EP1552904A1 - Werkzeug - Google Patents
Werkzeug Download PDFInfo
- Publication number
- EP1552904A1 EP1552904A1 EP04029052A EP04029052A EP1552904A1 EP 1552904 A1 EP1552904 A1 EP 1552904A1 EP 04029052 A EP04029052 A EP 04029052A EP 04029052 A EP04029052 A EP 04029052A EP 1552904 A1 EP1552904 A1 EP 1552904A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool according
- recess
- coupling part
- support
- working
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D9/00—Wheels or drums supporting in exchangeable arrangement a layer of flexible abrasive material, e.g. sandpaper
- B24D9/006—Tools consisting of a rolled strip of flexible material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B45/00—Means for securing grinding wheels on rotary arbors
- B24B45/006—Quick mount and release means for disc-like wheels, e.g. on power tools
Definitions
- the invention relates to a tool with a support member and a disk-shaped Working part for machining.
- Such tools in which a support member or a base body respectively is connected to a working part, which is a wearing part, are in various configuration known.
- Supporting part and working part are usually driven in rotation.
- a coupling part with a female thread attached In known designs is at the working side opposite side a coupling part with a female thread attached, which is screwed onto a thread of a support member.
- connecting and disconnecting the working part from the supporting part is laborious or time consuming or just with great care to accomplish. This in particular, because such workpieces very often after a very short time have to be replaced.
- the stack height of the working parts very large, since the coupling part with the nut thread inevitably has a considerable height.
- the invention is therefore based on the object, a tool of the general Genus in such a way that the production and release of the compound between support member and working part very quickly and easily feasible is.
- the working part is a coupling part having held on the support member by means of magnetic forces becomes.
- the working part is a coupling part having held on the support member by means of magnetic forces becomes.
- the tool shown in the drawing consists in its basic Structure of a support member 1 in the form of a support plate and a Working part 2.
- the support part 1 has an existing elastic plastic Support housing 3, which has an annular contact surface 5.
- the support member 1 On its side facing away from the contact surface 5, the support member 1 a concentric with the central axis 6 arranged threaded bore 7, in which a drive shaft 8 of a tool drive, not shown screwed by means of a corresponding external thread 9 can be.
- Such tool drives may be so-called Angle grinding machines or to act straight-grinding machines.
- a Holding body 10 is arranged, in which the bore 7 is formed and the concentric with the axis 6 a shallow recess 11 with polygonal Cross section has.
- a cutout 13 is provided in each case.
- a permanent magnet 14 in the form of a flat circular disk arranged and fixed to the holding body 10, for example by gluing.
- the holding body 10 is expediently made of non-magnetizable Material, but can also be made of ferromagnetic material or partially made of ferromagnetic material, for example in the form a composite material.
- the actual working part 2 is also formed circular disk-shaped and has a counter-abutment surface 15, which in the attachment of the Working part 2 on the support member 1 against the contact surface 5 comes to rest.
- the working part 2 has approximately the diameter or the circumference of the supporting part 1 on.
- the working part 2 by an abrasive 16 formed on pad 17, wherein the counter-contact surface 15 on the the abrasive 16 side facing away from the pad 17 is formed.
- Such abrasive 16 on pad 17 are usually flexible, thus formed elastically yielding.
- a coupling part 19 made of ferromagnetic material attached. It has a polygonal shape, that of the recess 11 essentially corresponds, d. H. in this case it is an equilateral and equiangular hexagon whose flanks 20 when inserted into the recess 11 for resting against the flanks 12th the recess 11 come, creating a rotationally fixed connection between Working part 2 and supporting part 1 is produced.
- the coupling part 19 is made of ferromagnetic material, it is due to the magnetic Attraction by the permanent magnet 14 fixed in the recess 11 held. The magnetic forces act in the direction of the axes 6, 18.
- the coupling part On the side facing away from the counter-surface 15, the coupling part has 19 a flat projecting circular centering approach 21, which is tangent to the six flanks 20 of the coupling part 19.
- this centering approach 21 inserted into the recess 11, whereby the centering made is.
- the working part 2 with the coupling part 19th be twisted until the flanks 20 with the flanks 12 in coverage come, so that then the coupling part 19 to rest against the Permanent magnet 14 or leaving a small air gap in its proximity comes and the counter-investment area 15 against the investment area 5 applies.
- the trained between support part 1 and 2 working part Schnell-Befest Trents-System thus has three sub-functions, namely the axial attachment of the working part 2 and its holder during the Labor on the support part 1 by magnetic forces, the form-fitting Torque transmission between the flanks 12 and 20 and the centering during assembly by the insertable between the flanks 12 Centering approach 21.
- the ratio of the largest diameter D 19 of the coupling part 19 to the axial thickness d 19 of the coupling part 19 is 5 ⁇ D 19 / d 19 ⁇ 100 and preferably 10 ⁇ D 19 / d 19 ⁇ 30.
- the ratio of the largest diameter D 19 of the coupling part 19 to the diameter D 14 of the permanent magnet is: 1 ⁇ D 19 / D 14 ⁇ 2.
- FIGS. 5 to 7 differs from the previously described embodiment only in details. It will therefore without re-explanation for the same parts the same reference numerals. As far as functionally the same, but constructively different parts exist are the same reference numbers, but with a superscript Dash used.
- the threaded hole 7 is the contact surface 5 open.
- the recess 11 ' is bounded by flanks 12', which form about an equilateral polygon, with the individual flanks 12 'are bent in the direction of the axis 6 out and where the meeting points or intersections of abutting edges 12 'to rounded Corners 22 are formed.
- the working part 2' a Clutch part 19 ', whose all-round flanks 20' in their Shape and size of the flanks 12 'of the recess 11' correspond, so that upon engagement of the coupling part 19 'in the recess 11' the Flanks 20 'abut the flanks 12'.
- the flanks 20 ' are with rounded corners 23 joined together, giving the rounded corners 22 are adjusted.
- the flanks 12 'of the recess 11' are of the Plant surface 5 away in the holding body 10 'in toward each other inclined.
- the flanks 20 'of the coupling part 19' inclined towards each other, so that when inserting the coupling part 19 'in the recess 11 'not only a rotationally positive fit, but also a centering to the central axis 6 takes place.
- the coupling part 19 ' is one of the threaded bore 7 in size and location corresponding opening 24th designed so that - under appropriate conditions from the prime mover forth - the drive shaft shown in the first embodiment 8 may possibly also protrude through the tool.
- the diameter ratios and thickness ratios apply the comments on the first embodiment.
- the contact surface 5 may be a continuous flat surface, they but can also be defined by a variety of ribs that are not in the Individuals are shown because it does not matter here.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Abstract
Bei einem Werkzeug mit einem Tragteil (1) und einem scheibenförmigen Arbeitsteil (2) für spanende Bearbeitung weist das Tragteil (1) eine Anlage-Fläche (5) für das Arbeitsteil (2) und in der Anlage-Fläche (5) einen Permanent-Magneten (14) auf. Das Arbeitsteil (2) weist ein bei Anlage einer Gegen-Anlage-Fläche (15) an der Anlage-Fläche (5) mit dem Permanent-Magneten (14) in magnetischer Halte-Verbindung bringbares Kupplungsteil (19) aus ferromagnetischen Werkstoff auf. <IMAGE>
Description
Die Erfindung betrifft ein Werkzeug mit einem Tragteil und einem scheibenförmigen
Arbeitsteil für spanende Bearbeitung.
Derartige Werkzeuge, bei denen ein Tragteil oder ein Grundkörper jeweils
mit einem Arbeitsteil verbunden wird, der ein Verschleißteil ist, sind in
vielfältiger Ausgestaltung bekannt. Bei derartigen Arbeitsteilen handelt es
sich beispielsweise um Schleifmittel auf Unterlage, Polierscheiben, und aus
genadeltem Vlies mit eingebetteten Schleifmittel bestehende Reinigungs-Scheiben
oder Filzscheiben. Tragteil und Arbeitsteil werden in der Regel
drehend angetrieben. Bei bekannten Ausführungen ist an der der Arbeitsseite
entgegengesetzten Seite ein Kupplungsteil mit einem Muttergewinde
angebracht, das auf ein Gewinde eines Tragteils aufgeschraubt wird. In der
Regel ist das Verbinden und Lösen des Arbeitsteils vom Tragteil mühsam
oder zeitaufwändig oder nur mit großer Sorgfalt zu bewerkstelligen. Dies
gilt insbesondere, weil derartige Arbeitsteile sehr oft nach sehr kurzer Einsatzzeit
ausgewechselt werden müssen. Gerade in einem solchen Fall ist
auch die Stapelhöhe der Arbeitsteile sehr groß, da das Kupplungsteil mit
dem Muttergewinde zwangsläufig eine beträchtliche Höhe aufweist.
Aus der EP 1 007 282 B1 ist es bekannt, ein blattförmiges Schleifmittel an
einem magnetisierten Träger zu befestigen. Hierzu weist das Schleifmittel
eine ferromagnetische Metallfolie auf. Dies ist für Werkzeuge der vorstehend
geschilderten Art nicht geeignet.
Der Erfindung liegt daher die Aufgabe zugrunde, ein Werkzeug der allgemeinen
Gattung so auszugestalten, dass das Herstellen und Lösen der Verbindung
zwischen Tragteil und Arbeitsteil sehr schnell und einfach durchführbar
ist.
Diese Aufgabe wird erfindungsgemäß durch die Merkmale des Anspruches
1 gelöst. Der Kern der Erfindung liegt darin, dass das Arbeitsteil ein Kupplungsteil
aufweist, das an dem Tragteil mittels Magnetkräften gehalten
wird. Durch die Weiterbildung durch Anspruch 2 und insbesondere die
weiteren Ausgestaltungen nach den Ansprüchen 3 bis 6 und 15 bis 17 wird
zusätzlich eine formschlüssige Drehmomentübertragungsmöglichkeit und
Zentrierung geschaffen. Die Ansprüche 12 bis 14 geben wieder, dass einerseits
eine großflächige, auch zugfeste Verbindung zwischen Kupplungsteil
und Permanent-Magneten geschaffen wird, dass andererseits aber die Stapelhöhe
der Arbeitsteile durch das Kupplungsteil nicht nennenswert beeinflusst
wird.
Die weiteren Unteransprüche geben vorteilhafte Ausgestaltungen wieder.
Weitere Merkmale, Vorteile und Einzelheiten der Erfindung ergeben sich
aus der nachfolgenden Beschreibung von Ausführungsbeispielen anhand
der Zeichnung. Es zeigt
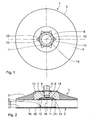
- Fig. 1
- eine Draufsicht auf die Anlage-Fläche eines Tragteils eines erfindungsgemäßen Werkzeugs,
- Fig. 2
- das Werkzeug nach der Erfindung im Querschnitt in Explosionsdarstellung,
- Fig. 3
- eine Draufsicht auf die Gegen-Anlage-Fläche des Arbeitsteils des Werkzeugs,
- Fig. 4
- einen Schnitt durch eine Explosionsdarstellung eines Kupplungsteils mit einem Permanent-Magneten,
- Fig. 5
- eine Draufsicht auf die Anlage-Fläche eines Tragteils eines weiteren Ausführungsbeispiels,
- Fig. 6
- das Werkzeug nach dem weiteren Ausführungsbeispiel im Querschnitt in Explosionsdarstellung und
- Fig. 7
- eine Draufsicht auf die Gegen-Anlage-Fläche des Arbeitsteils des weiteren Ausführungsbeispiels.
Das in der Zeichnung dargestellte Werkzeug besteht in seinem grundsätzlichen
Aufbau aus einem Tragteil 1 in Form eines Stütz-Tellers und einem
Arbeitsteil 2. Der Tragteil 1 weist ein aus elastischem Kunststoff bestehendes
Trag-Gehäuse 3 auf, das eine kreisringförmige Anlage-Fläche 5 aufweist.
Auf seiner der Anlage-Fläche 5 abgewandten Seite weist das Tragteil
1 eine konzentrisch zur Mittel-Achse 6 angeordnete Gewinde-Bohrung
7 auf, in die eine Antriebs-Welle 8 eines nicht dargestellten Werkzeug-Antriebs
mittels eines entsprechenden Außen-Gewindes 9 eingeschraubt
werden kann. Bei derartigen Werkzeug-Antrieben kann es sich um sogenannte
Winkel-Schleif-Maschinen oder um Gerad-Schleif-Maschinen handeln.
Im Trag-Gehäuse 3, und zwar auf der Seite der Anlage-Fläche 5, ist ein
Halte-Körper 10 angeordnet, in dem die Bohrung 7 ausgebildet ist und der
konzentrisch zur Achse 6 eine flache Ausnehmung 11 mit polygonalem
Querschnitt aufweist. Im vorliegenden Fall wird die Ausnehmung 11 durch
Flanken 12 eines gleichseitigen und gleichwinkligen Vielecks, beispielsweise
eines Sechsecks, gebildet. An den Schnittstellen zweier benachbarter
Flanken 12 ist jeweils eine Ausschneidung 13 vorgesehen.
In der Ausnehmung 11 - und zwar gegenüber der Anlage-Fläche 5 versenkt
- ist ein Permanent-Magnet 14 in Form einer flachen Kreisscheibe
angeordnet und am Halte-Körper 10, beispielsweise durch Kleben, befestigt.
Der Halte-Körper 10 besteht zweckmäßigerweise aus nicht magnetisierbarem
Werkstoff, kann aber auch aus ferromagnetischem Werkstoff
oder teilweise aus ferromagnetischem Werkstoff, beispielsweise in Form
eines Verbundwerkstoffs, bestehen.
Der eigentliche Arbeitsteil 2 ist ebenfalls kreisscheibenförmig ausgebildet
und weist eine Gegen-Anlage-Fläche 15 auf, die bei der Anbringung des
Arbeitsteils 2 am Tragteil 1 gegen die Anlage-Fläche 5 zur Anlage kommt.
Das Arbeitsteil 2 weist etwa den Durchmesser bzw. den Umfang des Tragteils
1 auf. Im vorliegenden Fall ist das Arbeitsteil 2 durch ein Schleifmittel
16 auf Unterlage 17 gebildet, wobei die Gegen-Anlage-Fläche 15 auf der
dem Schleifmittel 16 abgewandten Seite der Unterlage 17 ausgebildet ist.
Derartige Schleifmittel 16 auf Unterlage 17 sind üblicherweise biegsam,
also elastisch nachgiebig ausgebildet.
Konzentrisch zur Mittel-Achse 18 des Arbeitsteils 2 ist auf der Gegen-Anlage-Fläche
15 ein Kupplungsteil 19 aus ferromagnetischem Material
befestigt. Es weist eine polygonale Form auf, die derjenigen der Ausnehmung
11 im Wesentlichen entspricht, d. h. im vorliegenden Fall handelt es
sich um ein gleichseitiges und gleichwinkliges Sechseck, dessen Flanken
20 beim Einsetzen in die Ausnehmung 11 zur Anlage an den Flanken 12
der Ausnehmung 11 kommen, wodurch eine drehfeste Verbindung zwischen
Arbeitsteil 2 und Tragteil 1 hergestellt wird. Da das Kupplungsteil
19 aus ferromagnetischem Werkstoff besteht, wird es aufgrund der magnetischen
Anziehung durch den Permanent-Magnet 14 fest in der Ausnehmung
11 gehalten. Die magnetischen Kräfte wirken in Richtung der Achsen
6, 18. Da derartige Arbeitsteile 2, wie beispielsweise Schleifmittel 16
auf Unterlage 17, oder Polier-Scheiben oder Reinigungs-Scheiben schräg
zu der zu bearbeitenden Fläche eingesetzt werden, wobei also die Achsen
6, 18 nicht senkrecht zur zu bearbeitenden Fläche stehen, werden die Arbeitsteile
2 beim Arbeitseinsatz samt dem elastischen Trag-Gehäuse 3 verbogen,
wodurch zwischen dem Kupplungsteil 19 und dem Magneten 14
das Kupplungsteil 19 vom Magneten 14 hebende Kräfte ausgeübt werden.
Der Magnet 14 muss stark genug sein, derartige Kräfte aufzubringen. Er
dient also nicht nur dazu, ein Herunterfallen des Arbeitsteils 2 vom Tragteil
1 zu verhindern.
Auf der der Gegen-Anlage-Fläche 15 abgewandten Seite weist das Kupplungsteil
19 einen flachen vorspringenden kreisförmigen Zentrier-Ansatz
21 auf, der mit den sechs Flanken 20 des Kupplungsteils 19 tangiert. Beim
Ansetzen des Arbeitsteils 2 an den Tragteil 1 wird zuerst dieser Zentrier-Ansatz
21 in die Ausnehmung 11 eingeführt, wodurch die Zentrierung hergestellt
ist. Anschließend kann der Arbeitsteil 2 mit dem Kupplungsteil 19
so weit verdreht werden, bis die Flanken 20 mit den Flanken 12 in Überdeckung
kommen, so dass dann der Kupplungsteil 19 zur Anlage gegen den
Permanent-Magneten 14 oder unter Verbleib eines kleinen Luftspalts in
dessen Nähe kommt und die Gegen-Anlage-Fläche 15 sich gegen die Anlage-Fläche
5 anlegt. Das zwischen Tragteil 1 und Arbeitsteil 2 ausgebildete
Schnell-Befestigungs-System hat also drei Teilfunktionen, nämlich die
axiale Befestigung des Arbeitsteils 2 und dessen Halterung während des
Arbeitseinsatzes am Tragteil 1 durch Magnetkräfte, die formschlüssige
Drehmomentübertragung zwischen den Flanken 12 und 20 und die Zentrierung
bei der Montage durch den zwischen die Flanken 12 einsetzbaren
Zentrier-Ansatz 21.
Für das Verhältnis des Durchmesser D2 des Arbeitsteils 2 im Verhältnis
zum größten Durchmesser D19 des Kupplungsteils 19 gilt: 1 <D2/D19 ≤10,
wobei der kleine Wert dieses Verhältnisses für besonders kleine Durchmesser
D2 des Arbeitsteils 2 von beispielsweise etwa 20 mm gilt, während
das große Verhältnis für große Werte von D2 gilt, beispielsweise im Bereich
von 200 mm oder mehr. Für den in der Praxis vorkommenden
Durchmesser D2 gilt: 20 mm ≤D2 ≤250 mm.
Obwohl die geschilderte Schnell-Spann-Verbindung zwischen Arbeitsteil 2
und Tragteil 1 primär bei rotierend antreibbaren Arbeits-Teilen eingesetzt
wird, kann sie auch bei primär linear antreibbaren Arbeitsteilen eingesetzt
werden, beispielsweise bei Schwingschleifern. Wenn dort nur eine Kupplung
vorhanden ist, schützt die geschilderte Ausgestaltung gegen ein unerwünschtes
Verdrehen des Arbeitsteils relativ zum Tragteil.
Wie sich weiterhin aus Fig. 4 ergibt, gilt für das Verhältnis des größten
Durchmessers D19 des Kupplungsteils 19 zur axialen Dicke d19 des Kupplungsteils
19 5 ≤D19/d19 ≤100 und bevorzugt 10 ≤D19/d19 ≤30. Für das
Verhältnis des größten Durchmessers D19 des Kupplungsteils 19 zum
Durchmesser D14 des Permanent-Magneten gilt: 1 < D19/D14 ≤2.
Aus den vorstehenden Angaben ist erkennbar, dass das Kupplungsteil 19
bezogen auf seinen Durchmesser D19 und seine Dicke d19 einerseits und auf
den Durchmesser D2 des Arbeitsteils 2 andererseits außerordentlich flach
ist. Die Stapelhöhe der Arbeitsteile 2 als Verschleiß- und Auswechselteile
wird durch das Kupplungsteil 19 also nur geringfügig beeinflusst.
Das Ausführungsbeispiel nach den Fig. 5 bis 7 unterscheidet sich von dem
zuvor geschilderten Ausführungsbeispiel nur in Details. Es werden daher
ohne erneute Erläuterung für gleiche Teile die gleichen Bezugsziffern verwendet.
Soweit funktionell gleiche, aber konstruktiv andere Teile vorhanden
sind, werden die gleichen Bezugsziffern, jedoch mit einem hochgesetzten
Strich verwendet.
Es sind mehrere - im konkreten Fall sechs - Permanent-Magnete 14' vorgesehen,
die in gleichen Winkelabständen um die Gewinde-Bohrung 7 im
Halte-Körper 10' angebracht sind. Die Gewinde-Bohrung 7 ist zur Anlage-Fläche
5 hin offen. Die Ausnehmung 11' wird von Flanken 12' begrenzt,
die etwa ein gleichseitiges Polygon bilden, wobei die einzelnen Flanken
12' in Richtung zur Achse 6 hin durchgebogen sind und wobei die Treffpunkte
bzw. Schnittpunkte aneinanderstoßender Flanken 12' zu abgerundeten
Ecken 22 geformt sind.
In Anpassung an das geänderte Tragteil 1' weist das Arbeitsteil 2' ein
Kupplungsteil 19' auf, dessen rundum verlaufende Flanken 20' in ihrer
Form und Größe den Flanken 12' der Ausnehmung 11' entsprechen, so
dass beim Einrasten des Kupplungsteils 19' in die Ausnehmung 11' die
Flanken 20' an den Flanken 12' anliegen. Auch die Flanken 20' sind mit
abgerundeten Ecken 23 miteinander verbunden, die den abgerundeten Ecken
22 angepasst sind. Die Flanken 12' der Ausnehmung 11' sind von der
Anlage-Fläche 5 weg hin in den Halte-Körper 10' hinein aufeinander zu
geneigt. In gleicher Weise sind die Flanken 20' des Kupplungsteils 19'
aufeinander zu geneigt, so dass beim Einführen des Kupplungsteils 19' in
die Ausnehmung 11' nicht nur ein drehfester Formschluss, sondern auch
eine Zentrierung zur Mittel-Achse 6 hin erfolgt. Im Kupplungsteil 19' ist
eine der Gewinde-Bohrung 7 in Größe und Lage entsprechende Öffnung 24
ausgebildet, so dass - bei entsprechenden Bedingungen von der Antriebsmaschine
her - die beim ersten Ausführungsbeispiel dargestellte Antriebs-Welle
8 gegebenenfalls auch durch das Werkzeug hindurchragen kann.
Hinsichtlich der Durchmesserverhältnisse und Dickenverhältnisse gelten
die Ausführungen zum ersten Ausführungsbeispiel.
Anstelle von sechs Permanent-Magneten 14' kann selbstverständlich auch
eine andere Zahl von beispielsweise vier Permanent-Magneten vorgesehen
sein. Die Anlagefläche 5 kann eine durchgehend ebene Fläche sein, sie
kann aber auch durch eine Vielzahl von Rippen definiert sein, die nicht im
Einzelnen dargestellt sind, weil es hierbei hierauf nicht ankommt.
Claims (20)
- Werkzeug
mit einem Tragteil (1, 1'),
mit einem scheibenförmigen Arbeitsteil (2, 2') für eine spanende Bearbeitung, und
mit einer gemeinsamen Mittel-Achse (6)
wobei das Tragteil (1, 1') eine Anlage-Fläche (5) für das Arbeitsteil (2, 2') und in der Anlage-Fläche (5) mindestens einen Permanent-Magneten (14, 14') aufweist,
wobei das Arbeitsteil (2, 2') eine Gegen-Anlage-Fläche (15) für die Anlage-Fläche (5) aufweist; und
wobei das Arbeitsteil (2, 2') ein bei Anlage der Gegen-Anlage-Fläche (15) an der Anlage-Fläche (5) mit dem mindestens einen Permanent-Magneten (14, 14') in magnetische Halte-Verbindung bringbares Kupplungsteil (19, 19') aus ferromagnetischem Werkstoff aufweist. - Werkzeug nach Anspruch 1, dadurch gekennzeichnet, dass der mindestens eine Permanent-Magnet (14, 14') in einer Ausnehmung (11, 11') des Tragteils (1, 1') angeordnet ist und
dass das Kupplungsteil (19, 19') in die Ausnehmung (11, 11') eintaucht. - Werkzeug nach Anspruch 2, dadurch gekennzeichnet, dass die Ausnehmung (11, 11') einen unrunden Querschnitt aufweist und
dass das Kupplungsteil (19, 19') einen dem Querschnitt der Ausnehmung (11, 11') angepassten unrunden Querschnitt aufweist. - Werkzeug nach Anspruch 3, dadurch gekennzeichnet, dass die Ausnehmung (11, 11') und das Kupplungsteil (19, 19') einen polygonalen Querschnitt aufweisen.
- Werkzeug nach Anspruch 4, dadurch gekennzeichnet, dass die Ausnehmung (11, 11') und das Kupplungsteil (19, 19') einen Querschnitt in Form eines gleichseitigen und gleichwinkligen Vielecks aufweisen.
- Werkzeug nach einem der Ansprüche 2 bis 5, dadurch gekennzeichnet, dass das Kupplungsteil (19) einen der Ausnehmung (11) angepassten kreisförmigen Zentrier-Ansatz (21) aufweist.
- Werkzeug nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass das Tragteil (1, 1') ein Trag-Gehäuse (3) und einen von diesem mindestens teilweise umschlossenen Halte-Körper (10, 10') aufweist.
- Werkzeug nach Anspruch 7, dadurch gekennzeichnet, dass das Trag-Gehäuse (3) aus Kunststoff besteht.
- Werkzeug nach Anspruch 7 oder 8, dadurch gekennzeichnet, dass der Halte-Körper (10, 10') aus Metall besteht.
- Werkzeug nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass das Tragteil (1, 1') einen Anschluss für einen Drehantrieb aufweist.
- Werkzeug nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass das Arbeitsteil (2, 2') als Schleifmittel (16) auf Unterlage (17) ausgebildet ist.
- Werkzeug nach einem der Ansprüche 1 bis 11, insbesondere nach Anspruch 8, dadurch gekennzeichnet, dass das Trag-Gehäuse (3) aus einem elastisch nachgiebigen Material besteht.
- Werkzeug nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass für das Verhältnis des größten Durchmessers (D19) des Kupplungsteils (19) zu dessen Dicke (d19) gilt: 5 ≤D19/d19 ≤100.
- Werkzeug nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass für das Verhältnis des größten Durchmessers (D2) des Arbeitsteils (2) zu dem größten Durchmesser (D19) des Kupplungsteils (19) gilt: 1 < D2/D19 ≤10.
- Werkzeug nach Anspruch 4, dadurch gekennzeichnet, dass die Ausnehmung (11') und das Kupplungsteil (19') nach innen durchgebogene Flanken (12', 20') aufweisen.
- Werkzeug nach Anspruch 15, dadurch gekennzeichnet, dass jeweils einander benachbarte Flanken (12') der Ausnehmung (11') und jeweils einander benachbarte Flanken (20') des Kupplungsteils (19') mittels abgerundeter Ecken (22, 23) miteinander verbunden sind.
- Werkzeug nach Anspruch 15, dadurch gekennzeichnet, dass die Flanken (12') der Ausnehmung (11') von der Anlage-Fläche (5) in das Tragteil (1') hinein aufeinander zu geneigt sind.
- Werkzeug nach einem der Ansprüche 1 bis 17, dadurch gekennzeichnet, dass im Tragteil (1') mehrere Permanent-Magnete (14') angeordnet sind.
- Werkzeug nach Anspruch 18, dadurch gekennzeichnet, dass die Permanent-Magnete (14') in gleichen Winkelabständen und im Abstand zu der Mittel-Achse (6) angeordnet sind.
- Werkzeug nach Anspruch 11, dadurch gekennzeichnet, dass das Arbeitsteil (2, 2') biegsam ausgebildet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004001546A DE102004001546A1 (de) | 2004-01-10 | 2004-01-10 | Werkzeug |
| DE102004001546 | 2004-01-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1552904A1 true EP1552904A1 (de) | 2005-07-13 |
Family
ID=34585385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04029052A Withdrawn EP1552904A1 (de) | 2004-01-10 | 2004-12-08 | Werkzeug |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20050153640A1 (de) |
| EP (1) | EP1552904A1 (de) |
| CN (1) | CN1636676A (de) |
| AU (1) | AU2005200072A1 (de) |
| BR (1) | BRPI0500010A (de) |
| CA (1) | CA2490460A1 (de) |
| DE (1) | DE102004001546A1 (de) |
| MX (1) | MXPA05000402A (de) |
| ZA (1) | ZA200410251B (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2735402A1 (de) * | 2012-11-23 | 2014-05-28 | Guido Valentini | Tragbares Maschinenwerkzeug zum Schleifen oder Polieren eines Werkstücks |
| EP3736084A1 (de) | 2019-05-07 | 2020-11-11 | Guido Valentini | Handhaltbares elektrowerkzeug zum schleifen oder polieren eines werkstücks |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202006013890U1 (de) * | 2006-09-01 | 2006-11-16 | C. & E. Fein Gmbh | Werkzeugbefestigung |
| EP2286959B1 (de) * | 2009-08-22 | 2014-05-07 | August Rüggeberg GmbH & Co. KG | Schrupp-Schleif-Werkzeug |
| USD623034S1 (en) | 2009-12-18 | 2010-09-07 | Techtronic Power Tools Technology Limited | Tool arbor |
| USD619152S1 (en) | 2009-12-18 | 2010-07-06 | Techtronic Power Tools Technology Limited | Adapter |
| CN102259328B (zh) * | 2010-05-28 | 2014-07-30 | 南京德朔实业有限公司 | 用于将工作元件适配到动力工具轴端的适配器 |
| US8616562B2 (en) | 2010-06-16 | 2013-12-31 | Robert Bosch Gmbh | Adapter for coupling an accessory tool to a drive member of a power tool |
| USD646542S1 (en) | 2010-09-29 | 2011-10-11 | Milwaukee Electric Tool Corporation | Accessory interface for a tool |
| USD651062S1 (en) | 2010-09-29 | 2011-12-27 | Milwaukee Electric Tool Corporation | Tool interface for an accessory |
| USD653523S1 (en) | 2010-09-29 | 2012-02-07 | Milwaukee Electric Tool Corporation | Adapter for a tool |
| ES2401775B1 (es) * | 2011-05-18 | 2014-09-05 | Herramientas De Diamante, S.A. | Muela en dos partes para mecanizado |
| CN102962689A (zh) * | 2012-11-05 | 2013-03-13 | 无锡新大力电机有限公司 | 一种电机底板加工支撑装置 |
| US9555554B2 (en) | 2013-05-06 | 2017-01-31 | Milwaukee Electric Tool Corporation | Oscillating multi-tool system |
| CN203650462U (zh) * | 2013-12-17 | 2014-06-18 | 浙江荣鹏气动工具有限公司 | 一种摆动工具的主机与配件的连接固定装置 |
| US10299653B2 (en) * | 2017-04-08 | 2019-05-28 | Mytee Products, Inc. | Disk with engagement system for surface cleaning machine |
| EP3501732B1 (de) * | 2018-03-21 | 2020-05-13 | Guido Valentini | Handgeführte werkzeugmaschine zum schleifen oder polieren eines werkstücks zur realisierung von zwei verschiedenen arbeitsbewegungen |
| USD931069S1 (en) | 2019-05-03 | 2021-09-21 | Tti (Macao Commercial Offshore) Limited | Blade |
| USD876502S1 (en) * | 2019-08-16 | 2020-02-25 | Terry Ali | Hex driver foam sander |
| KR102282979B1 (ko) * | 2019-11-28 | 2021-07-28 | 한국로봇융합연구원 | 스탠드형 그라인더 |
| EP3892419B1 (de) * | 2020-04-06 | 2024-08-14 | Guido Valentini | Doppel- und einseitiges polier- oder schleifelement zur befestigung an einem handgeführten elektrowerkzeug und elektrowerkzeug mit einem solchen polier- oder schleifelement |
| WO2022108785A1 (en) | 2020-11-18 | 2022-05-27 | Milwaukee Electric Tool Corporation | Accessory for an oscillating power tool |
| US20230249318A1 (en) * | 2022-02-10 | 2023-08-10 | Russell Lewis | Centering Post Assembly |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3342199A1 (de) * | 1982-11-29 | 1984-05-30 | F.I.M.A. S.n.c., Binago, Como | Vorrichtung zum loesbaren verbinden von schleifwerkzeugen mit der welle von honmaschinen |
| US4607464A (en) * | 1984-11-13 | 1986-08-26 | Minnesota Mining And Manufacturing Company | Coated abrasive back up pad |
| US4667447A (en) * | 1983-08-31 | 1987-05-26 | Minnesota Mining And Manufacturing Company | Coated abrasive sheet material magnetically attached to a support surface on an abrading tool |
| DE4011761A1 (de) * | 1990-04-11 | 1991-10-17 | Tentec Gmbh Werkzeuge Maschine | Schwingschleifmaschine |
| DE4444496A1 (de) * | 1994-12-14 | 1996-06-20 | Metec Cnc Praezisionsteile Gmb | Adapter zum Anschluß wechselbarer Werkzeuge an ein Arbeitsgerät |
| US6116998A (en) * | 1997-01-13 | 2000-09-12 | Struers A/S | Attachment means and use of such means for attaching a sheet-formed abrasive or polishing means to a magnetized support |
| US6302775B1 (en) * | 2000-03-22 | 2001-10-16 | Motorola, Inc. | Apparatus and method for cold cross-sectioning of soft materials |
| US20010041650A1 (en) * | 1999-09-07 | 2001-11-15 | Nikon Corporation | Polishing device and polishing pad component exchange device and method |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3912411A (en) * | 1971-09-22 | 1975-10-14 | Robert H Moffat | Thread latching mechanism |
| US6033293A (en) * | 1997-10-08 | 2000-03-07 | Lucent Technologies Inc. | Apparatus for performing chemical-mechanical polishing |
| US6224474B1 (en) * | 1999-01-06 | 2001-05-01 | Buehler, Ltd. | Magnetic disc system for grinding or polishing specimens |
| US6089963A (en) * | 1999-03-18 | 2000-07-18 | Inland Diamond Products Company | Attachment system for lens surfacing pad |
| US6244941B1 (en) * | 1999-03-30 | 2001-06-12 | Speedfam - Ipec Corporation | Method and apparatus for pad removal and replacement |
| US6394887B1 (en) * | 1999-04-19 | 2002-05-28 | Stillman Eugene Edinger | Apparatus for use with automated abrading equipment |
| EP1369200B1 (de) * | 2001-03-05 | 2007-08-01 | Elm Inc. | Vorrichtung zum polieren von optischen platten |
-
2004
- 2004-01-10 DE DE102004001546A patent/DE102004001546A1/de not_active Withdrawn
- 2004-12-08 EP EP04029052A patent/EP1552904A1/de not_active Withdrawn
- 2004-12-14 CA CA002490460A patent/CA2490460A1/en not_active Abandoned
- 2004-12-20 ZA ZA200410251A patent/ZA200410251B/en unknown
- 2004-12-22 US US11/017,921 patent/US20050153640A1/en not_active Abandoned
-
2005
- 2005-01-06 BR BR0500010-6A patent/BRPI0500010A/pt not_active Application Discontinuation
- 2005-01-07 MX MXPA05000402A patent/MXPA05000402A/es unknown
- 2005-01-10 AU AU2005200072A patent/AU2005200072A1/en not_active Abandoned
- 2005-01-10 CN CNA2005100003706A patent/CN1636676A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3342199A1 (de) * | 1982-11-29 | 1984-05-30 | F.I.M.A. S.n.c., Binago, Como | Vorrichtung zum loesbaren verbinden von schleifwerkzeugen mit der welle von honmaschinen |
| US4667447A (en) * | 1983-08-31 | 1987-05-26 | Minnesota Mining And Manufacturing Company | Coated abrasive sheet material magnetically attached to a support surface on an abrading tool |
| US4607464A (en) * | 1984-11-13 | 1986-08-26 | Minnesota Mining And Manufacturing Company | Coated abrasive back up pad |
| DE4011761A1 (de) * | 1990-04-11 | 1991-10-17 | Tentec Gmbh Werkzeuge Maschine | Schwingschleifmaschine |
| DE4444496A1 (de) * | 1994-12-14 | 1996-06-20 | Metec Cnc Praezisionsteile Gmb | Adapter zum Anschluß wechselbarer Werkzeuge an ein Arbeitsgerät |
| US6116998A (en) * | 1997-01-13 | 2000-09-12 | Struers A/S | Attachment means and use of such means for attaching a sheet-formed abrasive or polishing means to a magnetized support |
| US20010041650A1 (en) * | 1999-09-07 | 2001-11-15 | Nikon Corporation | Polishing device and polishing pad component exchange device and method |
| US6302775B1 (en) * | 2000-03-22 | 2001-10-16 | Motorola, Inc. | Apparatus and method for cold cross-sectioning of soft materials |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2735402A1 (de) * | 2012-11-23 | 2014-05-28 | Guido Valentini | Tragbares Maschinenwerkzeug zum Schleifen oder Polieren eines Werkstücks |
| EP3736084A1 (de) | 2019-05-07 | 2020-11-11 | Guido Valentini | Handhaltbares elektrowerkzeug zum schleifen oder polieren eines werkstücks |
Also Published As
| Publication number | Publication date |
|---|---|
| MXPA05000402A (es) | 2005-07-12 |
| CA2490460A1 (en) | 2005-07-10 |
| US20050153640A1 (en) | 2005-07-14 |
| CN1636676A (zh) | 2005-07-13 |
| BRPI0500010A (pt) | 2005-09-06 |
| DE102004001546A1 (de) | 2005-08-04 |
| AU2005200072A1 (en) | 2005-07-28 |
| ZA200410251B (en) | 2005-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1552904A1 (de) | Werkzeug | |
| EP1741515B1 (de) | Werkzeug | |
| DE3718932C2 (de) | ||
| EP0911116B1 (de) | Schleifkörper und Befestigungsvorrichtung | |
| AT519694B1 (de) | Trägerkörper für ein Schleif- oder ein Schneidwerkzeug | |
| EP0286837A1 (de) | Messereinsatz | |
| DE4326793C1 (de) | Rotativ antreibbares Bürstenaggregat | |
| EP3219440B1 (de) | Adaptersystem für eine bodenbearbeitungsmaschine, bodenbearbeitungsmaschine und werkzeug hierfür | |
| EP1859903A1 (de) | Rotationswerkzeug zur Oberflächenbearbeitung | |
| EP0307550A1 (de) | Schwenkbare Werkzeugaufnahme für Roboter | |
| DE202008013750U1 (de) | Vorrichtung zum Abschlagen von Graten von flachen Werkstücken | |
| DE4000402C2 (de) | ||
| DE60306774T2 (de) | Zylindertrommel mit schleifelementen | |
| DE2904114A1 (de) | Schleifkopf | |
| EP1559525B1 (de) | Rotierbares Werkzeug | |
| DE102008027141A1 (de) | Schleifscheibe | |
| EP2897774A1 (de) | Vorrichtung zur flächenbearbeitung von böden und belägen | |
| DE102013009129B4 (de) | Verbesserte abrasive Vorrichtung | |
| WO2008014807A1 (de) | Polierwerkzeug | |
| DE3539666C1 (de) | Motorisch angetriebene,handgefuehrte Maschine zum Entgraten,insbesondere von gelochten oder gestanzten Blechen | |
| DE69607194T2 (de) | Drahtbürsteneinheit für winkelschleifer | |
| DE19629626C1 (de) | Schleifwerkzeug zum Schleifen von insbesondere keramischen Werkstücken o. dgl. | |
| DE19922318C2 (de) | Bearbeitungswerkzeug für eine Straßenbelag-Bearbeitungsmaschine | |
| DE2533261A1 (de) | Fraeser zur bearbeitung sphaerischer flaechen | |
| DE4322283B4 (de) | Werkzeug für eine Werkzeugmaschine zum Abtragen von Material von einer Werkstück-Oberfläche |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| AKX | Designation fees paid | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20060114 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |