EP1588971A1 - Verfahren und Vorrichtung zum Bearbeiten von Druckereiprodukten - Google Patents
Verfahren und Vorrichtung zum Bearbeiten von Druckereiprodukten Download PDFInfo
- Publication number
- EP1588971A1 EP1588971A1 EP05008056A EP05008056A EP1588971A1 EP 1588971 A1 EP1588971 A1 EP 1588971A1 EP 05008056 A EP05008056 A EP 05008056A EP 05008056 A EP05008056 A EP 05008056A EP 1588971 A1 EP1588971 A1 EP 1588971A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- flexible sheet
- products
- gripper
- conveyor
- workstation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 25
- 238000012545 processing Methods 0.000 claims abstract description 17
- 238000005520 cutting process Methods 0.000 claims description 9
- 238000003780 insertion Methods 0.000 claims description 4
- 230000037431 insertion Effects 0.000 claims description 4
- 239000000047 product Substances 0.000 description 80
- 230000032258 transport Effects 0.000 description 25
- 230000004087 circulation Effects 0.000 description 11
- 238000004026 adhesive bonding Methods 0.000 description 6
- 238000003462 Bender reaction Methods 0.000 description 5
- 238000002604 ultrasonography Methods 0.000 description 4
- WYWHKKSPHMUBEB-UHFFFAOYSA-N 6-Mercaptoguanine Natural products N1C(N)=NC(=S)C2=C1N=CN2 WYWHKKSPHMUBEB-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 229940095374 tabloid Drugs 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005007 materials handling Methods 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 235000012046 side dish Nutrition 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- 230000003442 weekly effect Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/08—Feeding articles separated from piles; Feeding articles to machines by grippers, e.g. suction grippers
- B65H5/085—Feeding articles separated from piles; Feeding articles to machines by grippers, e.g. suction grippers by combinations of endless conveyors and grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/003—Delivering or advancing articles from machines; Advancing articles to or into piles by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/02—Delivering or advancing articles from machines; Advancing articles to or into piles by mechanical grippers engaging the leading edge only of the articles
- B65H29/04—Delivering or advancing articles from machines; Advancing articles to or into piles by mechanical grippers engaging the leading edge only of the articles the grippers being carried by endless chains or bands
- B65H29/042—Intermediate conveyors, e.g. transferring devices
- B65H29/044—Intermediate conveyors, e.g. transferring devices conveying through a machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H37/00—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations
- B65H37/04—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations for securing together articles or webs, e.g. by adhesive, stitching or stapling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/30—Opening devices for folded sheets or signatures
- B65H5/308—Opening devices for folded sheets or signatures the folded sheets or signatures travelling in hanging position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/10—Selective handling processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/32—Orientation of handled material
- B65H2301/323—Hanging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4471—Grippers, e.g. moved in paths enclosing an area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4471—Grippers, e.g. moved in paths enclosing an area
- B65H2301/44712—Grippers, e.g. moved in paths enclosing an area carried by chains or bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4474—Pair of cooperating moving elements as rollers, belts forming nip into which material is transported
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/44795—Saddle conveyor with saddle member extending transversally to transport direction
Definitions
- the invention is in the field of materials handling and relates to a method and a Device for transporting and possibly processing flexible flat products, in particular of printed products, according to the features of the preamble of claim 1 and the features of the preamble of claim 9.
- EP 0762950 examples of such inflexible working ways are disclosed in EP 0762950 and GB 5861.
- the print product to be trimmed is gripped by the gripper of a gripper transporter Cutting station supplied, delivered to this and after trimming by the gripper of the same transporter or a second downstream Greiftransporteurs of the Cutting station transported away.
- EP 0762950 describes the printed products for the cutting process passed to clamps to stabilize them for the cutting process and in a hold fixed position. The grippers of the gripper transporter remain during the cutting process associated with the printed products in the gripping clamps, so that the printed products of each supplied to the same grippers of the cutting station and also led away from it again.
- the cutting stations are a fixed part of the transport device.
- the Today's requirements for a rapid change of production e.g. from big ones Daily newspapers on weekly magazines, web brochures and various newspapers, Magazines, etc., such devices can not or only partially meet.
- the object of the present invention is therefore to provide a device and a method for To provide, with the transport and any processing of flat flexible Products in a cost effective and flexible way.
- the to be transported flexible sheet products in particular of printed products, from the same Greiftransportor to a workstation and from this workstation again away promoted, with the aid of a control device in each case a logical association between flexible flat products and grippers of Greiftransporturs takes place.
- the workstation is as required in the transport path insertable or removable. In this way The investment and maintenance costs can be reduced to a single gripper transporter and make the work process more flexible.
- the flexible sheet products can be used by the Gripper of the transporter to be grasped at the flower or at the fold.
- This control is particularly easy to implement in the event that the logical assignment in it There is the same gripper that conveys a flexible sheet product toward the workstation has also promoted this flexible sheet product away from the workstation.
- the control device is also able to control the method so that by logical assignment of grippers and flexible flat products to each other, a gripper, the one flexible flat product has promoted to a workstation, another flexible planar Promote product away from the workstation. In this way can speed differences be mastered.
- the flexible sheet products for the Machining supported by a support element.
- the flexible sheet products are grasped by the transporter's grippers at the flower or at the fold become the products either deposited with the fold from above on the support elements or the support elements are introduced between the products and support the flexible laminar products at theirs against down-aligned fold.
- the transport can lead across several workstations that are related to the transport path of the Greiftransporteurs downstream one behind the other and / or in parallel, over points interconnected strands of Greiftransportor can be arranged.
- connection devices in particular staplers, Ultrasonic devices, devices for adhesive bonding and / or devices for Inserting flexible sheet products, and / or the end of a collection or Sammelheftumble and / or the end of a plug-in and / or Einsteckhefttier provided be.
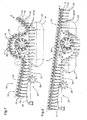
- FIGS. 1 to 8 relate to the transport of typically folded in Tabloidform sheet single or several on top of each other can be transported by means of a gripping transporter 12 and regardless of their number of single sheets / plies are referred to as printed product 16 for the sake of simplicity. It understands that other flexible sheet products 16 transported and processed in this way can be.
- the examples 1 to 8 shown is also for the sake of simplicity as Workstation 2, each showing a stapler 38 As will be explained below, It is possible depending on the desired work result, other apparatus or devices than Provide workstations 2.
- FIG. 1 shows a device 10 according to the invention with a gripping transporter 12 which is mounted on a gripper conveyor 12 endlessly circulating conveying member 15 gripper 14 transported
- the grippers 14 are provided with gripping jaws 13 equipped with those in the usual way of several folded sheets existing Printed products 16 can be taken.
- the Printed products 16 at their respective fold 18 and gripped by the grippers 14 in the conveying direction F transported.
- the fold 18 opposite flower 20 of each printed product 16 is the Following gravity downwards
- the device 10 according to the invention has an opening device in this example 22 with a circumferential Auslenkband 24 an adjoining opening wheel 26th and a helix 30 adjoining the opening wheel 26.
- More elements of here shown device 10 according to the invention are a connecting device 36, which in this Example as Rotationsheftapparat 38 is configured as well as a circulation, which at its endless Circumferential conveyor member 15 'at a defined distance from each other support elements 34 has.
- at the stapler 38 is a conventional rotary stapler on a support disc 39 has a plurality of evenly spaced stitching heads 40 such a stapler is e.g. in WO 02/36474 in FIG. 8 or also in EP0606555 and in EP0691215.
- the Support members 34 of the circulation 32 have Umbieger 42, which is used to carry out a Heftvorganges cooperate with the stitching heads 40 of the stapler 38. But it can also Umbieger be provided, which separated from the support elements and arranged by these are independently movable.
- the conveyor 10 of the device 10 according to the invention will now be described directly from the rotation, from a buffer device or any other Conveyor printed products 16 taken and fed to a workstation 2.
- the Printed products can consist of one or more single sheets / layers, and possibly in Tabloidform folded and superimposed sheet exist (not shown here).
- the feed dog 12 transports the printed products 16 into the region of Opening device 22, wherein the flowers of the printed products 16 on the circulating Auslenkband 24 of the opening device 22 accumulate, through which they in the conveying direction F be deflected, as can be seen from Fig.
- the printed products 16 are opened on the flower side and during further transport in Conveying direction F held open over the helix 30, in an allocation area 31 are the opened printed products 16 stored on the support members 34 of the circulation 32.
- the grippers 14 are not actively opened but remain closed and the support elements 34 penetrate against the clamping action of the gripper jaws 13 between the Gripping jaws 13 a.
- the distances between the grippers 14 on the conveyor 12 and the distances between the support elements 34 of Circulation 32 and their speed are matched accordingly, so that a easy assignment of the gripper 14 - and with them the printed products 16 - to the Supporting elements 34 can take place and the grippers 14 with the support elements 34 in the conveying direction F can run substantially synchronously.
- the stapler 38 takes place in the usual A stapling, wherein the integrated in the support members 34 Umbieger 42 for the Close the inserted through the stitching heads 40 in the printed products 16 wire clips to care. It is understood that the arrangement of the stitching heads on the support plate 39 of the Rotationsheftapparates 38 and the rotational speed of the support plate 39 tuned are on the distances of the gripper 14 and the support members 34 and the conveying speed in Direction F.
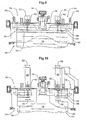
- FIGS. 2 and 3 show a further embodiment of the device 10 according to the invention which substantially corresponds to the embodiment of FIG. 1.
- the support members 34 are in the examples of Figs. 2 and 3, the support members 34 not in a circulation 32 arranged on an endless circulating conveyor member 15 ', but they are in a wheel-shaped arrangement 44 about a central axis of rotation B on a circular path K. moved
- the support members 34 may be formed in the form of known saddles or pads be or only by appropriately stable formed Umbieger (see Fig. 9 and 10).
- the the same also applies to the support elements 34 of the embodiment of FIG Inventive method as above in connection with the embodiment of FIG. 1 has been described, runs analogously in the example shown in FIG.
- the stapler 34 and the Opening device 22 and the wheel-shaped assembly 44 from the transport of the To remove transporter 12, as shown in Fig. 3.
- the stapler 38 pneumatically or hydraulically (arrow H) raised while the wheel-shaped Arrangement 44 and the opening device 22 pivoted about the rotation axis A down and be removed from the transport route (arrow 5).
- Opening device 22 and wheel-shaped Arrangement 44 are for this purpose on a common machine frame (not shown) arranged, which is mounted pivotably about the axis A.
- a lateral pivoting or pivoting in any other Direction out of the transport is also possible instead of a pneumatic or hydraulic Raising may also be provided a lowering of the stapler 38. It is also conceivable The raising or lowering to accomplish electrically, It is also conceivable the stapler 38 by such electrical, pneumatic or hydraulic means to pivot, and the Opening device 22 and the wheel-shaped assembly 44 to reduce or decrease instead to turn it.
- FIGS. 4, 5, 7 and 8 show further embodiments of the device 10 according to the invention or the inventive method, which differs from the embodiments in the FIGS. 1 to 3 essentially differ in that the grippers 14 of the conveyor 12 at the assignment to the support members 34 are opened, the printed products 16 on the Support elements 34 are stored and the gripper 14 then from the printed products 16 and the Support elements 34 away via the connecting device 36 away. Behind the stapler 38, the gripper 14 of the same transporter 12 again with the now stapled printed products 16 on the support elements 34 brought together The gripper 14 of same transporter 12 take the now stapled supported by the support members 34 Print products 16 and promote them in the direction of F.
- FIGS. 4 and 5 also differs from that in FIG. 1 shown device 10 by the geometry of the upper tower of the circulation 32th Instead of the To aim transporter 12 and then open in an approximately horizontal course, such as In FIG. 1, the upper run 50 in FIG. 4 deviates downstream of the allocation region 31 with respect to FIG Feed back 12, then about in a horizontal conveyor line in the area of Connecting device 36 and for the return of the printed products 16 to the Transporter 12 again strive for this downstream of the connecting device 36. On this way, space is created for the connection device 36 and the transport path of the Transporteurs 12 experiences less major deflections. Unlike the embodiment, As shown in FIGS. 2 and 3, it is in the example shown here in FIGS.
- the opening device 22, the circulation 32 and the connecting device 36 by Lowering move out of the transport path of the printed products 16, if the Workstation "Connect at the feed dog" should be deactivated.
- the situation with the deactivated workstation is shown in Fig. 5.
- the lowering can again pneumatic, electrically or hydraulically done for each of these elements individually or via a common machine frame. In this case, the grippers do not contact the printed products 16 In this case, it is necessary for the grippers 14 to remain closed.
- the slide control must be adjusted accordingly.
- One above the connecting device 36 arranged cover 48 prevents it during the transport of the printed products 16 on the Connecting device 36 can come to complications.
- FIG. 6 shows a further embodiment of the device 10 according to the invention, which essentially corresponds to those of FIGS. 2 and 3, the support members 34 are as in the embodiment of Figs. 2 and 3 in a wheel-shaped arrangement 44 about a central Rotation axis B moves on a circular path K.
- the printed products 16 at their respective flower 20 and gripped by the grippers 14 on the Rotationsheftapparat 38 in the conveying direction F.
- the flower 20 opposite fold 18 of each printed product 16 is the Following gravity downwards.
- the support members 34 of the wheel-shaped arrangement 44 are formed in this example sword and are before the stapling laterally inserted above between the tabloid sides of the flexible sheet products.
- the opening device is unnecessary 22. If the stapling operation should not be performed, it is possible the rotary stapler 38th and / or shut the wheel-shaped assembly 44 and / or from the transport of the Remove transporters 12.
- FIG. 7 shows an embodiment which is essentially that of FIGS. 4 and 5 corresponds, except that the upper run 50 in this embodiment viewed in section from the Deflection pulleys from an approximately straight line describing the space for the connecting device 36 to win the transport path of the carrier 12 is configured corresponding curved.
- the opposite principle is now realized.
- the Embodiment corresponds again substantially to that of FIGS. 4 and 5, except that here the transport path of the carrier 12 straight across the connecting device 36 away leads and the geometry of the upper run 50 of the circulation 32 a correspondingly larger Curvature has.
- the radius of curvature of the strand 50 to the radius be adapted to the stapling heads 40 - or in other connecting device 36, such. one Ultrasonic device the sonotrodes, etc. - describe. By this adaptation is the common way of supporting elements and associated stitching heads, sonotrodes etc longer, what has an advantageous effect on the quality of the connection.
- a support member 34 is shown with benders 42 according to the prior art, as shown in Principle e.g. already in the European patent application no. 03025534, filed on 7. November 2003 with Swiss Priority No. 2002 1886/2 of 9 November 2002 in FIG. 7
- the support element 34 is configured in the form of a saddle 46, which in the middle a Recess 70, so that the deposited on the saddle 46 printed products by a Gripper 14 can be easily taken or so that they never free of the grippers 14 must be given.
- the Umbieger 42 are integrated by means of a in the support member 34 Bender 57 actuated.
- the clincher 57 is on the printed products 16 opposite side of the support members 34 are arranged.
- the support element 34 comprises in their lateral end portions 64 of the support members 34 pivotable about axes of rotation 66 Lever means 68, each with two opposing lever arms, which on a acting support member 72 extending parallel to the longitudinal extent of the support member 34.
- Lever means 68 each with two opposing lever arms, which on a acting support member 72 extending parallel to the longitudinal extent of the support member 34.
- On the support member 72 are two spaced Umbieger 42 supported so that they can interact with the stitching heads 40 of an associated stapling device 38. With help the stitching heads 40 are known to wire staples through on the support elements lying printed products 16 encountered.
- the lever device 68 is stage-controlled (arrow 80) actuated and presses when pressed the Umbieger 42 so against the stitching heads 40 that the protruding wire ends are bent by the clincher 42.
- the Stapling apparatus 38 and the support members 34 as shown in Fig. 10, according to the invention so developed further, that now the staple can be adapted to different paper sizes.
- At least two support elements 62 are provided instead of the saddle 46, each one Stabilize Umbieger 42 and provide support for the stored printed products 16.
- the benders 42 are stage-controlled by means of a lever device 68 (arrow 80). actuated.
- a lever device 68 arrow 80
- pivotable lever 68 directly to the bender 42 a.
- the lever devices 68 are synchronized during operation but individually controlled by scenes.
- the Umbieger 42 with their lever means 68 are on a support (indicated by arrows 60) parallel to Longitudinal extent of the support member 34 movably arranged To the interaction with the To ensure stapling heads 40, these are also parallel to the longitudinal extent of the Support member 34 movable.
- each associated stitching heads 40 and bender 42 together are movable parallel to the longitudinal extent of the support member 34.
- the stapling heads 40 may e.g. parallel to the longitudinal extent of Support member 34 are moved by the support disks 39 on the axis of the Rotationshefters 38 are displaceable in the axial direction.
- a common shift with the Umbieger 42 associated with the stitching heads 40 of a support disk 39 is then carried out Connection of the bender 42 with the support plate 39, for example via a Connection bar (not shown).
- the Umbieger 42 and the stitching heads 40 and Tragusionn 39 can also independently of each other parallel to the longitudinal extent of the support member 34th be movable; the stitching heads 40 on a first support (e.g., the axle) the rotary stapler) and the benders 42 on a second carrier, which in Fig. 10 by the Arrows 58 is indicated. It is understood that in such an embodiment parallel to Longitudinal extent of the support member 34 is not mandatory with two stitches along the fold 18th a printed product 16 must be worked. There may be one, two, or more stitches, ever as needed and width of the printed product 16 in the longitudinal extent of the support member 34th be made. These are on the carriers accordingly one, two or more Umbieger 42 with their lever devices 68 and stitching heads 40 or support disks 39 with stitching heads 40 provided.
- stapling with staples also other methods of connection and Work steps can be performed on the feed dog.
- a Adhesive connection of the printed products 16 are produced.
- the device 10 according to the invention is then instead of a stapling apparatus 38 with a corresponding device for adhesive tack, as disclosed, for example, in EP0662440 and EP0628429. That too Connecting by means of ultrasound is conceivable on the conveyor.
- an apparatus for Ultrasonic bonding such as e.g. in EP390733 and EP0390734, instead of the Stapling device 38 or the device for Klebheften use.
- the support elements 34 of Circulation 32 and the wheel-shaped arrangement 44 are then designed accordingly.
- Another possible step that can be performed on the feed dog 12 is the Plug in.
- Stacks formed as described in EP1254857, in Printed products 16 are inserted from below by the conveyor via a device, as described in FIGS. 12 and 45 of EP1254857.
- the procedure is then carried out as described in paragraph 46 of EP1254857, wherein instead of the cover sheet transported by the grippers 14 of the inventive device Printed products 16 placed over the stacks to be inserted and then together with the Stacking by the gripper 14 of the same transporter 12 again taken and transported become.
- the printed products 16 can, for example, in an antecedent Work step has already been connected to the feed dog by stitching, gluing or ultrasound be.
- the device according to the invention is in the area in which it is inserted is then simply supplemented by a device as shown in EP1254857 It is clearly that thus supplements and precursors etc. can be inserted without problems.
- EP1254857 in FIG Device it is not difficult for a person skilled in the art to see that in EP1254857 in FIG Device to use, for example. one more folded or several in the fold on top of each other laid, folded sheet with their fold advancing from below into the, in the grippers 14 of the according to the invention, to insert printed products 16.
- the way inserted printed sheets can in turn already together by stapling, gluing etc. be connected to each other. After inserting this sheet, it is possible with the same transporter to get to another workstation in which the inserted Printed sheet then e.g. with the existing in the grippers 14 printed products 16 be connected by ultrasound, gluing or another connection method.
- the transporter according to the invention further products from rounds 34 or collecting drums.
- cutting stations can also be provided. These can, however, like the others Workstations also, in a simple and cost-effective manner removed from the transport route or, if necessary, be reintroduced into the transport path of the printed products 16.
- inventive device 10 of the Transporter 12 are guided in a meaningful way successive workstations, wherein the workstations the end of a Schuppestromes. Connecting stations (stapling, gluing, Ultrasound etc), the end of a collection or insertion path, a device according to FIG. 12, EP1254857 etc. can be.
- workstations for example, by lowering, lifting, pivoting removed from the transport and the Support elements in the circulations or in the wheel-shaped arrangements and the stitching heads, etc. are adaptable to paper size, great flexibility in the use of the entire Reach the plant.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Collation Of Sheets And Webs (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Intermediate Stations On Conveyors (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Packaging Of Special Articles (AREA)
- Treatment Of Fiber Materials (AREA)
- Sewing Machines And Sewing (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Threshing Machine Elements (AREA)
- General Factory Administration (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Abstract
Description
- Fig. 1
- eine erste Ausführungsform der erfindungsgemässen Vorrichtung zum Bearbeiten von Druckprodukten am Transporteur;
- Fig. 2
- eine zweite erfindungsgemässe Vorrichtung zu Bearbeiten von Druckprodukten am Transporteur in einem ersten Arbeitszustand;
- Fig. 3
- die Vorrichtung aus Fig. 2 in einem zweiten Arbeitszustand;
- Fig. 4
- eine dritte Ausführungsform der erfindungsgemässen Vorrichtung;
- Fig. 5
- die Vorrichtung aus Fig. 4 in einem zweiten Arbeitszustand;
- Fig. 6
- eine vierte Ausführungsform der erfindungsgemässen Vorrichtung;
- Fig. 7 und 8
- zwei weitere Ausführungsformen der erfindungsgemässen Vorrichtung;
- Fig. 9
- im Detail ein Stützelement mit Umbiegern gemäss Stand der Technik;
- Fig. 10
- eine erfindungsgemässes Stützelement mit Umbiegern.
Claims (15)
- Verfahren zum Transportieren und allfälligen Bearbeiten von flexiblen flächigen Produkten, insbesondere von Druckprodukten, bei dem die flexiblen flächigen Produkte mit Hilfe eines Transporteurs zu einer Arbeitsstation hin und mit diesem wieder von der Arbeitsstation weg gefördert werden, dadurch gekennzeichnet, dass die Arbeitsstation (2) flexibel aus dem Transportweg der Druckprodukte (16) entfernt werden und wieder in diesen eingeführt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Arbeitsstation (2) durch Verschwenken oder Absenken oder Anheben aus dem Transportweg des Transporteurs (12) entfernt wird, wobei diese Bewegungen vorzugsweise elektrisch und/oder hydraulisches und/oder pneumatisch durchgeführt werden.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass bei mehrteiligen Arbeitsstationen (2), die einzelnen Teile der Arbeitstation (2) durch Verschwenken oder Absenken oder Anheben aus dem Transportweg entfernt bzw. in diesen eingeführt werden, wobei die einzelnen Teile unterschiedlichen Bewegungen unterworfen sein können.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass mit Hilfe einer Steuerungseinrichtung jeweils eine logische Zuordnung zwischen flexiblen flächigen Produkten (16) und Greifern (14) des Transporteurs (12) erfolgt.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass derselbe Greifer (14), der ein flexibles flächiges Produkt (16A) zu der Arbeitsstation (2) hin gefördert hat, dieses flexible flächige Produkt (16A) auch von der Arbeitsstation (2) weg fördert.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Greifer (14) während der Bearbeitung des flexiblen flächigen Produktes (16) in der Arbeitsstation (2) mit dem flexiblen flächigen Produkt (16) synchron mitgeführt wird, wobei der Greifer (14), für die Bearbeitung geöffnet werden kann oder auch geschlossen bleiben kann.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der Greifer (14), der ein flexibles flächiges Produkt (16A) zu der Arbeitsstation (2) hin gefördert hat, ein anderes flexibles flächiges Produkt (16B) von der Arbeitsstation (2) weg fördert.
- Verfahren nach einem der Ansprüche 1 bis7, dadurch gekennzeichnet, dass das flexible flächige Produkt (16) zur Bearbeitung durch ein Stützelement (34) abgestützt wird.
- Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die flexiblen flächigen Produkte (16) auf ihrem Transport mit demselben Transporteur (12) mehreren Arbeitsstationen (2) zugeführt werden, wobei die Arbeitsstationen (2) mit Bezug auf den Transportweg des Transporteurs (12) vorzugsweise stromab hintereinander angeordnet oder in parallel geführten, über Weichen in miteinander verbunden Strängen des Transporteurs (12) angeordnet sind.
- Vorrichtung zum Transportieren und allfälligen Bearbeiten von flexiblen flächigen Produkten mit einem Transporteur, der die flexiblen flächigen Produkte zu einer Arbeitsstation hin fördert und von dieser Arbeitsstation wieder weg fördert, dadurch gekennzeichnet, dass die Arbeitsstation (2) flexibel aus dem Transportweg der flexiblen flächigen Produkte (16) entfernbar und in diesen einführbar ist
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass eine Steuereinrichtung vorgesehen ist, mit deren Hilfe eine logische Zuordnung von flexiblen flächigen Produkten (16) und Greifern (14) des Transporteurs (12) jederzeit gewährleistet ist
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, dass der Transportweg des Transporteurs (12) so gewählt ist, dass die Greifer (14) des Transporteurs (12) während der Bearbeitung des flexiblen flächigen Produktes (16) mit dem flexiblen flächigen Produkt (16) synchron mitführbar sind, wobei die Steuerung der Greifer (14), insbesondere eine Steuerkulisse für die Greifer (14) im Bereich der Bearbeitung, variabel so einstellbar ist, dass die Greifer (14) für die Bearbeitung der flexiblen flächigen Produkte (16) geöffnet werden können oder auch geschlossen bleiben können.
- Vorrichtung nach einem der Ansprüche 10 bis 12, dadurch gekennzeichnet, dass der Transporteur (12) mit seinem Transportweg über der Arbeitsstation (2) hinweg bzw. durch diese hindurch geführt ist, und die Arbeitsstation insbesondere eine Abdeckung (48) umfasst.
- Vorrichtung nach einem der Ansprüche 10 bis 13, dadurch gekennzeichnet, dass entlang des Transportweges des Transporteurs (12) mehrere Arbeitsstationen (2) vorgesehen sind, die vorzugsweise stromab hintereinander oder in durch Weichen miteinander verbundenen parallelen Strängen des Transporteurs (12) angeordnet sind.
- Vorrichtung nach einem der Ansprüche 10 bis 14, dadurch gekennzeichnet, dass als Arbeitsstationen Verbindungsvorrichtungen (36) - insbesondere Heftapparate, Ultraschalleinrichtungen, Vorrichtungen zum Klebheften - und/oder Vorrichtungen zum Einstecken von flexiblen flächigen Produkten, und/oder das Ende einer Sammel- bzw. Sammelheftstrecke und/oder das Ende einer Einsteck- und/oder Einsteckheftstrecke oder eine Schneidstation vorgesehen sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL05008056T PL1588971T3 (pl) | 2004-04-22 | 2005-04-13 | Sposób i urządzenie do obróbki produktów drukarskich |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH7072004 | 2004-04-22 | ||
| CH7072004 | 2004-04-22 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1588971A1 true EP1588971A1 (de) | 2005-10-26 |
| EP1588971B1 EP1588971B1 (de) | 2008-10-01 |
| EP1588971B2 EP1588971B2 (de) | 2019-06-19 |
Family
ID=34935098
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05008056.3A Expired - Lifetime EP1588971B2 (de) | 2004-04-22 | 2005-04-13 | Verfahren und Vorrichtung zum Bearbeiten von Druckereiprodukten |
Country Status (10)
| Country | Link |
|---|---|
| US (3) | US7591223B2 (de) |
| EP (1) | EP1588971B2 (de) |
| AT (1) | ATE409672T1 (de) |
| AU (1) | AU2007221915B2 (de) |
| CA (1) | CA2504557C (de) |
| DE (1) | DE502005005499D1 (de) |
| DK (1) | DK1588971T3 (de) |
| ES (1) | ES2310304T3 (de) |
| PL (1) | PL1588971T3 (de) |
| RU (1) | RU2397134C2 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1808306A1 (de) * | 2006-01-13 | 2007-07-18 | Ferag AG | Verfahren und Einrichtung zur Bearbeitung von Druckprodukten während ihrer Förderung |
| EP2390210A3 (de) * | 2010-05-31 | 2013-07-31 | Ferag AG | Vorrichtung und Verfahren zum öffnen von Druckereiprodukten |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2310304T3 (es) | 2004-04-22 | 2009-01-01 | Ferag Ag | Procedimiento y aparatos para manejar productos impresos. |
| EP1683612B1 (de) * | 2005-01-21 | 2016-08-03 | Ferag AG | Verfahren und Vorrichtung zum Transportieren von flexiblen flächigen Produkten und gleichzeitigen Beschneiden derselben |
| ITVR20130138A1 (it) * | 2013-06-12 | 2014-12-13 | Dainese Spa | Dispositivo di protezione personale. |
| US11958713B2 (en) * | 2019-05-15 | 2024-04-16 | Bobst Mex Sa | Sheet processing device |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191505861A (en) | 1913-10-25 | 1916-02-10 | Anonima Brevetti Caldaie A Vap | Improvements in Boilers for Locomotive Steam Engines. |
| EP0390733A2 (de) | 1989-03-30 | 1990-10-03 | Ferag AG | Verfahren zum Verbinden von Papierlagen |
| EP0390734A2 (de) | 1989-03-30 | 1990-10-03 | Ferag AG | Verfahren zur Klebebindung von Papierlagen |
| EP0606555A1 (de) | 1993-01-11 | 1994-07-20 | Ferag AG | Sammelhefter für aus gefalteten Druckbogen bestehende Druckprodukte |
| EP0628429A1 (de) | 1993-06-11 | 1994-12-14 | Ferag AG | Verfahren und Vorrichtung zum Verbinden der Bogen eines mehrblättrigen Druckereiproduktes |
| EP0662440A1 (de) | 1994-01-10 | 1995-07-12 | Ferag AG | Vorrichtung zum Klebheften von Druckereierzeugnissen |
| EP0691215A1 (de) | 1994-07-06 | 1996-01-10 | Ferag AG | Vorrichtung zum Drahtheften von Druckereiprodukten |
| EP0762950A1 (de) | 1995-05-02 | 1997-03-19 | Grapha-Holding Ag | Verfahren und vorrichtung zur handhabung von druckereierzeugnissen |
| WO2002036474A1 (de) | 2000-11-02 | 2002-05-10 | Ferag Ag | Vorrichtung zum verarbeiten von flächigen gegenständen, insbesondere druckereiprodukten |
| EP1254857A2 (de) | 2001-04-26 | 2002-11-06 | Ferag AG | Vorrichtung zum Zusammentragen flacher Gegenstände zu Stapeln und zur Weiterverarbeitung des Stapel |
| US20030019722A1 (en) * | 2001-07-30 | 2003-01-30 | Ferag Ag | Process and apparatus for combining sheet-like articles and jointly transporting them further |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3989239A (en) * | 1971-10-20 | 1976-11-02 | Speco, Inc. | Sheet stacking apparatus |
| CH645074A5 (de) * | 1980-03-11 | 1984-09-14 | Ferag Ag | Verfahren und vorrichtung zum bilden von mehrblaettrigen druckprodukten, insbesondere zeitungen und zeitschriften. |
| CH662987A5 (de) * | 1984-01-26 | 1987-11-13 | Grapha Holding Ag | Sattelheftmaschine. |
| ATE43123T1 (de) * | 1986-02-14 | 1989-06-15 | Ferag Ag | Verfahren und vorrichtung zum einbringen von wenigstens einer einlage in vorzugsweise gefaltete druckprodukte. |
| NL8701816A (nl) | 1987-08-03 | 1989-03-01 | Philips Nv | Elektrische schakeling die gebruikt kan worden in een a/d-omzetter. |
| US5961758A (en) | 1989-03-30 | 1999-10-05 | Ferag Ag | Process for manufacturing booklets |
| US5137409A (en) * | 1989-07-21 | 1992-08-11 | Ferag Ag | Joining together of printed partial products |
| EP0550828B1 (de) * | 1992-01-10 | 1995-08-09 | Ferag AG | Verfahren und Vorrichtung zum Verarbeiten von Druckereiprodukten |
| EP0659586B1 (de) * | 1993-12-21 | 1998-05-06 | Grapha-Holding Ag | Verfahren zur Beschickung von zu Druckprodukten gesammelten, mehrblättrigen Druckbogen mit Beilagen |
| EP0680916B1 (de) * | 1994-05-04 | 1998-09-23 | Ferag AG | Verfahren zum Verarbeiten von Druckereiprodukten |
| EP0686463B1 (de) † | 1994-06-08 | 1999-09-29 | Ferag AG | Einrichtung zum Beschneiden von Druckereierzeugnissen, wie z.B. Zeitungen, Zeitschriften und Broschüren, an wenigstens zwei Rändern |
| DE19500560A1 (de) * | 1995-01-11 | 1996-07-18 | Kolbus Gmbh & Co Kg | Verfahren zum Transportieren von Druckprodukten zwischen weiterverarbeitenden Buchbindemaschinen und Vorrichtung zur Durchführung des Verfahrens |
| FR2731176B1 (fr) * | 1995-03-02 | 1997-04-30 | Sidel Sa | Installation de fabrication de recipients par soufflage de preformes en matiere plastique |
| US5772391A (en) * | 1995-11-22 | 1998-06-30 | Quipp Systems, Inc. | Stacker for counting and stacking signatures delivered by a gripper conveyor |
| ATE205163T1 (de) | 1996-07-19 | 2001-09-15 | Ferag Ag | Förderanlage |
| PT1245406E (pt) * | 2001-03-29 | 2008-07-17 | Grapha Holding Ag | Dispositivo para a encadernação de lombadas, com agrafos, de produtos impressos constituídos por folhas de impressão dobradas |
| ATE299831T1 (de) † | 2001-11-08 | 2005-08-15 | Grapha Holding Ag | Einrichtung zum einsteckweisen sammeln von druckprodukten |
| ITBO20020480A1 (it) * | 2002-07-23 | 2004-01-23 | Tecnomeccanica Srl | Macchina per formare una busta filtro per contenimento di una sostanza da infusione con accumulo di filo associato alla etichetta di presa |
| US7581724B2 (en) | 2002-11-09 | 2009-09-01 | Ferag Ag | Device for collecting and processing folded printed products |
| UA60258A (uk) * | 2003-07-18 | 2003-09-15 | Михайло Олександрович Єрухімович | Екструдер для переробки термопластів і універсальна модульна лінія для виробництва плівки, гранул і погонажних виробів з термопластів |
| ES2310304T3 (es) * | 2004-04-22 | 2009-01-01 | Ferag Ag | Procedimiento y aparatos para manejar productos impresos. |
| EP1683612B1 (de) * | 2005-01-21 | 2016-08-03 | Ferag AG | Verfahren und Vorrichtung zum Transportieren von flexiblen flächigen Produkten und gleichzeitigen Beschneiden derselben |
| DE102005046683A1 (de) * | 2005-09-29 | 2007-04-05 | Heidelberger Druckmaschinen Ag | Heftvorrichtung |
-
2005
- 2005-04-13 ES ES05008056T patent/ES2310304T3/es not_active Expired - Lifetime
- 2005-04-13 DE DE502005005499T patent/DE502005005499D1/de not_active Expired - Lifetime
- 2005-04-13 AT AT05008056T patent/ATE409672T1/de active
- 2005-04-13 EP EP05008056.3A patent/EP1588971B2/de not_active Expired - Lifetime
- 2005-04-13 DK DK05008056T patent/DK1588971T3/da active
- 2005-04-13 PL PL05008056T patent/PL1588971T3/pl unknown
- 2005-04-20 CA CA2504557A patent/CA2504557C/en not_active Expired - Fee Related
- 2005-04-21 RU RU2005111731/11A patent/RU2397134C2/ru not_active IP Right Cessation
- 2005-04-22 US US11/111,948 patent/US7591223B2/en not_active Expired - Lifetime
-
2007
- 2007-10-10 AU AU2007221915A patent/AU2007221915B2/en not_active Ceased
-
2008
- 2008-03-06 US US12/043,618 patent/US20080149464A1/en not_active Abandoned
-
2011
- 2011-09-23 US US13/243,115 patent/US8342317B2/en not_active Expired - Fee Related
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191505861A (en) | 1913-10-25 | 1916-02-10 | Anonima Brevetti Caldaie A Vap | Improvements in Boilers for Locomotive Steam Engines. |
| EP0390733A2 (de) | 1989-03-30 | 1990-10-03 | Ferag AG | Verfahren zum Verbinden von Papierlagen |
| EP0390734A2 (de) | 1989-03-30 | 1990-10-03 | Ferag AG | Verfahren zur Klebebindung von Papierlagen |
| EP0606555A1 (de) | 1993-01-11 | 1994-07-20 | Ferag AG | Sammelhefter für aus gefalteten Druckbogen bestehende Druckprodukte |
| EP0628429A1 (de) | 1993-06-11 | 1994-12-14 | Ferag AG | Verfahren und Vorrichtung zum Verbinden der Bogen eines mehrblättrigen Druckereiproduktes |
| EP0662440A1 (de) | 1994-01-10 | 1995-07-12 | Ferag AG | Vorrichtung zum Klebheften von Druckereierzeugnissen |
| EP0691215A1 (de) | 1994-07-06 | 1996-01-10 | Ferag AG | Vorrichtung zum Drahtheften von Druckereiprodukten |
| EP0762950A1 (de) | 1995-05-02 | 1997-03-19 | Grapha-Holding Ag | Verfahren und vorrichtung zur handhabung von druckereierzeugnissen |
| WO2002036474A1 (de) | 2000-11-02 | 2002-05-10 | Ferag Ag | Vorrichtung zum verarbeiten von flächigen gegenständen, insbesondere druckereiprodukten |
| EP1254857A2 (de) | 2001-04-26 | 2002-11-06 | Ferag AG | Vorrichtung zum Zusammentragen flacher Gegenstände zu Stapeln und zur Weiterverarbeitung des Stapel |
| US20030019722A1 (en) * | 2001-07-30 | 2003-01-30 | Ferag Ag | Process and apparatus for combining sheet-like articles and jointly transporting them further |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1808306A1 (de) * | 2006-01-13 | 2007-07-18 | Ferag AG | Verfahren und Einrichtung zur Bearbeitung von Druckprodukten während ihrer Förderung |
| US7938389B2 (en) | 2006-01-13 | 2011-05-10 | Ferag Ag | Method and installation for processing printed products during conveyance |
| EP2390210A3 (de) * | 2010-05-31 | 2013-07-31 | Ferag AG | Vorrichtung und Verfahren zum öffnen von Druckereiprodukten |
| RU2553966C2 (ru) * | 2010-05-31 | 2015-06-20 | Фераг Аг | Устройство и способ для раскрытия печатных изделий |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2504557C (en) | 2011-10-25 |
| DE502005005499D1 (de) | 2008-11-13 |
| RU2005111731A (ru) | 2006-10-27 |
| EP1588971B1 (de) | 2008-10-01 |
| DK1588971T3 (da) | 2009-02-09 |
| AU2007221915B2 (en) | 2010-06-03 |
| AU2007221915A1 (en) | 2008-05-08 |
| CA2504557A1 (en) | 2005-10-22 |
| US20080149464A1 (en) | 2008-06-26 |
| EP1588971B2 (de) | 2019-06-19 |
| RU2397134C2 (ru) | 2010-08-20 |
| US8342317B2 (en) | 2013-01-01 |
| US20120007303A1 (en) | 2012-01-12 |
| US7591223B2 (en) | 2009-09-22 |
| PL1588971T3 (pl) | 2009-03-31 |
| US20050236757A1 (en) | 2005-10-27 |
| ES2310304T3 (es) | 2009-01-01 |
| ATE409672T1 (de) | 2008-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2113392B1 (de) | Transportvorrichtung zur Verarbeitung von Buchblocks mit Klebebinder | |
| EP0675005B1 (de) | Einrichtung zum Klebebinden von Druckereiprodukten | |
| EP0257390B1 (de) | Falzapparat | |
| EP1232978B1 (de) | Fördereinrichtung zum Sammeln und Transportieren von auf einer ersten Förderkette rittlings aufgelegten Druckbogen | |
| DE102007032604B4 (de) | Klebebinder | |
| EP3085501B1 (de) | Einrichtung für die durchführung von schneidoperationen offener formatkanten eines druckproduktes | |
| EP3482892B1 (de) | Verfahren für die durchführung von schneidoperationen offener formatkanten eines druckproduktes | |
| CH667620A5 (de) | Verfahren und vorrichtung zum sammeln von gefalzten druckbogen. | |
| EP2070718B1 (de) | Vorrichtung zum Zuführen von Buchblocks | |
| EP2049344A2 (de) | Klebebinder | |
| DE19727591A1 (de) | Verbesserter Bündelbrecher | |
| EP0712736B1 (de) | Verfahren zur Herstellung von klebegebundenen Büchern, Broschuren oder dgl. Produkten | |
| EP1334938B1 (de) | Einrichtung zur Herstellung gebundener Druckprodukte | |
| EP1588971B1 (de) | Verfahren und Vorrichtung zum Bearbeiten von Druckereiprodukten | |
| EP0659586B1 (de) | Verfahren zur Beschickung von zu Druckprodukten gesammelten, mehrblättrigen Druckbogen mit Beilagen | |
| EP1528023B1 (de) | Verfahren und Vorrichtung zur Wandlung eines Förderstromes von flachen Gegenständen | |
| EP0529204A1 (de) | Vorrichtung zum Zuführen von plattenförmigen Zuschnitten zu einer Tiefziehmaschine | |
| EP0309736A2 (de) | Verfahren zum Formen, Falzeinbrennen und Ganzpressen von Büchern und Maschine zu seiner Durchführung | |
| EP2172345B1 (de) | Verfahren zur Herstellung von klebegebundenen Buchblocks, sowie Vorrichtung zur Durchführung des Verfahrens | |
| EP0169489A1 (de) | Vorrichtung zum Falzen und Weiterverarbeiten von Druckexemplaren | |
| EP2030801B1 (de) | Verfahren zur Herstellung von aus zusammengetragenen Druckbogen gebildeten klebegebundenen Buchblocks und entsprechende Vorrichtung | |
| EP1655148B1 (de) | Einrichtung zum Klebebinden von Druckprodukten zu Druckerzeugnissen | |
| EP1683612B1 (de) | Verfahren und Vorrichtung zum Transportieren von flexiblen flächigen Produkten und gleichzeitigen Beschneiden derselben | |
| DE102004056018A1 (de) | Fördereinrichtung für durch Blattlagen gebildete Stapel | |
| DE19602610B4 (de) | Verfahren und Vorrichtung zur Bearbeitung von Bogenstapeln |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20060426 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: RENTSCH & PARTNER |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005005499 Country of ref document: DE Date of ref document: 20081113 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2310304 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081001 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090101 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090302 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090201 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081001 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081001 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081001 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: MUELLER MARTINI HOLDING AG Effective date: 20090630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081001 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: MUELLER MARTINI HOLDING AG |
|
| BERE | Be: lapsed |
Owner name: FERAG AG Effective date: 20090430 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090402 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: FERAG AG Free format text: FERAG AG#ZUERICHSTRASSE 74#8340 HINWIL (CH) -TRANSFER TO- FERAG AG#ZUERICHSTRASSE 74#8340 HINWIL (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081001 |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20170323 Year of fee payment: 13 |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20170419 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170925 Year of fee payment: 14 Ref country code: DK Payment date: 20170419 Year of fee payment: 13 Ref country code: FR Payment date: 20170419 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20170510 Year of fee payment: 13 Ref country code: FI Payment date: 20170412 Year of fee payment: 13 Ref country code: SE Payment date: 20170419 Year of fee payment: 13 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20180430 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20180501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180413 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180414 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180413 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180413 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AELC |
|
| 27A | Patent maintained in amended form |
Effective date: 20190619 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502005005499 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190619 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180414 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20220420 Year of fee payment: 18 Ref country code: DE Payment date: 20220420 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20220622 Year of fee payment: 18 Ref country code: AT Payment date: 20220421 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005005499 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 409672 Country of ref document: AT Kind code of ref document: T Effective date: 20230413 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230413 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231103 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230413 |