EP1963187B1 - Installation d'emballage par bache avec dispositif de realisation de plis lateraux - Google Patents
Installation d'emballage par bache avec dispositif de realisation de plis lateraux Download PDFInfo
- Publication number
- EP1963187B1 EP1963187B1 EP06829864A EP06829864A EP1963187B1 EP 1963187 B1 EP1963187 B1 EP 1963187B1 EP 06829864 A EP06829864 A EP 06829864A EP 06829864 A EP06829864 A EP 06829864A EP 1963187 B1 EP1963187 B1 EP 1963187B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tube
- sheet
- flexible
- film
- section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/13—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the preformed tubular webs being supplied in a flattened state
- B65B9/135—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the preformed tubular webs being supplied in a flattened state for palletised loads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/13—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the preformed tubular webs being supplied in a flattened state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
Definitions
- the invention relates to a method and a device for packaging a stack of goods according to the preamble of claim 1 (method) or of claim 7 (device).
- Hood shrinkage process or after the so-called. Hood stretch process.
- a foil hood is pulled over the objects to be packed (usually from above).
- the film hood is then brought to heat shrinkage by heat. She pulls herself together and holds the stack together.
- the hood stretching method the hood is stretched elastically, before and optionally during the coating, horizontally and / or vertically. Due to this, it lays under pretension against the stack to be packaged and holds it together.
- a device operating according to the so-called hood shrinking method is known, for example, from US Pat DE 32 42 677 C2 known.
- the known system is equipped with a horizontal shrink frame, which is vertically movable along a stand.
- the shrink frame is designed such that it can be packed with a roughly box-like or parallelepiped stack.
- the film is in the form of a tube and comes from an endless supply roll at the back of the device. From there, the hose is guided over rollers or slide rails upwards over the device and into a bracket which ends above the shrink frame.
- devices for cutting off and welding the hose together are provided in the console.
- the console also includes a pair of rollers, via which the film feed to the machine is controlled by the rollers specify the peeling speed, with which the hose is withdrawn from its supply roll.
- the device comprises suction boxes for opening the tube. If the next tube to be opened, then the suction boxes are moved up to the film of the hose. The two superimposed film sections are each sucked by the suction box assigned to them and thus opened. The film hood is then welded up and cut off, then over pulled the stack or now completely pulled over the stack. Thereafter, the shrinkage of the film.
- the film tube used by this system for producing the packaging hoods is a gusseted tube prefabricated by the film manufacturer and then wound into a supply roll, d. H. around a flat folded tube, which in its folded state along its two sides has V-shaped folds - such that the two film webs forming the main surfaces of the film tube not immediately in the region of the outer sides of the tube, but each including a V-shaped, lying with the pleat tip to the middle of the tube extending film fold each other.
- Gusseted tubes are relatively expensive because of their special pretreatment with the film manufacturer.
- gusseted tubing on the supply roll is relatively thick, such that only a smaller number of running meters (about 50%) of gusseted tubing is to be accommodated on a supply roll having a maximum machine diameter as compared to the number of running meters that fit such a supply roll.
- a flat tube which consists of two integrally connected one behind the other film webs, which are folded only once at their edges by 180 degrees and thus lie flat on the entire width.
- These jagged protruding hood sections are visually unattractive. They also affect the packaging result in technical terms.
- the jagged hood sections are easily pinched or damaged due to their protrusion during transport-related handling of the load (eg stacking of individual loads). As a result, the moisture protection of the packaging is impaired.
- a hood is designed as a shrink-film hood, it may be that the protruding corners in the course of the made for the purpose of shrinking Heating up to be very soft. Under certain circumstances, they come too close to the heat source used for shrinking because of their distance and are overheated. Actually, they at least collapse and come in sticky doughy state in contact with surrounding film areas. Under certain circumstances, then melt several layers of film together.
- the resulting thicker film layer develops extreme shrinkage forces. It can then happen that the film is pulled thin at the transition between the regular layer and the layers glued together, ie at the end there has a local thin point and under the influence of transport-related forces breaks at some point.
- the initially protruding lobes are to be inserted by means of special insertion elements between the cargo and the regularly fitting film.
- Such insertion requires a relatively "long-stroke” movement and costs valuable cycle time. It thus reduces the operating speed of the system.
- this insertion is a source of possible interference, especially at high clock frequencies. This is because the (fast) widening of one film section and the insertion of another film section must take place when the film has already been pulled over the charge and therefore already more or less tensioned. There is therefore a considerable risk that the film tears in the widened area.
- foil breaks are to be avoided as far as possible. Because they may lead to the fact that the system goes to fault and switches off.
- the hose used in the form of a flat hose is folded in such a V-shape only after the final removal from its stock, and before closing, from its outer sides, the two film webs in the region of the outer sides of the hose and at the level of the closure point during the Closing in each case no longer directly, but with the inclusion of a V-shaped, with the pleat tip to the tube center extending towards film folds lie on each other and wherein the closure is such that the V-shaped folds and immediately surrounding areas of the film web in the closure area relative to each other be fixed.
- a device having the features of claim 7 is used.
- the tube In order to place precision folds, the tube is opened at its corresponding height prior to folding in such a way that it forms an approximately quadrangular tube cross section there. Then, by means of suitable folding members, the film is guided on two opposite sides of this roughly quadrangular tube cross-section in a V-shape towards the middle of the tube. Then, the tube cross-section is reduced, so that on the sides, which are guided inwards, each with its tip to the center of the tube cross-section facing V-shaped fold between the other two the hose cross-section bounding sides sets.
- V-shaped folds in the form of a simple "V” precise and trouble-free to lay - the term V-shaped is functional to understand and describes the principle of the fold.
- a V-shaped fold may also take the form of a double V, d. H. two concertina-shaped juxtaposed "VV” have.
- a V-shaped fold in the form of a simple "V” is preferred.
- Such a fold is by far the easiest and most reliable. It goes without saying that the "V" of the V-shaped fold has almost parallel pressed legs, as soon as the film tube after folding is possibly completely temporarily folded flat again - about fed to the section of the machine about more transport or guide rollers in which the closing, separating, etc. takes place.
- the size of the two V-shaped pleats (ie the distance between the top of the V and the end of the two legs of the V) is adjusted by adjusting the length of the two sides of the tube cross-section which are moved towards each other when the V-shaped pleats are laid to pick up the V-shaped folds between them Beginning of folding is chosen accordingly.
- parallelepipedic charges require virtually no or only relatively small V-shaped folds, it is necessary to provide relatively large V-shaped folds in the case of cargoes of significantly rectangular cross-section that deviate greatly from the square cross-section in order to avoid earing.
- a size of the V-shaped folds chosen as well as possible is particularly important for the tear strength or durability of the hood in the closure area. Namely, the V-shaped folds are not dimensioned correctly, then occur z. B. in the hood closing the weld at the point of transition from four to two layers significantly tensile forces. These lead to tears, possibly even to the complete rupture of the film hood. This danger is especially true in stretch film hoods. It is at least in the approach but also recorded where the hood is shrunk in the area of a badly fitting after the coating and thus exposed to stress weld.
- the specified object is achieved by the device according to claim 7.
- the packaging system and its basic components can be arranged approximately as from the Fig. 1 of the DE 32 42 677 C2 , which is hereby incorporated by reference. If the packaging system is designed as a shrink system, it will have the shrink frame shown there. Otherwise it will they are equipped, for example, with a reef frame for meeting, transverse stretching and vertical stretching of the film hood (the vertical stretch takes place during the coating in which the removal of the film from the reforgants is controlled "braked").
- the means for laying the V-shaped folds which essentially consist of the film grippers to be described in more detail below and the folding members associated therewith, are in the first two embodiments, as seen in the removal direction of the film tube, behind the feed rollers 13 (which are in the case of FIG DE 32 42 677 C2 integrated into the console 5), above the height of the largest charge to be packed.
- the means for laying the V-shaped folds in Abziehraum the film tube are seen before the (last) feed rollers mounted.
- the two first embodiments showing figures carry the feed rollers the reference numeral thirteenth
- the film tube is either open at the time discussed here (on the basis of the figures) and at least partially pulled over the load. Alternatively, it is, for example, when the plant is designed to carry out a hood stretching process, etcrefft at this time on the Refforgane. In both cases, the upper end of the film tube at the time to be considered here is still connected to the stored flat hose.
- the film grippers are now moved in the horizontal direction so far that they (as seen in the stripping) come to rest just behind the later to form a film hood to be closed section of the film tube film hood.
- the film tube is still at least almost unopened at this point, d. H. the two film webs forming the flat film tube lie flat against each other.
- the film grippers are constructed in principle, as from the DE 43 26 827 A1 known, which is hereby made the subject of the description.
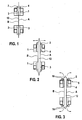
- Each of the film grippers (2, 4) consists of a suction box 4, which carries a suction / gripping element 2.
- Each suction box has a suction surface 3 on its side facing the film. The latter consists approximately of a corresponding opening, which is covered with a grid.
- the suction gripping element 2 is pivotally hinged to the suction box 4.
- Fig. 1 shows a snapshot of this situation.
- each of the film gripper takes with the pressed onto the suction surface 3 of its suction box 4 film, so that the film tube is opened to a, initially small, enclosed between the film webs A, B cross-section, as the Fig. 2 shows.
- suction gripping elements 2 are folded away at an angle of preferably ⁇ 90 ° from the film. They thereby also release a suction opening at the respective outwardly facing end face of the relevant suction box 4.
- the sections of the film webs A, B projecting outwardly beyond the cross-section bounded by the four film grippers are thereby sucked in by the released end faces of the suction boxes 4.
- the film gets into the region of the gap, which has opened by the pivoting back of the suction gripper elements 2 between them and the end faces of the suction boxes 4, see. Fig.
- the folding members are now approached by advancing in approximately horizontal direction.
- the folding members are here designed as narrow and elongated perpendicular to the plane extending folding plates 14.
- the Fig. 6b shows this in one Side view, the Fig. 6a in a view from above along that sectional plane AA, the in Fig. 6b is marked.
- the folding plates 14 are now moved further horizontally in the direction of the tube center of the approximately stretched to the square film tube. In this way, they fold the film tube, which has hitherto been opened approximately into a quadrilateral, from two of its outer sides C, D in the direction of the center of the hood M into a V shape.
- the film gripper are moved towards each other in pairs in the horizontal direction, so that the voltage of the folding plates 14 V-shaped folded sides of the film tube is kept controlled, or in any case overstretching of the film is prevented.
- This process shows the Fig. 7b Seen from the side or the Fig. 7a seen from above, in Fig. 7b by AA marked cutting plane.
- Fig. 8a and 8b finally show (each seen from the same point of view, as the previously discussed Fig. 6a and 6b or 7a and 7b) the position in which the two V-shaped folds are completely laid.
- the flat film tube previously clamped to form a quadrangle is folded in a V shape from its outer sides C, D which formerly had a 180 ° fold. in such a way that the two held by the suction boxes 4 and the suction / gripping means 2, opposing wide film webs A, B in the region of the outer sides of the hose no longer directly, but each including a V-shaped, with the Wrinkle tip to the tube center extending film folder lie on each other.
- This V-shaped fold is not only in the area of the film gripper 2, 4, but extends at least upwards into the area, which is to be subsequently closed, ie at the height of the subsequent closure point.
- the closing device 15 is activated.
- the closing in various ways, such. B. by folding and / or stapling done.
- a weld is pulled, which extends meaningfully over the entire width of the film tube away, but this is not mandatory.
- the hose as seen in the stripping, separated from the rest of the hose supply before the closing device.
- a horizontally guided blade 16 cuts through the hose.
- a hot wire can be used.
- the finished film hood can be covered over the charge or the already started coating of the film can be completed.
- the film grippers 2, 4 are designed and moved such that they can be used both to open, as seen in Abziehhraum, the extreme end of the hood and make the hood ready to cover, as well as serve the hood at the height the later closure point (just below) to open and so in cooperation with the Faltorganen 14 to accomplish the folding.
- FIGS. 9 and 10 illustrate this. While the Fig. 9 shows how relatively small V-shaped folds are formed, the shows Fig. 10 the formation of relatively large V-shaped folds.
- the film gripper from the position they were previously in folding under the Fig. 9 had engaged each other before folding the folds for the next hood along arrows E, Fig. 10 ,
- the sides A, B of the film hood which are grasped and held by the suction boxes 4 or the suction / gripping devices 2 are now shorter. Accordingly, the V-shaped folds can be pulled deeper from the now longer sides C, D forth inwardly towards the middle of the tube, in which the folding plates 14 are further retracted accordingly in the direction of the hood center M.
- the film tension is controlled in both cases, as described above, by a yielding in the direction of the arrows FL.
- Such a design of the film gripper 2, 4 also makes it possible to process flat tubes, which have different widths of their own. This ensures a high degree of flexibility. Because not all cases can be achieved with a flat tube one and the same width only on the variation of the wrinkle size optimal results.
- the charge sensors As soon as the charge sensors have detected the cross-section of the charge now to be packed in each case, they send a corresponding signal to the machine control, which in turn calculates the required size of the V-shaped folds and then takes the necessary precautions - such as the pairwise movement of the foil grippers along the arrows "E" and "FL” in the required position.
- the result is a biaxial motion - projected onto a two-axis coordinate system lying horizontally in space.
- the folding organs are controlled appropriately.
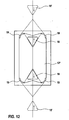
- a second embodiment operating in a similar manner as the first embodiment, show the Fig. 11 and 12 , This embodiment avoids it to open the film tube for the purpose of folding at a place other than its end of the hose in addition to lay there the wrinkles.
- the film tube is opened after passing through the film feed rollers 13 and aufgerfft in a known manner to a puller 19 for the subsequent hood.
- a puller 19 for the subsequent hood.
- an approximately roof-shaped cross-sectional profile (roof section 12 *) is formed between the opened-up section of the film tube and the still unopened section of the film tube.
- wedge-shaped folding elements 18 are pressed into the roof section 12 * from two sides, forcing it to have a V-shaped bend inwards.
- the position of the folding mechanism 18 and the still unfolded film area in Fig. 12 shown in dashed lines.
- the devices 15 provided here in the form of sealing bars for closing the film tube are brought together. They take the foil of the roof section 12 * with them, compress them inwards and also grasp the two V-shaped inward creases of the foil, which are thereby placed in each case into a V-shaped fold. Then it is welded. The V-shaped folds are welded to the film in contact with them and thus fixed. The film hood is then cut off by means of a knife 20 running along the welding bar. The finished film hood can now be stretched as usual and covered or pulled over and shrunk. The folding members 18 are here wedge-shaped with an inwardly directed towards the center of the film tube tip. This favors the V-shaped inward buckling of the film. Ideally, the acute angle "W" between 55 and 85 ° and can be adjusted if necessary, so it is adjustable, for example, depending on film thickness and strength, which leads to a good buckling, without the film by a too large peak is significantly overloaded.
- a third embodiment show the FIGS. 13 and 14 ,
- the flat tube during removal from its supply continuously (so to speak in a continuous process) to fold laterally - so that it is provided over its entire length with lateral V-shaped folds "VF" of the type in question here, before it enters the area of the machine in which the sealing of the film tube as well as the separation and coating of the hood takes place.
- the laying of the folds takes place with a hood stretch hood or hood shrinkage system which is unchanged from those described in the preceding exemplary embodiments, unless otherwise described below.
- two pairs of rollers 13a and 13b are now provided in this case.
- each carries a roll of Roller pair 13a and 13b a soft, supple and thus well-sealing wear layer, while the other roller consists at its periphery of smooth, usually ground metal. They press from both sides with the necessary pressure on the film between them.
- the beginning of the new film tube between the pairs of rollers 13 a and 13 b is inserted.
- the rollers of each pair of rollers are delivered against each other, so that the hose section B located between the two pairs of rollers 13a and 13b is practically completely sealed.
- the plant operator now injects, for. B. by piercing a corresponding nozzle 22a through the film, a certain amount of compressed air in the sealed tube section so that it forms a balloon.
- the injection hole is z. B. closed by an adhesive strip.
- the inflation of the tube section to be carried out in an inital manner can also be automated, but i. d. R. be made by the system operator to keep the equipment costs small. Because with a suitable selection of the lining and the contact pressure of the roller pairs 13a and 13b, the air losses will go to zero.
- the hose section B must then be inflated after each roll change only once, which is easy to accomplish by hand.
- the folding wedges 14 are delivered from two sides, which press the balloon-like tube section B at least in regions from two sides inwards in a V-shape and for this purpose preferably form a funnel-shaped geometry between them, through which the balloon-like tube section tapers onto the roller pair 13b ,
- guide surfaces 14a are additionally supplied to the foil balloon (here in a plane arranged approximately perpendicular thereto). These baffles 14a do not induce wrinkling, but prevent the balloon from undesirably evading or being undesirably deformed under the action of the folding wedges 14.
- the guide surfaces also preferably form a funnel-shaped geometry between them, through which the balloon-like hose section tapers onto the roller pair 13b.
- guide surfaces and folding wedges may also be rigidly mounted or displaced only as required for adjustment purposes.
- rollers of the roller pairs (with the film between them) roll on each other, the trapped compressed air is not lost. Instead, it can be said that it is "pumped" into the region of the film tube by the rollers from the region of the film tube which is about to move out of the area between the roller pairs 13a and 13b between the rollers of the roller pair 13b. which enters via the rollers of the roller pair 13a for the first time in the area between the roller pairs 13a and 13b.
- roller pairs 13a and 13b unlike purely exemplary in the FIGS. 13 and 14 shown, as a rule, will not include a horizontal plane between them.
- Fig. 15 instead, they are placed in the machine so as to enclose an approximately vertical plane - namely in the ascending region, in which the flat tube, after its removal from the supply in the machine, is led upwards and then from above as a hood over the to be pulled to be packed items, or, instead, in the descending region, in which the flat tube from the top coming down in the direction of the objects to be packaged is performed.
- the Fig. 15 illustrates these two alternatives summarized in one picture. In the left half of the picture is shown how the of the FIGS.
- folding device 13a, 13b, 14, 14a
- the machine can be extremely compact, as otherwise used only with low intensity space is used and there (important in hood shrinking machines) of the blown and thus sensitive film section is kept outside the waste heat zone.
- the means for folding 13a ', 13b', 14, 14a '
- the means for folding can also be arranged in the descending region of the machine, in the vicinity of the charge to be packaged.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Basic Packing Technique (AREA)
- Making Paper Articles (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Claims (10)
- Procédé d'emballage d'objets, en particulier de piles de produits sur palettes, avec une bâche, comprenant les étapes consistant à :tirer d'une réserve une longueur d'un tube plat constitué de deux bandes de feuille provenant d'une feuille d'une seule pièce, pliées respectivement sur leur côté extérieur et donc superposées directement l'une sur l'autre et à plat sur toute leur largeur,ouvrir l'extrémité du tube la plus en avant, vue dans la direction de traction,fermer au moins partiellement la longueur du tube tirée de la réserve de feuille essentiellement transversalement à la direction de traction au niveau d'un point de fermeture situé à distance de l'extrémité la plus en avant du tube,séparer le tube du reste de la réserve de tube au niveau d'un point situé avant le point de fermeture, vu dans la direction de traction,tirer le tube par-dessus les objets à emballer, de préférence en enroulant au préalable la bâche ou la portion de tube se formant ultérieurement sensiblement, sur un dispositif d'enroulement,le tube plat étant plié en forme de V, après avoir été définitivement tiré de sa réserve et avant la fermeture de ses côtés extérieurs, de telle sorte que les deux bandes de feuille (A, B) reposent l'une sur l'autre dans la région des côtés extérieurs du tube et à la hauteur du point de fermeture pendant la fermeture, non plus directement mais en incluant un pli en forme de V, s'étendant avec la pointe du pli vers le centre du tube (M),et la fermeture ayant lieu de telle sorte que les plis en forme de V et les régions des bandes de feuille les entourant directement soient fixés dans la région de fermeture les uns par rapport aux autres,caractérisé en ce quepour la mise en oeuvre du procédé, on utilise un dispositif selon l'une quelconque des revendications 7 à 10.
- Procédé selon la revendication 1, caractérisé en ce que la section transversale du tube est ouverte afin de placer le pli en forme de V, puis à partir de deux côtés opposés (C, D), une portion de la feuille limitant la section transversale du tube est guidée localement vers l'intérieur vers le milieu (M) de la section transversale du tube, puis la section transversale du tube est sensiblement refermée.
- Procédé selon la revendication 2, caractérisé en ce que le tube est ouvert avant le pliage à l'emplacement du pli ultérieur, de telle sorte qu'il forme à cet endroit une section transversale du tube approximativement rectangulaire, puis, au moyen des organes de pliage (14), la feuille est guidée au niveau de deux côtés opposés de cette section transversale du tube en forme de V vers le milieu du tube (M), puis la section transversale du tube est rétrécie, de sorte que les côtés (C, D), qui ont été guidés vers l'intérieur, s'appliquent à chaque fois sous forme d'un pli en forme de V tourné avec sa pointe vers le milieu de la section transversale du tube entre les deux autres côtés (A, B) formant la section transversale du tube.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que la section transversale du tube est rétrécie, en déplaçant l'un vers l'autre les côtés (A, B) de la section transversale du tube, qui ne sont pas guidés vers l'intérieur pour former un pli en forme de V.
- Procédé selon la revendication 4, caractérisé en ce que les longueurs des côtés (A, B) de la section transversale du tube, qui sont déplacés l'un vers l'autre, sont maintenues sensiblement constantes.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que la dimension des deux plis en forme de V est ajustée en choisissant en conséquence au début du pliage, la longueur des deux côtés (A, B) de la section transversale du tube, qui sont déplacés l'un vers l'autre lors du positionnement du pli en forme de V.
- Dispositif d'emballage d'objets, en particulier de piles de produits sur palettes, avec une bâche, comprenant des moyens (13 ; 13a ; 13b) pour tirer et acheminer un tube plat constitué d'une feuille d'emballage depuis une réserve, un dispositif de préhension (2, 4) formé d'organes de préhension de feuille, pour ouvrir le tube assemblé à plat, un dispositif de fermeture de feuille (15) pour fermer au moins en partie le tube approximativement transversalement à son axe longitudinal, un dispositif de coupe (16) pour séparer le tube en portions individuelles, et un dispositif de recouvrement (19) pour tirer la longueur nécessaire de tube par-dessus les objets à emballer, le dispositif comprenant des moyens (2, 4 et 14 ; 18) qui plient en forme de V le tube plat après qu'il a été définitivement tiré de sa réserve et avant la fermeture de ses côtés extérieurs, de telle sorte que les deux bandes de feuille (A, B) préalablement assemblées pour former le tube plat reposent l'une sur l'autre dans la région des côtés extérieurs du tube et à la hauteur du point de fermeture pendant la fermeture, non plus directement mais en incluant un pli en forme de V, s'étendant avec la pointe du pli vers le centre du tube, et d'autres moyens, qui ferment le tube de telle sorte que les plis en forme de V et les régions des bandes de feuille les entourant directement soient fixés au point de fermeture les uns par rapport aux autres, caractérisé en ce que les moyens pour plier le tube, vus dans la direction de traction du tube, sont disposés derrière le rouleau d'avance (13) tirant le tube plat, et se composent des organes de préhension de feuille (2, 4), qui saisissent la feuille du tube plat et qui ouvrent le tube plat pour former une section transversale approximativement rectangulaire, et sont constitués d'organes de pliage (14 ; 18), qui guident deux côtés opposés (C, D) de la section transversale approximativement rectangulaire en forme de V vers l'intérieur, vers le milieu (M) de la section transversale du tube, les organes de préhension de feuille (2, 4) étant réalisés de telle sorte qu'ils saisissent la feuille en au moins quatre points localement, et que les organes de préhension de feuille (2, 4) puissent être déplacés les uns par rapport aux autres suivant deux axes de telle sorte que les longueurs des arêtes longitudinales et transversales du rectangle, prédéfinies par leur position, vers lequel elles ouvrent la feuille lors du pliage, puissent être modifiées les unes par rapport aux autres, afin d'ajuster ainsi la dimension du pli en forme de V.
- Dispositif selon la revendication 7, caractérisé en ce que les organes de pliage sont réalisés sous forme de barres de pliage ou de plaques de pliage (14 ; 18), qui se déplacent en vue du pliage dans la direction du milieu (M) de la section transversale de la feuille et qui sont ainsi synchronisées avec le mouvement approximativement simultané des dispositifs de préhension de feuille, de telle sorte que ces derniers plient les deux côtés (C, D) de la feuille, qui sont soumis à leur action, de manière définie en forme de V vers l'intérieur, sans surcharger la feuille.
- Dispositif selon l'une quelconque des revendications 7 ou 8, caractérisé en ce que les organes de préhension de feuille (2, 4) sont rapprochés lors du pliage dans une mesure telle qu'ils s'appliquent contre les barres de pliage ou les plaques de pliage (14) en intercalant la feuille pliée.
- Dispositif selon la revendication 9, caractérisé en ce que les barres de pliage ou les plaques de pliage (14) sont guidées pendant la fixation des plis en forme de V et des régions des bandes de feuille qui les entourent directement, de telle sorte qu'elles s'immobilisent entre les organes de préhension de feuille (2, 4) et qu'elles ne soient ramenées en arrière qu'une fois la fixation effectuée.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005062609A DE102005062609A1 (de) | 2005-12-23 | 2005-12-23 | Haubenverpackungsanlage mit Einrichtung zur Herstellung von Seitenfalten |
| PCT/EP2006/012493 WO2007076983A1 (fr) | 2005-12-23 | 2006-12-22 | Installation d'emballage par bache avec dispositif de realisation de plis lateraux |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1963187A1 EP1963187A1 (fr) | 2008-09-03 |
| EP1963187B1 true EP1963187B1 (fr) | 2010-08-04 |
Family
ID=37808163
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06829864A Not-in-force EP1963187B1 (fr) | 2005-12-23 | 2006-12-22 | Installation d'emballage par bache avec dispositif de realisation de plis lateraux |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US7975456B2 (fr) |
| EP (1) | EP1963187B1 (fr) |
| JP (1) | JP2009520650A (fr) |
| KR (1) | KR20080078003A (fr) |
| CN (1) | CN101331062B (fr) |
| AT (1) | ATE476364T1 (fr) |
| AU (1) | AU2006332100A1 (fr) |
| BR (1) | BRPI0620335A2 (fr) |
| CA (1) | CA2634517C (fr) |
| DE (2) | DE102005062609A1 (fr) |
| ES (1) | ES2350404T3 (fr) |
| MX (1) | MX2008007995A (fr) |
| RU (1) | RU2432304C2 (fr) |
| TW (1) | TW200804137A (fr) |
| WO (1) | WO2007076983A1 (fr) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011000205B4 (de) | 2011-01-18 | 2014-07-17 | Illinois Tool Works Inc. | Vorrichtung und Verfahren zum Reffen eines Schlauchfolienabschnitts |
| DE102011075451B4 (de) | 2011-05-06 | 2014-05-08 | Illinois Tool Works Inc. | Verfahren und Vorrichtung zum Aufreffen eines Schlauchfolienabschnitts auf die Refffinger einer Verpackungsanlage |
| FI124180B (fi) | 2011-09-30 | 2014-04-15 | Illinois Tool Works | Menetelmä käärintäkoneen kuljetustilaan saattamiseksi sekä käärintäkone |
| FI125661B (en) | 2012-09-07 | 2015-12-31 | Signode Int Ip Holdings Llc | Method and apparatus for positioning corner guards on a load |
| FI125411B (en) | 2013-10-31 | 2015-10-15 | Signode Internat Ip Holdings Llc | Method and fasteners for securing the end of a wrapping film web to a packaging machine and packaging machine |
| DE102014106365B4 (de) | 2014-05-07 | 2017-06-14 | Lachenmeier Aps | Verpackungsverfahren zum Verpacken eines Gutes |
| DE202014102841U1 (de) * | 2014-06-23 | 2015-09-24 | MSK-Verpackungs-Systeme Gesellschaft mit beschränkter Haftung | Öffnungsvorrichtung zum Öffnen eines in einem flach zusammengefalteten Zustand, insbesondere von einem Schlauchvorrat, zugeführten Seitenfaltenschlauches |
| DE102015101489A1 (de) | 2015-02-02 | 2016-08-04 | Signode Industrial Group Llc | Verpackungsvorrichtung und Verfahren zum Betrieb derselben |
| DE102016212436B4 (de) * | 2016-07-07 | 2018-07-26 | Signode Industrial Group Llc | Verpackungsverfahren und Haubenstretchanlage |
| US11492155B2 (en) | 2020-05-14 | 2022-11-08 | Signode Industrial Group Llc | Stretch-hood machine |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1278925B (de) * | 1964-11-21 | 1968-09-26 | Hoeflinger & Karg | Vorrichtung zum Einfalten und Querverschliessen eines Verpackungsschlauches |
| DE1586456A1 (de) * | 1967-10-12 | 1970-05-21 | Alkor Oerlikon Plastic Gmbh | Transport- und Lagereinheit |
| SU322039A1 (ru) * | 1971-01-04 | 1973-10-19 | Северодонецкий филиал Всесоюзного научно исследовательского | УСТРОЙСТВО дл ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И |
| JPS5429943B2 (fr) * | 1971-09-12 | 1979-09-27 | ||
| JPS5365191A (en) * | 1976-11-22 | 1978-06-10 | Kisaku Suzuki | Packing method employing cylindrical film |
| FR2413270A1 (fr) * | 1977-12-30 | 1979-07-27 | Thimon Sa Ets | Perfectionnements aux machines pour la confection et la mise en place d'une housse sur un ensemble a emballer |
| US4262581A (en) * | 1979-05-04 | 1981-04-21 | Kcl Corporation | Method and apparatus for making printed gusset bags |
| DE3169527D1 (en) * | 1980-07-05 | 1985-05-02 | Msk Verpackung Syst Gmbh | Apparatus for drawing a shrinkable film hood over a stack of goods |
| DE3117531A1 (de) * | 1981-05-04 | 1982-11-18 | Kurt Lachenmeier ApS, 6400 Soenderborg | Verfahren und vorrichtung zum verpacken von stapeln u. dgl. mit einer heissschrumpffolie |
| FR2573030B1 (fr) * | 1984-11-12 | 1987-09-25 | Newtec Int | Procede et machine d'emballage d'une charge dans un troncon de gaine en un materiau souple |
| FR2664234B1 (fr) | 1990-07-05 | 1994-09-16 | Newtec Int | Procede de suremballage d'une charge palettisee au moyen d'une housse en film plastique etirable. |
| DE4326827B4 (de) | 1993-08-10 | 2006-04-13 | Kurt Lachenmeier A/S | Verfahren und Vorrichtung zum Ergreifen, Festhalten und zum Transport von Folie |
| DE4326877C1 (de) | 1993-08-11 | 1994-10-13 | Babcock Bsh Ag | Verfahren zum Trocknen von Platten und Trockner |
| US5466210A (en) * | 1994-03-23 | 1995-11-14 | Reynolds Metals Company | Apparatus for opening tube material |
| ES2122869B1 (es) * | 1995-05-16 | 1999-06-16 | Daumar Talleres | Procedimiento para obtener paquetes llenos con productos, mediante tubo de malla continuo. |
| DE20101909U1 (de) * | 2001-01-25 | 2002-06-13 | MSK-Verpackungs-Systeme GmbH, 47533 Kleve | Vorrichtung zum Umhüllen eines Gutstapels |
| DE20103153U1 (de) * | 2001-02-22 | 2001-06-07 | MSK-Verpackungs-Systeme Gesellschaft mit beschränkter Haftung, 47533 Kleve | Vorrichtung zum Einbringen von Folienüberständen |
| CA2447810C (fr) * | 2001-06-20 | 2008-09-02 | Bki Holding Corporation | Realisation d'une bande de tissu |
| US6722106B2 (en) * | 2002-03-18 | 2004-04-20 | Recot, Inc. | Vertical stand-up pouch |
| US7234289B2 (en) * | 2002-04-19 | 2007-06-26 | Msk-Verpackungs-Systeme Gesellschaft Mit Beschrankter Haftung | Method of fitting a packaging hood over a load |
-
2005
- 2005-12-23 DE DE102005062609A patent/DE102005062609A1/de not_active Withdrawn
-
2006
- 2006-12-22 DE DE502006007610T patent/DE502006007610D1/de active Active
- 2006-12-22 EP EP06829864A patent/EP1963187B1/fr not_active Not-in-force
- 2006-12-22 CN CN2006800476030A patent/CN101331062B/zh not_active Expired - Fee Related
- 2006-12-22 JP JP2008546285A patent/JP2009520650A/ja active Pending
- 2006-12-22 BR BRPI0620335-3A patent/BRPI0620335A2/pt not_active IP Right Cessation
- 2006-12-22 RU RU2008130358/21A patent/RU2432304C2/ru not_active IP Right Cessation
- 2006-12-22 ES ES06829864T patent/ES2350404T3/es active Active
- 2006-12-22 KR KR1020087015029A patent/KR20080078003A/ko not_active Application Discontinuation
- 2006-12-22 US US12/085,824 patent/US7975456B2/en not_active Expired - Fee Related
- 2006-12-22 MX MX2008007995A patent/MX2008007995A/es active IP Right Grant
- 2006-12-22 WO PCT/EP2006/012493 patent/WO2007076983A1/fr active Application Filing
- 2006-12-22 AU AU2006332100A patent/AU2006332100A1/en not_active Abandoned
- 2006-12-22 CA CA2634517A patent/CA2634517C/fr not_active Expired - Fee Related
- 2006-12-22 AT AT06829864T patent/ATE476364T1/de active
- 2006-12-25 TW TW095148841A patent/TW200804137A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| AU2006332100A1 (en) | 2007-07-12 |
| ATE476364T1 (de) | 2010-08-15 |
| CA2634517A1 (fr) | 2007-07-12 |
| TW200804137A (en) | 2008-01-16 |
| CN101331062A (zh) | 2008-12-24 |
| JP2009520650A (ja) | 2009-05-28 |
| DE502006007610D1 (de) | 2010-09-16 |
| EP1963187A1 (fr) | 2008-09-03 |
| CN101331062B (zh) | 2011-06-29 |
| RU2008130358A (ru) | 2010-01-27 |
| WO2007076983A1 (fr) | 2007-07-12 |
| DE102005062609A1 (de) | 2007-07-05 |
| RU2432304C2 (ru) | 2011-10-27 |
| CA2634517C (fr) | 2011-07-12 |
| ES2350404T3 (es) | 2011-01-21 |
| US7975456B2 (en) | 2011-07-12 |
| MX2008007995A (es) | 2008-12-03 |
| KR20080078003A (ko) | 2008-08-26 |
| BRPI0620335A2 (pt) | 2011-11-08 |
| US20090211205A1 (en) | 2009-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1963187B1 (fr) | Installation d'emballage par bache avec dispositif de realisation de plis lateraux | |
| EP0344815B2 (fr) | Procédé et dispositif pour envelopper des marchandises, en particulier des piles de marchandises avec une housse de film étirable | |
| EP2371716B1 (fr) | Procédé et dispositif destinés à recouvrir une feuille tubulaire ou une enveloppe de feuille sur une pile de marchandises | |
| DE19732298C1 (de) | Vorrichtung und Verfahren zum Umhüllen eines Stapels | |
| EP0120251B1 (fr) | Procédé et dispositif d'enveloppement d'objets de préférence quadrangulaires avec un matériau d'emballage sous forme de bande | |
| DE60038639T2 (de) | Kunststofftasche | |
| EP2251267B1 (fr) | Dispositif et procédé d'emballage d'une unité de chargement dotée d'une feuille | |
| EP1059233A1 (fr) | Procédé et dispositif pour emballer des objets dans une housse en feuille | |
| EP0890509A1 (fr) | Procédé et dispositif pour lier des objets unitaires ou des piles d'objets | |
| EP1808374A1 (fr) | Machine d'emballage de feuilles pour pièces d'emballage de taille variable | |
| EP0348823B1 (fr) | Procédé et dispositif pour la fabrication de sacs à fermeture par cordonnets en matière plastique | |
| DE3917110C2 (fr) | ||
| DE2729964A1 (de) | Verfahren und vorrichtung zum automatischen einschlagen einer mit ware gefuellten schale in eine plastikfolie | |
| DE102022112633A1 (de) | Verpackungsmaschine und Verfahren zum Verpacken von Gegenständen in einer Papierverpackung | |
| EP2130771B1 (fr) | Dispositif et procédé de recouvrement d'une feuille tubulaire sur une pile de marchandises | |
| DE1479312A1 (de) | Maschine zur Ausfuehrung von Applikationen und Arbeiten im Innern eines schlauchfoermigen,durchgehenden Werkstueckes aus thermoplastischem od.dgl. Material | |
| WO2003062062A1 (fr) | Procede et dispositif pour l'emballage de marchandises de detail | |
| DE202009008118U1 (de) | Vorrichtung zum Umhüllen von Stückgut | |
| DE60311050T2 (de) | Verfahren und Vorrichtung zum Umhüllen einer palettisierten Ladung mit einer Stretchfolienhaube | |
| DE2420970A1 (de) | Verfahren zur herstellung von beuteln und vorrichtung zur durchfuehrung des verfahrens | |
| DE2510515C3 (de) | Vorrichtung zum Einlegen einer Tieffalte in einen Blasfolienschlauch | |
| EP0796789A1 (fr) | Procédé et dispositif pour la fabrication de housses d'emballage en film plastique | |
| EP0445443B1 (fr) | Gaine à replis intérieurs en feuille étirable destinée à l'emballage d'articles | |
| EP1048565B1 (fr) | Procédé et dispositif pour emballer des objets dans une housse en feuille | |
| EP1048566A1 (fr) | Procédé et dispositif pour emballer des objets dans une housse en feuille |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080626 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20081114 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502006007610 Country of ref document: DE Date of ref document: 20100916 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Effective date: 20110111 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110107 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101204 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101104 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101206 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20101215 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E009537 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101105 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20101224 Year of fee payment: 5 Ref country code: GB Payment date: 20101229 Year of fee payment: 5 Ref country code: IT Payment date: 20101222 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20101229 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20101227 Year of fee payment: 5 Ref country code: BE Payment date: 20101224 Year of fee payment: 5 |
|
| 26N | No opposition filed |
Effective date: 20110506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101231 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502006007610 Country of ref document: DE Effective date: 20110506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101231 |
|
| BERE | Be: lapsed |
Owner name: LACHENMEIER A/S Effective date: 20111231 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20120701 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20111222 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101222 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006007610 Country of ref document: DE Effective date: 20120703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111222 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111231 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120703 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111222 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120701 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 476364 Country of ref document: AT Kind code of ref document: T Effective date: 20111222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111222 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20131021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111223 |