EP2003220A1 - Stahlplatte mit hervorragender feinstanzungseignung und herstellungsverfahren dafür - Google Patents
Stahlplatte mit hervorragender feinstanzungseignung und herstellungsverfahren dafür Download PDFInfo
- Publication number
- EP2003220A1 EP2003220A1 EP07713805A EP07713805A EP2003220A1 EP 2003220 A1 EP2003220 A1 EP 2003220A1 EP 07713805 A EP07713805 A EP 07713805A EP 07713805 A EP07713805 A EP 07713805A EP 2003220 A1 EP2003220 A1 EP 2003220A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel sheet
- ferrite
- performance
- working
- cementite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 87
- 239000010959 steel Substances 0.000 title claims abstract description 87
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 27
- 238000000034 method Methods 0.000 title description 11
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 103
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 claims abstract description 73
- 229910001567 cementite Inorganic materials 0.000 claims abstract description 72
- 239000002245 particle Substances 0.000 claims abstract description 35
- 239000000203 mixture Substances 0.000 claims abstract description 34
- 238000005096 rolling process Methods 0.000 claims description 50
- 238000001816 cooling Methods 0.000 claims description 46
- 238000000137 annealing Methods 0.000 claims description 32
- 230000009467 reduction Effects 0.000 claims description 23
- 238000005098 hot rolling Methods 0.000 claims description 20
- 239000000463 material Substances 0.000 claims description 17
- 239000012535 impurity Substances 0.000 claims description 7
- 238000010438 heat treatment Methods 0.000 claims description 6
- 229910052698 phosphorus Inorganic materials 0.000 abstract description 3
- 229910052717 sulfur Inorganic materials 0.000 abstract description 3
- 230000003746 surface roughness Effects 0.000 description 22
- 230000000171 quenching effect Effects 0.000 description 14
- 229910001562 pearlite Inorganic materials 0.000 description 12
- 238000012360 testing method Methods 0.000 description 12
- 230000000694 effects Effects 0.000 description 11
- 239000000523 sample Substances 0.000 description 9
- 229910000677 High-carbon steel Inorganic materials 0.000 description 8
- 238000005516 engineering process Methods 0.000 description 5
- 239000011800 void material Substances 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 4
- 229910001566 austenite Inorganic materials 0.000 description 4
- 238000005554 pickling Methods 0.000 description 4
- 230000001105 regulatory effect Effects 0.000 description 4
- 229910001563 bainite Inorganic materials 0.000 description 3
- 229910052796 boron Inorganic materials 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 238000010191 image analysis Methods 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 229910052748 manganese Inorganic materials 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000011835 investigation Methods 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000010791 quenching Methods 0.000 description 2
- 230000000452 restraining effect Effects 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 241000219307 Atriplex rosea Species 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910001568 polygonal ferrite Inorganic materials 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 102220062469 rs786203185 Human genes 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B5/00—General methods of reducing to metals
- C22B5/02—Dry methods smelting of sulfides or formation of mattes
- C22B5/12—Dry methods smelting of sulfides or formation of mattes by gases
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
Definitions
- the present invention is concerned with a steel sheet suitable for applications to automobile parts or the like and in particular, relates to a steel sheet excellent in fine blanking performance suitable for the uses to which fine blanking working (hereinafter also referred to as "FB working") is applied.
- FB working fine blanking working
- fine blanking working is an extremely advantageous working method as comparing with machining working.
- a tool-to-tool clearance is from approximately 5 to 10 % of a thickness of a metal sheet as a material to be blanked.
- the fine blanking working differs from the usual blanking working and is a blanking working method of not only setting up the tool-to-tool clearance extremely small as substantially zero (actually, not more than approximately 2 % of the thickness of the metal sheet as a material to be blanked) but also making a compression stress act on a material in the vicinity of a tool cutting blade. Then, the fine blanking working has the following characteristic features.
- Patent Document 1 proposes a high carbon steel sheet excellent in fine blanking performance, which has a composition containing from 0.15 to 0.90 % by weight of C, not more than 0.4 % by weight of Si and from 0.3 to 1.0 % by weight of Mn, has a microstructure with a cementite having a spheroidization ratio of 80 % or more and an average grain size of from 0.4 to 1.0 ⁇ m scattered in a ferrite matrix and has a notch tensile elongation of 20 % or more.
- a technology described in Patent Document 1 it is described that the fine blanking performance is improved and that the mold life is also improved.
- Patent Document 1 the high carbon steel sheet described in Patent Document 1 involved a problem that fabrication performance after the fine blanking working is inferior.
- Patent Document 2 proposes a steel sheet for fine blanking prepared by applying proper hot rolling to a billet containing from 0.08 to 0.19 % of C and proper amounts of Si, Mn and Al and containing from 0.05 to 0.80 % of Cr and from 0.0005 to 0.005 % of B into a steel sheet. It is described that the steel sheet described in Patent Document 2 is a steel sheet which is low in a yield strength, high in an impact value, excellent in fine blanking performance, high in an n-value in a low strain region, excellent in combined formability and excellent in quenching property at short-time rapid heating. However, Patent Document 2 does not show concrete evaluation regarding the fine blanking performance. Also, the steel sheet described in Patent Document 2 involved a problem that fabrication performance after the fine blanking working is inferior.
- Patent Document 3 proposes a high carbon steel sheet excellent in flow forming and fine blanking working, which has a composition containing from 0.15 to 0.45 % of C, with the contents of Si, Mn, P, S, Al and N being adjusted at proper ranges and has a structure having a fractional ratio of (pearlite + cementite) of not more than 10 % and an average grain size of ferrite grain of from 10 to 20 ⁇ m. It is described that the high carbon steel sheet described in Patent Document 3 is excellent in fine blanking performance and is improved in mold life in the fine blanking working. However, the high carbon steel sheet described in Patent Document 3 involved a problem that fabrication performance after the fine blanking working is inferior.
- Patent Document 1 it is hard to say that all of the steel sheets described in Patent Document 1, Patent Document 2 and Patent Document 3 are not provided with satisfactory and thorough fine blanking performance in the fine blanking working under a recent severe working condition. Also, problems that the mold life is not thoroughly improved and that fabrication performance after the fine blanking working is inferior still remained.
- Patent Document 4 proposes a wear resistant hot rolled steel sheet excellent in stretch flanging property, which has a composition containing from 0.20 to 0.33 % of C, with the contents of Si, Mn, P, S, sol. Al and N being adjusted at proper ranges and further containing from 0.15 to 0.7 % of Cr and has a ferrite-bainite mixed structure which may contain pearlite.
- a hole expansion ratio becomes high, whereby the stretch flanging property is improved.
- Patent Document 5 proposes a high carbon steel sheet excellent in stretch flanging property, which has a composition containing from 0.2 to 0.7 % of C and has a structure in which a cementite average particle size is 0.1 ⁇ m or more and less than 1.2 ⁇ m and a volume ratio of a cementite-free ferrite grain is not more than 15 %.
- a cementite average particle size is 0.1 ⁇ m or more and less than 1.2 ⁇ m
- a volume ratio of a cementite-free ferrite grain is not more than 15 %.
- Patent Document 6 proposes a high carbon steel sheet excellent in blanking performance and quenching property, which has a composition containing 0.2 % or more of C and has a structure composed mainly of ferrite and a cementite and having a cementite particle size of not more than 0.2 ⁇ m and a ferrite grain size of from 0.5 to 1 ⁇ m. It is described that according to this, both blanking performance and quenching property which are determined by a burr height and mold life are improved.
- Patent Document 1 JP-A-2000-265240 Patent Document 2: JP-A-59-76861 Patent Document 3: JP-A-2001-140037 Patent Document 4: JP-A-9-49065 Patent Document 5: JP-A-2001-214234 Patent Document 6: JP-A-9-316595
- Patent Document 4 and Patent Document 5 all of the technologies described in Patent Document 4 and Patent Document 5 are those made on the assumption that the conventional blanking working is applied but not those made taking into consideration the application of fine blanking working in which the clearance is substantially zero. Accordingly, it is difficult to ensure similar stretch flanging property after the severe fine blanking working, and even when the stretch flanging property can be ensured, there is encountered a problem that the mold life is short.
- the ferrite grain size is in the range of from 0.5 to 1 ⁇ m; and it is difficult to stably manufacture a steel sheet having such a ferrite grain size on an industrial scale, resulting in a problem that the product yield is reduced.
- the invention has been made, and an object thereof is to provide a steel sheet excellent in fine blanking performance and also excellent in fabrication performance after fine blanking working and a manufacturing method of the same.
- FB performance fine blanking performance
- the FB performance, the fabrication performance after FB working and the mold life are closely related with a particle size of a cementite present in a ferrite grain and a ferrite grain size.
- a raw steel material having a composition of a prescribed range is formed into a hot rolled steel sheet having a substantially 100 % pearlite structure by making a finish rolling condition of hot rolling and a condition of subsequent cooling proper, which is then subjected to hot rolling annealing under a proper condition, thereby converting the metallographic structure into a (ferrite + cementite) (granular cementite) structure having a ferrite average grain size of more than 10 ⁇ m and less than 20 ⁇ m and a cementite average particle size in ferrite grain of from 0.3 to 1.5 ⁇ m, the FB performance, the mold life and the fabrication performance (side bend elongation) after FB working are remarkably improved.
- the material In the FB working, the material is worked in a state of zero clearance and compression stress. For that reason, there may be a possibility that the material is largely deformed, thereby generating a crack during the subject deformation. When a crack is generated, a fracture surface appears on the blanked surface. In order to prevent the generation of a crack, it is said that spheroidization of a cementite is important. However, in the case where the cementite is coarsely present in the ferrite grain, on the assumption that a void is easy to be formed between cementites at the time of large deformation and that the generation of a crack due to the void growth is unavoidable, the present inventors examined the cementite particle size in ferrite grain and the FB performance.
- the present inventors assumed that when a fine cementite is present in the ferrite grain, wear of a cutting blade is accelerated, leading to a reduction in mold life. Furthermore, in the case where fabrication is applied after the FB working, the present inventors thought that cracks generated at the time of the FB working are connected to each other, leading to a reduction of the molding performance.
- a high steel slab (corresponding to S35C) containing 0.34 % of C, 0.2 % of Si and 0.8 % of Mn in terms of % by mass was heated at 1150°C and then subjected to hot rolling consisting of rough rolling of 5 passes and finish rolling of 7 passes, thereby preparing a hot rolled steel sheet having a thickness of 4.2 mm.
- a total reduction ratio in the finish rolling of hot rolling was changed to 10 to 40 %; a rolling termination temperature was set up at 860°C; a coiling temperature was set up at 600°C; and after the finish rolling, the steel sheet was cooled while changing a cooling rate from 5°C/s to 250°C/s.
- a cooling stopping temperature was set up at 650°C.
- the hot rolled steel sheet was subjected to pickling and then to batch annealing (720°C ⁇ 40 h) as hot rolled sheet annealing.
- the metallurgical structure was observed by a scanning electron microscope (SEM) and imaged, thereby measuring a ferrite grain size and a cementite particle size in ferrite grain.
- SEM scanning electron microscope
- the ferrite grain size and the cementite particle size in ferrite grain were quantified by image analysis processing by using "Image Pro Plus ver. 4.0" which is an image analysis software manufactured by Media Cybernetics, Inc.
- image Pro Plus ver. 4.0 an image analysis software manufactured by Media Cybernetics, Inc.
- an area of each ferrite grain was measured, and a circle-corresponding size was determined from the resulting area and defined as a grain size of each ferrite grain.
- the thus obtained respective ferrite grain sizes were arithmetically averaged, and its value was defined as a ferrite average grain size of that steel sheet.
- a cementite present on the ferrite grain boundary and a cementite present in the ferrite grain were discriminated from each other by means of image analysis; with respect to each cementite present in the ferrite grain, a diameter passing through two points on the periphery of the cementite and a center of gravity of a corresponding oval of the cementite (an oval having the same area as the cementite and having a primary moment and a secondary moment equal to each other) was measured at every 2° to determine a circle-corresponding size, thereby defining it as a grain size of each cementite.
- the thus obtained respective cementite particle sizes were arithmetically averaged, and its value was defined as a cementite average particle size of that steel sheet. Incidentally, the number of particles of the measured cementite was 3,000 for each.
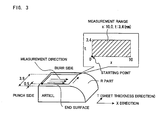
- a specimen (size: 100 ⁇ 80 mm) was collected from the obtained steel sheet and subjected to an FB test.
- the FB test was carried out by blanking a sample having a size of 60 mm ⁇ 40 mm (corner radius R: 10 mm) from the specimen by using a 110t hydraulic press machine under a lubricious condition of a tool-to-tool clearance of 0.060 mm (1.5 % of the sheet thickness) and a working pressure of 8.5 tons.
- a surface roughness (ten-point average roughness Rz) was measured, thereby evaluating the FB performance.
- the both surfaces were equally ground in advance, thereby regulating the sheet thickness at 4.0 ⁇ 0.010 mm.
- Rz ave (Rz 1 + Rz 2 + Rz 3 + Rz 4)/4 (wherein Rz 1, Rz 2, Rz 3 and Rz 4 each represents Rz on each surface) was computed.
- the case where the appearance of the fracture surface on the blanked surface is not more than 10 % is defined as "excellent in FB performance".
- excellent in FB performance the case where the average surface roughness Rz ave is small as 10 ⁇ m or less was defined as "excellent in FB performance”.
- a surface roughness (ten-point average roughness Rz) of the sample end surface (blanked surface) at the point of time when the number of blanking in the FB working reached 30,000 times was measured in the same manner as described above, thereby evaluating the mold life.
- a specimen (size: 40 mm ⁇ 170 mm (rolling direction)) was blanked from the obtained steel sheet by FB working and subjected to a side bend test, thereby evaluating the performance (side bend elongation) after the FB working.
- the FB working was carried out under a lubricious condition of a tool-to-tool clearance of 0.060 mm (1.5 % of the sheet thickness) and a working pressure of 8.5 tons.
- a side bend test was carried out in a state of restraining a side surface (sheet surface) of the specimen according to a method of Nagai, et al. (Yoshinori Nagai and Yasutomo Nagai, PK Giho (Press Technical Report), No. 6 (1995), page 14 ), thereby measuring an elongation at the time of through thickness cracking.
- An end surface of the specimen in the side of evaluating the elongation was an FB worked surface in the side of a length of 170 mm.
- gauge marks for evaluating the elongation at the fracture were written on the specimen by marking-off lines with a gauge mark-to-gauge mark distance of 50 mm. The number of test was two of each steel sheet, and an average value of the obtained elongation values was defined as the side bend elongation value.
- the ferrite average grain size and the cementite average particle size in ferrite grain varied depending upon the total reduction ratio in the finish rolling of hot rolling and the average cooling rate after the finish rolling. The obtained results are shown in Figs. 1 and 2 .
- Fig. 1 shows a relationship between the ferrite average grain size and the side bend elongation. It is noted from Fig. 1 that when the ferrite average grain size exceeds 10 ⁇ m, the side bend elongation exceeds 45 % and exhibits a very satisfactory value, and satisfactory performance after the FB working is revealed. Incidentally, when the ferrite average grain size is 20 ⁇ m or more, burrs after the FB working became large, and the FB performance was reduced. Also, Fig. 2 shows a relationship between the cementite average particle size in ferrite grain and the average surface roughness Rz ave on the blanked surface of the FB working in the case where the ferrite average grain size is more than 10 ⁇ m and less than 20 ⁇ m.
- the gist of the invention is as follows.
- a steel sheet which is not only excellent in FB performance but also excellent in performance (side bend elongation) after the FB working can be easily and cheaply manufactured, thereby giving rise to remarkable effects in view of the industry. Also, according to the invention, there are brought effects that a steel sheet excellent in FB performance is provided; an end surface treatment after the FB working is not necessary; a time of completion of manufacture can be shortened; the productivity is improved; and the manufacturing costs can be reduced.
- C is an element influencing the hardness after hot rolling annealing and quenching, and in the invention, C is required to be contained in an amount of 0.1 % or more.
- the content of C is less than 0.1%, the hardness required as automobile parts cannot be obtained.
- the content of C was limited to the range of from 0.1 to 0.5 %.
- Si is an element not only acting as a deoxidizing agent but also increasing the strength (hardness) due to solution hardening.
- Si when Si is contained in a large amount exceeding 0.5 %, ferrite becomes hard, thereby reducing the FB performance.
- Si when Si is contained in an amount exceeding 0.5 %, a surface defect called as red scale is generated at the hot rolling stage. For that reason, the content of Si was limited to not more than 0.5 %. Incidentally, the content of Si is preferably not more than 0.35 %.
- Mn is an element not only increasing the strength of steel due to solution hardening but also acting effectively in improving the quenching property. In order to obtain such an effect, it is desirable that Mn is contained in an amount of 0.2 % or more. However, when Mn is contained excessively in an amount exceeding 1.5 %, the solution hardening becomes excessively strong so that the ferrite becomes hard, thereby reducing the FB performance. For that reason, the content of Mn was limited to the range of from 0.2 to 1.5 %. Incidentally, the content of Mn is preferably from 0.2 to 1.0 %, and more preferably from 0.6 to 0.9 %.
- the content of P of up to 0.03 % is tolerable. For such a reason, the content of P was limited to not more than 0.03 %. Incidentally, the content of P is preferably not more than 0.02 %.
- S is an element which forms a sulfide such as MnS and exists as an inclusion in the steel, thereby reducing the FB performance, and it is desirable that S is reduced as far as possible.
- the content of S of up to 0.02 % is tolerable. For such a reason, the content of S was limited to not more than 0.02 %. Incidentally, the content of S is preferably not more than 0.01 %.
- the foregoing components are a basic composition.
- Al and/or one or two or more members selected from Cr, Mo, Ni, Ti and B can be contained.
- Al is an element not only acting as a deoxidizing agent but also binding with N to form AlN, thereby contributing to prevention of an austenite grain from coarseness.
- Al also has an affect for fixing N, thereby preventing a reduction of the content of B effective for improving the quenching property.
- Such effects become remarkable when the content of Al is 0.02 % or more.
- the content of Al exceeds 0.1 %, an index of cleanliness of steel is reduced. For that reason, when Al is contained, it is preferable that the content of Al is limited to not more than 0.1 %.
- the content of Al as an unavoidable impurity is not more than 0.01 %.
- All of Cr, Mo, Ni, Ti and B are an element contributing to an improvement in quenching property and/or an improvement in resistance to temper softening and can be selected and contained as the need arises.
- Cr is an element effective for improving the quenching property. In order to obtain such an effect, it is preferable that Cr is contained in an amount of 0.1 % or more. However, when the content of Cr exceeds 3.5 %, not only the FB performance is reduced, but also an excessive increase of the resistance to temper softening is brought. For that reason, when Cr is contained, it is preferable that the content of Cr is limited to not more than 3. 5 %. Incidentally, the content of Cr is more preferably from 0.2 to 1.5 %.
- Mo is an element acting to effectively improve the quenching property. In order to obtain such an effect, it is preferable that Mo is contained in an amount of 0.05 % or more. However, when the content of Mo exceeds 0.7 %, the steel becomes hard, thereby reducing the FB performance. For that reason, when Mo is contained, it is preferable that the content of Mo is limited to not more than 0.7 %. Incidentally, the content of Mo is more preferably from 0.1 to 0.3 %.
- Ni not more than 3.5 %
- Ni is an element effective for improving the quenching property. In order to obtain such an effect, it is preferable that Ni is contained in an amount of 0.1 % or more. However, when the content of Ni exceeds 3.5 %, the steel becomes hard, thereby reducing the FB performance. For that reason, when Ni is contained, it is preferable that the content of Ni is limited to not more than 3.5 %. Incidentally, the content of Ni is more preferably from 0.1 to 2.0 %.
- Ti is easy to bind with N to form TiN and is an element effectively acting to prevent coarseness of a ⁇ grain at the time of quenching. Also, when Ti is contained together with B, since Ti reduces N which forms BN, it has an effect for minimizing the addition amount of B necessary for improving the quenching property. In order to obtain such effects, it is required that the content of Ti is 0.01 % or more. On the other hand, when the content of Ti exceeds 0.1 %, the ferrite is subjected to precipitation strengthening due to precipitation of TiC or the like and becomes hard, thereby reducing the mold life. For that reason, when T is contained, it is preferable that the content of Ti is limited to the range of from 0.01 to 0.1 %. Incidentally, the content of Ti is more preferably from 0.015 to 0.08 %.
- B is an element which segregates on an austenite grain boundary and when contained in a trace amount, improves the quenching property.
- the case where B is compositely added together with Ti is effective.
- the content of B is 0.0005 % or more.
- the content of B is limited to the range of from 0.0005 to 0.005 %.
- the content of B is more preferably from 0.0008 to 0.004 %.
- the remainder other than the foregoing components is Fe and unavoidable impurities.
- the unavoidable impurities for example, not more than 0.01 % of N, not more than 0.01 % of O and not more than 0.1 % of Cu are tolerable.
- the steel sheet of the invention has a structure composed mainly of ferrite and a cementite.
- the "structure composed mainly of ferrite and a cementite” as referred to herein means a structure in which ferrite and a cementite account for 95 % or more in terms of a volume ratio. That is, though the steel sheet of the invention has a composition made of ferrite and a cementite, other phases than the ferrite and cementite can be tolerated in an amount of up to approximately 5 % in terms of a volume ratio.
- a grain size of the ferrite is more than 10 ⁇ m and less than 20 ⁇ m in terms of an average grain size.
- the ferrite average grain size is not more than 10 ⁇ m, the side bend elongation after the FB working is reduced as shown in Fig. 1 .
- the present inventors assume that when the ferrite grain size is not more than 10 ⁇ m, since a diffusion rate is fast on the ferrite grain boundary and an average particle size of the cementite present on the ferrite grain boundary is easy to become large, a void is generated between the cementites on the ferrite grain boundary due to large deformation at the time of FB working and grows, thereby easily forming cracks; and that the cracks develop at the time of fabrication after the FB working and are united, whereby the side bend elongation after the FB working is reduced.
- the ferrite average grain size is 20 ⁇ m or more, though the steel sheet is softened so that the mold life is improved, a burr height after the working remarkably increases. For that reason, the ferrite average grain size was limited to more than 10 ⁇ m and less than 20 ⁇ m. Incidentally, it is preferably from 12 to 18 ⁇ m.
- a cementite present in the ferrite grain has an average particle size in the range of from 0.3 to 1.5 ⁇ m.
- the average particle size of a cementite present in the ferrite grain is less than 0.3 ⁇ m, the steel plate becomes hard, whereby the mold life is reduced.
- the cementite particle exceeds 1.5 ⁇ m and becomes coarse, as shown in Fig. 2 , a void is generated between the cementites due to large deformation at the time of FB working and grows to form a crack, a fracture surface is generated so that the roughness of the worked surface (blanked surface) increases, and the FB performance is reduced.
- the cementite average particle size in ferrite grain was limited to the range of from 0.3 to 1.5 ⁇ m.
- a molten steel having the foregoing composition is molten by a common melting method using a converter or the like and formed into a raw steel material (slab) by a common casting method such as a continuous casting method.
- the obtained raw steel material is subjected to hot rolling to form a hot rolled sheet by heating and rolling.
- the hot rolling is a treatment in which a total reduction ratio in a temperature region of from 800 to 950°C in finish rolling is set up at 25 % or more, a termination temperature of finish rolling is set up at from 800 to 950°C, after completion of the finish rolling, cooling is carried out at an average cooling rate of 50°C/s or more and less than 120°C/s, the subject cooling is stopped at a temperature in the range of from 500 to 700°C, and coiling is carried out at from 450 to 600°C.
- the hot rolling in the invention by adjusting the termination temperature of finish rolling and the subsequent cooling condition, a hot rolled steel sheet having a substantially 100 % pearlite structure is obtained.
- a structure having a ferrite average grain size of more than 10 ⁇ m and less than 20 ⁇ m is obtained.
- the austenite grain size becomes small; following this, the pearlite grain size after transformation becomes fine; and in the hot rolled sheet annealing, the growth of the ferrite grain is accelerated while applying, as a driving force, high grain boundary energy that the fine pearlite possesses.
- the pearlite changes into polygonal ferrite and spherical cementite due to hot rolled sheet annealing.
- the total reduction ratio in a temperature region of from 800 to 950°C in finish rolling is 25 % or more, a value of which is a reduction ratio larger than that in usually performed rolling.
- the total reduction ratio in a temperature of from 800 to 950°C is less than 25 %, the reduction ratio is insufficient, and it becomes to difficult to make the ferrite grain size fall within a desired range.
- an upper limit of the total reduction ratio is not more than 35 %.
- the total reduction ratio is more preferably from 25 to 33 %.
- Termination temperature of finish rolling from 800 to 950°C
- the termination temperature of finish rolling exceeds 950°C and becomes high, not only a generated scale becomes thick so that the pickling property is reduced, but also a decarburized layer may possibly be formed in the steel sheet surface layer, whereby the ferrite grain size is easy to become coarse.
- the termination temperature of finish rolling is lower than 800°C, an increase in the rolling load becomes remarkable, and an excessive load against a rolling mill becomes problematic. For that reason, it is preferable that the termination temperature of finish rolling is a temperature in the range of from 800 to 950°C.
- Average cooling rate after completion of finish rolling 50°C/s or more and less than 120°C/s
- the subject average cooling rate is an average cooling rate of from the termination temperature of finish rolling to a stopping temperature of the subject cooling (forced cooling).
- the average cooling rate is less than 50°C/s, cementite-free ferrite is formed during cooling, and the structure after cooling is a heterogeneous structure of (ferrite + pearlite), whereby a homogeneous structure composed of substantially 100 % pearlite cannot be ensured.
- the hot rolled sheet structure is a heterogeneous structure of (ferrite + pearlite)
- the cementite distribution is also heterogeneous, and whatever the subsequent hot rolled sheet annealing is devised, the cementite present in the grain is easy to become coarse. Accordingly, it is preferable that the average cooling rate after completion of the finish rolling is limited to 50°C/s or more. Incidentally, from the viewpoint of preventing the formation of bainite, it is preferable that the average cooling rate after completion of the finish rolling is less than 120°C/s.
- the average cooling rate is 120°C/s or more, since the structure is easy to differ between the steel sheet surface layer part and the sheet thickness central part and after the hot rolled sheet annealing, deformability differs between the surface layer part and the sheet thickness central part, the mold lifer, the FB performance and the fabrication performance after the FB working are easy to be reduced. For that reason, it is preferable that the average cooling rate after the finish rolling is 50°C/s or more and less than 120°C/s.
- Cooling stopping temperature from 500 to 700°C
- a temperature at which the foregoing cooling (forced cooling) is stopped is from 500 to 700°C.
- the cooling stopping temperature is lower than 500°C, there are caused problems in operation such as a problem that hard bainite or martensite is formed, whereby the hot rolled sheet annealing takes a long time; and the generation of a crack at the time of coiling.
- the cooling stopping temperature exceeds 700°C and becomes high, since a ferrite transformation noise is present in the vicinity of 700°C, ferrite is formed during cooling after stopping of cooling, whereby a homogeneous structure composed of substantially 100 % pearlite cannot be ensured. From these matters, it is preferable that the cooling stopping temperature is limited to a temperature in the range of form 500 to 700°C.
- the cooling stopping temperature is more preferably from 500 to 650°C, and further preferably from 500 to 600°C.
- the hot rolled sheet After stopping the cooling, the hot rolled sheet is immediately coiled in a coil state.
- Coiling temperature from 450 to 600°C
- the coiling temperature is preferably from 500 to 600°C.
- hot rolled sheet (hot rolled steel sheet) is then subjected to removal of an oxidized scale of the surface by pickling or shot blasting and subsequently to hot rolled sheet annealing at an annealing temperature of from 600 to 720°C.
- annealing temperature of hot rolled sheet annealing from 600 to 720°C
- the annealing temperature When the annealing temperature is lower than 600°C, the cementite average particle size in ferrite grain is less than 0.3 ⁇ m. On the other hand, the annealing temperature exceeds 720°C and becomes high, the cementite particle size in ferrite grain exceeds 1.5 ⁇ m, and the FB performance is reduced.
- a holding time of the hot rolled sheet annealing is not required to be particularly limited, in order to adjust the cementite particle range at a desired range, it is preferable that the holding time is 8 hours or more. Also, when it exceeds 80 hours, since the ferrite grain becomes excessively coarse and the cementite average particle size in ferrite grain may possibly exceed 1.5 ⁇ m, the holding time is preferably not more than 80 hours.
- a raw steel material (slab) having a composition shown in Table 1 was used as a starting material. Such a raw material was heated at a heating temperature shown in Table 2, and a hot rolled sheet having a thickness of 4.2 mm was then prepared under a hot rolling condition shown in Table 2.
- the total reduction ratio in a temperature region of from 800°C to 950°C in finish rolling, the rolling termination temperature of finish rolling, the average cooling rate in cooling after completion of the finish rolling, the cooling stopping temperature and the coiling temperature were varied.
- Such a hot rolled sheet was then subjected to batch annealing and pickling.
- the obtained steel sheet was evaluated with respect to structure observation, FB performance and performance (side bend elongation) after FB working.
- the test methods are as follows.
- a specimen for structure observation was collected from the obtained steel sheet.
- a cross section parallel to a rolling direction of the specimen was polished and corroded with nital; and with respect to a position of 1/4 of the sheet thickness, a metallurgical structure was observed (field number: 30 places) by a scanning electron microscope (SEM) (magnification, ferrite: 1,000 times, cementite: 3,000 times); a volume ratio of ferrite and a cementite, a ferrite grain size and a cementite particle size in ferrite grain were measured by image analysis processing by using "Image Pro Plus ver. 4.0" which is an image analysis software manufactured by Media Cybernetics, Inc.
- the metallurgical structure was observed (field number: 30 places) by SEM (magnification: 3,000 times); an area ratio obtained by dividing an area resulting from summing up an area of ferrite excluding a cementite and an area of a cementite by a total field area; and this value was judged as a volume ratio of ferrite and a cementite.
- the ferrite grain size an area of each ferrite grain was measured, and a circle-corresponding size was determined from the resulting area and defined as a grain size of each ferrite grain. The thus obtained respective ferrite grain sizes were arithmetically averaged, and its value was defined as a ferrite average grain size of that steel sheet.
- the measured area ratio was determined with respective to 500 grains for each.
- a cementite present in the ferrite grain was discriminated in each field (field number: 30 places) of the observation of a metallurgical structure (magnification: 3,000 times); with respect to each cementite present in the ferrite grain, a diameter passing through two points on the periphery of the cementite and a center of gravity of a corresponding oval of the cementite (an oval having the same area as the cementite and having a primary moment and a secondary moment equal to each other) was measured at every 2° to determine a circle-corresponding size, thereby defining it as a particle size of each cementite.
- the thus obtained respective cementite particle sizes were averaged, and its value was defined as a cementite average particle size in ferrite grain.
- the number of particles of the measured cementite was 3,000 for each.
- a specimen (size: 100 ⁇ 80 mm) was collected from the obtained steel sheet and subjected to an FB test.
- the FB test was carried out by blanking a sample having a size of 60 mm ⁇ 40 mm (corner radius R: 10 mm) from the specimen by using a 110t hydraulic press machine under a lubricious condition of a tool-to-tool clearance of 0.060 mm (1. 5 % of the sheet thickness) and a working pressure of 8.5 tons.
- a surface roughness ten-point average roughness Rz
- Rz ave ( Rz 1 + Rz 2 + Rz 3 + Rz 4 ) / 4 (wherein Rz 1, Rz 2, Rz 3 and Rz 4 each represents Rz on each surface.)
- the life of the used tool was evaluated.
- a surface roughness (ten-point average roughness Rz) of the sample end surface (blanked surface) at the point of time when the number of blanking in the FB working reached 30,000 times was measured, thereby evaluating the mold life.
- the measurement method the surface roughness was the same as described above.
- the case where the average surface roughness Rz ave of the sample end surface is not more than 10 ⁇ m is defined as " ⁇ "; the case where it is more than 10 ⁇ m and not more than 16 ⁇ m was defined as " ⁇ "; and the case where it is more than 16 ⁇ m was defined as " ⁇ ".
- a specimen (size: 40 mm ⁇ 170 mm (rolling direction)) was blanked from the obtained steel sheet by FB working and subjected to a side bend test, thereby evaluating the performance (side bend elongation) after the FB working.
- the both surfaces were equally ground in advance, thereby regulating the sheet thickness at 4.0 ⁇ 0.010 mm.
- the FB working was carried out under a lubricious condition of a tool-to-tool clearance of 0.060 mm (1.5 % of the sheet thickness) and a working pressure of 8.5 tons.
- a side bend test was carried out in a state of restraining a side surface (sheet surface) of the specimen according to a method of Nagai, et al. (Yoshinori Nagai and Yasutomo Nagai, PK Giho (Press Technical Report), No. 6 (1995), page 14 ), thereby measuring an elongation at the time of through thickness cracking.
- An end surface of the specimen in the side of evaluating the elongation was an FB worked surface in the side of a length of 170 mm.
- gauge marks for evaluating the elongation at the fracture were written on the specimen by marking-off lines with a gauge mark-to-gauge mark distance of 50 mm.
- the number of test was two of each steel sheet, and an average value of the obtained elongation values was defined as the side bend elongation value.
- the performance (side bend elongation) after the FB working was evaluated such that the case where the side bend elongation value is 45 % or more is defined as "O"; and that the case where it is less than 45 % is defined as " ⁇ ".
- the average surface roughness Rz ave on the blanked surface is not more than 10 ⁇ m; the FB performance is excellent; the blanked surface at the time of 30,000 times in blanking number is smooth (evaluation: ⁇ ); and a reduction in mold life is not acknowledged.
- the examples of the invention are excellent in the side bend elongation (Performance) after the FB working. Incidentally, in all of the examples of the invention, it was confirmed that the sum of volume ratio of the ferrite and cementite is 95 % or more, thereby forming a structure composed mainly of ferrite and a cementite.
- the average surface roughness Rz ave on the blanked surface exceeds 10 ⁇ m and becomes coarse, whereby the FB performance is reduced; or a large burr is generated at the time of the FB working; or the mold life is reduced; the side bend elongation (performance) after the FB working is reduced; or all of the FB performance, the mold life and the side bend elongation (performance) after the FB working are reduced.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006100794A JP5076347B2 (ja) | 2006-03-31 | 2006-03-31 | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| PCT/JP2007/051843 WO2007116599A1 (ja) | 2006-03-31 | 2007-01-29 | ファインブランキング加工性に優れた鋼板およびその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2003220A1 true EP2003220A1 (de) | 2008-12-17 |
| EP2003220A4 EP2003220A4 (de) | 2010-02-24 |
| EP2003220B1 EP2003220B1 (de) | 2013-01-16 |
Family
ID=38580902
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07713805A Active EP2003220B1 (de) | 2006-03-31 | 2007-01-29 | Stahlplatte mit hervorragender feinstanzungseignung und herstellungsverfahren dafür |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20090308504A1 (de) |
| EP (1) | EP2003220B1 (de) |
| JP (1) | JP5076347B2 (de) |
| KR (1) | KR101024232B1 (de) |
| CN (1) | CN101379207B (de) |
| WO (1) | WO2007116599A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2510803C2 (ru) * | 2012-01-26 | 2014-04-10 | ДжФЕ СТИЛ КОРПОРЕЙШН | Высокопрочный горячекатаный стальной лист с хорошей усталостной прочностью и способ его изготовления |
| EP2103697A4 (de) * | 2006-12-25 | 2015-03-11 | Jfe Steel Corp | Kohlenstoffreiches heissgewalztes stahlblech und herstellungsverfahren dafür |
| EP2832884A4 (de) * | 2012-03-30 | 2016-02-17 | Voestalpine Stahl Gmbh | Feuerverzinktes stahlblech zur pressformung mit ausgezeichneter kaltverformbarkeit, ausgezeichneter in-mold-härtbarkeit und ausgezeichneten oberflächeneigenschaften sowie verfahren zur herstellung davon |
| EP3282032A4 (de) * | 2015-04-10 | 2018-09-12 | Nippon Steel & Sumitomo Metal Corporation | Stahlblech mit ausgezeichneter kaltverformbarkeit beim umformen und verfahren zur herstellung davon |
| US11365460B2 (en) | 2018-02-23 | 2022-06-21 | Jfe Steel Corporation | High-carbon cold rolled steel sheet and method for manufacturing same |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5163451B2 (ja) * | 2008-11-28 | 2013-03-13 | Jfeスチール株式会社 | 鋼材の設計方法 |
| JP5440203B2 (ja) * | 2010-01-22 | 2014-03-12 | Jfeスチール株式会社 | 高炭素熱延鋼板の製造方法 |
| JP5549640B2 (ja) * | 2011-05-18 | 2014-07-16 | Jfeスチール株式会社 | 高炭素薄鋼板およびその製造方法 |
| KR101284294B1 (ko) * | 2011-06-01 | 2013-07-08 | 현대자동차주식회사 | 비조질강 제품의 제조방법 |
| CN102312168B (zh) * | 2011-07-01 | 2013-04-03 | 山西太钢不锈钢股份有限公司 | 一种预硬态塑料模具钢钢板及其制造方法 |
| JP2013112890A (ja) * | 2011-11-30 | 2013-06-10 | Nisshin Steel Co Ltd | プレス加工用焼鈍鋼板および製造法並びに耐摩耗性に優れる機械部品 |
| WO2013102986A1 (ja) * | 2012-01-05 | 2013-07-11 | Jfeスチール株式会社 | 高炭素熱延鋼板およびその製造方法 |
| JP5768781B2 (ja) * | 2012-08-09 | 2015-08-26 | 新日鐵住金株式会社 | 高炭素鋼板 |
| JP2013164168A (ja) * | 2013-05-24 | 2013-08-22 | Sumitomo Heavy Ind Ltd | 偏心揺動型の減速機及びその偏心体軸の製造方法 |
| KR101853533B1 (ko) * | 2013-07-09 | 2018-04-30 | 제이에프이 스틸 가부시키가이샤 | 고탄소 열연 강판 및 그 제조 방법 |
| JP5812048B2 (ja) * | 2013-07-09 | 2015-11-11 | Jfeスチール株式会社 | 焼入れ性および加工性に優れる高炭素熱延鋼板およびその製造方法 |
| ES2769275T3 (es) | 2015-05-26 | 2020-06-25 | Nippon Steel Corp | Chapa de acero y procedimiento para su fabricación |
| CN107735505B (zh) * | 2015-06-17 | 2019-10-18 | 日本制铁株式会社 | 钢板及制造方法 |
| KR102288156B1 (ko) * | 2017-02-21 | 2021-08-11 | 제이에프이 스틸 가부시키가이샤 | 고탄소 열연 강판 및 그 제조 방법 |
| JP2019157267A (ja) * | 2018-03-08 | 2019-09-19 | 日鉄日新製鋼株式会社 | 炭素合金鋼板および炭素合金鋼板の製造方法 |
| EP3933055A1 (de) * | 2019-02-28 | 2022-01-05 | JFE Steel Corporation | Stahlblech, element und verfahren zur herstellung davon |
| CN114058941A (zh) * | 2020-07-31 | 2022-02-18 | 宝山钢铁股份有限公司 | 一种冷轧钢板及制造方法和汽车用冲裁件 |
| WO2022059186A1 (ja) * | 2020-09-18 | 2022-03-24 | 株式会社東芝 | 粒度推定装置、粒度推定方法、粒度推定プログラム、粒度推定システム。 |
| CN115747661B (zh) * | 2022-11-29 | 2023-11-24 | 莱芜钢铁集团银山型钢有限公司 | 一种抗550℃-600℃回火软化钢板及其生产方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001107144A (ja) * | 1999-10-05 | 2001-04-17 | Sumitomo Metal Ind Ltd | 成形性および焼入れ性に優れた熱延鋼板の製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3926692A (en) * | 1974-09-30 | 1975-12-16 | United States Steel Corp | Drawability of deoxidized steels by the addition of phosphorus and silicon |
| JPS5550427A (en) * | 1978-10-03 | 1980-04-12 | Kawasaki Steel Corp | Manufacture of hot rolled medium or high carbon steel strip suitable for use in precision punching |
| JPS58734B2 (ja) * | 1978-11-14 | 1983-01-07 | 日新製鋼株式会社 | 精密打抜き加工用低合金鋼板(帯)の製造法 |
| JPS5976861A (ja) | 1982-10-27 | 1984-05-02 | Nisshin Steel Co Ltd | 精密打抜き用鋼板 |
| JPH05339676A (ja) * | 1992-06-11 | 1993-12-21 | Nippon Steel Corp | 冷間加工性の優れた機械構造用鋼材およびその製造方法 |
| JP3801667B2 (ja) * | 1995-04-27 | 2006-07-26 | 日新製鋼株式会社 | 精密打抜き用高強度鋼板の製造方法 |
| JPH0949065A (ja) | 1995-08-07 | 1997-02-18 | Kobe Steel Ltd | 伸びフランジ性にすぐれる耐摩耗用熱延鋼板及びその製造方法 |
| JP3269384B2 (ja) | 1996-05-23 | 2002-03-25 | 日本鋼管株式会社 | 打抜性と焼入性に優れた高炭素鋼 |
| JP4377973B2 (ja) * | 1998-03-12 | 2009-12-02 | 日新製鋼株式会社 | 局部延性と熱処理性に優れた鋼板 |
| JP4465057B2 (ja) * | 1999-03-16 | 2010-05-19 | 日新製鋼株式会社 | 精密打抜き用高炭素鋼板 |
| JP3752118B2 (ja) * | 1999-08-31 | 2006-03-08 | 新日本製鐵株式会社 | 成形性に優れた高炭素鋼板 |
| JP3755368B2 (ja) | 2000-01-31 | 2006-03-15 | Jfeスチール株式会社 | 伸びフランジ性に優れた高炭素鋼板 |
| JP5574714B2 (ja) * | 2010-01-06 | 2014-08-20 | 株式会社東芝 | 伝熱促進管の製造方法、伝熱促進管用型、伝熱促進管、熱交換器、核融合炉、及び中性粒子入射加熱装置 |
-
2006
- 2006-03-31 JP JP2006100794A patent/JP5076347B2/ja not_active Expired - Fee Related
-
2007
- 2007-01-29 US US12/159,017 patent/US20090308504A1/en not_active Abandoned
- 2007-01-29 EP EP07713805A patent/EP2003220B1/de active Active
- 2007-01-29 WO PCT/JP2007/051843 patent/WO2007116599A1/ja active Application Filing
- 2007-01-29 KR KR1020087016380A patent/KR101024232B1/ko active IP Right Grant
- 2007-01-29 CN CN2007800040153A patent/CN101379207B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001107144A (ja) * | 1999-10-05 | 2001-04-17 | Sumitomo Metal Ind Ltd | 成形性および焼入れ性に優れた熱延鋼板の製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| FUJITA Takeshi, NAKAMURA Nobuyuki, IIZUKA Shunji: "High-Carbon Steel Sheets for Power Train Parts -Formable High-Carbon Steel Sheets Suitable for One-Piece Forming-" JFE TECHNICAL REPORTno. 4, 1 November 2004 (2004-11-01), 1 November 2004 (2004-11-01), pages 44-49, XP002562361 Retrieved from the Internet: URL:http://www.jfe-steel.co.jp/en/research/report/004/pdf/004-08.pdf> [retrieved on 2010-01-05] * |
| See also references of WO2007116599A1 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2103697A4 (de) * | 2006-12-25 | 2015-03-11 | Jfe Steel Corp | Kohlenstoffreiches heissgewalztes stahlblech und herstellungsverfahren dafür |
| RU2510803C2 (ru) * | 2012-01-26 | 2014-04-10 | ДжФЕ СТИЛ КОРПОРЕЙШН | Высокопрочный горячекатаный стальной лист с хорошей усталостной прочностью и способ его изготовления |
| EP2832884A4 (de) * | 2012-03-30 | 2016-02-17 | Voestalpine Stahl Gmbh | Feuerverzinktes stahlblech zur pressformung mit ausgezeichneter kaltverformbarkeit, ausgezeichneter in-mold-härtbarkeit und ausgezeichneten oberflächeneigenschaften sowie verfahren zur herstellung davon |
| EP3282032A4 (de) * | 2015-04-10 | 2018-09-12 | Nippon Steel & Sumitomo Metal Corporation | Stahlblech mit ausgezeichneter kaltverformbarkeit beim umformen und verfahren zur herstellung davon |
| US11365460B2 (en) | 2018-02-23 | 2022-06-21 | Jfe Steel Corporation | High-carbon cold rolled steel sheet and method for manufacturing same |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2007116599A1 (ja) | 2007-10-18 |
| JP5076347B2 (ja) | 2012-11-21 |
| CN101379207A (zh) | 2009-03-04 |
| EP2003220B1 (de) | 2013-01-16 |
| CN101379207B (zh) | 2010-10-06 |
| KR101024232B1 (ko) | 2011-03-29 |
| US20090308504A1 (en) | 2009-12-17 |
| EP2003220A4 (de) | 2010-02-24 |
| KR20080081955A (ko) | 2008-09-10 |
| JP2007270325A (ja) | 2007-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2003220B1 (de) | Stahlplatte mit hervorragender feinstanzungseignung und herstellungsverfahren dafür | |
| EP1980635B1 (de) | Stahlblech mit hervorragender feinstanzungseignung und herstellungsverfahren dafür | |
| JP4513608B2 (ja) | 熱間プレス鋼板部材、その製造方法 | |
| EP2184373B1 (de) | Dickes warmgewalztes stahlblech mit hervorragender verarbeitbarkeit und hervorragender festigkeit/zähigkeit nach wärmebehandlung und verfahren zur herstellung des stahlblechs | |
| JP2007270329A (ja) | ファインブランキング加工性に優れた鋼板の製造方法 | |
| EP3612657B1 (de) | Hochformbares stahlblech zur herstellung von leicht-strukturteilen und herstellungsverfahren dafür | |
| EP2053139A1 (de) | Warmgewalzte stahlbleche mit hervorragender bearbeitbarkeit und festigkeit und zähigkeit nach wärmebehandlung und herstellungsverfahren dafür | |
| JP2007270331A (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| JP2010047786A (ja) | 熱間プレス用鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法 | |
| JP4992274B2 (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| JP4992275B2 (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| EP2246450B1 (de) | Stahlbleche und herstellungsverfahren dafür | |
| JP5070824B2 (ja) | 打抜き加工後の平坦度および端面性状に優れた冷延鋼板およびその製造方法 | |
| JP5194454B2 (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| JP4992277B2 (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| JP4992276B2 (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| JP4905031B2 (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| JP5177119B2 (ja) | 熱間プレス用鋼板 | |
| KR101618489B1 (ko) | 열연 강판 및 그 제조 방법 | |
| EP4074854A1 (de) | Warmgewalztes stahlblech | |
| JP5050386B2 (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| KR20200108067A (ko) | 고탄소 냉연 강판 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080508 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE FR GB |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20100126 |
|
| 17Q | First examination report despatched |
Effective date: 20100607 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602007028066 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: C22C0038000000 Ipc: C22C0038020000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C22C 38/22 20060101ALI20120703BHEP Ipc: C22C 38/02 20060101AFI20120703BHEP Ipc: C22C 38/04 20060101ALI20120703BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602007028066 Country of ref document: DE Effective date: 20130307 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20131017 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007028066 Country of ref document: DE Effective date: 20131017 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231207 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20231212 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231205 Year of fee payment: 18 |