EP2248751B1 - Verfahren zur Korrektur einer voreingestellten Spaltweite zwischen zwei Falzwalzen - Google Patents
Verfahren zur Korrektur einer voreingestellten Spaltweite zwischen zwei Falzwalzen Download PDFInfo
- Publication number
- EP2248751B1 EP2248751B1 EP10159841A EP10159841A EP2248751B1 EP 2248751 B1 EP2248751 B1 EP 2248751B1 EP 10159841 A EP10159841 A EP 10159841A EP 10159841 A EP10159841 A EP 10159841A EP 2248751 B1 EP2248751 B1 EP 2248751B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- temperature
- correction value
- folding
- nip
- folding rollers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/18—Oscillating or reciprocating blade folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/14—Buckling folders
- B65H45/142—Pocket-type folders
- B65H45/147—Pocket-type folders folding rollers therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
- B65H2511/22—Distance
- B65H2511/224—Nip between rollers, between belts or between rollers and belts
Definitions
- the invention relates to a method for correcting a preset gap width between two folding rollers of at least one folding roller pair in a folding unit, in which the influence of temperature on the gap width between the folding rollers is taken into account.
- a folding machine which has a plurality of radially adjustable to each other, in pairs forming a folding folding rollers.
- These folding rollers are each mounted at one end of an arm of a two-armed lever, wherein on the other arm of the lever one end of a tension spring is mounted, the other end is fixed to the frame.
- the folding roller is biased in the direction of the other folding roller of the folding roller pair.
- a positioning drive is provided which engages the other arm of the lever to pivot the lever against the force of the spring to set a predetermined gap width between the two folding rollers.
- a thickness measuring device is provided at the sheet inlet, which measures the thickness of an incoming sheet.
- the length of the sheet is measured by a length measuring device.
- the measured data is forwarded to a programmed process computer, to which the desired fold type is additionally entered. From the entered and measured values, the process computer calculates the required gap widths on the individual folding roller pairs and controls the positioning drives so that the corresponding calculated gap widths are set.
- the EP 1 321 411 A1 describes a method for adjusting the gap width of a plurality of pairs of folding rollers, which are provided on a folding machine.
- the two folding rollers of the Falzwalzencrue be brought into contact with each other.
- a bow between the two folding rollers of the individual Falzwalzencrue carried out, whereby at least one of the two folding rollers moves to form a folding gap with respect to the other.
- a measured value corresponding to the gap width is detected during the execution of the arc.
- the gap widths of the individual pairs of folding rollers are set by adjusting the at least one movable folding roller by means of a positioning drive to the corresponding detected measured values.
- the folding machine can also heat unevenly, for example if the folding machine is heated substantially more strongly on a southern window front than on the side facing away from the window.
- the machine side on which the drives are located is heated more by heat buildup on the motors and by friction on the transmission elements than on the other side. This means that the gaps between the folding rollers change unevenly across their width.
- the size of folded-folding gaps changes on average by approximately 1 ⁇ m per Kelvin. This means that, for example, with a temperature change of 20 Kelvin, a set nip changes by approximately 20 ⁇ m. This corresponds to about one third of a mean paper thickness, which is in the range of 60 microns emotional.
- the transport properties of the folding rollers change in a similar way as in the case of a geometrical misadjustment. Even electronic components used for measurements and positioning are subject to thermal movement. In addition, they still change their signal levels depending on the temperature.
- a method of adjusting the gap width between two creasing rollers by means of a gap width adjusting device in a printing press is known.
- information about the conveying state of a printed sheet is detected by a detecting means when the sheet is fed between the creasing roll pair.
- a controller controls the gap width adjusting device so that the gap width corresponds to the information about the conveyance state.
- the US Pat. No. 3,089,695 A describes a folding machine with a plurality of folding roller pairs connected in series, wherein movable folding rollers are mounted on a lever which is biased by a biasing means so that the movable folding roller is pressed elastically against the other folding roller of the corresponding folding roller pair.
- a second biasing means By a second biasing means a fine adjustment of the bias voltage is made at both ends of the movable folding roller.
- the invention has for its object to provide a method with which temperature influences on a folding machine can be optimally compensated, so that the gap width between the folding rollers of a pair of folding rollers is always set optimally.
- temperature-gap correction value characteristics for different reference temperatures are stored in a memory of a process computer stored. From these temperature-gap correction value characteristics can be read by the process computer for each temperature, which is measured in the vicinity of the Falzwalzenpases, an optimal gap correction value relative to the respective reference temperature.
- This gap correction value can either be displayed on a display on the machine, allowing an operator to manually correct the gap to the optimum value.
- the correction of the gap width is preferably carried out automatically by the process computer relaying a signal for the corresponding correction value to corresponding positioning drives, by means of which the gap width has been preset, as is the case, for example, in US Pat EP 0 511 488 A1 known method is the case.
- the change in electronic components used for measurements and positioning, which are subject to thermal motion may be taken into account, including their signal level changes in the temperature-gap correction value characteristic.
- the folding machine heats up substantially homogeneously, only a single gap correction value is required for the respective pair of folding rollers. However, if the temperature heating on both sides of the folding rollers is different, it is preferable to measure the temperature in the vicinity of both sides of the folding roller pair. For each page, a gap correction value is read and the gap width is corrected on both sides according to the associated gap correction value.
- the temperature-gap correction value characteristic can be determined empirically, for example, by adjusting the gap width between two folding rollers of a pair of folding rollers at a reference temperature to an optimum value, for example by the EP 0 511 488 A1 known method. Subsequently, at different temperatures, in which the gap width is no longer optimal, the positioning drives are adjusted so that again an optimal folding process is possible. The adjustment path required for this purpose is then measured directly or indirectly, for example by signal changes, and entered into the characteristic curve. By interpolation, this results in the individual pairs of folding rollers characteristic curves from which for certain temperatures the required gap corrections can be taken. These characteristics are stored in the memory of the process device.
- the measurements of the gap width variations can also be measured optically, mechanically or the like by a gap width measuring device.
- the correction of the gap width during operation of the folding unit is carried out continuously with changes in temperature.
- the correction of the gap width is expediently carried out automatically by the process device by adjusting the positioning drives of the folding rollers. It can also be output as an indication to the operator.
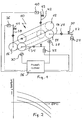
- FIG. 1 schematically the arrangement of two pairs of folding rollers at a folding point 10 of a Taschenfalzmaschine shown, wherein a first pair of folding rollers folding rollers 12, 14 and a second pair of folding rollers of the folding roller 14 and a further folding roller 16 is formed.
- a sheet is fed into the nip between the folding rollers 12, 14 and transported by them into a folding pocket (not shown) in which the sheet strikes a stop, forming a loop which enters the nip between the folding rollers 14, 16 is inserted, whereby a folding is performed.
- the folding roller 12 is fixedly installed, while the folding rollers 14, 16 can be adjusted to adjust the gap width of the respective nips.
- a first arm of a two-armed lever 17 or 34 connected to the axis of the folding roller 14.
- the in Fig. 1 right lever 17 is rotatably mounted about a parallel to the axis of the folding roller 14 extending axis 18.
- On the second arm of the lever 17 engages a compression spring 22 whose other end is fixed to a frame-fixed bearing point 20.
- the folding roller 14 is biased in the direction of the folding roller 12.
- a positioning drive 24 is arranged, which acts on the second arm of the lever 17.
- the lever 17 is pivoted against the force of the spring 22 for adjusting the nip between the folding rollers 12, 14.
- the pivoting of the lever 34 takes place in the same way by a positioning drive 32nd
- a two-armed lever 38 and 42 is connected in the same way to the axis of the folding roller 16, wherein the levers 38, 42 are arranged perpendicular to the levers 17, 34.
- the levers 38, 42 are each pivoted by positioning drives 36 and 40 against the force of springs 41 and 43.
- All drives 24, 32, 36, 40 are controlled by a process computer 26.
- a process computer 26 In addition, in the vicinity of the left end faces and near the right end faces of the folding rollers 12, 14, 16 two temperature measuring devices 28 and 30 are provided, which measure the temperatures in the vicinity of the ends of the folding rollers 12, 14, 16 and corresponding measured values pass on the process computer 26.
- the abscissa represents the temperature .theta.
- the ordinate plots the gap correction value .DELTA.Spalt.
- the individual characteristics apply in each case to the correction of a nip, for example between the folding rollers 14, 16, at different reference temperatures.
- the temperature ⁇ at which the respective characteristic intersects the abscissa is the reference temperature at which no correction of the gap width is required.
- the nips between the folding rollers 12, 14 and 14, 16 are for example by means of the EP 1 321 411 A1 known method on the basis of the determined sheet thickness and arc length and the type of fold by the process computer 26 preset. From the temperature-gap correction value characteristic curves determined by the temperature measuring devices 28, 30, the process computer then determines the respective gap correction value ⁇ gap , which is required so that the roll gap can be optimally adjusted depending on the measured temperature. Then the process computer 26 sends a signal corresponding to the respective gap correction value ⁇ gap to the corresponding positioning drives 24, 32, 36 and 40, which then determines the optimum gap width between the folding rollers 12, 14 or 14, 16 by pivoting the levers 17, 34 , 38, 42. This correction is carried out continuously during the operation of the folding machine.
- the method according to the invention has been described with reference to a pocket folder. However, it may also be used to adjust the gap width between two folding rollers in other folding units, such as e.g. be carried out in a sword folder.
Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Korrektur einer voreingestellten Spaltweite zwischen zwei Falzwalzen wenigstens eines Falzwalzenpaares in einem Falzwerk, bei dem der Einfluss der Temperatur auf die Spaltweite zwischen den Falzwalzen berücksichtigt wird.
- Aus der
EP 0 511 488 A1 ist eine Falzmaschine bekannt, die mehrere radial zueinander einstellbare, jeweils paarweise eine Falzstelle bildende Falzwalzen aufweist. Diese Falzwalzen sind jeweils an einem Ende eines Armes eines zweiarmigen Hebels gelagert, wobei am anderen Arm des Hebels ein Ende einer Zugfeder angebracht ist, deren anderes Ende gestellfest ist. Durch die Feder wird die Falzwalze in Richtung der anderen Falzwalze des Falzwalzenpaares vorgespannt. Außerdem ist ein Positionierantrieb vorgesehen, der an dem anderen Arm des Hebels angreift, um den Hebel gegen die Kraft der Feder zu verschwenken, um eine vorherbestimmte Spaltweite zwischen den beiden Falzwalzen einzustellen. - Zur Bestimmung der jeweiligen Spaltweite zwischen den Falzwalzen jedes Falzwalzenpaares ist am Bogeneinlauf eine Dickenmesseinrichtung vorgesehen, die die Dicke eines einlaufenden Bogens misst. Außerdem wird die Länge des Bogens durch eine Längenmesseinrichtung gemessen. Die gemessenen Daten werden an einen programmierten Prozessrechner weitergegeben, dem zusätzlich die gewünschte Falzart eingegeben wird. Aus den eingegebenen und gemessenen Werten errechnet der Prozessrechner die erforderlichen Spaltweiten an den einzelnen Falzwalzenpaaren und steuert die Positionierantriebe so, dass die entsprechenden errechneten Spaltweiten eingestellt werden.
- Die
EP 1 321 411 A1 beschreibt ein Verfahren zur Einstellung der Spaltweite mehrerer Falzwalzenpaare, die an einer Falzmaschine vorgesehen sind. Bei diesem Verfahren werden die beiden Falzwalzen der Falzwalzenpaare in Kontakt miteinander gebracht. Anschließend wird ein Bogen zwischen den beiden Falzwalzen der einzelnen Falzwalzenpaare durchgeführt, wodurch sich wenigstens eine der beiden Falzwalzen unter Bildung eines Falzspaltes bezüglich der anderen bewegt. Bei jedem Falzwalzenpaar wird ein der Spaltweite entsprechender Messwert bei der Durchführung des Bogens erfasst. Dann werden die Spaltweiten der einzelnen Falzwalzenpaare durch Verstellung der wenigstens einen bewegbaren Falzwalze mittels eines Positionierantriebs auf die entsprechenden erfassten Messwerte eingestellt. - Mit den genannten Verfahren ist es möglich, die Spaltweite zwischen den einzelnen Falzwalzenpaaren auf einen optimalen Wert einzustellen. Dies gilt jedoch nur im Bereich einer bestimmten Temperatur, der Referenztemperatur, bei der das Verfahren zur Einstellung der Spaltweite durchgeführt wurde.
- Während des Betriebes einer Falzmaschine unterliegen alle an der Falzbildung beteiligten Maschinenelemente und elektronische Baugruppen Temperatureinflüssen durch die Umgebung und auch durch den Betrieb der Falzmaschine selbst. Die Falzmaschine kann sich im Verlauf des Tages homogen erwärmen. Hierdurch findet eine gleichmäßige Größenänderung auch des Spaltes zwischen den Falzwalzen eines Falzwalzenpaares statt, so dass die voreingestellte Spaltweite zwischen den Falzwalzen nicht mehr optimal ist und es zu Fehlfalzungen kommen kann.
- Die Falzmaschine kann sich aber auch ungleichmäßig erwärmen, zum Beispiel wenn die Falzmaschine an einer südlichen Fensterfront wesentlich stärker erwärmt wird, als an der von dem Fenster abgewandten Seite. Die Maschinenseite, auf der sich die Antriebe befinden, wird durch Wärmeentwicklung an den Motoren und durch Reibung an den Übertragungselementen stärker erwärmt als auf der anderen Seite. Dies bedeutet, dass sich die Spalte zwischen den Falzwalzen über deren Breite ungleichmäßig ändern.
- Es ist bekannt, dass sich Falzwalzenspalte auf Grund der Wärmeausdehnung aller an der Spaltbildung beteiligten Elemente in ihrer Größe im Mittel um circa 1 µm pro Kelvin ändern. Dies bedeutet, dass sich beispielsweise bei einer Temperaturänderung von 20 Kelvin ein eingestellter Walzenspalt um circa 20 µm verändert. Dies entspricht circa einem Drittel einer mittleren Papierdicke, die sich im Bereich von 60 µm bewegt. Damit verändern sich die Transporteigenschaften der Falzwalzen ähnlich wie bei einer geometrischen Fehleinstellung gravierend. Auch elektronische Bauelemente, die zu Messungen und zur Positionierung verwendet werden, unterliegen einer Wärmebewegung. Zusätzlich verändern sie noch abhängig von der Temperatur ihre Signalpegel.
- Aus der
WO 2008/099895 A1 ist ein Verfahren zur Einstellung der Spaltweite zwischen zwei Rillwalzen mittels einer Spaltweiteneinstellvorrichtung in einer Druckpresse bekannt. Bei diesem Verfahren werden Informationen über den Förderzustand eines bedruckten Bogens durch eine Erfassungseinrichtung erfasst, wenn der Bogen zwischen das Rillwalzenpaar geführt wird. Eine Steuereinrichtung steuert die Spaltweiteneinstellvorrichtung so, dass die Spaltweite den Informationen über den Förderzustand entspricht. - Die
US 3 089 695 A beschreibt eine Falzmaschine mit mehreren hintereinander geschalteten Falzwalzenpaaren, wobei bewegliche Falzwalzen an einem Hebel gelagert sind, der durch eine Vorspanneinrichtung so vorgespannt wird, dass die beweglich Falzwalze elastisch gegen die andere Falzwalze des entsprechenden Falzwalzenpaares gedrückt wird. Durch eine zweite Vorspanneinrichtung wird eine Feineinstellung der Vorspannung an beiden Enden der beweglichen Falzwalze vorgenommen. - Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren bereitzustellen, mit dem Temperatureinflüsse an einer Falzmaschine optimal kompensiert werden können, damit die Spaltweite zwischen den Falzwalzen eines Falzwalzenpaares stets optimal eingestellt ist.
- Diese Aufgabe wird erfindungsgemäß durch ein Verfahren mit den Merkmalen des Patentanspruchs 1 gelöst. Vorteilhafte Weiterbildungen des erfindungsgemäßen Verfahrens sind Gegenstand der Patentansprüche 2 bis 8.
- Bei dem erfindungsgemäßen Verfahren sind in einem Speicher eines Prozessrechners Temperatur-Spaltkorrekturwert-Kennlinien für unterschiedliche Referenztemperaturen abgelegt. Aus diesen Temperatur-Spaltkorrekturwert-Kennlinien kann von dem Prozessrechner für jede Temperatur, die in der Umgebung des Falzwalzenpaares gemessen wird, ein optimaler Spaltkorrekturwert bezogen auf die jeweilige Referenztemperatur gelesen werden. Dieser Spaltkorrekturwert kann entweder an einer Anzeige an der Maschine angezeigt werden, wodurch einem Bediener die Möglichkeit gegeben wird, den Spalt manuell auf den optimalen Wert zu korrigieren. Vorzugsweise erfolgt die Korrektur der Spaltweite jedoch automatisch, indem der Prozessrechner ein Signal für den entsprechenden Korrekturwert an entsprechende Positionierantriebe weitergibt, durch die die Spaltweite voreingestellt wurde, wie es beispielsweise bei dem aus der
EP 0 511 488 A1 bekannten Verfahren der Fall ist. - Auch die Änderung elektronischer Bauelemente, die zu Messungen und zur Positionierung verwendet werden und einer Wärmebewegung unterliegen, können einschließlich ihrer Signalpegeländerungen in der Temperatur-Spaltkorrekturwert-Kennlinie berücksichtigt werden.
- Wenn es bekannt ist, dass sich die Falzmaschine im Wesentlichen homogen erwärmt, ist nur ein einziger Spaltkorrekturwert für das jeweilige Falzwalzenpaar erforderlich. Wenn jedoch die Temperaturerwärmung an beiden Seiten der Falzwalzen unterschiedlich ist, wird vorzugsweise die Temperatur in der Umgebung beider Seiten des Falzwalzenpaares gemessen. Für jede Seite wird ein Spaltkorrekturwert gelesen und die Spaltweite wird an beiden Seiten dem zugeordneten Spaltkorrekturwert entsprechend korrigiert.
- Die Temperatur-Spaltkorrekturwert-Kennlinie kann empirisch ermittelt werden, indem beispielsweise die Spaltweite zwischen zwei Falzwalzen eines Falzwalzenpaares bei einer Referenztemperatur auf einen optimalen Wert eingestellt wird, beispielsweise durch das aus der
EP 0 511 488 A1 bekannte Verfahren. Anschließend werden bei unterschiedlichen Temperaturen, bei denen die Spaltweite nicht mehr optimal ist, die Positionierantriebe so eingestellt, dass wieder ein optimaler Falzvorgang möglich ist. Der hierfür erforderliche Verstellweg wird dann direkt oder indirekt, beispielsweise durch Signaländerungen, gemessen und in die Kennlinie eingetragen. Durch Interpolation ergeben sich hierdurch für die einzelnen Falzwalzenpaare Kennlinien, aus denen für bestimmte Temperaturen die erforderlichen Spaltkorrekturen genommen werden können. Diese Kennlinien werden in dem Speicher der Prozesseinrichtung hinterlegt. - Die Messungen der Spaltweitenveränderungen können auch optisch, mechanisch oder dergleichen durch eine Spaltweitenmesseinrichtung gemessen werden.
- Bevorzugt erfolgt die Korrektur der Spaltweite während des Betriebs des Falzwerks fortlaufend bei Änderungen der Temperatur.
- Zweckmäßigerweise wird die Korrektur der Spaltweite durch Verstellung der Positionierantriebe der Falzwalzen automatisch durch die Prozesseinrichtung durchgeführt. Sie kann aber auch als Hinweis an den Bediener ausgegeben werden.
- Ein Ausführungsbeispiel einer Vorrichtung, mit der das erfindungsgemäße Verfahren durchgeführt werden kann, wird nachstehend anhand der Figuren näher erläutert. Es zeigen
-
Fig. 1 schematisch ein Taschenfalzwerk im Bereich einer Falzstelle, -
Fig. 2 eine Temperatur-Spaltkorrekturwert-Kennlinie. - In
Figur 1 ist schematisch die Anordnung von zwei Falzwalzenpaaren an einer Falzstelle 10 einer Taschenfalzmaschine gezeigt, wobei ein erstes Falzwalzenpaar von Falzwalzen 12, 14 und ein zweites Falzwalzenpaar von der Falzwalze 14 und einer weiteren Falzwalze 16 gebildet wird. Für die Durchführung eines Taschenfalzvorgangs wird ein Bogen in den Walzenspalt zwischen den Falzwalzen 12, 14 eingeführt und von diesen in eine Falztasche (nicht gezeigt) transportiert, in der der Bogen an einem Anschlag anschlägt, wodurch sich eine Schlaufe bildet, die in den Walzenspalt zwischen den Falzwalzen 14, 16 eingeführt wird, wodurch eine Falzung durchgeführt wird. - Die Falzwalze 12 ist fest installiert, während die Falzwalzen 14, 16 zur Einstellung der Spaltweite der jeweiligen Walzenspalte eingestellt werden können. Auf beiden Seiten der Falzwalze 14 ist jeweils ein erster Arm eines zweiarmigen Hebels 17 bzw. 34 mit der Achse der Falzwalze 14 verbunden. Der in
Fig. 1 rechte Hebel 17 ist um eine parallel zur Achse der Falzwalze 14 verlaufende Achse 18 drehbar gelagert. An dem zweiten Arm des Hebels 17 greift eine Druckfeder 22 an, deren anderes Ende an einem gestellfesten Lagerpunkt 20 befestigt ist. Durch die Feder 22 wird die Falzwalze 14 in Richtung der Falzwalze 12 vorgespannt. Auf der der Feder 22 gegenüberliegenden Seite des zweiten Arms des Hebels 17 ist ein Positionierantrieb 24 angeordnet, der auf den zweiten Arm des Hebels 17 wirkt. Durch den Positionierantrieb 24 wird der Hebel 17 gegen die Kraft der Feder 22 zur Einstellung des Walzenspaltes zwischen den Falzwalzen 12, 14 verschwenkt. Die Verschwenkung des Hebels 34 erfolgt auf gleiche Weise durch einen Positionierantrieb 32. - An den beiden Enden der Falzwalze 16 ist auf gleiche Weise ein zweiarmiger Hebel 38 bzw. 42 mit der Achse der Falzwalze 16 verbunden, wobei die Hebel 38, 42 senkrecht zu den Hebeln 17, 34 angeordnet sind. Die Hebel 38, 42 werden jeweils durch Positionierantriebe 36 bzw. 40 gegen die Kraft von Federn 41 und 43 verschwenkt.
- Alle Antriebe 24, 32, 36, 40 werden durch einen Prozessrechner 26 gesteuert. Außerdem sind in der Nähe der linken Stirnseiten und in der Nähe der rechten Stirnseiten der Falzwalzen 12, 14, 16 zwei Temperaturmesseinrichtungen 28 bzw. 30 vorgesehen, die die Temperaturen in der Umgebung der Enden der Falzwalzen 12, 14, 16 messen und entsprechende Messwerte an den Prozessrechner 26 weitergeben.
- In dem Speicher des Prozessrechners 26 sind außerdem Temperatur-Spaltkorrekturwert-Kennlinien gespeichert, wie sie in
Figur 2 gezeigt sind. Auf der Abszisse ist die Temperatur θ und auf der Ordinate der Spaltkorrekturwert ΔSpalt aufgetragen. Die einzelnen Kennlinien gelten jeweils für die Korrektur eines Walzenspaltes, z.B. zwischen den Falzwalzen 14, 16, bei unterschiedlichen Referenztemperaturen. Die Temperatur θ, bei der die jeweilige Kennlinie die Abszisse schneidet, ist jeweils die Referenztemperatur, bei der keine Korrektur der Spaltweite erforderlich ist. - Die Walzenspalte zwischen den Falzwalzen 12, 14 bzw. 14, 16 werden beispielsweise mittels des aus der
EP 1 321 411 A1 bekannten Verfahrens auf der Basis der ermittelten Bogendicke und Bogenlänge sowie der Falzart durch den Prozessrechner 26 voreingestellt. Der Prozessrechner ermittelt dann aus den von den Temperaturmesseinrichtungen 28, 30 ermittelten Temperaturen aus den Temperatur-Spaltkorrekturwert-Kennlinien den jeweiligen Spaltkorrekturwert ΔSpalt, der erforderlich ist, damit der Walzenspalt abhängig von der gemessenen Temperatur optimal eingestellt werden kann. Dann gibt der Prozessrechner 26 ein dem jeweiligen Spaltkorrekturwert ΔSpalt, entsprechendes Signal an die entsprechenden Positionierantriebe 24, 32, 36 und 40 weiter, die daraufhin die optimale Spaltweite zwischen den Falzwalzen 12, 14 bzw. 14, 16 durch Verschwenkung der Hebel 17, 34, 38, 42 einstellen. Diese Korrektur erfolgt fortlaufend während des Betriebs der Falzmaschine. - Das erfindungsgemäße Verfahren wurde anhand eines Taschenfalzwerks beschrieben. Es kann jedoch auch zur Einstellung des Spaltweite zwischen zwei Falzwalzen in anderen Falzwerken, wie z.B. in einem Schwertfalzwerk durchgeführt werden.
Claims (8)
- Verfahren zur Korrektur einer voreingestellten Spaltweite zwischen zwei Falzwalzen (12, 14; 14, 16) wenigstens eines Falzwalzenpaares in einem Falzwerk (10), dadurch gekennzeichnet, dass- die Temperatur in der Umgebung des Falzwalzenpaares gemessen wird,- aus einer in einem Speicher eines Prozessrechners (26) abgelegten Temperatur-Spaltkorrekturwert-Kennlinie ein von der gemessenen Temperatur abhängiger Spaltkorrekturwert gelesen wird, und- die Spaltweite dem Spaltkorrekturwert entsprechend korrigiert wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass- die Temperatur in der Umgebung beider Seiten des Falzwalzenpaares gemessen wird,- für jede Seite ein Spaltkorrekturwert gelesen wird, und- die Spaltweite an beiden Seiten dem zugeordneten Spaltkorrekturwert entsprechend korrigiert wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Temperatur-Spaltkorrekturwert-Kennlinie empirisch ermittelt und in dem Speicher hinterlegt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass zur Ermittlung der Temperatur-Spaltkorrekturwert-Kennlinie Temperaturen durch eine Temperaturmesseinrichtung (14, 30) und die den jeweiligen Temperaturen entsprechenden Spaltweitenveränderungen durch eine Spaltweitenmesseinrichtung gemessen werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Änderung elektronischer Bauelemente, die zu Messungen und zur Positionierung verwendet werden und einer Wärmebewegung unterliegen, einschließlich ihrer Signalpegeländerungen in der Temperatur-Spaltkorrekturwert-Kennlinie berücksichtigt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Korrektur der Spaltweite durch Verstellung der Positionierantriebe (24, 32, 36, 40) der Falzwalzen (12, 14; 14, 16) erfolgt.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Korrektur der Spaltweite während des Betriebs des Falzwerks (10) fortlaufend erfolgt.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Korrektur der Spaltweite durch die Betätigung einer manuellen Positioniereinrichtung erfolgt.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009020645A DE102009020645B3 (de) | 2009-05-06 | 2009-05-06 | Verfahren zur Korrektur einer voreingestellten Spaltweite zwischen zwei Falzwalzen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2248751A1 EP2248751A1 (de) | 2010-11-10 |
| EP2248751B1 true EP2248751B1 (de) | 2011-12-28 |
Family
ID=42221176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10159841A Active EP2248751B1 (de) | 2009-05-06 | 2010-04-14 | Verfahren zur Korrektur einer voreingestellten Spaltweite zwischen zwei Falzwalzen |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2248751B1 (de) |
| CN (1) | CN101879997B (de) |
| AT (1) | ATE539023T1 (de) |
| DE (1) | DE102009020645B3 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE1051354A1 (sv) | 2010-12-21 | 2012-06-19 | John Bean Technologies Ab | Förbättrat sidoplattelement för ett länkorgan i ett självstaplande ändlöst transportband |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3089695A (en) * | 1960-11-07 | 1963-05-14 | Miehle Goss Dexter Inc | Folding machine roller adjusting mechanism |
| DD257052A1 (de) * | 1987-01-13 | 1988-06-01 | Polygraph Leipzig | Antrieb fuer falzwalzen und messerwellen eines falzwerkes |
| EP0511488A1 (de) * | 1991-03-26 | 1992-11-04 | Mathias Bäuerle GmbH | Papierfalzmaschine mit einstellbaren Falzwalzen |
| DE50106223D1 (de) * | 2001-12-11 | 2005-06-16 | Oppenweiler Binder Gmbh Maschb | Verfahren zur Einstellung der Falzspaltenweite mehrerer Falzwalzenpaare. |
| WO2008099895A1 (ja) * | 2007-02-14 | 2008-08-21 | Mitsubishi Heavy Industries, Ltd. | 印刷機の折り目加工用ローラの隙間調整装置及び方法、並びに印刷機 |
| FR2921353B1 (fr) * | 2007-09-24 | 2010-06-18 | Goss Int Montataire Sa | Rouleau de pliage et plieuse correspondante |
-
2009
- 2009-05-06 DE DE102009020645A patent/DE102009020645B3/de not_active Expired - Fee Related
-
2010
- 2010-04-14 AT AT10159841T patent/ATE539023T1/de active
- 2010-04-14 EP EP10159841A patent/EP2248751B1/de active Active
- 2010-05-05 CN CN201010175565.5A patent/CN101879997B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102009020645B3 (de) | 2010-07-01 |
| CN101879997B (zh) | 2014-12-31 |
| EP2248751A1 (de) | 2010-11-10 |
| CN101879997A (zh) | 2010-11-10 |
| ATE539023T1 (de) | 2012-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10247455B4 (de) | Einrichtung und Verfahren zum Regeln der Lage der Seitenkante einer kontinuierlichen Bahn | |
| EP3115204B1 (de) | Vorrichtung zur herstellung von druckerzeugnissen | |
| DE10335888B4 (de) | Verfahren und Vorrichtung zum Regeln des Gesamt-Schnittregisterfehlers einer Rollenrotationsdruckmaschine | |
| DE4305158C2 (de) | Wellpappenmaschine zur Herstellung einseitiger Wellpappe | |
| EP2411312B1 (de) | Verfahren zur korrektur einer schräglage eines auf einem falztisch eines längsfalzapparates zu falzenden produktes und längsfalzapparat | |
| DE102014221336A1 (de) | Anordnung zur Herstellung einer mindestens einseitig kaschierten, endlosen Wellpappebahn | |
| EP1551640B1 (de) | Vorrichtung und verfahren zur führung einer endlosen bahn mit hilfe einer schwenkbaren vorrichtung | |
| EP2805810B1 (de) | Anlage zur Herstellung einer einseitig kaschierten Wellpappebahn | |
| EP2024110A1 (de) | Vorrichtung zum messen der breite und/oder der bandlage eines metallbandes oder einer bramme | |
| DE112016003097T5 (de) | Verfahren zum Rillen und Schneiden von Bogenmaterialien | |
| EP1321411B1 (de) | Verfahren zur Einstellung der Falzspaltenweite mehrerer Falzwalzenpaare. | |
| DE69018490T2 (de) | Vorrichtung zum Bedrucken eines Passes und Verfahren zum Umblättern der Seiten eines Passes. | |
| EP1127826A2 (de) | Vorrichtung zur Korrektur der lateralen Position einer Bedruckstoffbahn in einer Rollenrotationsdruckmaschine | |
| EP2248751B1 (de) | Verfahren zur Korrektur einer voreingestellten Spaltweite zwischen zwei Falzwalzen | |
| DE4428593A1 (de) | Vorrichtung und Verfahren zum Messen und Regulieren der Spannung einer Bahn in dem Trichterbereich eines Falzapparates für eine Druckmaschine | |
| EP1588973B1 (de) | Falzwerk mit Falzwalzenverstellung | |
| DE102009047776B4 (de) | Verfahren und Vorrichtung zum Messen einer Laufrichtung einer Substratbahn | |
| EP1588965B1 (de) | Verfahren zur Lagekontrolle eines in einer Falzmaschine transportierten Bogens | |
| DE10247471B4 (de) | Vorrichtung und Verfahren zur Führung einer kontinuierlichen Bahn mithilfe einer schwenkbaren Vorrichtung mit einer angetriebenen Walze | |
| EP1281648B1 (de) | Vorrichtung zum Transport von blattförmigen Bedruckstoffen | |
| EP1213142A2 (de) | Walzenpaaranordnung | |
| EP4005810B1 (de) | Verfahren und vorrichtung zum bedrucken eines endlosmaterials von einer materialrolle | |
| DE102011003925A1 (de) | Verfahren zur Ermittlung einer Schräglage eines durch Längsfalzen eines Produktes durch einen Längsfalzapparat erzeugten Falzbruchs sowie Längsfalzapparat mit Mitteln zur Ermittlung einer derartigen Schräglage | |
| EP2691571B1 (de) | Druckzonenregelung für einen schaber | |
| DE8915642U1 (de) | Einrichtung zum Vermindern von Makulatur in Rollenrotationsdruckmaschinen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA ME RS |
|
| 17P | Request for examination filed |
Effective date: 20110419 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 45/18 20060101AFI20110525BHEP Ipc: B65H 45/14 20060101ALI20110525BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BRZOZOWSKI, ANDREAS Inventor name: KRIEGER, EBERHARD Inventor name: STOCKLOSSA, KLAUS |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 539023 Country of ref document: AT Kind code of ref document: T Effective date: 20120115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010000301 Country of ref document: DE Effective date: 20120308 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20111228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20111228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120329 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120428 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120328 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120430 |
|
| BERE | Be: lapsed |
Owner name: MASCHINENBAU OPPENWEILER BINDER G.M.B.H. & CO. KG Effective date: 20120430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120430 |
|
| 26N | No opposition filed |
Effective date: 20121001 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010000301 Country of ref document: DE Effective date: 20121001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111228 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120414 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010000301 Country of ref document: DE Representative=s name: KROHER - STROBEL RECHTS- UND PATENTANWAELTE PA, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100414 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140422 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140423 Year of fee payment: 5 Ref country code: FR Payment date: 20140424 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140430 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150414 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150414 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150414 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20151231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150430 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 539023 Country of ref document: AT Kind code of ref document: T Effective date: 20150414 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150414 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010000301 Country of ref document: DE Representative=s name: KROHER - STROBEL RECHTS- UND PATENTANWAELTE PA, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502010000301 Country of ref document: DE Owner name: MBO POSTPRESS SOLUTIONS GMBH, DE Free format text: FORMER OWNER: MASCHINENBAU OPPENWEILER BINDER GMBH & CO. KG, 71570 OPPENWEILER, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502010000301 Country of ref document: DE Representative=s name: KROHER STROBEL RECHTS- UND PATENTANWAELTE PART, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250428 Year of fee payment: 16 |