EP1588973B1 - Falzwerk mit Falzwalzenverstellung - Google Patents
Falzwerk mit Falzwalzenverstellung Download PDFInfo
- Publication number
- EP1588973B1 EP1588973B1 EP05005746A EP05005746A EP1588973B1 EP 1588973 B1 EP1588973 B1 EP 1588973B1 EP 05005746 A EP05005746 A EP 05005746A EP 05005746 A EP05005746 A EP 05005746A EP 1588973 B1 EP1588973 B1 EP 1588973B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- folding
- pressure
- roller
- measuring devices
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 claims description 7
- 238000005259 measurement Methods 0.000 claims 1
- 238000001514 detection method Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/14—Buckling folders
- B65H45/142—Pocket-type folders
- B65H45/147—Pocket-type folders folding rollers therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/33—Modifying, selecting, changing orientation
- B65H2301/331—Skewing, correcting skew, i.e. changing slightly orientation of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
- B65H2511/22—Distance
- B65H2511/224—Nip between rollers, between belts or between rollers and belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/30—Forces; Stresses
- B65H2515/34—Pressure, e.g. fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2557/00—Means for control not provided for in groups B65H2551/00 - B65H2555/00
- B65H2557/20—Calculating means; Controlling methods
- B65H2557/23—Recording or storing data
Definitions
- the invention relates to a folding unit with at least one pair of folding rollers, which has an adjustable and a stationary folding roller, wherein the nip between the folding rollers can be adjusted depending on sheet parameters by controlled by a process computer drives.
- a pocket folder is known from EP 1 321 411 A1, which has a plurality of folding roller pairs arranged one after the other in the direction of sheet travel and having at least one adjustable folding roller.
- the adjustable folding roller is rotatably mounted at the free end of an arm of a two-armed roller lever, which is pivotable about a machine-fixed axis. On the other arm of the roller lever engages a return spring, by which the adjustable folding roller is biased in the direction of the other folding roller.
- the second arm of the roller lever is also kinematically connected to a drive for adjusting the Falzspaltenweite between the folding rollers.
- the roller lever is associated with a position measuring system that measures the deflection of the roller lever.
- the drives and the distance measuring systems are connected to a process computer, which controls the drives based on the measured values acquired by the position measuring system.
- the drives are first controlled by the process computer so that the folding rollers of the individual pairs of folding rollers come into contact with each other, so that the distance of the nips is "0".
- the roller levers are biased by the return springs in the direction of the other folding roller.
- a sheet is passed through the successively arranged Falzwalzencrue according to the desired folding scheme.
- the individual adjustable folding rollers of the floor thickness are deflected accordingly. This deflection corresponds to the width of the nips, which is optimal for the processing of subsequent sheet.
- the deflection is measured in each case by the measuring system and a corresponding Measured value passed on to the process computer.
- the process computer then controls the drives in such a way that the deflection measured beforehand by the position measuring system during the first sheet pass is set.
- the set value forms a setpoint for the nip setting.
- the transport force of the folding rollers is a frictional force and results from the product of the force exerted by the folding rollers on the sheet normal force and the coefficient of friction between the folding rollers and the sheet.
- the normal force is determined by the deformation of the return springs according to the ratio of sheet thickness and set nip, wherein only a normal force builds up when the nip is smaller than the sheet thickness.
- a dimensioning of the necessary for optimal sheet driving normal force on an adjustment of the nips is not directly possible and must be made via a correction calculation taking into account the difference between the nips and arch thickness and the spring rate of the return springs.
- the invention has for its object to provide a folding unit in which the nip can be adjusted and corrected automatically in a simple and precise manner.
- the folding unit according to the invention can be dimensioned by the pressure measuring devices necessary for optimal Bogenmit Spotify normal forces.
- this can ensure that the sheets are not pulled obliquely through the nip.
- the pressure measuring devices of the folding unit according to the invention can be used in combination with the folding unit known from EP 1 321 411 A1, in which case it is advantageous to arrange the pressure measuring devices between the return springs and the other arm of the roller lever.
- the folding unit according to the invention has a position detection device which measures the actual position of a sheet during the sheet pass.
- the processor device has suitable software, by means of which the actual position is compared with a predetermined desired position. If the actual position deviates from the desired position, the processor device controls the drives in such a way that the desired position is reached.
- the pressure values measured by the pressure measuring devices which are measured in the case of a proper sheet pass, in which the actual position of the sheet corresponds to the desired position, are stored in the processor device. This makes it possible to optimally adjust the pressure level at the folding rollers when folding the same or similar sheet from the outset.
- a position detection device for example, arranged in the sheet travel direction after the folding rollers on the sheet plane light sensor, e.g. a light curtain may be used which is disposed above the area of a sheet edge extending in the sheet travel direction and which outputs a voltage to the processor device depending on the coverage by the sheet edge.
- a light curtain may be used which is disposed above the area of a sheet edge extending in the sheet travel direction and which outputs a voltage to the processor device depending on the coverage by the sheet edge.
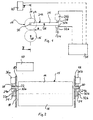
- the setting device for adjusting the width of a nip shown in FIGS. 1 and 2 essentially corresponds in its overall construction to the setting devices provided in the folding unit known from EP 1 321 411 A1, by which the nip is preset by First, a test sheet is conveyed through the rollers, the deflection of the folding rollers is measured and then the nip is adjusted according to the measured values by the drives controlled by the processor device.
- a folding roller pair 15 has an upper adjustable folding roller 14 and a lower stationary folding roller 16.
- the stationary folding roller 16 rotates about an axis 18, which is mounted immovably at its end portions in a frame part 10 and 12, respectively.
- the adjustable folding roller 14 rotates about an axis 20, which passes with its two end portions respectively through a through hole 22 in the frame parts 10, 12 whose diameter is greater than the outer diameter of the axis 20, so that the folding roller 14 upwards and downwards can be adjusted.
- the outer ends of the axle 20 are each mounted in an arm 23 of a two-armed roller lever 24a, 24b.
- the roller lever 24a, 24b is pivotable about a pivot axis 26.
- At the outer end of the other arm 25 engages from above a piston rod 28 of an actuator 26 a and 26 b, which is controlled by a processor device 36.
- On the opposite side of the piston 28 is located on the other arm 25, a pressure sensor 30 a and 30 b, which is pressed by a return spring 32 a and 32 b against the other arm 25.
- the return springs 32a, 32b are based on the pressure sensors 30a, 30b opposite side of abutments 34 which are fixed to the frame parts 10 and 12 respectively.
- a light scanner 40 is provided above the sheet pass plane in the region of the left edge of a continuous sheet, which is formed by a light curtain and depending on the cover by an expiring sheet outputs a voltage to the processor device 36.
- a certain predetermined tension corresponds to the desired position of the left edge of an outgoing sheet. If this tension changes during the passage of a sheet, this means that the sheet is pulled obliquely through the folding rollers 14, 16. If the voltage at the light present is constant, but does not correspond to the predetermined setpoint voltage, the actual position of the sheet deviates transversely to the sheet passing direction from the desired position.
- the folding roller 14 is adjustable and the folding roller 16 stationary.
- both Falzfalzen are adjustable.
Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Description
- Die Erfindung betrifft ein Falzwerk mit wenigstens einem Falzwalzenpaar, das eine verstellbare und eine stationäre Falzwalze aufweist, wobei der Walzenspalt zwischen den Falzwalzen abhängig von Bogenparametern durch von einem Prozessrechner gesteuerte Antriebe verstellt werden kann.
- Aus der EP 1 321 411 A1 ist ein Taschenfalzwerk bekannt, das mehrere in Bogendurchlaufrichtung nacheinander angeordnete Falzwalzenpaare mit mindestens einer verstellbaren Falzwalze aufweist. Die verstellbare Falzwalze ist an dem freien Ende eines Armes eines zweiarmigen Walzenhebels drehbar gelagert, der um eine maschinenfeste Achse verschwenkbar ist. An dem anderen Arm des Walzenhebels greift eine Rückstellfeder an, durch die die verstellbare Falzwalze in Richtung der anderen Falzwalze vorgespannt wird. Der zweite Arm des Walzenhebels ist darüber hinaus zur Verstellung der Falzspaltenweite zwischen den Falzwalzen kinematisch mit einem Antrieb verbunden. Außerdem ist dem Walzenhebel ein Wegmeßsystem zugeordnet, das die Auslenkung des Walzenhebels misst. Die Antriebe sowie die Wegmeßsysteme sind mit einem Prozessrechner verbunden, der die Antriebe basierend auf den von dem Wegmeßsystem erfassten Messwerten steuert. Zur automatischen Einstellung der Walzenspalte werden zunächst die Antriebe von dem Prozessrechner so gesteuert, dass die Falzwalzen der einzelnen Falzwalzenpaare miteinander in Kontakt kommen, so dass der Abstand der Walzenspalte "0" beträgt. Die Walzenhebel werden durch die Rückstellfedern in Richtung der anderen Falzwalze vorgespannt. Zur automatischen Einstellung der Falzspaltenweite wird ein Bogen durch die nacheinander angeordneten Falzwalzenpaare gemäß dem gewünschten Falzschema hindurchgeführt. Dabei werden die einzelnen verstellbaren Falzwalzen der Bodendicke entsprechend ausgelenkt. Diese Auslenkung entspricht der Weite der Walzenspalte, die für die Bearbeitung nachfolgender Bogen optimal ist. Die Auslenkung wird jeweils durch das Wegmeßsystem gemessen und ein entsprechender Messwert an den Prozessrechner weitergegeben. Daraufhin steuert der Prozessrechner die Antriebe so, dass die zuvor beim ersten Bogendurchlauf durch das Wegmeßsystem gemessene Auslenkung eingestellt wird. Der eingestellte Wert bildet einen Sollwert für die Walzenspalteinstellung.
- Die Transportkraft der Falzwalzen ist eine Reibkraft und ergibt sich aus dem Produkt der von den Falzwalzen auf die Bogen ausgeübten Normalkraft und dem Reibwert zwischen den Falzwalzen und dem Bogen. Die Normalkraft wird durch die Verformung der Rückstellfedern entsprechend dem Verhältnis von Bogendicke und eingestelltem Walzenspalt bestimmt, wobei sich nur eine Normalkraft aufbaut, wenn der Walzenspalt kleiner als die Bogendicke ist. Eine Dimensionierung der für eine optimale Bogenmitnahme notwendigen Normalkraft über eine Einstellung der Walzenspalte ist hierbei nicht direkt möglich und muss über eine Korrekturrechnung unter Berücksichtigung der Differenz zwischen Walzenspalte und Bogendicke und der Federrate der Rückstellfedern vorgenommen werden.
- Es gibt Bogen, die über die Bogenbreite verteilt ein unterschiedliches Druckprofil aufweisen. Beispielsweise kann auf einer Seite mehr Farbe vorhanden sein als auf der anderen Seite. Hieraus ergeben sich unterschiedliche Reibwerte. Außerdem können die Walzenspalte durch Verschmutzung von Falzwalzen oder Verschleiß des Walzenbelages nicht mehr parallel sein. In Folgefalzwerken können aus verschiedenen Gründen die wirksamen Bogendicken von links nach rechts gesehen unterschiedlich sein, z.B. durch dichte oder weniger dichte Blattpackungen an Kopf- und Fußseite eines vorgefalzten Bogens. Aus den oben genannten Gründen kann es passieren, dass die Bogen beim Transport durch den Walzenspalt schräg hindurchgezogen werden, obwohl auf beiden Seiten der Falzwalzen die gleiche Normalkraft gemessen wird.
- Der Erfindung liegt die Aufgabe zugrunde, ein Falzwerk zu schaffen, bei dem der Walzenspalt auf einfache und präzise Weise automatisch eingestellt und korrigiert werden kann.
- Diese Aufgabe wird erfindungsgemäß durch ein Falzwerk mit den Merkmalen des Patentanspruchs 1 gelöst. Vorteilhafte Weiterbildungen des erfindungsgemäßen Falzwerkes sind Gegenstand der Ansprüche 2 bis 4.
- Bei dem erfindungsgemäßen Falzwerk können durch die Druckmesseinrichtungen die für eine optimale Bogenmitnahme notwendigen Normalkräfte dimensioniert werden. Insbesondere bei Bogen, die über ihre Breite unterschiedliche Reibwerte aufweisen, kann hierdurch sichergestellt werden, dass die Bogen nicht schräg durch den Walzenspalt gezogen werden.
- Die Druckmesseinrichtungen des erfindungsgemäßen Falzwerkes können in Kombination mit dem aus der EP 1 321 411 A1 bekannten Falzwerk verwendet werden, wobei es in diesem Fall von Vorteil ist, die Druckmesseinrichtungen zwischen den Rückstellfedern und dem anderen Arm des Walzenhebels anzuordnen.
- Bei einer bevorzugten Ausführungsform weist das erfindungsgemäße Falzwerk eine Lageerfassungseinrichtung auf, die die Ist-Lage eines Bogens während des Bogendurchlaufs misst. Die Prozessoreinrichtung weist eine geeignete Software auf, mit deren Hilfe die Ist-Lage mit einer vorherbestimmten Soll-Lage verglichen wird. Bei einer Abweichung der Ist-Lage von der Soll-Lage steuert die Prozessoreinrichtung die Antriebe so, dass die Soll-Lage erreicht wird. Die von den Druckmesseinrichtungen gemessenen Druckwerte, die bei einem ordnungsgemäßen Bogendurchlauf, bei dem die Ist-Lage des Bogens der Soll-Lage entspricht, gemessen werden, werden in der Prozessoreinrichtung gespeichert. Hierdurch ist es möglich, die Druckwerthöhe an den Falzwalzen bei Falzung gleicher oder ähnlicher Bogen von vornherein optimal einzustellen.
- Als Lageerfassungseinrichtung kann beispielsweise ein in Bogendurchlaufrichtung nach den Falzwalzen über der Bogenebene angeordneter Lichtaster, z.B. ein Lichtvorhang, verwendet werden, der oberhalb des Bereiches einer sich in Bogenlaufrichtung erstreckenden Bogenkante angeordnet ist und abhängig von der Abdeckung durch die Bogenkante eine Spannung an die Prozessoreinrichtung abgibt. Auch die Verwendung eines Bildverarbeitungssystems mit Kamera ist denkbar.
- Ein Ausführungsbeispiel der Erfindung wird nachstehend anhand von Zeichnungen näher erläutert. Es zeigen
- Fig. 1
- schematisch eine Einstelleinrichtung zur Einstellung eines optimalen Walzenspaltes zwischen zwei Falzwalzen eines Falzwerkes;
- Fig. 2
- die Ansicht II - II von Figur 1.
- Die in den Figuren 1 und 2 gezeigte Einstelleinrichtung zur Einstellung der Weite eines Walzenspaltes entspricht im Gesamtaufbau im Wesentlichen den Einstelleinrichtungen, die bei dem Falzwerk vorgesehen sind, das aus der EP 1 321 411 A1 bekannt ist, und durch die der Walzenspalt voreingestellt wird, indem zunächst ein Testbogen durch die Walzen befördert wird, die Auslenkung der Falzwalzen dabei gemessen wird und dann der Walzenspalt entsprechend den Messwerten durch die von der Prozessoreinrichtung gesteuerten Antriebe eingestellt wird..
- Ein Falzwalzenpaar 15 weist eine obere verstellbare Falzwalze 14 und eine untere stationäre Falzwalze 16 auf. Die stationäre Falzwalze 16 dreht um eine Achse 18, die an ihren Endabschnitten jeweils in einem Rahmenteil 10 bzw. 12 unverschiebbar gelagert ist. Die verstellbare Falzwalze 14 dreht um eine Achse 20, die mit ihren beiden Endabschnitten jeweils durch eine Durchgangsöffnung 22 in den Rahmenteilen 10, 12 hindurchgeht, deren Durchmesser größer ist, als der Außendurchmesser der Achse 20, so dass die Falzwalze 14 nach oben und nach unten verstellt werden kann.
- Die äußeren Enden der Achse 20 sind jeweils in einem Arm 23 eines zweiarmigen Walzenhebels 24a, 24b gelagert. Der Walzenhebel 24a, 24b ist um eine Schwenkachse 26 verschwenkbar. An dem äußeren Ende des anderen Arms 25 greift von oben eine Kolbenstange 28 eines Stellantriebes 26a bzw. 26b an, der von einer Prozessoreinrichtung 36 gesteuert wird. Auf der dem Kolben 28 gegenüberliegenden Seite liegt an dem anderen Arm 25 ein Drucksensor 30a bzw. 30b an, der durch eine Rückstellfeder 32a bzw. 32b gegen den anderen Arm 25 gedrückt wird. Die Rückstellfedern 32a, 32b stützen sich auf der den Drucksensoren 30a, 30b entgegengesetzten Seite an Widerlagern 34 ab, die an dem Rahmenteilen 10 bzw. 12 befestigt sind.
- In Bogendurchlaufrichtung B hinter den Falzwalzen 14, 16 ist oberhalb der Bogendurchlaufebene im Bereich des linken Randes eines durchlaufenden Bogens ein Lichttaster 40 vorgesehen, der von einem Lichtvorhang gebildet wird und abhängig von der Abdeckung durch einen auslaufenden Bogen eine Spannung an die Prozessoreinrichtung 36 abgibt. Eine bestimmte vorgegebene Spannung entspricht der Soll-Lage der linken Kante eines auslaufenden Bogens. Wenn diese Spannung sich währen des Durchlaufs eines Bogens ändert, bedeutet dies, dass der Bogen schräg durch die Falzwalzen 14, 16 gezogen wird. Ist die Spannung an dem Lichtvorhand konstant, entspricht aber nicht der vorgegebenen Sollspannung, so weicht die Ist-Lage des Bogens quer zur Bogendurchlaufrichtung von der Soll-Lage ab.
- Falls ein Bogen schräg durch die Falzwalzen 14, 16 gezogen wird, werden also unterschiedliche Signale von dem Lichtvorhang 40 an die Prozessoreinrichtung 36 gegeben. Anhand dieser Signale wertet die Prozessoreinrichtung 36 aus, durch welchen Antrieb 26a bzw. 26b der Druck, d.h. die Normalkraft, auf den Bogen erhöht werden muss, um zu erreichen, dass der Bogen gerade aus den Falzwalzen 14, 16 herausläuft. Die Drucksensoren 30a, 30b erfassen den für einen geraden Auslauf erforderlichen Druckwert und geben diesen an die Prozessoreinrichtung 36 weiter. Diese Druckwerte werden in der Prozessoreinrichtung 36 gespeichert. Bei einem nachfolgenden Durchlauf gleicher oder ähnlicher Bogen werden die Antriebe 26a, 26b von der Prozessoreinrichtung 36 so gesteuert, dass die gespeicherten Druckwerte an den Drucksensoren 30a, 30b gemessen werden. Auf diese Weise ist eine optimale Einstellung des Walzenspaltes zwischen den Falzwalzen 14, 16 möglich.
- Bei dem beschriebenen Beispiel ist die Falzwalze 14 verstellbar und die Falzwalze 16 stationär. Es ist jedoch denkbar, dass beide Falzfalzen verstellbar sind.
Claims (4)
- Falzwerk mit wenigstens einem Falzwalzenpaar, das eine verstellbare Falzwalze (14) und eine stationäre Falzwalze (16) oder zwei verstellbare Falzwalzen aufweist, wobei einer verstellbaren Falzwalze (14) wenigstens zwei im Abstand zueinander angeordnete Druckmesseinrichtungen (30a, 30b) zugeordnet sind, die bei einem Durchlauf eines Bogens Druckwerte messen, die den Drücken entsprechen, die an zwei quer zur Bogenlaufrichtung (B) beabstandeten Messstellen von der verstellbaren Falzwalze (14) auf den Bogen ausgeübt werden, und die gemessenen Druckwerte an einen Prozessrechner (36) weitergeben, wobei die verstellbare Falzwalze (14) an zwei quer zur Bogenlaufrichtung beabstandeten Verbindungsstellen mit jeweils einem Antrieb (26a, 26b) kinematisch verbunden sind und die Antriebe (26a, 26b) von dem Prozessrechner (36) auf der Basis der von den Druckmesseinrichtungen (30a, 30b) beim Bogendurchlauf gemessenen Druckwerte zur Erreichung einer optimalen Walzenspaltweite zwischen den Falzwalzen (14, 16) steuerbar sind.
- Falzwerk nach Anspruch 1, dadurch gekennzeichnet, dass die verstellbare Falzwalze (14) an den Verbindungsstellen jeweils an einem Arm (23) eines um eine Schwenkachse (26) verschwenkbaren Walzenhebels (24) gelagert sind, an dessen anderem Arm (25) der entsprechende Antrieb (26a, 26b) angreift, wobei die Druckmesseinrichtungen (30a, 30b) beim Bogendurchlauf den von dem entsprechenden anderen Arm (25) ausgeübten Druck messen.
- Falzwerk nach Anspruch 2, dadurch gekennzeichnet, dass die Druckmesseinrichtungen (30a, 30b) jeweils zwischen dem anderen Arm (25) und einem Ende einer Rückstellfeder (32) angeordnet sind, deren anderes Ende sich an einem Widerlager (34) abstützt.
- Falzwerk nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass- eine Lageerfassungseinrichtung (40) zur Erfassung der Ist-Lage eines Bogens während des Bogendurchlaufs vorgesehen ist,- die Prozessoreinrichtung (36) so ausgestattet ist, dass sie die Ist-Lage mit einer vorherbestimmten Soll-Lage vergleicht und bei einer Abweichung der Ist-Lage von der Soll-Lage die Antriebe (26a, 26b) so steuern kann, dass die Soll-Lage erreicht wird, wobei die Prozessoreinrichtung (36) die von den Druckmesseinrichtungen (30a, 30b) gemessenen Druckwerte bei Erreichung der Soll-Lage speichert.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202004006387U DE202004006387U1 (de) | 2004-04-22 | 2004-04-22 | Falzwerk mit Falzwalzenverstellung |
| DE202004006387U | 2004-04-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1588973A1 EP1588973A1 (de) | 2005-10-26 |
| EP1588973B1 true EP1588973B1 (de) | 2007-05-23 |
Family
ID=32603524
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05005746A Expired - Lifetime EP1588973B1 (de) | 2004-04-22 | 2005-03-16 | Falzwerk mit Falzwalzenverstellung |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20050239624A1 (de) |
| EP (1) | EP1588973B1 (de) |
| DE (2) | DE202004006387U1 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4307460B2 (ja) * | 2006-03-24 | 2009-08-05 | ホリゾン・インターナショナル株式会社 | 紙折り機用ローラ装置 |
| JP5086188B2 (ja) | 2007-09-04 | 2012-11-28 | 株式会社リコー | 用紙折り装置及び画像形成装置 |
| DE102008050948B4 (de) * | 2008-10-10 | 2017-03-30 | Manroland Web Systems Gmbh | Vorrichtung zur Ver- bzw. Bearbeitung von mit Abstand aufeinander folgenden Flachprodukten |
| US20140243179A1 (en) * | 2013-02-28 | 2014-08-28 | Goss International Americas, Inc. | Second fold roller with variable gap control |
| JP6708810B2 (ja) * | 2014-05-20 | 2020-06-10 | 株式会社リコー | シート処理装置、画像形成システム |
| US12365503B2 (en) * | 2023-09-28 | 2025-07-22 | Cvc Technologies Inc. | Cotton stuffing machine |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4032133A (en) * | 1975-09-11 | 1977-06-28 | Steffens Charles J | Roller positioning method and apparatus for buckle-type paper folding machine |
| US4225128A (en) * | 1976-02-18 | 1980-09-30 | General Binding Corporation | Folding machine |
| US4125254A (en) * | 1976-08-10 | 1978-11-14 | Bell & Howell Company | Automated radial roll folder |
| US4099710A (en) * | 1976-08-10 | 1978-07-11 | Graphics Equipment International Corporation | Radial roll folder |
| JPH0218243A (ja) * | 1988-07-06 | 1990-01-22 | Canon Inc | シート搬送装置 |
| EP0511488A1 (de) * | 1991-03-26 | 1992-11-04 | Mathias Bäuerle GmbH | Papierfalzmaschine mit einstellbaren Falzwalzen |
| US5673910A (en) * | 1994-12-13 | 1997-10-07 | Heidelberg Finishing Systems, Inc. | Apparatus and method for use in feeding sheet material assemblages |
| FR2729939B1 (fr) * | 1995-01-31 | 1997-04-18 | Neopost Ind | Dispositif d'assistance au reglage de dimensions de pliage dans une machine plieuse insereuse |
| US5980439A (en) * | 1996-01-19 | 1999-11-09 | Output Technology Solutions Of California, Inc. | Folding apparatus |
| EP0943459B1 (de) * | 1998-03-19 | 2003-09-24 | Pitney Bowes Limited | Verfahren zum Drehen eines gefalteten Dokumentstapels |
| DE29820796U1 (de) * | 1998-11-20 | 1999-02-11 | Mathias Bäuerle GmbH, 78112 St Georgen | Stauchfalzmaschine mit einstellbaren Falzspaltweiten |
| US6024682A (en) * | 1998-11-23 | 2000-02-15 | Xerox Corporation | Automatically continuously variable fold position sheet folding system with automatic length and skew correction |
| DE50106223D1 (de) * | 2001-12-11 | 2005-06-16 | Oppenweiler Binder Gmbh Maschb | Verfahren zur Einstellung der Falzspaltenweite mehrerer Falzwalzenpaare. |
-
2004
- 2004-04-22 DE DE202004006387U patent/DE202004006387U1/de not_active Expired - Lifetime
-
2005
- 2005-03-16 DE DE502005000742T patent/DE502005000742D1/de not_active Expired - Lifetime
- 2005-03-16 EP EP05005746A patent/EP1588973B1/de not_active Expired - Lifetime
- 2005-04-20 US US11/109,738 patent/US20050239624A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20050239624A1 (en) | 2005-10-27 |
| EP1588973A1 (de) | 2005-10-26 |
| DE202004006387U1 (de) | 2004-06-24 |
| DE502005000742D1 (de) | 2007-07-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69415975T2 (de) | Riemenverstellvorrichtung und Maschine zum einseitigen Kaschieren von Wellband | |
| EP2411312B1 (de) | Verfahren zur korrektur einer schräglage eines auf einem falztisch eines längsfalzapparates zu falzenden produktes und längsfalzapparat | |
| EP2805810B1 (de) | Anlage zur Herstellung einer einseitig kaschierten Wellpappebahn | |
| DE2334492A1 (de) | Steuergeraet fuer walzgerueste | |
| CH688137A5 (de) | Rotations-Rollendruckmaschine mit einer Registervorrichtung zum Ausrichten der Papierbahn. | |
| DE102008048659A1 (de) | Vorrichtung und Verfahren zum Ausrichten von Bögen | |
| WO2004035315A2 (de) | Vorrichtung und verfahren zur führung einer endlosen bahn mit hilfe einer schwenkbaren vorrichtung | |
| EP1588973B1 (de) | Falzwerk mit Falzwalzenverstellung | |
| DE10033638A1 (de) | Überwachungsvorrichtung für die Bogenzufuhr zu einer Bogen verarbeitenden Maschine und Verfahren zur Kontrolle des Bogenstromaufbaus des Bogenstroms | |
| DE69404493T2 (de) | Vorrichtung zum Ausrichten von Schachtelzuschnitten in einer Maschine zu ihrer Bearbeitung | |
| DE2242993C3 (de) | Transportriementrieb | |
| DE4211922C2 (de) | Tischabdeckung | |
| EP0512267B1 (de) | Kaschiermaschine | |
| DE19856372A1 (de) | Bogentransportband | |
| DE3212350C3 (de) | Vorrichtung zum Auseinanderziehen von ineinandersteckenden Bogen. | |
| DE10134836B4 (de) | Ausleger für eine bogenverarbeitende Maschine, insbesondere für eine Bogendruckmaschine | |
| DE102009047776B4 (de) | Verfahren und Vorrichtung zum Messen einer Laufrichtung einer Substratbahn | |
| EP0308688B1 (de) | Rundstapelbogenanleger | |
| DE4235704C1 (de) | Längenpuffer für ein elektrografisches Druck- oder Kopiergerät | |
| DE10257374A1 (de) | Vorrichtung zur Korrektur der lateralen Postition einer Bedruckstoffbahn in einer Rollenrotationsdruckmaschine | |
| DE3633168A1 (de) | Vorrichtung zum gleichmaessigen vorziehen der einzelnen lagen einer mehrlagigen bahn aus papier oder dergl. | |
| DE4406380C1 (de) | Verfahren und Vorrichtung zum Ausbreiten und Führen einer laufenden Warenbahn | |
| DE19960347C2 (de) | Vorrichtung zum Ablenken eines Schuppenstroms auf einem Rolltisch | |
| DE102013206907B4 (de) | Bremseinrichtung in einer Längsfalzvorrichtung sowie Bürste für die Verwendung in einer Bremseinrichtung | |
| EP2248751B1 (de) | Verfahren zur Korrektur einer voreingestellten Spaltweite zwischen zwei Falzwalzen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20051116 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR IT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR IT |
|
| REF | Corresponds to: |
Ref document number: 502005000742 Country of ref document: DE Date of ref document: 20070705 Kind code of ref document: P |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20080226 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140325 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20140410 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150316 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20151130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160324 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005000742 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171003 |