere alternative Ausführung, wobei das Schalungselement 2 keine komplett durchgängige Bohrung (Ausnehmung 4) aufweist. Hierbei kann durch Drücken auf das Halteelement 1 der komprimierbare Abstandhalter 6 im Schalungselement 2 eingedrückt werden, wodurch der Magnet 5 in Fixierposition zur Schalungsauflage 3 gelangt. Dies könnte z.B. dann erwünscht sein, wenn aus Gründen der Sauberkeit kein direkter Kontakt des Magneten 5 mit der Schalungsauflage 3 erwünscht ist. - Zusammenfassend sollen im Folgenden noch einmal einige Vorteile der hier vorliegenden Erfindung angeführt werden:
- Durch diese Ausführung mit magnetischen Halteelementen bleiben vor allem die Stahlpalette bzw. die Schalungsauflage sauber. Die Haltekraft der Magnete kann variieren, wobei die Haltekraft beispielsweise vom Durchmesser des Magneten oder vom magnetischen Kraftfeld zwischen Schalungsauflage und Magnet abhängen kann. Die Federkraft der Abstandhalter kann variiert werden und an den jeweiligen Magneten angepasst werden.
- Das Zuschneiden der Styroporpassstücke mit dreidimensionalem Schnitt kann vollständig - beispielsweise in Verbindung mit einem Schafungsroboter - automatisiert werden. Bei längeren Styroporpassstücken kann die Anzahl der Magnete beliebig festgelegt bzw. optimiert werden. Die Rundlöcher können hierbei im Schalungselement (Styropor) automatisch beim Längenzuschnitt eingearbeitet werden.
- Generell läst sich ein solches System auch bei anderen Schalungen (wie beispielsweise Fensterzargen, sonstige Aussparungen aus Holz oder Standardteile aus Kunststoff) verwenden, mit dem Vorteil, dass die Halteelemente mit den Magneten die niederzuhaltende Schalung vertikal sowie horizontal formschlüssig mit dem Schalblech verbindet. Die Reinigung der Halteelemente mit deren Magnetköpfen ist relativ einfach, da der Magnet und der Fußteil bzw. Schaft vom Styropor bzw. vom Schalungselement während der Verarbeitung umhüllt wird. Lediglich der Kopfteil des Halteelementes muss demnach gereinigt werden.
- Generell muss das Schalungselement bzw. das Halteelement nicht direkt auf einer metallischen Schalungsauflage aufliegen, sondern es kann auch eine dazwischen liegende, wie auch immer ausgestaltete, zusätzliche Auflage vorgesehen sein, durch welche hindurch die magnetische Anziehung wirkt.
- Generell kann das Halteelement zum Halten von standardisierten Schalungselementen, zugeschnittenen Schalungselementen oder Sonderschalungselementen dienen. Auch verschiedene Schalungshöhen können durch einfaches Austauschen bzw. zur Verfügung stellen von unterschiedlichen Halteelementen abgedeckt werden.
Claims (15)
- Halteelement zum Anbringen von Schalungselementen auf einer für die Herstellung von Fertigbauelementen geeigneten Schalungsauflage, insbesondere in Form einer Palette, dadurch gekennzeichnet, dass das Halteelement (1) von oben in eine Ausnehmung (4) des Schalungselementes (2) einführbar und entnehmbar ist, wobei das Halteelement (1) einen Magnet (5) aufweist und das Halteelement (1) das Schalungselement (2) an der Schalungsauflage (3) hält.
- Halteelement nach Anspruch 1, dadurch gekennzeichnet, dass das Haltelement (1) einen Kopfteil (1a) und einen Fußteil (1 b) aufweist, wobei der Magnet (5) dauerhaft mit dem Halteelement (1), vorzugsweise mit dessen Fußteil (1b) verbunden ist.
- Halteelement nach Anspruch 2, dadurch gekennzeichnet, dass der Fußteil (1b) des Halteelementes (1) in eine Ausnehmung (4) des Schalungselementes (2) ragt und dass der Kopfteil (1a) über das Schalungselement (2), vorzugsweise vertikal hinausragt.
- Halteelement nach Anspruch 2 oder 3, dadurch gekennzeichnet, dass der Kopfteil (1a) des Halteelements (1) einen größeren Durchmesser als der Fußteil (1b) des Halteelementes (1) oder einen größeren Durchmesser als die Ausnehmung (4) des Schalungselementes (2) aufweist.
- Halteelement nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das Halteelement (1) durch Bewegen, vorzugsweise durch einen Schalungsroboter, in Richtung Schalungsauflage (3) in eine Fixierposition zur Schalungsauflage (3) gelangt, in der das Halteelement (1) samt Schalungselement (2) magnetisch an der Schalungsauflage (3) fixiert ist.
- Halteelement nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass zwischen Halteelement (1) und Schalungselement (2) ein komprimierbarer Abstandhalter (6) angeordnet ist, wobei der komprimierbare Abstandhalter (6) das Halteelement (1) in einem Abstand A zur Schalungsauflage (3) hält und wobei das in Abstand A gehaltene Halteelement (1) das Schalungselement (2) noch nicht an der Schalungsauflage (3) fixiert.
- Halteelement nach Anspruch 6, dadurch gekennzeichnet, dass das in das Schalungselement (2) eingesetzte Halteelement (1) durch Bewegen des Halteelementes (1) in Richtung der Schalungsauflage (3) unter Komprimierung des Abstandhalters (6) in eine Fixierposition zur Schalungsauflage (3) gelangt und das Schalungselement (1) magnetisch an der Schalungsauflage (3) hält.
- Halteelement nach Anspruch 6 oder 7, dadurch gekennzeichnet, dass der komprimierbare Abstandhalter (6) als Feder (6a) ausgeführt ist, welche zwischen dem Kopfteil (1a) des Halteelementes (1) und dem Schalungselement (2) angeordnet ist.
- Halteelement nach Anspruch 6 oder 7, dadurch gekennzeichnet, dass der komprimierbare Abstandhalter (6) durch einen zumindest teilweise komprimierbaren Bereich des Schalungselements (2) selbst gebildet ist, wobei der komprimierbare Abstandhalter (6) im Schalungselement (2) durch einen vorzugsweise keilförmigen, in Richtung Schalungselement (2) gerichteten Fortsatz (1c) am Kopfteil (1a) des Halteelementes (1) komprimierbar ist.
- Halteelement nach Anspruch 9, dadurch gekennzeichnet, dass der Fortsatz (1c) des Halteelementes (1) in Fixierposition in das, aus vorzugsweise weichem Material bestehende Schalungselement (2) eindringt bzw. dieses komprimiert.
- Schalungselement für ein auf einer Schalungsauflage herzustellendes Fertigbauelement, dadurch gekennzeichnet, dass das Schalungselement (2) zumindest eine, vorzugsweise zwei Ausnehmungen (4) zur Aufnahme eines Halteelementes (1) nach einem der Ansprüche 1 bis 10 aufweist.
- Schalungselement nach Anspruch 11, dadurch gekennzeichnet, dass die zumindest eine Ausnehmung (4) jeweils als im Wesentlichen vertikale Durchgangsbohrung durch das Schalungselement (2) ausgeführt ist.
- Verfahren zum Anbringen eines Schalungselementes durch zumindest ein Halteelement auf einer Schalungsauflage für Fertigbauelemente, insbesondere unter Verwendung eines Schalungsroboters, gekennzeichnet durch die Schritte:- Positionieren eines Schalungselementes (2) mit mindestens einem in eine Ausnehmung (4) des Schalungselementes (2) eingebrachten, einen Magneten (5) aufweisenden Halteelement (1) auf der Schalungsauflage (3) und- Bewegen des Halteelementes (1) in eine Fixierposition zur Schalungsauflage (3), in der das Halteelement (1) samt Schalungselement (2) magnetisch an der Schalungsauflage (3) fixiert ist.
- Verfahren nach Anspruch 13, dadurch gekennzeichnet, dass beim Bewegen des in ein Schalungselement (2) eingesetzten Halteelementes (1) in Richtung Schalungsauflage (3) das Schalungselement (2) unter Komprimierung eines Abstandhalters (6) an der Schalungsauflage (3) fixiert wird.
- Verfahren zum Herstellen eines Fertigbauelementes auf einer Schalungsauflage, insbesondere unter Verwendung eines Schalungsroboters, gekennzeichnet durch die Schritte:- Positionieren eines Schalungselementes (2) mit mindestens einem in eine Ausnehmung (4) des Schalungselementes (2) eingebrachten, einen Magneten (5) aufweisenden Halteelement (1) auf der Schalungsauflage (3),- Bewegen des Halteelementes (1) in eine Fixierposition zur Schalungsauflage (3), in der das Halteelement (1) samt Schalungselement (2) magnetisch an der Schalungsauflage (3) fixiert ist,- Herstellen eines Fertigbauelementes durch Eingießen eines aushärtbaren Materials, vorzugsweise Beton, in zumindest einen Raum zwischen Schalungselementen (2) und- Entfernen der Halteelemente (1) von den Schalungselementen (2) und- Entfernen der Schalungselemente (2) von der Schalungsauflage (3).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0049508A AT506402B1 (de) | 2008-03-28 | 2008-03-28 | Halteelement zum anbringen von schalungselementen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2105273A2 true EP2105273A2 (de) | 2009-09-30 |
| EP2105273A3 EP2105273A3 (de) | 2011-02-16 |
| EP2105273B1 EP2105273B1 (de) | 2012-05-02 |
Family
ID=40823201
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09003641A Not-in-force EP2105273B1 (de) | 2008-03-28 | 2009-03-13 | Anordnung und Verfahren zum Anbringen von Schalungselementen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2105273B1 (de) |
| AT (2) | AT506402B1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT516800A1 (de) * | 2015-02-13 | 2016-08-15 | Progress Holding Ag | Schalungssystem zur Herstellung einer Schalung für ein Betonfertigteil |
| CN107214825A (zh) * | 2017-07-23 | 2017-09-29 | 长沙远大住宅工业集团股份有限公司 | 一种预制件洞口快速换模装置及其使用方法 |
| AT17679U1 (de) * | 2021-07-20 | 2022-11-15 | Franz Oberndorfer Gmbh & Co Kg | Verfahren und Anlage zum Erzeugen von Formteilen |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT508324B1 (de) | 2009-05-27 | 2011-06-15 | Progress Maschinen & Automation Ag | Automatische zuschneidanlage einer schalstation |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29920866U1 (de) | 1999-12-01 | 2000-01-27 | Reymann Technik GmbH, 68766 Hockenheim | Schalungssystem für Betonfertigteile |
| DE10110224A1 (de) | 2001-03-02 | 2002-10-10 | Georg Weidner | Schalungssystem zur Abschalen von Betonfertigteilen |
| DE10304622B3 (de) | 2003-02-05 | 2004-12-02 | Beton Kemmler Gmbh & Co. Kg | Verfahren zum Errichten einer Schalung für Betonteile |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4205915A (en) * | 1978-10-13 | 1980-06-03 | Tobias Philip E | Sheet positioning means |
| DE20206576U1 (de) * | 2002-04-25 | 2002-08-08 | Weckenmann Anlagentechnik GmbH & Co. KG, 72358 Dormettingen | Auswechselbare Magnetanordnung für Schalungselemente |
-
2008
- 2008-03-28 AT AT0049508A patent/AT506402B1/de not_active IP Right Cessation
-
2009
- 2009-03-13 AT AT09003641T patent/ATE555884T1/de active
- 2009-03-13 EP EP09003641A patent/EP2105273B1/de not_active Not-in-force
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29920866U1 (de) | 1999-12-01 | 2000-01-27 | Reymann Technik GmbH, 68766 Hockenheim | Schalungssystem für Betonfertigteile |
| DE10110224A1 (de) | 2001-03-02 | 2002-10-10 | Georg Weidner | Schalungssystem zur Abschalen von Betonfertigteilen |
| DE10304622B3 (de) | 2003-02-05 | 2004-12-02 | Beton Kemmler Gmbh & Co. Kg | Verfahren zum Errichten einer Schalung für Betonteile |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT516800A1 (de) * | 2015-02-13 | 2016-08-15 | Progress Holding Ag | Schalungssystem zur Herstellung einer Schalung für ein Betonfertigteil |
| AT516800B1 (de) * | 2015-02-13 | 2017-07-15 | Progress Holding Ag | Schalungssystem zur Herstellung einer Schalung für ein Betonfertigteil |
| CN107214825A (zh) * | 2017-07-23 | 2017-09-29 | 长沙远大住宅工业集团股份有限公司 | 一种预制件洞口快速换模装置及其使用方法 |
| AT17679U1 (de) * | 2021-07-20 | 2022-11-15 | Franz Oberndorfer Gmbh & Co Kg | Verfahren und Anlage zum Erzeugen von Formteilen |
Also Published As
| Publication number | Publication date |
|---|---|
| AT506402A4 (de) | 2009-09-15 |
| EP2105273B1 (de) | 2012-05-02 |
| ATE555884T1 (de) | 2012-05-15 |
| AT506402B1 (de) | 2009-09-15 |
| EP2105273A3 (de) | 2011-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69503284T2 (de) | Verfahren zum Befestigen eines thermoplastischen Einsatzes | |
| DE4333052C2 (de) | Selbststanzende Befestigungsvorrichtung | |
| DE2736012A1 (de) | Befestiger zur befestigung eines teils an plattenmaterial | |
| EP2105273B1 (de) | Anordnung und Verfahren zum Anbringen von Schalungselementen | |
| DE1129778B (de) | Spreiznietverbindung | |
| DE2344469A1 (de) | Betonbauplatte, insbesondere balkonplatte, und verfahren zu ihrer herstellung | |
| DE3028101A1 (de) | Verfahren zum befestigen von heizrohrhaltern auf isolierplatten sowie halter und isolierplatte hierfuer | |
| DE60222397T2 (de) | Innen-einspannung | |
| DE3411023C2 (de) | Vorrichtung zum Herstellen und/oder Bearbeiten von kaschierten Werkstücken | |
| DE102011050251B4 (de) | Ausbrechsystem, Ausbrechsystem-Sortiment sowie Setzwerkzeug | |
| DE3205113C2 (de) | Vorrichtung zum Umgießen oder Umspritzen von Kanten plattenförmiger Werkstücke mit Kunststoff | |
| DE69701489T2 (de) | Werkzeugsatz zur Wiederherstellung beschädigter Fahrzeugkarosseriebleche | |
| DE3933277A1 (de) | Verfahren zum verbinden von metallteilen | |
| DE69206090T2 (de) | Herstellung von Puzzles. | |
| DE10325723B3 (de) | Verfahren und Vorrichtung zum schrittweisen Aufbau eines Einbauelements für einen Wärmetauscher, insbesondere für einen Kühlturm | |
| DE2115867A1 (de) | Zweiteiliger Einsatzkörper für Plattenverbinder | |
| DE387611C (de) | Herstellung von Fugenschrauben fuer Eisenbahnwagen | |
| DE2524631A1 (de) | Kunststoffverschluss fuer spannringe | |
| DE1528104A1 (de) | Vorrichtung und Verfahren zur Herstellung geschichteter Werkstuecke | |
| AT341168B (de) | Faserarmierte platte, insbesondere faser- bzw. asbestzementplatte, sowie verfahren und vorrichtung zur herstellung derselben | |
| DE69608319T2 (de) | Einrichtung für die Verbindung von Profilen die an der Ecke eines Metallrahmes zusammenkommen für Gehäuse | |
| EP4066688A1 (de) | Plattenbefestiger und diesen enthaltenes befestigungssystem sowie verfahren | |
| DE102022119363A1 (de) | Rahmenschalungselement, Schalungssystem, Eckverbindungseinrichtung und Verfahren zum Herstellen und/oder zur Reparatur eines Rahmenschalungselements eines Schalungssystems | |
| DE1571342A1 (de) | Verfahren und Vorrichtung zum Beheizen von frisch gegossenem Beton | |
| DE4215067A1 (de) | Verfahren und Anordnung zum Verbinden von Metallteilen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20110427 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: ARRANGEMENT AND METHOD FOR CONNECTING FORMWORK ELEMENTS |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 555884 Country of ref document: AT Kind code of ref document: T Effective date: 20120515 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009003419 Country of ref document: DE Effective date: 20120628 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120802 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120902 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120903 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120813 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009003419 Country of ref document: DE Effective date: 20130205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130313 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130313 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130313 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120502 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130313 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090313 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220331 Year of fee payment: 14 Ref country code: AT Payment date: 20220323 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20220316 Year of fee payment: 14 Ref country code: FR Payment date: 20220331 Year of fee payment: 14 Ref country code: BE Payment date: 20220316 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009003419 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20230401 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 555884 Country of ref document: AT Kind code of ref document: T Effective date: 20230313 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20230331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231003 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230313 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 |