EP1662027B1 - Dispositif pour produire un fil spécial - Google Patents
Dispositif pour produire un fil spécial Download PDFInfo
- Publication number
- EP1662027B1 EP1662027B1 EP20050022119 EP05022119A EP1662027B1 EP 1662027 B1 EP1662027 B1 EP 1662027B1 EP 20050022119 EP20050022119 EP 20050022119 EP 05022119 A EP05022119 A EP 05022119A EP 1662027 B1 EP1662027 B1 EP 1662027B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pattern data
- pattern
- data sets
- tables
- stored
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000003252 repetitive effect Effects 0.000 claims description 34
- 238000009987 spinning Methods 0.000 description 23
- 239000011295 pitch Substances 0.000 description 15
- 230000000694 effects Effects 0.000 description 11
- 238000010586 diagram Methods 0.000 description 6
- 239000004744 fabric Substances 0.000 description 6
- 238000000034 method Methods 0.000 description 5
- 230000001133 acceleration Effects 0.000 description 3
- 241000237858 Gastropoda Species 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H5/00—Drafting machines or arrangements ; Threading of roving into drafting machine
- D01H5/18—Drafting machines or arrangements without fallers or like pinned bars
- D01H5/32—Regulating or varying draft
- D01H5/36—Regulating or varying draft according to a pre-arranged pattern, e.g. to produce slubs
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H1/00—Spinning or twisting machines in which the product is wound-up continuously
- D01H1/14—Details
- D01H1/20—Driving or stopping arrangements
- D01H1/22—Driving or stopping arrangements for rollers of drafting machines; Roller speed control
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
- D01H13/32—Counting, measuring, recording or registering devices
Definitions
- the present invention relates to a device for producing special yarn, and more particularly to a device for producing (spinning) special yarn called slub yarn or fancy yarn whose thickness is not constant but varies.
- slub yarn or fancy yarn whose thickness is not constant and which is partially formed thick.
- special yarn (slub yarn) SY is produced such that the thickness of a slub S (thick yarn portion) (slub thickness D), length (slub length L), and interval (pitch P between slubs) thereof each vary.
- a fine spinning frame used for the case of producing such special yarn has the same basic structure as a ring fine spinning frame. In the fine spinning frame, a front roller and a back roller in a draft part (draft device) can be independently driven through speed change.
- a device which includes: a driving device that drives at least one of a front roller system and a back roller system of a fine spinning frame by means of a variable-speed motor; a control device that controls the number of revolutions of the variable-speed motor; and an output device that outputs control data to the control device, and in which a draft ratio is changed in accordance with the control data (refer to JP 62-110926 A (p.3, Fig. 1)).
- JP 62-110926 A p.3, Fig.
- the present invention has been made in view of the above problem, and therefore has an object to provide a device for producing special yarn with high reproducibility, which is capable of producing slub yarn in which it is difficult for design resulting from repeated slubs to appear on a cloth woven therefrom even with a small amount of input data.
- the present invention provides a device for producing special yarn, in which a front roller and a back roller that constitute a draft part are driven by separate variable-speed motors and in which at least one of the speeds of the front roller and the back roller is changed in accordance with pattern data including at least information on a pitch between slubs which shows change in thickness of spun yarn to produce the special yarn corresponding to the pattern data.
- the device includes: first storage means that stores a plurality of pattern data sets; second storage means that stores an executable program for executing a one cycle repetitive pattern consisting of pattern data sets greater than that stored in the first storage means; third storage means that stores information on the pattern data during execution; and control means that controls the variable-speed motors so as to spin yarn obtained by executing the one cycle repetitive pattern in accordance with the executable program.
- "storing a plurality of pattern data sets” also includes a case where: one set of reference pattern datum is stored; plural pattern data sets, each of which is generated by multiplying a value included in the stored reference pattern data by a predetermined rate in accordance with a predetermined rule, are used to execute a repetitive pattern, thereby substantially storing the plurality of pattern data sets.
- "one cycle repetitive pattern” indicates the arrangement of the pattern data in which a plurality of different pattern data sets are aligned sequentially and executably without including the same repetitive pattern.
- “Based on the stored pattern data” is not limited to the stored pattern data itself, but includes using pattern data generated by multiplying a value included in reference data by a predetermined rate with the stored pattern data as the reference data in accordance with a predetermined rule. Furthermore, “information on the pattern data during execution” includes information for specifying the pattern data being presently executed and the pattern data to be executed next.
- Fig. 1 is a structural diagram of the device for producing special yarn
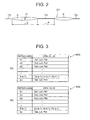
- Fig. 2 is a partial schematic diagram of special yarn.
- the device for producing special yarn basically has the same structure as a ring fine spinning frame.
- spindles 1 are rotationally driven by a spindle driving system including a drive pulley 3 driven by a motor 2, a driven pulley 9, and a tangential belt 5 wound around between both the pulleys 3 and 4.
- a variable-speed motor which is driven through an inverter 6 is used as the motor 2, and the motor 2 includes a rotary encoder 2a.
- a line shaft 7 is rotatably arranged along a spindle column.
- the line shaft 7 is provided with a lifting and lowering unit 10 (only one unit is shown) at a predetermined interval, which lifts and lowers a ring rail 8 including a ring 8a along which a traveller T runs and a lappet angle (not shown) including a snail wire 9.
- a lifting and lowering unit 10 (only one unit is shown) at a predetermined interval, which lifts and lowers a ring rail 8 including a ring 8a along which a traveller T runs and a lappet angle (not shown) including a snail wire 9.
- the lifting and lowering unit 10 includes a screw gear 11 which is rotatably fitted and fixed to the line shaft 7, and a nut body 13 which is screwed into a screw portion 12a formed in the lower portion of a porker pillar 12 supporting the ring rail 8 and which engages with the screw gear 11.
- the line shaft 7 is coupled to a driving shaft of a servo-motor 14 through a gear mechanism (not shown), and the servo-motor 14 is driven through reciprocal rotation, thereby lifting and lowering the ring rail 8.
- the servo-motor 14 includes a rotary encoder 14a, and is controlled through a servo-driver 15.
- the line shaft 7, the lifting and lowering unit 10, the porker pillar 12, and the like constitute a lifting driving system.
- a front roller 17 (only bottom roller is shown) that constitutes a draft part 16 is coupled to a first servo-motor 18 as a variable-speed motor.
- a middle roller 19 (only bottom roller is shown) that constitutes a back roller is coupled to a second servo-motor 20 as a variable-speed motor.
- a back bottom roller 21 that also constitutes the back roller is coupled to the middle roller 19 through a gear train 22.
- Both the servo-motors 18 and 20 respectively include rotary encoders 18a and 20a.
- the middle roller 19 includes an apron 19a.
- a sensor S1 which outputs a pulse signal in accordance with rotation of the front roller 17, is arranged in the vicinity of a gear 17a integrally and rotatably fixed to the front roller 17.
- a control device 23 that controls the respective motors 2, 14, 18, and 20 includes a central processing unit (CPU) 24 that constitutes a control means.
- the control device 23 includes a program memory 25 as a second storage means, a work memory 26 as first and third storage means, an input device 27, an input interface 28, an output interface 29, motor driving circuits 30 and 31, a first servo-motor driving circuit 32, and a second servo-motor driving circuit 33.
- the CPU 24 is connected to the rotary encoders 2a, 14a, 18a, and 20a, the sensor S1, and the input device 27 through the input interface 28.
- the CPU 24 is connected to the inverter 6 through the output interface 29 and the motor driving circuit 30, and is connected to the servo-driver 15 through the output interface 29 and the motor driving circuit 31.
- the CPU 24 is connected to the servo-motor 18 through the output interface 29, the first servo-motor driving circuit 32, and a servo-driver 34, and is connected to the second servo-motor 20 through the output interface 29, the second servo-motor driving circuit 33, and a servo-driver 35.
- the CPU 24 operates based on predetermined program data stored in the program memory 25.
- the program memory 25 consists of a read only memory (ROM), in which the program data and various kinds of data necessary for executing the program are stored.
- the program data includes a control program for the motor 2 and the servo-motor 14 in winding operation, and a program for controlling the speed of the first servo-motor 18 in forming slubs by changing the speed of the front roller 17.
- the program data also includes an executable program for executing a one cycle repetitive pattern composed of more pattern data than pattern data stored in the work memory 26 based on the pattern data in the work memory 26.
- special yarn SY consists of spun yarn in which reference portions Y0 each having a thickness as a reference of the spun yarn and slubs S each of which is thicker than the reference portion Y0 are alternately and consecutively provided.
- One pattern indicates a combination of one reference portion Y0 and one slub S.
- the special yarn SY is the yarn spun in a state in which a plurality of different patterns are sequentially aligned.
- slub thickness a thickness of the slub S
- length of the slub S slub length
- pitch that is an interval between adjacent slubs S
- pattern data is composed of the values of the slub thickness D, slub length L, and pitch P between slubs of one pattern.
- the one cycle repetitive pattern indicates an arrangement in which a plurality of different pattern data sets are aligned sequentially and executably without including the same repetitive pattern.
- the pattern data are stored in a plurality of pattern tables (two in Embodiment 1). That is, the work memory 26 includes two pattern tables 40A and 40B, in which a plurality of pattern data sets A1, A2 ... A(n-1), An and plurality of pattern data sets B1, B2 ... B(k-1), Bk are stored, respectively. It is set such that at least the pitches P between slubs differ from one another among plural pattern data sets A1, A2 ... A(n-1), An and plural pattern data sets B1, B2 ⁇ B(k-1), Bk.
- the numbers of pattern data sets stored in the pattern tables 40A and 40B differ from each other.
- the respective pattern data sets A1, B1, and the like are stored as combinations of the data values of the slub thickness D, slub length L, and pitch P between slubs, (Da1, La1, Pa1), (Db1, Lb1, Pb1), and the like.
- the executable program is constituted so as to make a sequence in which the CPU 24 sequentially executes the pattern data from the different pattern tables 40A and 40B. That is, the repetitive pattern for one cycle is set such that one of the pattern data A1, A2, and the like of the pattern table 40A and one of the pattern data B1, B2, and the like of the pattern table 40B are alternately aligned. For example, the pattern data sets A1 to An of the pattern table 40A and the pattern data sets B1 to Bk of the pattern table 40B are sequentially and alternately executed. After the last pattern data set of the corresponding pattern table is executed, as regards the pattern table, the execution is repeated from the first pattern data set in the sequential order.
- the various kinds of data stored in the programmemory 25 include spinning conditions such as a fiber material, count of spun yarn having a reference thickness, and draft ratio, and data corresponding to spindle rotational speed at the time of steady operation, rotational speeds of the first servo-motor 18 and the second servo-motor 20, and lifting and lowering speed of the ring rail 8. Furthermore, the various kinds of data include an acceleration gradient and a deceleration gradient at the time of control of the speed of the first servo-motor 18 in forming slubs, and a computing equation of the rotational speed of the front roller 17 for attaining the slub thickness D(%) corresponding to the pattern data of the special yarn.
- the work memory 26 consists of a random access memory (RAM), and temporarily stores data input by the input device 27, processing results in the CPU 24, and the like.
- the work memory 26 includes a back-up power source (not shown).
- the input device 27 is used for inputting data on spinning conditions such as pattern data of special yarn, count of spun yarn having a reference thickness, spindle rotational speed at the time of spinning of the spun yarn having a reference thickness, lift length, and chase length.
- the spinning conditions Prior to operation of a frame, the spinning conditions are first input with the input device 27.
- the data on the pattern data of the special yarn, count of spun yarn having a reference thickness, spindle rotational speed at the time of spinning of the spun yarn having a reference thickness, lift length, chase length, and the like are input as the spinning conditions.
- some of the spinning conditions are the same as those at the time of the last operation and are already stored and left in the work memory 26, only the other operation conditions which differ from those at the time of the last operation are input.
- the motor 2, the servo-motor 14, the first servo-motor 18, and the second servo-motor 20 are driven and controlled in accordance with a command from the control device 23.
- the CPU 24 calculates the rotational speeds of the respective motors in accordance with the output signals from the respective rotary encoders 2a, 14a, 18a, and 20a. Subsequently, the CPU 24 outputs the command signals for driving the spindle driving system, a draft part driving system, and the lifting driving system in synchronization at the predetermined speed corresponding to the spinning conditions to the inverter 6 and the servo-drivers 15, 34, and 35 through the output interface 29 and the respective driving circuits 30 to 33.
- the spindle driving system, the draft part driving system, and the lifting driving system are independently driven in synchronization.
- the special yarn SY delivered from the draft part 16 is wound around a bobbin B via the snail wire 9 and the traveller T.
- the CPU 24 reads out the pattern data to be executed from the pattern table 40A and the pattern table 40B alternately based on the sequence regulated by the executable program, and stores the data in the work memory 26. And the CPU 24 controls the number of revolutions of the front roller 17 so as to attain the slub thickness D, slub length L, and pitch P between slubs shown by the pattern data to be executed. The CPU 24 calculates the length of the spun yarn corresponding to the slub length L and pitch P between slubs based on the number of revolutions of the front roller 17 in accordance with the output signal from the sensor S1, thereby determining an acceleration starting point and a deceleration starting point of the front roller 17.
- the CPU 24 controls the first servo-motor 18 such that the front roller 17 rotates at the reference speed N0 corresponding to the thickness of the reference portion Y0 in spinning the reference portion Y0. Furthermore, in spinning the slub S, the CPU 24 calculates the rotational speed of the front roller 17 corresponding to the slub thickness D%, and reduces the rotational speed to the calculated one. After starting the reduction, the CPU 24 controls the first servo-motor 18 such that the speed is increased so as to be the reference speed N0 again when the slub is spun for its length L. As a result, spinning for one pattern data is completed. After that, the speed of the front roller 17 is controlled so as to achieve the rotational speed corresponding to the pattern data sequentially.
- the respective sequences for reading the pattern data sets A1, A2 ⁇ A(n-1), An and the pattern data sets B1, B2 ⁇ B(k-1), Bk from the respective pattern tables 40A and 40B are A1 to An with respect to the pattern table 40A and B1 to Bk with respect to the pattern table 40B.
- the pattern table 40A after the last pattern data An is executed, the first pattern data set A1 is executed again sequentially.
- the pattern table 40B after the last pattern set data Bk is executed, the first pattern data set B1 is executed again sequentially.
- the number of the pattern data sets (pattern data number) of the one cycle repetitive patterns obtained in accordance with the above sequence is twice as many as the least common multiple of the pattern data sets numbers of the respective pattern tables 40A and 40B.
- the executable sequence of the CPU 24 corresponds to the sequence of A1, B1, A2, B2, A3, B1, A1, B2, A2, B1, A3, B2, A1, B1 ⁇ .
- the repetitive pattern with a data number of 12, i.e., A1, B1 to A3, B3, is executed.
- the executable sequence of the CPU 24 corresponds to the sequence of A1, B1, A2, B2, A3, B1, A4, B2, A1, B1 ⁇ .
- the pattern data set numbers input to the respective pattern tables 40A and 40B are preferably set such that the pattern data set number of one of the pattern tables is not a divisor of the pattern data set number of the other pattern table. It is more preferable that the pattern data set numbers of the respective pattern tables be prime numbers.
- Embodiment 1 provides the following effects.
- Embodiment 2 is different from Embodiment 1 in that the CPU 24 determines the order of respectively reading the pattern data sets A1, A2, ⁇ A(n-1), An and the pattern data sets B1, B2, ⁇ B(k-1), Bk from the pattern tables 40A and 40B based on a rule different from that in Embodiment 1 and in that the pattern data set number of the pattern table 40A may be the same as that of the pattern table 40B.
- the other parts of the structure of the producing device in Embodiment 2 are the same as those in Embodiment 1.
- the same structural parts as those in Embodiment 1 are denoted by the same reference symbols, and the descriptions thereof are omitted or simplified here.
- Embodiment 2 in the case where the pattern data set number of the pattern table 40A differs from that of the pattern table 40B, the pattern data sets A1, A2, ... A(n-1), An and the pattern data sets B1, B2, ... B(k-1), Bk are sequentially and alternately read from the respective pattern tables 40A and 40B based on the same rule as in Embodiment 1.
- the pattern data sets are executed sequentially in the sequence of B1 to Bk during the first cycle.
- the execution starts with the second pattern data set B2, and ends with the pattern data set B1. That is, for pattern table 40B, during the i-th cycle, the execution starts with the i-th pattern data set, and ends with the (i-1)-th pattern data set.
- the executable sequence of the CPU 24 corresponds to the sequence of A1, B1, A2, B2, A3, B3, A1, B2, A2, B3, A3, B1, A1, B3, A2, B1, A3, B2, A1, B1 ⁇ .
- the executable sequence of the CPU 24 corresponds to the sequence of A1, B1, A2, B2, A3, B3, A4, B4, A1, B2, A2, B3, A3, B4, A4, B1, A1, B3, A2, B4, A3, B1, A4, B2, A1, B4, A2, B1, A3, B2, A4, B3, A1, B1 ⁇ .
- the pattern data set number of the one cycle repetitive pattern corresponds to the product of: the combination of selecting one piece of datum from the pattern data in the pattern table 40A; the combination of selecting data from the pattern data in the pattern table 40B; and the number of pattern tables, i.e., n C 1 x k C 1 x 2.
- Embodiment 2 provides the following effects over and above the same effects as effects (1), (2), and (5) to (7) of Embodiment1.
- the pattern data set number of the one cycle repetitive pattern corresponds to the product of the combination of selecting data from the pattern data in the pattern tables 40A and 40B respectively, and the number of pattern tables, i,e., n C 1 x k C 1 x 2. Accordingly, the degree of freedom of setting the number of data sets input to each of the pattern tables 40A and 40B is increased in comparison with the case in Embodiment 1.
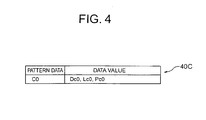
- Embodiment 3 differs from Embodiments 1 and 2 in that one pattern table is provided and in that the data set number stored in the pattern table is one.
- the other parts of the structure of the producing device in Embodiment 3 are the same as those in Embodiment 1.
- the same structural parts as those in Embodiment 1 are denoted by the same reference symbols, and descriptions thereof are omitted or simplified.
- reference pattern data set C0 is stored in a pattern table 40C as a combination of data values of the slub thickness D, slub length L, and pitch P between slubs (Dc0, Lc0, Pc0) .
- the executable program is constituted such that the CPU 24 forms a plurality of different pattern data sets Ci based on a predetermined rule from the data values of the reference pattern data set C0 and a plurality of pattern data sets Ci(Dci, Lci, Pci) are executed in a predetermined sequence.
- the CPU 24 successively multiplies the data values of the reference pattern data set C0 by a coefficient increased by a predetermined rate (forexample, 5%), thereby forming the pattern data sets Ci (Dci, Lci, Pci).
- i indicates the i-th number in a predetermined sequence.
- an arithmetic progression or a geometric progression are used.
- Dci Dc0 ⁇ 1.05 x i
- Lci Lc0 x 1.05 x i
- Pci Pc0 ⁇ 1.05 x i are established.
- the CPU 24 executes a plurality of pattern data sets Ci(Dci, Lci, Pci) in a predetermined sequence.
- the reference pattern data set C0 is stored in the pattern table 40C, the pattern data which is set by multiplying the values of the slub thickness D, slub length L, and pitch P between slubs included in the stored reference pattern data set C0 by the predetermined rate based on a predetermined rule. Therefore, the same effects as obtained when substantially storing a plurality of pattern data sets can be obtained.
- Embodiment 3 provides the following effects over and above the sameeffectsas effects (1) and (5) to (7) of Embodiment 1. (9) Since the number of the pattern table 40C storing the pattern data is one, a storage region of the work memory 26 required for storing the pattern table 40C can be decreased. (10) Since only reference pattern data set C0 is input (stored) into the pattern table 40C, the input of the pattern data requires much less time and effort.
- the present invention is not limited to the Embodiments described above.
- the following implementations may be adopted.
- the pattern data include at least the information on the pitch P between slubs.
- at least one of the slub thickness D and the slub length L, which constitute the pattern of the special yarn SY, may be maintained constant. In such a case, the constant condition does not need to be set for the pattern data, and the constitution of the pattern data becomes simple.
- the pattern data is input to the work memory 26
- a structure in which the pattern data is input to the rewritable ROM (EPROM, EEPROM) or in which the pattern data is previously stored in the program memory 25 may be adopted.
- the rewritable ROM or the programmemory 25 constitutes the first storage means.
- the sequence of reading the pattern data sets in each of the pattern tables does not have to start with A1 or B1. Any starting point may be adopted as long as a predetermined sequence is used.
- the arrangement is not limited to one in which the pattern data sets of the different pattern tables are alternately aligned, but an arrangement which allows the pattern data sets from the same pattern table to be consecutively aligned in a part of the arrangement may be adopted. In this case, even if the pattern data set number input to the pattern table is the same adopted, the number of the repetitive pattern data sets in one cycle can be increased.
- the present invention is not limited to the structure in which all the pattern data stored in the pattern tables are used to execute the one cycle repetitive pattern, as shown in Embodiments 1 and 2, but a structure in which pattern data sets greater than the pattern data sets used in executing the one cycle repetitive pattern are previously stored in the pattern tables and the pattern data sets selected from among the stored pattern data sets are used to execute the one cycle repetitive pattern may be adopted.
- a structure in which pattern data sets greater than the pattern data sets used in executing the one cycle repetitive pattern are previously stored in the pattern tables and the pattern data sets selected from among the stored pattern data sets are used to execute the one cycle repetitive pattern may be adopted.
- the pattern data sets are stored in the program memory 25
- inputting the pattern data requires little time and effort.
- inputting the pattern data does not need to be performed newly whenever different special yarn SY is produced. Accordingly, a special yarn SY can be produced more easily.
- a structure in which a plurality of pattern data sets are stored in one pattern table may be adopted.
- the entire arrangement of the one cycle repetitive pattern data may be stored in the work memory 26.
- the arrangement sequence of the pattern data sets is set by using, for example, a table of random numbers, the same special yarn SY can be produced with high reproducibility by storing the set pattern data arrangement in the work memory 26.
- the structure in which the input device 27 selects one from among the plural kinds of pattern data previously stored in the program memory 25 may be adopted.
- the structure changing the speed of the middle roller 19 (back roller) may be adopted instead of that changing the speed of the front roller 17.
- the time of a full bobbin is estimated from an integrated value of the rotational speeds of the front roller 17, and preparing for doffing is performed in accordance with the time of a full bobbin.
- a cleaning device that travels along the frame is automatically retracted to the position so as not to interfere with doffing operation.
- the time of a full bobbin is difficult to be estimated, which interferes with preparing for doffing or automatically putting the cleaning device back to the retraction position.
- the estimation of the time of a full bobbin can be carried out as that in the conventional ring fine spinning frame.
- the speeds of both the front roller 17 and the middle roller 19 may be changed to spin the slubs S.
- the draft ratio corresponding to a desired thickness may not be obtained only by changing the rotational speed of the front roller 17 or the middle roller 19.
- the front roller 17 is decelerated while the middle roller 19 (backroller) isaccelerated, relative to the speed at the time of spinning the reference portion Y0.
- the draft ratio corresponding to the desired thickness can be obtained.
- the slub thickness D(%) shown by the pattern data has a value no less than a predetermined value (for example, 200%)
- a structure in which spinning is performed by changing the speed of either the front roller 17 or the middle roller 19 may be adopted.
- the control can be simple in comparison with the case of changing the speed of both the front roller 17 and the middle roller 19.
- the present invention may be applied to a device including a draft roller having four lines or more.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Knitting Machines (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Looms (AREA)
Claims (6)
- Dispositif pour produire un fil spécial, dans lequel un rouleau avant et un rouleau arrière, qui constituent une partie d'étirage, sont entraînés par des moteurs à vitesse variable, distincts et dans lesquels au moins l'une des vitesses du rouleau avant et du rouleau arrière est changée en fonction de données de motifs comprenant au moins des informations sur l'écartement entre des boutons floches, qui montrent un changement d'épaisseur de fil filé, pour produire le fil spécial correspondant aux données du motif, caractérisé en ce que
le dispositif comprend :un premier moyen de stockage, qui conserve une pluralité d'ensembles de données de motifs ;un deuxième moyen de stockage, qui conserve une programme exécutable pour exécuter un motif répétitif d'un seul cycle, sur base des ensembles de données de motifs conservés dans le premier moyen de stockage, et consistant en des ensembles de données de motifs plus grands que ceux qui sont conservés dans le premier moyen de stockage ;un troisième moyen de stockage, qui conserve des informations sur les ensembles de données de motifs pendant l'exécution ; etun moyen de commande, qui commande les moteurs à vitesse variable de façon à filer du fil obtenu par exécution du motif répétitif d'un seul cycle, en fonction du programme exécutable. - Dispositif pour produire un fil spécial selon la revendication 1, caractérisé en ce que :les ensembles de données de motifs sont conservés dans une pluralité de tables de motifs ; etle programme exécutable est réglé de telle manière que les ensembles de données de motifs, provenant des différentes tables de motifs, soient disposés en alternance.
- Dispositif pour produire un fil spécial selon la revendication 2, caractérisé en ce que le nombre d'ensembles de données de motifs, conservés dans chacune des tables de motifs, est un nombre premier.
- Dispositif pour produire un fil spécial selon la revendication 2 ou 3, caractérisé en ce que :il est prévu deux tables de motifs ;les nombres des ensembles de données de motifs, conservés dans les tables respectives de motifs, diffèrent l'un de l'autre ; etles ensembles de données de motifs sont lus un par un des tables respectives de motifs selon une séquence prédéterminée et, après que le dernier ensemble de données de motifs selon la séquence de lecture a été exécuté, l'exécution recommence à partir du premier ensemble de données de modèle.
- Dispositif pour produire un fil spécial selon la revendication 2, caractérisé en ce que :il est prévu deux tables de motifs ;dans le cas où les nombres des ensembles de données de motifs, conservés dans les tables respectives de motifs, diffèrent l'un de l'autre, les ensembles de données de motifs sont lus un par un des tables respectives de motifs selon une séquence prédéterminée et, après que le dernier ensemble de données de motifs selon la séquence de lecture a été exécuté, l'exécution recommence à partir du premier ensemble de données de motifs ; etdans le cas où les nombres des ensembles de données de motifs, conservés dans les tables respectives de motifs, sont chacun de n, les ensembles de données de motifs dans l'une des tables de motifs sont exécutés selon une séquence prédéterminée à partir d'un premier cycle jusqu'à un nième cycle et, dans l'autre table de motifs, à partir d'un second cycle, l'exécution commence de manière séquentielle depuis un second ensemble de données de motifs du cycle précédent, et se termine par l'exécution du premier ensemble de données de motifs du cycle précédent.
- Dispositif pour produire un fil spécial selon l'une quelconque des revendications 1 à 5, caractérisé en ce que chacun des ensembles de données de motifs inclut également les informations sur l'épaisseur des boutons floches et sur la longueur des boutons floches.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004347478A JP4433997B2 (ja) | 2004-11-30 | 2004-11-30 | 特殊糸製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1662027A1 EP1662027A1 (fr) | 2006-05-31 |
| EP1662027B1 true EP1662027B1 (fr) | 2007-04-25 |
Family
ID=35760824
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20050022119 Active EP1662027B1 (fr) | 2004-11-30 | 2005-10-11 | Dispositif pour produire un fil spécial |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1662027B1 (fr) |
| JP (1) | JP4433997B2 (fr) |
| CN (1) | CN100443643C (fr) |
| DE (1) | DE602005000983T2 (fr) |
| ES (1) | ES2285624T3 (fr) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101864624A (zh) * | 2010-06-23 | 2010-10-20 | 东华大学 | 一种涤纶和粘胶混纺竹节纱的加工装置及其方法 |
| IT1400663B1 (it) * | 2010-06-30 | 2013-06-28 | Marzoli Spa | Apparato di azionamento e programmazione di un filatoio ad anelli |
| EP2573239A1 (fr) * | 2011-09-20 | 2013-03-27 | Pinter, S.A. | Procédé de filature de fil fantaisie, machine pour la filature de fil fantaisie selon ledit procédé et fil fantaisie produit selon ledit procédé |
| JP5370463B2 (ja) * | 2011-11-07 | 2013-12-18 | 株式会社豊田自動織機 | 特殊糸の製造方法 |
| CN107190392A (zh) * | 2017-06-28 | 2017-09-22 | 合肥岸鲁意科技有限公司 | 一种包缠竹节纱生产装置 |
| CN109735983B (zh) * | 2019-03-13 | 2023-10-13 | 江南大学 | 三通道交变牵伸缠捻包覆环锭花式纱线成型装置及方法 |
| JP7524688B2 (ja) | 2019-12-06 | 2024-07-30 | 株式会社豊田自動織機 | 精紡機における紡出パターン設定装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3449899A (en) * | 1968-03-01 | 1969-06-17 | Electro Matic Corp | Variable count and slubbing apparatus and method |
| US3748648A (en) * | 1971-07-01 | 1973-07-24 | Burlington Industries Inc | Control mechanism for producing random-like effects on textile materials |
| US4160359A (en) * | 1978-04-24 | 1979-07-10 | Milliken Research Corporation | Random signal generator for the manufacture of slub open end spun yarn |
| DE2849567C2 (de) * | 1978-11-15 | 1982-07-22 | Evolution S.A., Rorschach, St. Gallen | Effektzwirnmaschine |
| JPS62110926A (ja) * | 1985-11-05 | 1987-05-22 | Toray Ind Inc | 特殊紡績糸の製造装置 |
| DE4041301A1 (de) * | 1990-12-21 | 1992-06-25 | Amsler Iro Ag | Spinnmaschine fuer und verfahren zum spinnen von effektgarn |
| EP1413655A1 (fr) * | 2002-10-25 | 2004-04-28 | Marzoli S.p.A. | Dispositif et méthode de commande d'une machine textile, en particulier d'un continu à filer |
-
2004
- 2004-11-30 JP JP2004347478A patent/JP4433997B2/ja not_active Expired - Fee Related
-
2005
- 2005-10-11 EP EP20050022119 patent/EP1662027B1/fr active Active
- 2005-10-11 ES ES05022119T patent/ES2285624T3/es active Active
- 2005-10-11 DE DE602005000983T patent/DE602005000983T2/de active Active
- 2005-10-31 CN CNB2005101185701A patent/CN100443643C/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP4433997B2 (ja) | 2010-03-17 |
| EP1662027A1 (fr) | 2006-05-31 |
| DE602005000983T2 (de) | 2008-01-17 |
| DE602005000983D1 (de) | 2007-06-06 |
| CN100443643C (zh) | 2008-12-17 |
| JP2006152505A (ja) | 2006-06-15 |
| CN1782150A (zh) | 2006-06-07 |
| ES2285624T3 (es) | 2007-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1662027B1 (fr) | Dispositif pour produire un fil spécial | |
| EP1602756B1 (fr) | Procédé et appareil pour la fabrication d'un fil spécial | |
| JP5370463B2 (ja) | 特殊糸の製造方法 | |
| JPH0241498B2 (fr) | ||
| JP3480125B2 (ja) | 紡機の運転方法及び駆動制御装置 | |
| JP3775061B2 (ja) | 紡機のリングレール昇降制御装置 | |
| JP3136989B2 (ja) | 紡機の起動時の糸切れ防止方法及び紡機の駆動制御装置 | |
| JP3136990B2 (ja) | 紡機の起動時のリングレール昇降方法及びリングレール昇降制御装置 | |
| JP3273525B2 (ja) | 紡機のスピンドル回転制御方法 | |
| KR930000338B1 (ko) | 방적기등 섬유기계의 스핀들 구동 제어장치 | |
| JP3080778B2 (ja) | 紡機のスピンドル駆動制御装置 | |
| JP3480134B2 (ja) | 紡機のリングレールの反転時におけるモータの駆動制御方法及び装置 | |
| JPH0244745B2 (ja) | Shijomakitorikinotorabaasuseigyohoho | |
| JPH07116645B2 (ja) | 特殊紡績糸の製造方法 | |
| EP0422420B1 (fr) | Procédé de commande d'entraînement de broches d'une machine textile | |
| JPS6354809B2 (fr) | ||
| JP2827322B2 (ja) | 紡機のスピンドル駆動制御装置 | |
| JPH09119028A (ja) | 紡機のスピンドル駆動制御方法 | |
| JPH0949127A (ja) | 精紡機の運転制御装置 | |
| JPH0811847B2 (ja) | 精紡機におけるスピンドル回転変速制御装置 | |
| JPH05302222A (ja) | 紡機のスピンドル駆動制御装置 | |
| JPH0241499B2 (fr) | ||
| JPS6290329A (ja) | 粗紡機の運転方法 | |
| JPH0665817A (ja) | 紡機のスピンドル駆動制御装置 | |
| JPH0662253B2 (ja) | 線材の異形巻取制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20051011 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| AKX | Designation fees paid |
Designated state(s): CH DE ES IT LI |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 602005000983 Country of ref document: DE Date of ref document: 20070606 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: NOVAGRAAF INTERNATIONAL SA |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2285624 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: MASCHINENFABRIK RIETER AG Effective date: 20080116 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20091218 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: KABUSHIKI KAISHA TOYOTA JIDOSHOKKI Free format text: KABUSHIKI KAISHA TOYOTA JIDOSHOKKI#2-1, TOYODA-CHO#KARIYA-SHI, AICHI-KEN 448-8671 (JP) -TRANSFER TO- KABUSHIKI KAISHA TOYOTA JIDOSHOKKI#2-1, TOYODA-CHO#KARIYA-SHI, AICHI-KEN 448-8671 (JP) |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R084 Ref document number: 602005000983 Country of ref document: DE |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230519 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230913 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231102 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20230830 Year of fee payment: 19 Ref country code: CH Payment date: 20231102 Year of fee payment: 19 |