EP1526967B1 - Zentriereinheit für eine siebdruckvorrichtung - Google Patents
Zentriereinheit für eine siebdruckvorrichtung Download PDFInfo
- Publication number
- EP1526967B1 EP1526967B1 EP03792195A EP03792195A EP1526967B1 EP 1526967 B1 EP1526967 B1 EP 1526967B1 EP 03792195 A EP03792195 A EP 03792195A EP 03792195 A EP03792195 A EP 03792195A EP 1526967 B1 EP1526967 B1 EP 1526967B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- servo
- centering system
- centering
- plate
- plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000007650 screen-printing Methods 0.000 title claims description 10
- 238000012545 processing Methods 0.000 claims description 2
- 239000000969 carrier Substances 0.000 abstract description 7
- 238000010276 construction Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 238000001514 detection method Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F15/00—Screen printers
- B41F15/14—Details
- B41F15/16—Printing tables
- B41F15/18—Supports for workpieces
- B41F15/26—Supports for workpieces for articles with flat surfaces
Definitions
- the invention relates to a centering device for a screen printing device with arranged in a support plane for printing plates or discs stop rollers that come to rest on the outer edge of the plates or discs and secure their location for further processing.
- EP-A-1 193 060 discloses a centering device for a screen printing machine with stop rollers arranged in a support plane for plates to be printed.
- each opposite stop rollers mechanically, eg via chain spindles or toothed belt to couple with each other, so that when adjusting the stop rollers cover the opposite stop rollers the same way and thus centering on the disc or plate center is guaranteed.
- This approach allows compensation of dimensional tolerances of the discs or plates.
- a disadvantage is the very complex mechanical construction, which must be designed so that a rotation and a displacement of the plates or discs is possible.
- the stop rollers in their direction of movement defined by the construction. Plates or discs with certain external dimensions, such as the side windows of motor vehicles, can not be positioned with such facilities.
- the invention has the object of providing a centering device of the type mentioned in such a way that with relatively little construction cost centering of plates or discs of any shape is in each case aligned with the plate or disc center possible.
- the stop rollers are mounted on longitudinally adjustable servo axes in a centering device of the type mentioned, which lie above the support plane and in turn are mounted on carriers which are arranged on a stationary frame and above the support plane.
- a centering is possible in a relatively simple manner;
- the opposite stop rollers can be moved synchronously so that disc or plate tolerances can be compensated.
- all movements and position detections can be stored, so that they can be retrieved in a new print job.
- the centering force itself can be adjusted via the torque of the servo axes. It is also possible to transfer the plate data to the positioning system via a CAD system. This eliminates the need to scan the plates by the servo axes.
- the servo axes are pivotally mounted on the carriers, so that their effective direction is adjustable.
- the carriers may be provided with spaced holes for this purpose and the servo axes with pins anchorable in them. In this way, adjustment of the effective axes is possible without much effort. This may be necessary for certain disc or plate shapes, as will be explained later.
- the support plane can be preceded by a transport path and assigned to a conveyor belt running parallel to it, from which the plates or discs can be lifted into the support plane via a lifting device.
- This lifting device may advantageously be provided with a plurality of ball guides lying in one plane, which can be raised together in the support plane via the plane formed by the conveyor belt. The plates or discs are then on the ball guides and can be adjusted in a simple and easy way by operating the servo axes in the desired centering position.
- the stop rollers are expedient from one side of the servo axes. They can be arranged at a distance adjustable on the servo axes, for example, pivotable, so that they can be swung down to come into contact with the outer contours of the discs or plates from a first inoperative position in the operating position.
- a centering device 1 which has a stand 2, which can be erected on a floor, not shown, in which plates 3 can be centered in the manner explained below.
- the centering device 1 is preceded by a transport device 4 with a roller conveyor on which the plates 3 in the direction of the arrow 6 of the centering device 1 can be supplied.
- a support frame 7 is provided with four cross members 8 adjacent to the transport device 4, which are equipped with four upwardly directed ball guides 9.
- the ball guides 9 and the uppermost contour of each ball lie in a common plane.
- the ball guides 4 therefore support the plate 3 in the position of the centering device 1 shown in FIGS. 1, 2 and 3. 4 makes it clear that in a starting position, namely, when the plate 3 is first retracted from the roller conveyor 5 in the direction of the arrow 6 in the centering device 1, the frame 7 with the ball guides 9 below the transport plane for the plate 3 is located, which is received within the frame 1 by a in Fig. 1 and 3, not shown, from FIGS. 2 and 4 but apparent conveyor belt 10 and transported in the direction of the arrows 11 in the centering device 1 in. If this is done, then the frame 7 is raised to the height shown in FIGS. 1 and 3, so that the ball guides 9 together form a supporting plane 12 for the plate 3.
- a support means in the form of a frame with three perpendicular to the supports 8 extending profile supports 13 is provided, which can be seen in detail in Fig. 8 and the following Fig.
- servo axes 14, 14a, 14b and 15 and 15a are arranged such that the strips surrounding the housing-like corresponding adjusting spindles lie below the carrier 13.
- the retaining strips 16 for these servo axes are, as Fig. 9 clearly shows, each attached to angle strips 17 of the carrier 13, which in turn are attached to cross members 18 at the upper edge of the frame 1.
- each servo axis is provided in a conventional manner with an adjusting spindle and with an electric drive 22, with which it is possible, for example, on a nut of the spindle guided holder 23 (FIG. 9) between a first end position 23a and a second end position 23rd to move.
- the brackets 23 are each provided with stop rollers 24 which are fixed in the embodiment of Figs. 8, 9 and following with their axes fixed to the bracket 23, but even rotatably.
- the stop rollers 24 are indeed also connected to a slidable on the servo axes 14, 15 holder, but there not shown in detail pivot lever 25, with the help of the stop rollers 24 from the plane of the support plane 12 upwards can be without the servo axes 14, 15 must be moved to this.
- FIGS. 8 and 9, which is also retained in the following FIGS. 10 to 13, provides, as can also be seen in the drawings, the arrangement of the stop rollers 24 at much shorter guides.
- the arrangement is thus more stable, but requires that the servo axes 14, 15 including their carrier 13 and their associated carrier system can be raised up to the insertion process of the plates 3 in the centering - see Fig. 4 - not to hinder its retraction ,
- the lifting of the support system for the servo axes 14, 15 can be done in the same manner as is the case with the top of screen printing machines, one of which - not shown - the arrow direction III (Fig. 2) of the centering device 1 is arranged downstream ,
- Fig. 4 shows first, as already indicated, that during the retraction of the plate 3 in the centering both the ball guides 9 and the stop rollers 24 are moved out of lying on the lower edge of the plate 3 support level 12 up or down.
- the ball guides 9 are moved upwards, so that they, as previously stated, form the support plane 12 for the plate 3, which is therefore no longer on the conveyor belt 10.
- the stop rollers 24 are moved into the support plane 12, which takes place either in the embodiment of FIGS. 1 to 3 by pivoting the lever 25 or, in the embodiment of FIGS. 8 and 9 by lowering the carrier 13.
- the servo axes 14 and 15 are then actuated until the stop rollers 24, as shown in Fig. 5, abut against the outer contour of the plate 3 and fix it.
- This position is recorded by providing a torque pick-up device of the drive motors 22 of the servo shafts 14, 15, which can be done, for example, by detecting the current required to operate the motors 22.
- a pick-up device can operate very sensitively, so that with a corresponding increase in torque and the thus set position of the plate 3 in the centering clearly detected and, for example, by a balance of desired and actual positions an exact centering of the plate 3 allows regardless of any tolerances in the contour of the plate 3.
- the determined values of this approached end position can also be stored in a memory device and recalled for centering a subsequent plate.
- Fig. 6 shows that the plate 3 in its centered position from below by a transport device 26, for example, with suction cups 27, detected and transported in the direction of arrow 6 from the centering direction to the screen printing machine, not shown. These operations are shown in Fig. 6, where the suction cups 27 of the transport means 26 become active before the abutment rollers 24 are removed from the plate 3. Fig.
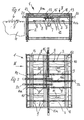
- FIGS. 8 and 10 to 13 show examples of plates 3, 3a, 3b and 3c having different outer contours which can be centered by the device according to the invention without any problems.
- 8 shows firstly that the servo axes 14 and 14a extend parallel to one another between the adjacent carriers 13 and that the servo axis 14b is arranged parallel to them on the opposite side. Not shown are perpendicular to extending servo axes, which serve to stop formation transverse to the direction of movement of the servo axes 14, 14a and 14b.
- the square plate 3 shown in Fig. 8 can be centered on the center of the centering device by the operation of the servo axes.
- the stop rollers 24 of the three servo axes are pressed for this purpose from opposite sides of the outer edges of the plate 3.
- the pressing of abutment rollers takes place at the sides perpendicular to the sides against which the abutment rollers 24 of the servo axes 14a and 14b abut the sides of the plate 3.
- FIG. 8 also makes it clear that plates up to the size 3 '- see the diagonal lines 29 - can be centered in the facility, if necessary.
- Fig. 10 shows e.g. the centering of a plate 3a with one-sided round contours.
- the centering is in principle in the same manner as that shown with reference to FIG. 8.
- the servo axes 14, 14a and 14b engage in opposite directions on the plate 3a in a direction of action, while the servo axes 15, 15a press their stop rollers 24 against the outer contour in a vertical direction of action.
- FIG. 13 shows a plate 3c with a recess contour 33 on which two abutment rollers 24 are applied by servo axes acting parallel to one another.
- the stop roller 24 acts on a servo axis 14b, and the page centering is performed by the stop rollers 24 of servo axes 15 and 15a, one of which is perpendicular to the direction of action of the servo axis 14b, the other at an angle to the axes of action of the other servo axes.
- the corresponding servo axis 15a then abuts with its stop roller 24 on the curved outer edge of the plate 3c.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Registering Or Overturning Sheets (AREA)
- Screen Printers (AREA)
- Manufacture Or Reproduction Of Printing Formes (AREA)
- Manufacturing Of Printed Wiring (AREA)
- Rotary Presses (AREA)
- Cold Cathode And The Manufacture (AREA)
Description
- Die Erfindung betrifft eine Zentriereinrichtung für eine Siebdruckvorrichtung mit in einer Auflageebene für zu bedruckende Platten oder Scheiben angeordneten Anschlagrollen, die am Außenrand der Platten oder Scheiben zur Anlage kommen und deren Lage zur Weiterbearbeitung sichern.
- Zentriereinrichtungen dieser Art sind bekannt. Die Positionierung der zu bedruckenden Platten oder Scheiben erfolgt dabei in der Regel dadurch, dass die Platten pneumatisch gegen feste Anschlagrollen gedrückt werden. Toleranzen in den Platten oder Scheibenabmessungen können bei einer solchen Vorgehensweise gegenüber der theoretischen Scheiben- oder Plattenmitte nicht ausgeglichen werden.
- EP-A-1 193 060 offenbart eine Zentriereinrichtung für eine Siebdruckmaschine mit in einer Auflageebene für zu bedruckende Platten angeordneter Anschlagrollen.
- Bekannt ist es aber auch, jeweils gegenüberliegende Anschlagrollen mechanisch, z.B. über Kettenspindeln oder Zahnriemen, untereinander zu koppeln, so dass bei einer Verstellung der Anschlagrollen die gegenüberliegenden Anschlagrollen den gleichen Weg zurücklegen und somit eine Zentrierung auf die Scheiben- oder Plattenmitte gewährleistet ist. Diese Vorgehensweise ermöglicht einen Ausgleich von Abmessungstoleranzen der Scheiben oder Platten. Nachteilig ist allerdings die sehr aufwendige mechanische Konstruktion, die so gestaltet sein muss, dass eine Verdrehung und eine Verschiebung der Platten oder Scheiben möglich wird. Dazu kommt, dass dort die Anschlagrollen in ihrer Bewegungsrichtung durch die Konstruktion definiert sind. Platten oder Scheiben mit bestimmten Außenabmessungen, z.B. die Seitenscheiben von Kraftfahrzeugen, lassen sich mit solchen Einrichtungen nicht positionieren.
- Der Erfindung liegt die Aufgabe zugrunde, eine Zentriereinrichtung der eingangs genannten Art so auszubilden, dass mit verhältnismäßig geringem Bauaufwand eine Zentrierung von Platten oder Scheiben beliebiger Form jeweils auf die Platten- oder Scheibenmitte ausgerichtet möglich wird.
- Zur Lösung dieser Aufgabe werden bei einer Zentriereinrichtung der eingangs genannten Art die Anschlagrollen an längsverstellbaren Servoachsen angebracht, die über der Auflageebene liegen und ihrerseits an Trägern angebracht sind, die an einem ortsfesten Gestell und oberhalb der Auflageebene angeordnet sind. Bei dieser Ausgestaltung ist in relativ einfacher Weise eine Mittenzentrierung möglich; die gegenüberliegenden Anschlagrollen können synchron bewegt werden, so dass Scheiben- oder Plattentoleranzen ausgleichbar sind.
- Natürlich ist es auch möglich, einzelne Anschlagrollen fest zu positionieren, wenn die Anwendung es erfordern sollte. Dabei erfolgt die Positionierung in Ausgestaltung der Erfindung durch die Erfassung der von den Servoachsen ausgeübten Drehmomente, die jeweils feinfühlig abgegriffen werden. Bei Berührung jeder Anschlagrolle mit dem Rand der Platte oder Scheibe steigt das Drehmoment an. Über die Erfassung des Drehmomentes kann somit auch die Position der Platte erfasst werden. Es ergibt sich die Möglichkeit, die Soll-Ist-Position abzugleichen, so dass die Zentrierung in einfacher Weise möglich wird.
- In Weiterbildung der Erfindung können alle Bewegungsabläufe und Positionserfassungen speicherbar sein, so dass sie bei einem neuen Druckauftrag abrufbar sind. Die Zentrierkraft selbst kann über das Drehmoment der Servoachsen eingestellt werden. Es besteht auch die Möglichkeit, die Plattendaten über ein CAD-System auf das Positioniersystem zu übertragen. Damit entfällt das Abtasten der Platten durch die Servoachsen.
- In vorteilhafter Weiterbildung der Erfindung werden die Servoachsen schwenkbar an den Trägern angebracht, so dass auch ihre Wirkrichtung verstellbar ist. Die Träger können zu diesem Zweck mit in Abständen angeordneten Löchern und die Servoachsen mit in diesen verankerbaren Stiften versehen werden. Auf diese Weise wird ohne großen Aufwand eine Einstellung der Wirkachsen möglich. Dies kann bei bestimmten Scheiben- oder Plattenformen notwendig sein, wie später noch erläutert werden wird.
- In Weiterbildung der Erfindung kann der Auflageebene eine Transportstrecke vorgeschaltet und ein parallel zu ihr verlaufendes Transportband zugeordnet sein, von dem die Platten oder Scheiben über eine Hubeinrichtung in die Auflageebene anhebbar sind. Diese Hubeinrichtung kann vorteilhaft mit mehreren in einer Ebene liegenden Kugelführungen versehen sein, die gemeinsam über die vom Transportband gebildete Ebene in die Auflageebene anhebbar sind. Die Platten oder Scheiben liegen dann auf den Kugelführungen auf und lassen sich in einfacher und leichter Weise durch Betätigung der Servoachsen in die gewünschte Zentrierposition verstellen.
- Die Anschlagrollen stehen zweckmäßig einseitig von den Servoachsen ab. Sie können dabei im Abstand verstellbar an den Servoachsen, beispielsweise schwenkbar, angeordnet sein, so dass sie, um zur Anlage an den Außenkonturen der Scheiben oder Platten zu kommen, aus einer ersten Außerbetriebsstellung in die Betriebsstellung nach unten abgeschwenkt werden können.
- Es ist aber auch möglich, die Anschlagrollen mit ihren Achsen fest an den Servoachsen anzubringen und die Träger für die Servoachsen gemeinsam anheb- und absenkbar am Gestell anzuordnen. Diese Ausgestaltung sichert eine größere Festigkeit und damit eine stabilere Anordnung von Servoachsen und Anschlagrollen zu. Die Anhebebewegung des Trägersystems selbst macht keine Schwierigkeiten. Sie kann beispielsweise in ähnlicher Weise ausgebildet werden, wie das für das Anheben und Absenken bei den Siebdruckmaschinen-Oberwerken auch vorgesehen ist.
- Die Erfindung ist anhand von Ausführungsbeispielen in der Zeichnung dargestellt und wird im folgenden erläutert. Es zeigen:
- Fig. 1
- eine Frontansicht einer Zentriereinrichtung nach der Erfindung,
- Fig. 2
- die Draufsicht auf die Einrichtung der Fig. 1, jedoch ohne die vorgeschaltete Transportstrecke,
- Fig. 3
- die Seitenansicht der Zentriereinrichtung der Fig. 2 in Richtung des Pfeiles III gesehen,
- Fig. 4 bis Fig. 7
- Darstellungen des zeitlichen Funktionsablaufes der Zuführung der Ausrichtung und des Weitertransporters einer in einer nachgeordneten Siebdruckmaschine zu bedruckenden Platte oder Scheibe,
- Fig. 8
- eine Detaildarstellung einer Zentriereinrichtung nach der Erfindung in vergrößerter Darstellung und bei einer gegenüber der Ausführungsform der Fig. 1 bis 3 abgewandelten Ausführung,
- Fig. 9
- die Darstellung eines Schnittes in Richtung der Schnittlinie IX-IX in Fig. 8,
- Fig. 10
- die schematische Darstellung eines Zentriervorganges bei einer ersten Scheibenform,
- Fig. 11
- die Darstellung in Richtung des Pfeiles XI der Fig. 10 gesehen,
- Fig. 12
- eine Darstellung ähnlich Fig. 10, jedoch bei der Zentrierung einer Platte oder Scheibe mit anderen Außenkonturen als sie in Fig. 10 gezeigt sind und
- Fig. 13
- die Darstellung ähnlich Fig. 12, jedoch für die Zentrierung einer weiteren Platten- oder Scheibenform.
- In den Fig. 1 bis 3 ist eine Zentriereinrichtung 1 gezeigt, die ein auf einem nicht gezeigten Boden aufstellbares Gestell 2 besitzt, in dem Platten 3 in der im folgenden noch erläuterten Weise zentriert werden können. Der Zentriereinrichtung 1 ist eine Transporteinrichtung 4 mit einer Rollenbahn vorgeschaltet, auf der die Platten 3 in Richtung des Pfeiles 6 der Zentriereinrichtung 1 zugeführt werden können.
- Innerhalb des Gestelles 1 ist angrenzend an die Transporteinrichtung 4 ein Tragrahmen 7 mit vier Querträgern 8 vorgesehen, die mit jeweils vier nach oben gerichteten Kugelführungen 9 bestückt sind. Die Kugelführungen 9 bzw. die jeweils oberste Kontur jeder Kugel liegen dabei in einer gemeinsamen Ebene. Die Kugelführungen 4 stützen daher die Platte 3 in der in Fig. 1, 2 und 3 gezeigten Lage der Zentriereinrichtung 1 ab. Die Fig. 4 macht dabei deutlich, dass in einer Ausgangslage, nämlich dann, wenn die Platte 3 zunächst noch von der Rollenbahn 5 aus im Sinn des Pfeiles 6 in die Zentriereinrichtung 1 eingefahren wird, der Rahmen 7 mit den Kugelführungen 9 unterhalb der Transportebene für die Platte 3 liegt, die innerhalb des Gestelles 1 von einem in den Fig. 1 und 3 nicht dargestellten, aus den Fig. 2 und 4 aber ersichtlichen Förderband 10 aufgenommen und im Sinn der Pfeile 11 in die Zentriereinrichtung 1 herein transportiert wird. Ist dies geschehen, dann wird der Rahmen 7 in die aus den Fig. 1 und 3 ersichtliche Höhe angehoben, so dass die Kugelführungen 9 gemeinsam eine Auflageebene 12 für die Platte 3 bilden.
- Im Gestell 1 ist oberhalb dieser Auflageebene 12 eine Trageinrichtung in der Form eines Rahmens mit drei senkrecht zu den Trägern 8 verlaufenden Profilträgern 13 vorgesehen, die im einzelnen auch in Fig. 8 und den folgenden Fig. zu erkennen sind. An diesen am oberen Abschluss des Gestelles 1 liegenden Trägern und unterhalb von diesen, sind jeweils sogenannte Servoachsen 14, 14a, 14b und 15 und 15a so angeordnet, dass die gehäuseartig entsprechende Verstellspindeln umgebenden Leisten unterhalb der Träger 13 liegen. Die Halteleisten 16 für diese Servoachsen sind dabei, wie Fig. 9 gut erkennen lässt, jeweils an Winkelleisten 17 der Träger 13 befestigt, die ihrerseits an Querträgern 18 an der Oberkante des Gestells 1 befestigt sind. Die Fig. 8 und 9 machen dabei deutlich, dass die Führungsgehäuse 16 für die Servoachsen 14 und 15 über U-förmige Klemmeinrichtungen 19 mit Knebelschrauben und über formschlüssig in Löcher 20 der Leisten 17 eingreifende Stifte 21 an den Trägern 13 gehalten sind. Jede Servoachse ist dabei in an sich bekannter Weise mit einer Verstellspindel und mit einem Elektroantrieb 22 versehen, mit dem es möglich ist, eine beispielsweise an einer Mutter der Spindel geführte Halterung 23 (Fig. 9) zwischen einer ersten Endlage 23a und einer zweiten Endlage 23 zu verschieben.
- Die Halterungen 23 sind jeweils mit Anschlagrollen 24 versehen, die beim Ausführungsbeispiel der Fig. 8, 9 und folgende mit ihren Achsen fest an der Halterung 23, aber selbst drehbar angeordnet sind.
- Beim Ausführungsbeispiel der Fig. 1 bis 3 sind die Anschlagrollen 24 zwar ebenfalls mit einer an den Servoachsen 14, 15 verschiebbaren Halterung verbunden, dort aber über nicht näher gezeigte Schwenkhebel 25, mit deren Hilfe die Anschlagrollen 24 aus der Ebene der Auflageebene 12 nach oben entfernt werden können, ohne dass die Servoachsen 14, 15 hierzu bewegt werden müssen.
- Die Ausführungsform der Fig. 8 und 9, die auch in den folgenden Fig. 10 bis 13 beibehalten ist, sieht, wie auch den Zeichnungen zu entnehmen ist, die Anordnung der Anschlagrollen 24 an sehr viel kürzeren Führungen vor. Die Anordnung ist dadurch stabiler, setzt aber voraus, dass die Servoachsen 14, 15 einschließlich ihrer Träger 13 und dem ihnen zugeordneten Trägersystem nach oben anhebbar sind, um beim Einführvorgang der Platten 3 in die Zentriereinrichtung - siehe Fig. 4 - dessen Einfahrvorgang nicht zu behindern. Das Anheben des Trägersystems für die Servoachsen 14, 15 kann in der gleichen Art und Weise geschehen, wie das bei den Oberwerken von Siebdruckmaschinen der Fall ist, von denen eine - nicht gezeigt - die Pfeilrichtung III (Fig. 2) der Zentriereinrichtung 1 nachgeordnet wird.
- Anhand der Fig. 4 bis 7 soll nun erläutert werden, wie die Zentrierung der Platten 3 in der Zentriereinrichtung 1 erfolgt und wie dann der Weitertransport der zentrierten Platten zu der nicht gezeigten Siebdruckmaschine vorgenommen wird.
- Die Fig. 4 zeigt zunächst, wie bereits angedeutet, dass beim Einfahrvorgang der Platte 3 in die Zentriereinrichtung sowohl die Kugelführungen 9 als auch die Anschlagrollen 24 aus der an der Unterkante der Platte 3 liegenden Auflageebene 12 nach oben bzw. unten herausgefahren sind. Wenn die Platte 3 in der Zentriereinrichtung angekommen ist, werden die Kugelführungen 9 nach oben gefahren, so dass sie, wie vorher ausgeführt wurde, die Auflageebene 12 für die Platte 3 bilden, die dadurch nicht mehr auf dem Transportriemen 10 liegt. Danach werden die Anschlagrollen 24 in die Auflageebene 12 gefahren, was entweder bei der Ausführungsform der Fig. 1 bis 3 durch Abschwenken der Hebel 25 oder, bei der Ausführungsform der Fig. 8 und 9 durch das Absenken der Träger 13 erfolgt.
- Die Servoachsen 14 und 15 werden dann betätigt, bis die Anschlagrollen 24, wie in Fig. 5 gezeigt, an der Außenkontur der Platte 3 anliegen und diese fixieren. Diese Position wird dadurch festgehalten, dass eine Abgreifeinrichtung für das Drehmoment der Antriebsmotoren 22 der Servoachsen 14, 15 vorgesehen wird, was beispielsweise aufgrund der Erfassung des für den Betrieb der Motoren 22 erforderlichen Stromes erfolgen kann. Eine solche Abgreifeinrichtung kann sehr feinfühlig arbeiten, so dass bei einem entsprechenden Anstieg des Drehmomentes auch die dadurch eingestellte Position der Platte 3 in der Zentriereinrichtung eindeutig erfasst und beispielsweise durch einen Abgleich von Soll- und Ist-Positionen eine exakte Mittenzentrierung der Platte 3 ermöglicht, die unabhängig von etwaigen Toleranzen in der Kontur der Platte 3 ist. Die ermittelten Werte dieser angefahrenen Endposition können in einer Speichereinrichtung auch gespeichert und für die Zentrierung einer nachfolgenden Platte wieder abgerufen werden.
- Es ist aber auch möglich, auf das Abgreifen des Drehmomentes und die daraus resultierende Abspeicherung der ermittelten Werte zu verzichten, wenn die Daten der zu bedruckenden Platten bekannt sind. Es besteht dann die von anderen Einrichtungen bekannte Möglichkeit, diese Plattendaten mittels eines CAD-Systems direkt auf das Positioniersystem zu übertragen und zu speichern.
Die Fig. 6 zeigt, dass die Platte 3 in ihrer zentrierten Position von unten durch eine Transporteinrichtung 26, beispielsweise mit Saugnäpfen 27, erfasst und in Pfeilrichtung 6 aus der Zentrierrichtung zu der nicht dargestellten Siebdruckmaschine befördert wird. Diese Arbeitsschritte sind in Fig. 6 gezeigt, wo die Saugnäpfe 27 der Transporteinrichtung 26 aktiv werden, ehe die Anschlagrollen 24 von der Platte 3 entfernt sind. Fig. 7 zeigt, dass danach die Anschlagrollen 24 und die Kugelführungen 9 von der Platte 3 und von der Auflageebene 12 entfernt werden, so dass die Platte 3 in Richtung des Pfeiles 6 zu der nicht dargestellten und im Sinn des Pfeiles III der Fig. 2 der Zentriereinrichtung 1 nachgeschalteten Siebdruckmaschine befördert werden kann. Danach erfolgt gemäß Fig. 4 der erneute Zuführvorgang einer weiteren Platte 3. - Die Fig. 8 und die Fig. 10 bis 13 zeigen Beispiele von Platten 3, 3a, 3b und 3c mit verschiedenen Außenkonturen, die durch die erfindungsgemäße Einrichtung ohne Probleme zentriert werden können. Die Fig. 8 zeigt zunächst, dass die Servoachsen 14 und 14a parallel zueinander zwischen den benachbarten Trägern 13 verlaufen und dass parallel zu ihnen auf der gegenüberliegenden Seite die Servoachse 14b angeordnet. Nicht gezeigt sind senkrecht dazu verlaufende Servoachsen, die zur Anschlagbildung quer zur Bewegungsrichtung der Servoachsen 14, 14a und 14b dienen.
- Die in Fig. 8 gezeigte quadratische Platte 3 lässt sich zum Mittelpunkt der Zentriereinrichtung durch die Betätigung der Servoachsen zentrieren. Die Anschlagrollen 24 der drei Servoachsen werden zu diesem Zweck von entgegengesetzten Seiten aus an die Außenkanten der Platte 3 angedrückt. In gleicher Weise erfolgt das Andrücken von Anschlagrollen an die senkrecht zu den Seiten, an denen die Anschlagrollen 24 der Servoachsen 14a und 14b anliegen, verlaufenden Seiten der Platte 3. Die Fig. 8 macht aber auch klar, dass Platten bis zur Größe 3' - siehe die diagonal verlaufenden Linien 29 - in der Einrichtung zentriert werden können, wenn dies erforderlich sein sollte. Es ist auch möglich, wie gestrichelt gezeigt, die Servoachsen 14', 14a' oder 14b' schräg zum Verlauf der Träger 13 anzuordnen dadurch, dass die Stifte 21 oder zusätzliche Stifte 28 in entsprechende Löcher 20 der Leisten 27 eingeführt werden und die Servoachsen dann durch ihre Klemmeinrichtungen 19 in dieser Lage festgelegt werden. Diese Möglichkeit eröffnet die Zentrierung von Platten 3, 3a, 3b, 3c und von Platten oder Scheiben mit noch anderen Außenkonturen in relativ einfacher Weise, was bisher nicht möglich war.
- Die Fig. 10 zeigt z.B. die Zentrierung einer Platte 3a mit einseitig runden Konturen. Hier erfolgt die Zentrierung im Prinzip in der gleichen Weise wie das anhand von Fig. 8 dargestellt ist. Die Servoachsen 14, 14a und 14b greifen in einer Wirkrichtung an gegenüberliegenden Seiten der Platte 3a an, während die Servoachsen 15, 15a in einer senkrechten Wirkrichtung ihre Anschlagrollen 24 gegen die Außenkontur drücken.
- In Fig. 12, wo nur zwei senkrecht zueinander verlaufende Außenkonturen vorliegen, drücken Servoachsen 14 und 14a in einer Richtung gegen die Außenkontur 31 der Platte 3b, während eine Servoachse 14b in etwa senkrecht auf die kurvenförmige Außenkontur 32 der Platte 3b gerichtet ist und eine weitere Servoachse 15 senkrecht zur Wirkrichtung der Servoachsen 14 und 14a ausgerichtet ist. Es wird deutlich, dass durch eine solche Anordnung und die entsprechende Anlage der Anschlagrollen 24, die Platte 3b einwandfrei in ihrer Lage fixiert werden kann und zwar mittenzentriert, so dass etwaige Toleranzen der Außenkonturen keinen Einfluss auf die Zentrierlage haben.
- Fig. 13 schließlich zeigt eine Platte 3c mit einer Aussparungskontur 33, an der zwei Anschlagrollen 24 von parallel zueinander wirkenden Servoachsen angelegt werden. Dagegen wirkt die Anschlagrolle 24 einer Servoachse 14b, und die Seitenzentrierung wird durch die Anschlagrollen 24 von Servoachsen 15 und 15a vorgenommen, von denen eine senkrecht zur Wirkrichtung der Servoachse 14b, die andere dagegen unter einem Winkel zu den Wirkachsen der anderen Servoachsen verläuft. Die entsprechende Servoachse 15a liegt dann mit ihrer Anschlagrolle 24 an dem kurvenförmigen Außenrand der Platte 3c an.
- Die gezeigten Beispiele machen daher deutlich, dass mit der erfindungsgemäßen Einrichtung alle Plattenformen mittenzentriebar sind. Aufwendige mechanische Konstruktionen sind dabei nicht erforderlich. Die Positionierung wird jeweils durch Elektroantriebe und durch eine entsprechende Steuerung derselben vorgenommen, wobei, wie vorher schon angedeutet, ein Soll-Ist-Wert abgleichmöglich ist, um die exakte Ausrichtposition zu erreichen.
- In der vorstehenden Beschreibung der Ausführungsbeispiele ist stets die Rede von der Zentrierung von Platten. Wie eingangs schon ausgeführt, können natürlich auch Scheiben, z.B. für Kraftfahrzeuge, auf diese Weise zentriert und anschließend im Siebdruckverfahren bedruckt werden, wenn dies erforderlich ist. Der Ausdruck "Platten" ist daher auch im Sinn von Scheiben zu verstehen.
Claims (12)
- Zentriereinrichtung für eine Siebdruckvorrichtung mit in einer Auflageebene (12) für zu bedruckende Platten (3, 3a, 3b) angeordneten Anschlagrollen (24), die am Außenrand der Platten (3, 3a, 3b) zur Anlage kommen und deren Lage zur Weiterbearbeitung sichern,
dadurch gekennzeichnet,dass
die Anschlagrollen (24) an längsverstellbaren Servoachsen (14, 15) angebracht sind, die über der Auflageebene (12) liegen und ihrerseits an Trägern (13) angebracht sind, die an einem ortsfesten Gestell (2) und oberhalb der Auflageebene (12) angeordnet sind. - Zentriereinrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Servoachsen (14, 15) schwenkbar an den Trägern (13) angebracht sind, so dass ihre Wirkrichtung verstellbar ist.
- Zentriereinrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das Drehmoment der Antriebsmotoren (22) der Servoachsen (14, 15) abgegriffen und zur Bestimmung der Plattenposition benutzt wird.
- Zentriereinrichtung nach Anspruch 3, dadurch gekennzeichnet, dass die Größe des Drehmomentes und die Antriebsfunktion für die Servoachsen (14, 15) in einer Speichereinheit wieder abrufbar erfasst wird.
- Zentriereinrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Plattenabmessungen über ein CAD-System auf ein Positioniersystem zur Steuerung der Servoachsen (14, 15) übertragen und gegebenenfalls gespeichert werden.
- Zentriereinrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Träger (13) mit in Abständen angeordneten Löchern (20) und die Servoachsen (14, 15) mit in diesen verankerbaren Stiften (21, 28) versehen sind.
- Zentriereinrichtung nach Anspruch 1, dadurch gekennzeichnet, dass der Auflageebene (12) eine Transportstrecke (4) vorgeschaltet und ein parallel zu ihr verlaufendes Transportband (10) zugeordnet ist, von dem die Platten (3, 3a, 3b) über eine Hubeinrichtung in die Auflageebene (12) anhebbar sind.
- Zentriereinrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die Hubeinrichtung mit mehreren in einer Ebene liegenden Kugelführungen (9) versehen ist, die gemeinsam über die vom Transportband (10) gebildete Ebene in die Auflageebene (12) anhebbar sind.
- Zentriereinrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Anschlagrollen (24) einseitig von den Servoachsen (14, 15) abstehen.
- Zentriereinrichtung nach Anspruch 9, dadurch gekennzeichnet, dass die Anschlagrollen (24) im Abstand verstellbar zu den Servoachsen (14, 15) angebracht sind.
- Zentriereinrichtung nach Anspruch 10, dadurch gekennzeichnet, dass die Anschlagrollen (24) schwenkbar, insbesondere über Schwenkhebel (25) an den Servoachsen (14, 15) angeordnet sind.
- Zentriereinrichtung nach Anspruch 9, dadurch gekennzeichnet, dass die Anschlagrollen (24) mit ihren Achsen fest an verstellbaren Halterungen der Servoachsen (14, 15) angebracht sind und dass die Träger (13) für die Servoachsen (14, 15) Teil eines anheb- und absenkbaren Rahmens sind, der an der Oberseite des Gestells (2) vorgesehen ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10237038 | 2002-08-08 | ||
| DE10237038A DE10237038C1 (de) | 2002-08-08 | 2002-08-08 | Zentriereinrichtung für eine Siebdruckvorrichtung |
| PCT/EP2003/007558 WO2004018207A1 (de) | 2002-08-08 | 2003-07-12 | Zentriereinheit für eine siebdruckvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1526967A1 EP1526967A1 (de) | 2005-05-04 |
| EP1526967B1 true EP1526967B1 (de) | 2006-09-13 |
Family
ID=29225193
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03792195A Expired - Lifetime EP1526967B1 (de) | 2002-08-08 | 2003-07-12 | Zentriereinheit für eine siebdruckvorrichtung |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7284480B2 (de) |
| EP (1) | EP1526967B1 (de) |
| AT (1) | ATE339309T1 (de) |
| AU (1) | AU2003257455A1 (de) |
| DE (2) | DE10237038C1 (de) |
| ES (1) | ES2271688T3 (de) |
| WO (1) | WO2004018207A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8215473B2 (en) * | 2008-05-21 | 2012-07-10 | Applied Materials, Inc. | Next generation screen printing system |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3918167A (en) * | 1974-03-01 | 1975-11-11 | Gerber Scientific Instr Co | Apparatus for sensing relative movement of a work table and tool |
| JPS57201657A (en) * | 1981-06-05 | 1982-12-10 | Seiko Epson Corp | Positioning mechanism for item to be printed |
| JP2614946B2 (ja) * | 1991-05-27 | 1997-05-28 | 日立テクノエンジニアリング株式会社 | スクリーン印刷機 |
| IT1283534B1 (it) * | 1996-07-26 | 1998-04-21 | Aisa Spa | Macchina per la stampa serigrafica di lastre dotata di apparecchiatura di registrazione della posizione relativa tra la lastra e il retino |
| US6300971B1 (en) * | 1998-11-06 | 2001-10-09 | Gerber Systems Corporation | Apparatus and method for handling media sheets in a photo-plotter |
| IT1319173B1 (it) * | 2000-09-29 | 2003-09-26 | Engineering S R L Ag | Dispositivo e procedimento per posizionare un prodotto da decorare inuna macchina serigrafica. |
| DE10143563A1 (de) * | 2001-09-05 | 2003-03-27 | Nexpress Solutions Llc | Einrichtung zum Einstellen eines Druckmaschinenrahmens |
| US6561078B1 (en) * | 2001-12-28 | 2003-05-13 | Mark J. Hughes | Device for separating and removing kraeusen from beer during fermentation |
-
2002
- 2002-08-08 DE DE10237038A patent/DE10237038C1/de not_active Expired - Fee Related
-
2003
- 2003-07-12 EP EP03792195A patent/EP1526967B1/de not_active Expired - Lifetime
- 2003-07-12 ES ES03792195T patent/ES2271688T3/es not_active Expired - Lifetime
- 2003-07-12 AT AT03792195T patent/ATE339309T1/de not_active IP Right Cessation
- 2003-07-12 US US10/523,469 patent/US7284480B2/en not_active Expired - Lifetime
- 2003-07-12 AU AU2003257455A patent/AU2003257455A1/en not_active Abandoned
- 2003-07-12 DE DE50305057T patent/DE50305057D1/de not_active Expired - Lifetime
- 2003-07-12 WO PCT/EP2003/007558 patent/WO2004018207A1/de not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004018207A1 (de) | 2004-03-04 |
| DE10237038C1 (de) | 2003-11-13 |
| DE50305057D1 (de) | 2006-10-26 |
| AU2003257455A1 (en) | 2004-03-11 |
| US20060162587A1 (en) | 2006-07-27 |
| ES2271688T3 (es) | 2007-04-16 |
| US7284480B2 (en) | 2007-10-23 |
| ATE339309T1 (de) | 2006-10-15 |
| EP1526967A1 (de) | 2005-05-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69518209T2 (de) | Trennvorrichtung für gruppen geschindelter formulare | |
| DE60015853T2 (de) | Halterung für Reifen und Verfahren zum Greifen derselben | |
| DE60007226T2 (de) | Vorrichtung zum Zuführen von Platten | |
| DE3609086C2 (de) | ||
| DE4339398C2 (de) | Dreheinrichtung für Transformator-Kernplatten | |
| DE69508976T2 (de) | Vorrichtung zum Zuführen von Rollen zu einer Verwendungsmaschine | |
| DE3142378A1 (de) | "maschine zur selbsttaetigen montage von reifen auf felgen" | |
| DE60203081T2 (de) | Positionierungsvorrichtung für Bögen | |
| DE10047395A1 (de) | Bogentransportsystem für eine Rotationsdruckmaschine | |
| DE3515729A1 (de) | Platteneinschiebevorrichtung zum einschieben von auf einem hubtisch abgelegten plattenfoermigen werkstuecken in plattenaufteilanlagen | |
| EP1949982B1 (de) | Walzvorrichtung und Verfahren zum Einrollen von Verbindungsstegen in Profile | |
| DE69402284T2 (de) | Vorrichtung zum Verarbeiten von Stangen insbesondere Stangen für Stahlbeton | |
| DE2751971C2 (de) | ||
| DE69012202T2 (de) | Seitenwendemechanismus für Kontobücher. | |
| EP1181228A1 (de) | Vorrichtung zum ablegen von bogen auf einen stapel | |
| EP0289749A1 (de) | Vorrichtung zum Abwickeln einer Materialbahn von einer Rolle | |
| EP1526967B1 (de) | Zentriereinheit für eine siebdruckvorrichtung | |
| DE4315513C2 (de) | Einrichtung zur Formatanpassung einer Bogenübergabetrommel | |
| EP0227887A2 (de) | Station zum Beladen des Papierrollentraegers von Tiefdruckrotationsmaschinen mit Papierrollen | |
| DE1474184A1 (de) | Vorrichtung zum Ausrichten und Zufuehren von Belegen od.dgl. | |
| DE102017111335B4 (de) | Vorrichtung zum Transportieren einer Wickelwalze bei einem Vlieswickler | |
| DE3877128T2 (de) | Vorrichtung zum verschieben von spulentransporttraegern, die aus einer scheibenartigen grundplatte und einem mittigen zapfen bestehen, in einer spinnerei. | |
| DE3220489A1 (de) | Siebdruckmaschine | |
| DE2821363C2 (de) | Einrichtung zum Aufstapeln von Blättern o.dgl. auf einer Palette sowie zum automatischen Entfernen der Blattstapel von der Stapelposition | |
| EP0597386B1 (de) | Einrichtung zum Umsetzen von Blechteilen in einer Pressenanlage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050112 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060913 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50305057 Country of ref document: DE Date of ref document: 20061026 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061213 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061213 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061213 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070226 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20060913 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2271688 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070614 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061214 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070712 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060913 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20180723 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180723 Year of fee payment: 16 Ref country code: IT Payment date: 20180720 Year of fee payment: 16 Ref country code: ES Payment date: 20180829 Year of fee payment: 16 Ref country code: DE Payment date: 20180725 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20180723 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50305057 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190712 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190712 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20201130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190713 |