EP1520833B1 - Füllmaschine - Google Patents
Füllmaschine Download PDFInfo
- Publication number
- EP1520833B1 EP1520833B1 EP04020110A EP04020110A EP1520833B1 EP 1520833 B1 EP1520833 B1 EP 1520833B1 EP 04020110 A EP04020110 A EP 04020110A EP 04020110 A EP04020110 A EP 04020110A EP 1520833 B1 EP1520833 B1 EP 1520833B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filling
- filling machine
- piston
- machine according
- lifting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000007788 liquid Substances 0.000 claims description 20
- 239000007789 gas Substances 0.000 claims description 13
- 238000003825 pressing Methods 0.000 claims description 10
- 238000011010 flushing procedure Methods 0.000 claims description 5
- 230000001954 sterilising effect Effects 0.000 claims description 5
- 239000011261 inert gas Substances 0.000 claims description 4
- 239000000523 sample Substances 0.000 description 6
- 238000010276 construction Methods 0.000 description 4
- 238000005429 filling process Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000004659 sterilization and disinfection Methods 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 235000013405 beer Nutrition 0.000 description 2
- 229910052500 inorganic mineral Inorganic materials 0.000 description 2
- 239000011707 mineral Substances 0.000 description 2
- 238000010926 purge Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 241001433879 Camarea Species 0.000 description 1
- 241000722921 Tulipa gesneriana Species 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000012263 liquid product Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 235000010755 mineral Nutrition 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
- 235000014214 soft drink Nutrition 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/24—Devices for supporting or handling bottles
- B67C3/242—Devices for supporting or handling bottles engaging with bottle necks
Definitions
- the invention relates to a filling machine for containers such as bottles, cans and the like.
- a filling machine for filling liquids in bottles with arranged on a rotor filling valves and associated lifting devices for lifting the bottles against the outlet openings according to the preamble of claim 1.
- the lifting cylinders are formed with stand or Abvantellern.
- the bottles are optionally raised using appropriate centering tulips against the outlet openings of the filling valves and lowered after completion of the filling process, discharged from the filling machine and fed to a closing machine.
- the pressurized beverage is to build up a corresponding back pressure in the bottles to be filled to avoid excessive foaming.
- the bottles before the actual filling process possibly preconnected by further measures such as pre-evacuation, flushing with a sterilization medium and the like, with the pressure prevailing in the filling machine boiler pressure using the carbon dioxide there or another inert gas biased and acted upon.
- Known constructions such as known from EP-A-0 616 971, have pressing devices which engage the container in a suitable manner - for example with a plate from the bottom of the container, in order to press the container against the filling member as required.
- the pressing force is applied in the known constructions of pressure piston arrangements, for example, stand under the bottle plate or can be provided in a hanging arrangement on the filling member.
- the pressurization of the pressure piston assembly with a pressurized gas from a separate source of pressurized gas having an adjustable and during the working stroke constant pressure. The contact pressure is thus constant during the working cycle of the filling element.
- the pressure piston assemblies are constantly pressurized, thus acting on the principle of a gas spring.
- the pressing device is lowered with guide curves o. The like. Against the piston pressure and raised.
- the contact force is applied by suitable choice of the pressure of the pressure piston arrangements Pressure gas selected from safety arrangements so high that at all to be filled on the system drinks, which may have different Karbonmaschinesdrucke, there is always sufficient pressing force to avoid blowing or leakage of gas or liquid at the edge of the container.
- the pressing force is too high, ie higher than necessary.
- the height of the contact force influences at various points of the filling device the wear of parts, such as the sealing rings or the elements of the pressing device. A usually too high sealing force is therefore disadvantageous. It is evident that a considerable pressure is exerted on the bottles themselves when pressed against the filling valves.
- Such a pressure causes on glass bottles no or at least rarely corresponding disadvantages.
- the situation is different with the plastic bottles used more and more frequently, where the clamping pressure between the filling valves and the base plates causes unacceptable and undesirable casing and contour deformation.
- lifting devices are used, which have arranged on supporting rods gripper or support surfaces for supporting the arranged on plastic bottles or other common containers in the mouth region collar.
- a filling machine of this type is known from the prior art.
- the support rods are arranged with the associated support surface as an independent component with a cam roller below the outlet channel of the filling valves.
- the present invention seeks to propose a simplified structural design, which is practically part of the treatment heads of such a filling machine and include in the treatment process in terms of media management and pressurization.
- the invention provides for a filling machine of the type mentioned above, that the lifting device in the pressing manner movable piston / ZylinderAnix is provided above the filling openings in and / or on the filling valve whose cylinder space as a passage or inlet channel for the formed to be filled container and / or discharged from this pressure media such as purge gas, clamping and biasing gas, inert gas, sterilization media is formed.
- the present invention will be described with reference to a volumetric filling machine. However, it can also be used on any other filling machine or bottle treating machine.
- the filling machine shown in FIG. 1 is one for a counter-pressure filling, for example for filling soft drinks, beer, mineral water u. Like. And consists essentially of a about a vertical machine axis in the direction of the arrow A rotating rotor 1, at the periphery of a plurality of filling points 2 is formed in the representation of FIG. 2 each of a filling element 3 and from a through a Lifting device up and down movable bottle carrier 4 exist. In Fig. 1, all filling points 2 between a bottle inlet and a bottle outlet of the filling machine, each with a plastic bottle (PET bottle) are shown occupied.
- PET bottle plastic bottle
- the bottles to be filled 5 are supplied to the filling machine via a feed dog 6, brought by means of a Einteilschnecke 7 or otherwise to the required machine spacing and passed over an inlet star 8 each a filling point of the rotor 1.
- the filled bottles 5 are removed from the filling points on an outlet star 9 and fed, for example, to a capper, not shown.
- Each filler has in the usual way, inter alia, in a housing 10 this Filling element formed liquid channel 11, which communicates with its one end via a flow meter 12 or otherwise with a part of the rotor 1 forming ring bowl 13 for the liquid product in combination.
- the liquid channel 11 forms a provided on the underside of the housing 10 discharge opening through which the liquid contents of the respective bottle 5 then flows when the liquid channel 11 also provided in the liquid valve 14 is opened.
- Each filling element 3 further has an actuating device 15 for controlling the liquid valve 14 or for controlling a valve body of this liquid valve.
- the actuating element 15 is preferably a pneumatic actuating element, which is controlled via an electromagnetic control valve 16 by a control device 17.
- each filling element 3 has, for example, a filling height-determining probe 18 which is designed, for example, as a conductivity probe and then delivers a probe signal, when filling a bottle 5, the mirror of the contents in the provided on the filling element 3 or there pressed bottle 5 a predetermined Height level has reached, in which the probe 18 is immersed in the liquid medium.
- the electronic control device 17 which is preferably a microprocessor-based device has in the illustrated embodiment a total of three inputs 19, 20 and 21, of which the input 19 to the signal output of the flow meter 12, the input 20 to the probe 18 and the input 21 at a parent, common to all filling stations of the filling machine electronic control (higher-level processor) is connected, as well as the control means 17 of the remaining filling 2 or filling elements 3.
- the control device 17 of each filling element 3 further has an output 23, via which each Filling element 3 individually associated control valve 16 is driven.
- each filling station 2 The operation of the filling machine or each filling station 2 can be described as follows: After the respective bottle 5 has been transferred from the inlet star 8 to a filling station 2, takes place in a predetermined angular range of rotation of the rotor 1 after a bias with its mouth 5 ' tight against the respective filling element 3 adjacent bottle 5 in the filling phase under counter pressure, first a volume filling the bottle 5 with the liquid contents, ie at the beginning of this filling phase, the liquid valve 14 is opened. The volume filling is then terminated by closing the liquid valve 14 when a predetermined volume of the liquid filling material has entered the bottle provided at the respective filling point 2.
- the volume charge is controlled based on the flow rate meter 12 supplied signal.
- This signal consists for example of a pulse train in which the number of pulses per unit time is a measure of the flow or volume of the liquid filling material, which has flowed through the flow meter 12 in the relevant unit of time.
- the control valve 17 controls the control valve 16 in such a way that thereby the closing of the liquid valve 14 takes place via the actuating element 15.
- the desired value for all filling stations 2 or their control devices 17 can be input jointly via the central controller 22, specifically via the signal line 24.
- the holding devices according to the invention are designed as the neck collar 25 of a bottle 5 supporting centering and attached to height-adjustable lifting rods 26.
- the lifting rods 26 are held in guides 27 of the filling element 3 and are urged by means of compression springs 28 with a guide roller 29 against a control cam 30, which causes a downward movement of the lifting elements by the adjacent guide roller 29.
- the bottles 5 are transferred to the centering surfaces.
- the bottles After taking over a supported bottle 5 and leaving the control cam area, the bottles reach the filling opening 31 of the filling element 3 and are tensioned against them only with the contact force of the springs 28. With the beginning of the filling process then begins the actual main pressing.
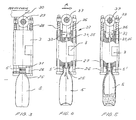
- FIGS. 3, 4 and 5 there is a piston / cylinder arrangement 32 above the filling opening 31 on the filling valve body.
- the cylinder chamber 33 formed as part of the filling valve 3 and as a pressure or inlet channel 34, 35 for the bottle to be filled 5 to be supplied and / or discharged from these pressure media, eg. As purge gas, biasing and clamping gas, inert gas, sterilization media and the like.
- the piston 36 is connected to the Hubrollenlagerung 37 or the carrier 38 and relative to the attached to the rotor Filling elements 3 movable.
- the optimum contact pressure for the bottle mouth 5 'against the outlet channel or the filling openings is always ensured.
- corresponding deflection or rinsing heads can be picked up by the holding devices, wherein the flushing medium or the rinsing pressure for pressing the rinsing heads is used.
- the piston 36 may also be designed as a correspondingly formed membrane.
Description
- Die Erfindung bezieht sich auf eine Füllmaschine für Behälter wie Flaschen, Dosen und dergl., insbesondere eine Füllmaschine zum Abfüllen von Flüssigkeiten in Flaschen mit an einem Rotor angeordneten Füllventilen und diesen zugeordneten Hubeinrichtungen zum Anheben der Flaschen gegen die Auslauföffnungen gemäss Oberbegriff des Anspruchs 1.
- Insbesondere bei der Abfüllung von unter Vorspanndruck stehenden Getränken wie zum Beispiel Mineralwasser, Bier oder anderen karbonisierten Flüssigkeiten werden Hubeinrichtungen eingesetzt, deren Hubzylinder mit Stand- bzw. Abstütztellern ausgebildet sind. Aufstehend auf diesen werden die Flaschen gegebenenfalls unter Einsatz entsprechender Zentriertulpen gegen die Auslauföffnungen der Füllventile angehoben und nach Beendigung des Füllvorganges abgesenkt, aus der Füllmaschine entlassen und einer Verschliessmaschine zugeleitet.
- Aufgrund des unter Druck stehenden Getränkes ist zur Vermeidung eines übermässigen Aufschäumens ein entsprechender Gegendruck in den zu befüllenden Flaschen aufzubauen. Zu diesem Zwecke werden die Flaschen vor dem eigentlichen Füllvorgang, gegebenenfalls unter Vorschaltung weiterer Massnahmen wie Vorevakuierung, Spülung mit einem Sterilisationsmedium und dergleichen, mit dem im Füllmaschinenkessel vorherrschenden Druck unter Verwendung der dort befindlichen Kohlensäure oder eines anderen Inertgases vorgespannt und beaufschlagt.
- Bekannte Konstruktionen, wie beispielweise bekannt aus der EP-A-0 616 971, weisen Anpresseinrichtungen auf, die in geeigneter Weise am Behälter angreifen - beispielsweise mit einem Teller vom Boden des Behältes her, um den Behälter in erforderlicherweise gegen das Füllorgan zu pressen. Die Presskraft wird bei den bekannten Konstruktionen von Druckkolbenanordnungen aufgebracht, die beispielweise unter dem Flaschenteller stehen oder auch in hängender Anordnung am Füllorgan vorgesehen sein können. Gemeinsam ist den bekannten Konstruktionen die Druckbeaufschlagung der Druckkolbenanordnung mit einem Druckgas aus einer separaten Druckgasquelle, die einen einstellbaren und während des Arbeitshubes konstanten Druck aufweist. Die Anpresskraft ist somit während des Arbeitsspieles des Füllorganes konstant. Bei den bekannten Konstruktionen sind die Druckkolbenanordnungen ständig druckbeaufschlagt, wirken also nach dem Prinzip einer Gasfeder. Die Anpresseinrichtung wird mit Führungskurven o. dgl. gegen den Kolbendruck abgesenkt und angehoben. Die Anpresskraft wird durch geeignete Wahl des Druckes des die Druckkolbenanordnungen beaufschlagenden Druckgases aus Sicherheitsanordnungen so hoch gewählt, dass bei allen auf der Anlage abzufüllenden Getränken, die unterschiedliche Karbonisierungsdrucke aufweisen können, stets ausreichende Presskraft vorliegt, um ein Ausblasen bzw. Austreten von Gas oder Flüssigkeit am Behälterrand zu vermeiden. Daraus ergibt sich aber der Nachteil, dass in der Regel die Presskraft zu hoch ist, also höher als erforderlich. Die Höhe der Anpresskraft beeinflusst aber an verschiedenen Stellen der Fülleinrichtung den Verschleiss von Teilen, wie beispielsweise der Dichtungsringe oder der Elemente der Anpresseinrichtung. Eine in der Regel zu hohe Dichtkraft ist also nachteilig. Dabei wird ersichtlich ein nicht unerheblicher Druck bei dem Anpressen gegen die Füllventile auch auf die Flaschen selbst ausgeübt. Ein solcher Druck bewirkt auf Glasflaschen keine oder jedenfalls nur selten entsprechende Nachteile. Anders verhält es sich dagegen bei den immer häufiger zum Einsatz gelangenden Kunststoffflaschen, an denen der Einspanndruck zwischen den Füllventilen und Standtellern eine nicht akzeptable und unerwünschte Mantel- und Kontur-Deformierung verursacht. Um diesen Nachteil zu vermeiden, werden Hubeinrichtungen eingesetzt, die an Tragstangen angeordnete Greifer oder Abstützflächen zur Auflage des an Kunststoffflaschen oder auch anderen gängigen Behältern im Mündungsbereich angeordneten Halskragens aufweisen. Eine Füllmaschine dieser Art ist aus den Stand der Technik bekannt. Die Tragstangen sind dabei mit der zugeordneten Abstützfläche als eigenständiges Bauteil mit einer Kurvenrolle unterhalb des Austrittkanals der Füllventile angeordnet.
- Ausgehend von einer solchen bekannten Tragstangen-Hubeinrichtung liegt der Erfindung die Aufgabe zugrunde, eine vereinfachte konstruktive Ausbildung vorzuschlagen, die praktisch Teil der Behandlungsköpfe einer solchen Füllmaschine ist und in dem Behandlungsvorgang hinsichtlich der Medienführung einzuschließen und Druckbeaufschlagung ist.
- Zur Lösung dieser Aufgabe sieht die Erfindung bei einer Füllmaschine der eingangs genannten Art vor, dass oberhalb der Abfüllöffnungen in und/oder an dem Füllventil eine die Hubeinrichtung im anpressenden Sinne bewegbare Kolben/ZylinderAnordnung vorgesehen ist, deren Zylinderraum als Durch- oder Eintrittskanal für die dem zu füllenden Behälter zuzuführenden und/oder aus diesem abzuführenden Druckmedien wie Spülgas, Spann- und Vorspanngas, Inertgas, Sterilisationsmedien ausgebildet ist.
- Mit einer solchen Ausbildung ist eine äußerst einfache, kompakte und mit dem Füllventil in einer einheitlichen Funktion stehende Hubeinrichtung aufgezeigt. Dabei können zumindest alle druckbeaufschlagten Verfahrensschritte unmittelbar zur direkten Ansteuerung der Hubeinrichtung verwertet bzw. ausgenutzt werden.
- Weitere Ausgestaltungen der Erfindung sind Gegenstand der Unteransprüche.
- Die Erfindung wird im Folgenden anhand der Figuren an einem Ausführungsbeispiel näher erläutert. Es zeigen:
- Fig. 1
- in schematischer Darstellung und in Draufsicht eine Füllmaschine rotierender Bauart zum Abfüllen eines flüssigen Füllgutes in Flaschen;
- Fig. 2
- in vereinfachter Darstellung und im Block- bzw. Funktionsdiagramm eine der Füllelemente der Füllmaschine nach Fig. 1, zusammen mit einer zugehörigen Steuerung;
- Fig. 3
- die erfindungsgemäße Hubeinrichtung an einem Behandlungskopf in Form eines Füllelementes mit anhobener Flasche und
- Fig. 4 u. 5
- die Hubeinrichtung an einem Füllventil gemäß Fig. 3 in der Vorspann- und Füllphase.
- Die vorliegende Erfindung wird anhand einer Füllmaschine mit Volumenfüllung beschrieben. Sie kann jedoch auch an jeder anderen Füllmaschine bzw. Flaschenbehandlungsmaschine eingesetzt werden.
- Die in der Fig. 1 dargestellte Füllmaschine ist eine solche für ein Gegendruckfüllen, beispielsweise zum Abfüllen von Softdrinks, Bier, Mineralwasser u. dgl. und besteht im Wesentlichen aus einem um eine vertikale Maschinenachse in Richtung des Pfeils A umlaufenden Rotor 1, an dessen Umfang eine Vielzahl von Füllstellen 2 gebildet ist, die bei der Darstellung der Fig. 2 jeweils aus einem Füllelement 3 und aus einem durch eine Hubeinrichtung auf- und abbewegbaren Flaschenträger 4 bestehen. In der Fig. 1 sind sämtliche Füllstellen 2 zwischen einem Flascheneinlauf und einem Flaschenauslauf der Füllmaschine mit jeweils einer aus Kunststoff hergestellten Flasche (PET-Flasche) besetzt dargestellt.
- Die zu füllenden Flaschen 5 werden der Füllmaschine über einen Transporteur 6 zugeführt, mittels einer Einteilschnecke 7 oder anderweitig auf den erforderlichen Maschinenabstand gebracht und über einen Einlaufstern 8 jeweils einer Füllstelle des Rotors 1 übergeben. Die gefüllten Flaschen 5 werden an einem Auslaufstern 9 den Füllstellen entnommen und beispielsweise einem nicht dargestellten Verschließer zugeführt.
- Jedes Füllelement besitzt in üblicher Weise u. a. einen in einem Gehäuse 10 dieses Füllelementes ausgebildeten Flüssigkeitskanal 11, der mit seinem einen Ende über einen Durchflussmengenmesser 12 oder anderweitig mit einem einen Teil des Rotors 1 bildenden Ringkessel 13 für das flüssige Füllgut in Verbindung steht.
- Mit seinem anderen Ende bildet der Flüssigkeitskanal 11 eine an der Unterseite des Gehäuses 10 vorgesehene Abgabeöffnung, über die das flüssige Füllgut der jeweiligen Flasche 5 dann zufließt, wenn das im Flüssigkeitskanal 11 ebenfalls vorgesehene Flüssigkeitsventil 14 geöffnet ist.
- Jedes Füllelement 3 besitzt weiterhin eine Betätigungseinrichtung 15 zum Steuern des Flüssigkeitsventiles 14 bzw. zum Steuern eines Ventilkörpers dieses Flüssigkeitsventils. Das Betätigungselement 15 ist vorzugsweise ein pneumatisches Betätigungselement, welches über ein elektromagnetisches Steuerventil 16 von einer Steuereinrichtung 17 angesteuert wird. Weiterhin besitzt jedes Füllelement 3 zum Beispiel eine füllhöhenbestimmende Sonde 18, die beispielsweise als Leitwert-Sonde ausgebildet ist und dann ein Sondensignal liefert, wenn beim Füllen einer Flasche 5 der Spiegel des Füllgutes in der am Füllelement 3 vorgesehenen bzw. dort angepreßten Flasche 5 ein vorgegebenes HöhenNiveau erreicht hat, bei dem die Sonde 18 in das flüssige Füllgut eingetaucht ist. Die elektronische Steuereinrichtung 17, die bevorzugt eine mikroprozessorgestützte Einrichtung ist, besitzt bei der dargestellten Ausführungsform insgesamt drei Eingänge 19, 20 und 21, von denen der Eingang 19 an den Signalausgang des Durchflussmessers 12, der Eingang 20 an die Sonde 18 und der Eingang 21 an eine übergeordnete, für sämtliche Füllstellen der Füllmaschine gemeinsame elektronische Steuerung (übergeordneter Prozessor) angeschlossen ist, und zwar ebenso wie die Steuereinrichtungen 17 der übrigen Füllstellen 2 bzw. Füllelemente 3. Die Steuereinrichtung 17 jedes Füllelementes 3 besitzt weiterhin einen Ausgang 23, über den das jedem Füllelement 3 individuell zugeordnete Steuerventil 16 angesteuert wird.
- Die Arbeitsweise der Füllmaschine bzw. jeder Füllstelle 2 läßt sich wie folgt beschreiben: Nachdem die jeweilige Flasche 5 vom Einlaufstern 8 an eine Füllstelle 2 übergeben worden ist, erfolgt in einem vorgegebenen Winkelbereich der Drehbewegung des Rotors 1 nach einer Vorspannung der mit ihrer Mündung 5' dicht gegen das jeweilige Füllelement 3 anliegenden Flasche 5 in der Füllphase unter Gegendruck zunächst eine Volumen-Füllung der Flasche 5 mit dem flüssigen Füllgut, d. h. am Beginn dieser Füllphase wird das Flüssigkeitsventil 14 geöffnet. Die Volumen-Füllung wird dann durch Schließen des Flüssigkeitsventils 14 beendet, wenn in die an der jeweiligen Füllstelle 2 vorgesehene Flasche ein vorgegebenes Volumen des flüssigen Füllgutes gelangt ist.
- Die Volumen-Füllung wird aufgrund des vom Durchflussmesser 12 gelieferten Mengen-Signals gesteuert. Dieses Signal besteht beispielsweise aus einer Impulsfolge, in der die Anzahl der Impulse je Zeiteinheit ein Maß für die Strömungs- bzw. Volumenmenge des flüssigen Füllgutes ist, die in der betreffenden Zeiteinheit den Durchflussmesser 12 durchströmt hat. Ist das angestrebte Füllvolumen erreicht, so wird durch die Steuereinrichtung 17 das Steuerventil 16 derart angesteuert, dass hierdurch über das Betätigungselement 15 ein Schließen des Flüssigkeitsventils 14 erfolgt.
Über die zentrale Steuerung 22 kann der Soll-Wert für sämtliche Füllstellen 2 bzw. deren Steuereinrichtungen 17 gemeinsam eingegeben werden, und zwar über die Signalleitung 24. - Nach erfolgter Volumen-Füllung kann ebenfalls unter Gegendruck bei weiterhin mit ihrer Mündung 5' dicht gegen das Füllelement 3 anliegender Flasche 5 eine Nachfüllung mittels der Sonde erfolgen, mit der sichergestellt wird, dass sich der Spiegel des flüssigen Füllgutes in den Flaschen 5 auf einem gleichen Niveau befindet. Ansonsten schließt sich die übliche Druckentlastung der jeweiligen Flasche 5 an.
- Die vorbeschriebene Ausführung und Arbeitsweise einer Behälterbehandlungsmaschine in Form einer Füllmaschine sind in verschiedenen Ausführungen bekannt oder können in beliebiger aus dem Stand der Technik entnehmbarer Lösungen baulich verändert sein.
- Gemäß dem in Fig. 3, 4 und 5 dargestellten Ausführungsbeispiel sind die erfindungsgemäßen Halteeinrichtungen als den Halskragen 25 einer Flasche 5 unterstützende Zentrierflächen ausgebildet und an höhenbeweglichen Hubstangen 26 befestigt. Die Hubstangen 26 sind in Führungen 27 des Füllelementes 3 gehalten und werden mittels Druckfedern 28 mit einer Führungsrolle 29 gegen eine Steuerkurve 30 gedrückt, die eine nach unten gerichtete Bewegung der Hubelemente durch die anliegende Führungsrolle 29 veranlaßt. In dieser unteren Position, wie in etwa Fig. 3 zeigt, werden die Flaschen 5 den Zentrierflächen übergeben. Nach Übernahme einer abgestützten Flasche 5 und dem Verlassen des Steuerkurvenbereichs gelangen die Flaschen gegen die Abfüllöffnung 31 des Füllelements 3 und werden nur mit der Anpresskraft der Federn 28 gegen diese gespannt. Mit Beginn des Füllverfahrens beginnt dann die eigentliche Hauptanpressung. Hierzu befindet sich gemäß dem gezeigten Ausführungsbeispiel nach Fig. 3, 4 und 5 eine Kolben/Zylinderanordnung 32 oberhalb der Abfüllöffnung 31 am Füllventilkörper. Zweckmäßig ist, wie dargestellt, der Zylinderraum 33 als Teil des Füllventils 3 ausgebildet und als Druck- oder Eintrittskanal 34, 35 für die der zu füllenden Flasche 5 zuzuführenden und/oder aus diesen abzuführenden Druckmedien, z. B. Spülgas, Vorspann- und Spanngas, Inertgas, Sterilisationsmedien und dergl. ausgeführt. Der Kolben 36 ist mit der Hubrollenlagerung 37 oder deren Träger 38 verbunden und relativ zu den am Rotor befestigten Füllelementen 3 beweglich. Durch die automatische Beaufschlagung des Zylinderraumes 33 mit dem jeweiligen Prozessdruckgas oder dgl. wird immer der optimale Anpressdruck für die Flaschenmündung 5' gegen den Austrittskanal bzw. die Abfüllöffnungen sichergestellt. Bei der üblichen CIP-Reinigung solcher Füllmaschinen können entsprechende Umlenk- oder Spülköpfe von den Halteeinrichtungen aufgenommen werden, wobei das Spülmedium bzw. der Spüldruck zur Anpressung der Spülköpfe dient. Der Kolben 36 kann auch als entsprechend ausgebildete Membrane ausgeführt sein.
Claims (7)
- Füllmaschine für Behälter wie Flaschen, Dosen, Kartonbehälter u. dgl., insbesondere eine Füllmaschine zum Abfüllen von Flüssigkeiten in Flaschen mit an einem Rotor/Karussel angeordneten Hubeinrichtungen zum Anheben der Behälter gegen die Abfüllöffnungen, wobei die Hubeinrichtungen aus vertikal gegen Federkraft bewegbaren Hubstangen mit am unteren Bereich angeordneten Halteeinrichtungen in Form von Greifern, Abstütz- und Zentrierflächen für die Behältermündung und/oder deren Halskragen ausgebildet sind, dadurch gekennzeichnet, dass oberhalb der Abfüllöffnungen in und/oder an dem Füllventil (3) eine die Hubeinrichtung im anpressenden Sinne bewegbare Kolben/Zylinderanordnung (32) vorgesehen ist, deren Zylinderraum (33) als Durch- oder Eintrittskanal (34, 35) für die dem zu füllenden Behälter (5) zuzuführenden und/oder aus diesem abzuführenden Druckmedien wie Spülgas, Spann- und Vorspanngas, Inertgas, Sterilisationsmedien ausgebildet ist.
- Füllmaschine nach Anspruch 1, dadurch gekennzeichnet, dass der Zylinderraum (33) in und/oder an dem Füllventil/Füllventilkörper (3) angeordnet und der Kolben (36) mit der Hubrollenlagerung (37) und/oder deren Träger (38) verbunden ist.
- Füllmaschine nach den vorhergehenden Ansprüchen, dadurch gekennzeichnet, dass der Kolben (36) in und/oder an dem Füllventilkörper (3) angeordnet und das Zylindergehäuse (33) mit der Hubrollenlagerung (37) oder deren Träger (38) verbunden ist.
- Füllmaschine nach den vorhergehenden Ansprüchen, dadurch gekennzeichnet, dass die Kolben/Zylinderanordnung (32) direkt mit den vertikal bewegbaren Hubstangen (26) verbunden ist.
- Füllmaschine nach den vorhergehenden Ansprüchen, dadurch gekennzeichnet, dass mit den Greifern, Abstütz- und Zentrier- oder Anpressflächen für den Behälterhals (5') ein Spülbehälter gegen den unteren Füllventilbereich anpressbar ist.
- Füllmaschine nach den vorhergehenden Ansprüchen, dadurch gekennzeichnet, dass die Zuleitung für ein Spül- und/oder Sterilisationsmedium mit dem Zylinderraum verbunden oder verbindbar ist.
- Füllmaschine nach den vorhergehenden Ansprüchen, dadurch gekennzeichnet, dass der Kolben (36) als eine mit dem Zylinderraum (33) korrespondierende Membrane ausgebildet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10346044 | 2003-10-02 | ||
| DE10346044.6A DE10346044B4 (de) | 2003-10-02 | 2003-10-02 | Behandlungsmaschine für Behälter wie Flaschen, Dosen und dgl. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1520833A1 EP1520833A1 (de) | 2005-04-06 |
| EP1520833B1 true EP1520833B1 (de) | 2006-04-19 |
Family
ID=34306245
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04020110A Active EP1520833B1 (de) | 2003-10-02 | 2004-08-25 | Füllmaschine |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7311125B2 (de) |
| EP (1) | EP1520833B1 (de) |
| JP (1) | JP4459766B2 (de) |
| CN (1) | CN1626434B (de) |
| DE (2) | DE10346044B4 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011095187A1 (de) | 2010-02-08 | 2011-08-11 | Khs Gmbh | Verfahren sowie füllsystem zum druckfüllen von behältern |
| DE102013101813A1 (de) | 2013-02-25 | 2014-08-28 | Khs Gmbh | Füllsystem |
| WO2014127879A1 (de) | 2013-02-25 | 2014-08-28 | Khs Gmbh | Füllsystem |
| DE102014104874A1 (de) * | 2014-04-04 | 2015-10-08 | Krones Ag | Vorrichtung und Verfahren zur Herstellung einer Kunststoffflasche und deren Befüllung mit einem Füllprodukt |
Families Citing this family (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10457437B2 (en) | 2006-03-06 | 2019-10-29 | Plastipak Packaging, Inc. | Lightweight plastic container and preform |
| US8857637B2 (en) | 2006-03-06 | 2014-10-14 | Plastipak Packaging, Inc. | Lightweight plastic container and preform |
| PT1860057E (pt) * | 2006-05-24 | 2009-08-11 | Sidel Holdings & Technology Sa | Unidade de válvula para máquinas de enchimento com sonda de leitura de nível numa conduta electricamente isolante |
| US7963302B2 (en) * | 2006-09-26 | 2011-06-21 | Emhart Glass S.A. | Machine for testing container capacity |
| DE102008023776A1 (de) * | 2008-05-15 | 2009-11-26 | Khs Ag | Behandlungsmaschine für Flaschen oder dergleichen Behälter |
| DE102009033809A1 (de) | 2009-07-18 | 2011-01-20 | Krones Ag | Vorrichtung zum Behandeln von Behältnissen mit Trägersterilisation |
| CN102152254A (zh) * | 2011-02-25 | 2011-08-17 | 江苏速升自动化装备系统工程有限公司 | 连杆提升工具 |
| US8291948B1 (en) * | 2012-03-16 | 2012-10-23 | Marks George H | Centering guide for automated bottling machinery |
| DE102012008755A1 (de) * | 2012-05-04 | 2013-11-07 | Khs Gmbh | Hubvorrichtung für Behälterbehandlungsmaschinen, Behälterbehandlungsmaschine mit einer solchen Hubvorrichtung sowie Verfahren zum Füllen von Behältern |
| CN103058117A (zh) * | 2013-01-10 | 2013-04-24 | 江苏新美星包装机械股份有限公司 | 瓶提升和灌装一体式的阀体 |
| JP6158596B2 (ja) * | 2013-05-31 | 2017-07-05 | シブヤマシナリー株式会社 | 充填装置 |
| DE102013106927A1 (de) * | 2013-07-02 | 2015-01-08 | Khs Gmbh | Füllelement sowie Füllmaschine |
| DE102013113070B3 (de) * | 2013-11-26 | 2015-03-19 | Khs Gmbh | Füllelement sowie Füllmaschine |
| DE102014102960A1 (de) * | 2014-03-06 | 2015-09-10 | Krones Ag | Vorrichtung zum Befüllen eines Behälters mit einem Füllprodukt |
| US10287152B2 (en) | 2014-12-30 | 2019-05-14 | Gea Procomac S.P.A. | Apparatus and method for filling containers |
| CN105036030B (zh) * | 2015-08-12 | 2017-05-24 | 广州达意隆包装机械股份有限公司 | 灌装机的瓶升降装置 |
| CN105460872B (zh) * | 2016-01-04 | 2019-06-04 | 江苏新美星包装机械股份有限公司 | 一种灌装瓶升降机构 |
| US10836623B2 (en) * | 2016-07-11 | 2020-11-17 | William P. Young Company | Locking neck gripper |
| US9643746B1 (en) | 2016-09-20 | 2017-05-09 | Paul E. Lunn | System and method of transferring matter through a sealed container |
| DE102017105482A1 (de) * | 2017-03-15 | 2018-09-20 | Khs Gmbh | Behälterbehandlungsvorrichtung |
| TWI618514B (zh) * | 2017-05-17 | 2018-03-21 | 弘麒科技股份有限公司 | 氣泡水機及攜帶式壓力瓶 |
| CN107031899A (zh) * | 2017-05-19 | 2017-08-11 | 连云港福润食品有限公司 | 灌装管肉泥回收装置 |
| CN108688879B (zh) * | 2018-02-17 | 2023-11-24 | 中科(洛阳)机器人与智能装备研究院 | 智能型食品包装设备用柔性循环输送装置 |
| WO2019175560A2 (en) * | 2018-03-12 | 2019-09-19 | Ebar Initiatives Ltd | Dispenser system and method of use |
| CN108529529A (zh) * | 2018-05-11 | 2018-09-14 | 合肥中辰轻工机械有限公司 | 一种灌装机短行程pet瓶抬升装置 |
| DE102019114422A1 (de) * | 2019-05-29 | 2020-12-03 | Krones Aktiengesellschaft | Füllmaschine und Verfahren zum Abfüllen eines flüssigen Produkts in Flaschen |
| WO2021174314A1 (en) * | 2020-03-05 | 2021-09-10 | Sodaking IPV Pty Ltd | Apparatus for on-demand beverage carbonation |
| JP2023516773A (ja) * | 2020-03-05 | 2023-04-20 | ソーダキング アイピーブイ ピーティーワイ リミテッド | 飲料炭酸化装置 |
| JP2023516772A (ja) * | 2020-03-05 | 2023-04-20 | ソーダキング アイピーブイ ピーティーワイ リミテッド | オンデマンド式飲料炭酸化装置 |
| US11434125B2 (en) * | 2020-06-05 | 2022-09-06 | WhidBrew Technologies, Inc | Automated beverage pouring device with foam control |
| IT202000013465A1 (it) * | 2020-06-05 | 2021-12-05 | Kosme Srl Unipersonale | Macchina per riempire contenitori di due tipologie differenti con una sostanza liquida, in particolare con una bevanda |
| CN112357870B (zh) * | 2020-11-10 | 2022-05-31 | 德清三盛氟塑科技有限公司 | 一种液体饮料灌装阀门 |
| CN113307208B (zh) * | 2021-06-08 | 2023-03-24 | 上海拓达机电设备有限公司 | 一种高速灌装机 |
| CN114261937B (zh) * | 2022-03-03 | 2022-05-10 | 东营大地硅业有限公司 | 一种化工液体定量灌装设备 |
| DE102022118287A1 (de) | 2022-07-21 | 2024-02-01 | Krones Aktiengesellschaft | Dosenfüllvorrichtung und Verfahren zum Füllen von Dosen |
| CN115651569A (zh) * | 2022-09-30 | 2023-01-31 | 芜湖徽氏新材料科技有限公司 | 一种绝缘胶水及其灌装设备 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3172436A (en) * | 1963-01-23 | 1965-03-09 | Horix Mfg Company | Volumetric filling apparatus |
| US3386480A (en) * | 1965-11-12 | 1968-06-04 | Cons Packaging Machinery Corp | Filling machine with adjustable fill height control |
| IT1180863B (it) * | 1984-03-02 | 1987-09-23 | Saromi Spa | Dispositivo di aggancio di un contenitore ad una valvola di riempiemento in particolare per macchine automatiche di tipo continuo per il riempiemento di bottiglie con liquidi |
| IT1214901B (it) * | 1985-11-11 | 1990-01-31 | Simonazzi Spa A & L | Riempitrice rotativa continua equipaggiata,per il sollevamento meccanico delle bottiglie vuote eper l'abbassamento libero delle bottiglie riempite,soltanto con con punterie prensili munite di chiavistello di bloccaggio sincronizzato col processo diriempimento |
| DE3732882C1 (de) * | 1987-09-30 | 1988-07-07 | Orthmann & Herbst | Behaelterhubanordnung fuer Getraenkefuelleinrichtungen |
| US5219405A (en) * | 1987-12-16 | 1993-06-15 | Krones Ag Hermann Kronseder Maschinenfabrik | Continuously operating rotational bottle filling installation |
| DE3830663C2 (de) * | 1988-09-09 | 1994-08-11 | Orthmann & Herbst | Füllorgan für karbonisierte Getränke mit Behälteranpreßeinrichtung |
| DE9017262U1 (de) * | 1990-12-21 | 1991-03-28 | Krones Ag Hermann Kronseder Maschinenfabrik, 8402 Neutraubling, De | |
| DE4133713A1 (de) * | 1991-10-11 | 1993-04-15 | Kronseder Maschf Krones | Verfahren und vorrichtung zur fuellung eines gefaesses mit einer fluessigkeit |
| DE9301420U1 (de) * | 1993-02-02 | 1994-03-03 | Kronseder Maschf Krones | Füllmaschine für Gefäße |
| DE4338669A1 (de) * | 1993-11-12 | 1995-05-18 | Khs Masch & Anlagenbau Ag | Füllelement für Füllmaschinen zum Abfüllen eines flüssigen Füllgutes in Flaschen oder dergleichen Behälter |
| DE4309429A1 (de) * | 1993-03-24 | 1994-09-29 | Khs Masch & Anlagenbau Ag | Füllmaschine |
| US5896898A (en) * | 1993-04-05 | 1999-04-27 | Diversey Lever, Inc. | Dispenser |
| DE19545080A1 (de) * | 1995-12-04 | 1997-06-05 | Khs Masch & Anlagenbau Ag | Vorrichtung zum Anpressen von Gefäßen an Gefäßfüllmaschinen |
| CN2373432Y (zh) * | 1998-08-21 | 2000-04-12 | 中国轻工业机械总公司南京轻工业机械厂 | 流体电子灌装阀的机械结构 |
| DE29817145U1 (de) * | 1998-09-24 | 1999-04-29 | Krones Ag | Gefäßbehandlungsmaschine mit einem Rotor |
| CN2511604Y (zh) * | 2001-12-03 | 2002-09-18 | 介鸿机械股份有限公司 | 改进的瓶装饮料的填充装置 |
-
2003
- 2003-10-02 DE DE10346044.6A patent/DE10346044B4/de not_active Expired - Lifetime
-
2004
- 2004-08-25 DE DE502004000438T patent/DE502004000438D1/de active Active
- 2004-08-25 EP EP04020110A patent/EP1520833B1/de active Active
- 2004-09-16 JP JP2004269816A patent/JP4459766B2/ja active Active
- 2004-09-29 US US10/952,706 patent/US7311125B2/en active Active
- 2004-09-30 CN CN200410085590.9A patent/CN1626434B/zh active Active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011095187A1 (de) | 2010-02-08 | 2011-08-11 | Khs Gmbh | Verfahren sowie füllsystem zum druckfüllen von behältern |
| DE102010007288A1 (de) | 2010-02-08 | 2011-08-11 | KHS GmbH, 44143 | Verfahren sowie Füllsystem zum Füllen von Behältern, insbesondere zum Druckfüllen von Behältern |
| DE102013101813A1 (de) | 2013-02-25 | 2014-08-28 | Khs Gmbh | Füllsystem |
| WO2014127879A1 (de) | 2013-02-25 | 2014-08-28 | Khs Gmbh | Füllsystem |
| DE102014104874A1 (de) * | 2014-04-04 | 2015-10-08 | Krones Ag | Vorrichtung und Verfahren zur Herstellung einer Kunststoffflasche und deren Befüllung mit einem Füllprodukt |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1520833A1 (de) | 2005-04-06 |
| DE10346044B4 (de) | 2016-04-28 |
| DE10346044A1 (de) | 2005-04-21 |
| DE502004000438D1 (de) | 2006-05-24 |
| CN1626434B (zh) | 2014-03-12 |
| US20050092390A1 (en) | 2005-05-05 |
| CN1626434A (zh) | 2005-06-15 |
| JP2005112469A (ja) | 2005-04-28 |
| JP4459766B2 (ja) | 2010-04-28 |
| US7311125B2 (en) | 2007-12-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1520833B1 (de) | Füllmaschine | |
| EP1692071B1 (de) | Füllelement für eine füllmaschine sowie füllmaschine mit derartigen füllelementen | |
| EP2598429B1 (de) | Füllmaschine | |
| EP2138446B1 (de) | Freistrahlfüllsystem | |
| EP2146922B1 (de) | Füllsystem sowie verfahren zum steuern eines füllsystems | |
| EP2019809B1 (de) | Verfahren sowie vorrichtung zum gesteuerten aufschäumen eines in flaschen oder dergleichen behälter eingebrachten füllgutes | |
| DE102004004331B3 (de) | Verfahren zum Heißabfüllen eines flüssigen Füllgutes in Flaschen oder dergleichen Behälter sowie Füllmaschine zum Durchführen des Verfahrens | |
| EP0515960B1 (de) | Verfahren zum Füllen von Flaschen, Dosen oder dergl. Behälter sowie Füllmaschine zum Durchführen dieses Verfahrens | |
| DE102011111483A1 (de) | Behälterbehandlungsmaschine | |
| EP2132130A2 (de) | Füllsystem zum heissabfüllen | |
| DE10011653A1 (de) | Aufschäumvorrichtung | |
| DE3506250C2 (de) | ||
| EP2915772B1 (de) | Vorrichtung zum Befüllen eines Behälters mit einem Füllprodukt | |
| EP1544157B1 (de) | Füllmaschine zum Füllen von Behältern | |
| EP1655264A2 (de) | Füllmaschine umlaufender Bauart | |
| EP3481765B1 (de) | Verfahren zum füllen von behältern | |
| DE4030081A1 (de) | Aufschaeumvorrichtung zum verdraengen des restluftvolumens aus mit einem aufschaeumbaren fluessigen fuellgut gefuellten behaeltern, insbesondere flaschen | |
| DE20315253U1 (de) | Behandlungsmaschine für Behälter wie Flaschen, Dosen u.dgl. | |
| DE3638601A1 (de) | Aufschaeumvorrichtung zum verdraengen des restluftvolumens aus mit einem aufschaeumbaren fluessigen fuellgut gefuellten behaeltern, insbesondere flaschen | |
| DE102015224973A1 (de) | Behälterbehandlungsmaschine | |
| EP2788273B1 (de) | Füllmaschine | |
| DE20319619U1 (de) | Füllmaschine zum Füllen von Behältern | |
| DE4208549A1 (de) | Behandlungsstation fuer eine vorrichtung zum behandeln von keg, insbesondere zum reinigen oder fuellen von keg | |
| DE19545080A1 (de) | Vorrichtung zum Anpressen von Gefäßen an Gefäßfüllmaschinen | |
| DE19941456C1 (de) | Füllmaschine mit vakuumbeaufschlagbaren Füllorganen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050423 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RTI1 | Title (correction) |
Free format text: FILLING MACHINE |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB IT NL |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT NL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: KHS AG |
|
| REF | Corresponds to: |
Ref document number: 502004000438 Country of ref document: DE Date of ref document: 20060524 Kind code of ref document: P |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: KHS AG Effective date: 20060426 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060628 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070122 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: TD Effective date: 20111114 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD Owner name: KHS GMBH Effective date: 20111122 Ref country code: FR Ref legal event code: CD Owner name: KHS GMBH Effective date: 20111121 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20220823 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20230821 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230825 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230822 Year of fee payment: 20 Ref country code: DE Payment date: 20230821 Year of fee payment: 20 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230825 |