EP1501688B1 - Mehrschichtenbild, insbesondere mehrfarbenbild - Google Patents
Mehrschichtenbild, insbesondere mehrfarbenbild Download PDFInfo
- Publication number
- EP1501688B1 EP1501688B1 EP02740325A EP02740325A EP1501688B1 EP 1501688 B1 EP1501688 B1 EP 1501688B1 EP 02740325 A EP02740325 A EP 02740325A EP 02740325 A EP02740325 A EP 02740325A EP 1501688 B1 EP1501688 B1 EP 1501688B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- laser
- layer
- induced
- sensitive
- image
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000010410 layer Substances 0.000 claims description 483
- 239000000049 pigment Substances 0.000 claims description 54
- 239000003086 colorant Substances 0.000 claims description 46
- 239000000758 substrate Substances 0.000 claims description 39
- 239000000463 material Substances 0.000 claims description 37
- 238000010030 laminating Methods 0.000 claims description 30
- 230000005855 radiation Effects 0.000 claims description 25
- 238000004061 bleaching Methods 0.000 claims description 21
- 230000008859 change Effects 0.000 claims description 19
- 230000009471 action Effects 0.000 claims description 17
- 239000000203 mixture Substances 0.000 claims description 14
- 238000012546 transfer Methods 0.000 claims description 13
- 239000000470 constituent Substances 0.000 claims description 11
- 230000003287 optical effect Effects 0.000 claims description 9
- 238000004049 embossing Methods 0.000 claims description 8
- 238000004519 manufacturing process Methods 0.000 claims description 7
- 230000003595 spectral effect Effects 0.000 claims description 5
- 239000001052 yellow pigment Substances 0.000 claims description 5
- 230000002745 absorbent Effects 0.000 claims description 3
- 239000002250 absorbent Substances 0.000 claims description 3
- 238000006243 chemical reaction Methods 0.000 claims description 3
- 239000002966 varnish Substances 0.000 claims description 3
- 239000002356 single layer Substances 0.000 claims description 2
- 238000003763 carbonization Methods 0.000 claims 1
- 239000001060 yellow colorant Substances 0.000 claims 1
- 239000011888 foil Substances 0.000 description 53
- 238000013532 laser treatment Methods 0.000 description 35
- 239000004922 lacquer Substances 0.000 description 24
- 239000012790 adhesive layer Substances 0.000 description 22
- 239000011241 protective layer Substances 0.000 description 15
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 12
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 12
- 238000000034 method Methods 0.000 description 12
- 238000013461 design Methods 0.000 description 10
- 238000012986 modification Methods 0.000 description 6
- 230000004048 modification Effects 0.000 description 6
- 238000005286 illumination Methods 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000004040 coloring Methods 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 150000001412 amines Chemical class 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- -1 Polyethylene Polymers 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 239000005083 Zinc sulfide Substances 0.000 description 1
- FJWGYAHXMCUOOM-QHOUIDNNSA-N [(2s,3r,4s,5r,6r)-2-[(2r,3r,4s,5r,6s)-4,5-dinitrooxy-2-(nitrooxymethyl)-6-[(2r,3r,4s,5r,6s)-4,5,6-trinitrooxy-2-(nitrooxymethyl)oxan-3-yl]oxyoxan-3-yl]oxy-3,5-dinitrooxy-6-(nitrooxymethyl)oxan-4-yl] nitrate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](O[N+]([O-])=O)[C@H]1O[N+]([O-])=O)O[C@H]1[C@@H]([C@@H](O[N+]([O-])=O)[C@H](O[N+]([O-])=O)[C@@H](CO[N+]([O-])=O)O1)O[N+]([O-])=O)CO[N+](=O)[O-])[C@@H]1[C@@H](CO[N+]([O-])=O)O[C@@H](O[N+]([O-])=O)[C@H](O[N+]([O-])=O)[C@H]1O[N+]([O-])=O FJWGYAHXMCUOOM-QHOUIDNNSA-N 0.000 description 1
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000002730 additional effect Effects 0.000 description 1
- WYTGDNHDOZPMIW-RCBQFDQVSA-N alstonine Natural products C1=CC2=C3C=CC=CC3=NC2=C2N1C[C@H]1[C@H](C)OC=C(C(=O)OC)[C@H]1C2 WYTGDNHDOZPMIW-RCBQFDQVSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000007844 bleaching agent Substances 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000013043 chemical agent Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- XCJYREBRNVKWGJ-UHFFFAOYSA-N copper(II) phthalocyanine Chemical compound [Cu+2].C12=CC=CC=C2C(N=C2[N-]C(C3=CC=CC=C32)=N2)=NC1=NC([C]1C=CC=CC1=1)=NC=1N=C1[C]3C=CC=CC3=C2[N-]1 XCJYREBRNVKWGJ-UHFFFAOYSA-N 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000003623 enhancer Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- PKHHQFAULPTXEW-UHFFFAOYSA-N ethane;prop-2-enoic acid Chemical compound CC.OC(=O)C=C PKHHQFAULPTXEW-UHFFFAOYSA-N 0.000 description 1
- SUPCQIBBMFXVTL-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate Chemical compound CCOC(=O)C(C)=C SUPCQIBBMFXVTL-UHFFFAOYSA-N 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 238000005562 fading Methods 0.000 description 1
- 150000002291 germanium compounds Chemical class 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000010330 laser marking Methods 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 150000003377 silicon compounds Chemical class 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- DRDVZXDWVBGGMH-UHFFFAOYSA-N zinc;sulfide Chemical compound [S-2].[Zn+2] DRDVZXDWVBGGMH-UHFFFAOYSA-N 0.000 description 1
Images


























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/405—Marking
- B42D25/43—Marking by removal of material
- B42D25/435—Marking by removal of material using electromagnetic radiation, e.g. laser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/14—Security printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/28—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used using thermochromic compounds or layers containing liquid crystals, microcapsules, bleachable dyes or heat- decomposable compounds, e.g. gas- liberating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/34—Multicolour thermography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/333—Watermarks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/405—Marking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03C—PHOTOSENSITIVE MATERIALS FOR PHOTOGRAPHIC PURPOSES; PHOTOGRAPHIC PROCESSES, e.g. CINE, X-RAY, COLOUR, STEREO-PHOTOGRAPHIC PROCESSES; AUXILIARY PROCESSES IN PHOTOGRAPHY
- G03C5/00—Photographic processes or agents therefor; Regeneration of such processing agents
- G03C5/08—Photoprinting; Processes and means for preventing photoprinting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S430/00—Radiation imagery chemistry: process, composition, or product thereof
- Y10S430/145—Infrared
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S430/00—Radiation imagery chemistry: process, composition, or product thereof
- Y10S430/146—Laser beam
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S430/00—Radiation imagery chemistry: process, composition, or product thereof
- Y10S430/163—Radiation-chromic compound
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
Definitions
- the invention relates to a multi-layer image, in particular a multicolor image, of a substrate consisting of paper material and a single-layer or multi-layer layer structure applied thereto using a transfer film, preferably a hot stamping film, or a laminating film DE-A-10047450 ).
- a transfer film preferably a hot stamping film, or a laminating film DE-A-10047450 .
- the object of the invention is to produce a multilayer image, in particular a multicolor image, on a substrate, preferably consisting of paper material, using a transfer film, preferably a hot stamping film, or a laminating film.
- the multi-layer image should have high security against counterfeiting. It should also be possible embodiments that are visually particularly interesting, especially in terms of the variety of different colors or different optical effects.
- the multi-layer image generated in the layer structure is composed of a laser-induced image component and the background layer, wherein the laser-induced image component has multiple colors and / or the laser-induced image component and the background layer are different in color and / or with respect to the optical structure.
- the laser-induced image component is a region of the laser-sensitive layer which is changed by laser action. This modified region of the laser-sensitive layer thus forms the so-called laser-induced image component. This is arranged so that it overlaps the underlying background layer at least partially, so that the background layer is only partially visible from above and / or more or less translucent visible.
- the laser-induced image constituent can be formed as a colorless transparent or color-toned transparent or non-transparent marking.
- Optically particularly interesting and possibly complex images can be obtained in embodiments in which it is provided that adjacent to the laser-induced image component, preferably adjacent to this, in the same laser-sensitive layer another laser-induced image component or a non-laser treated area of the laser-sensitive layer or a not laser-sensitive area is arranged. In this case, this adjacent area may be colorless transparent or tinted in a transparent or non-transparent color.
- the neighboring areas can have different colors.
- Each image constituent can be designed as a homogeneous homogeneous laser-induced marking in each case, but can also consist of several different laser-induced markings arranged next to one another.
- the laser-induced image component is arranged in register with the associated image component formed in or by the background layer.
- a plurality of laser-induced image components are arranged in register with each other and thus the multi-layer image is composed of these many precisely aligned to each other arranged image components.
- the laser-induced image component colorless transparent or color tinted transparent is formed and arranged in an underlying layer image component to this in the direction perpendicular to the layer plane in alignment or laterally offset.
- the underlying layer may be the background layer, which is formed, for example, as a reflection layer with a diffraction structure preferably arranged in a limited area.
- the laser-induced image component e.g. is designed as a colored marker and / or graphic and / or typeface.
- a significant advantage of the laser-induced image production is that the laser-induced image component with very high position accuracy and highest resolution can be produced, because the laser beam can be performed exceptionally accurate position and thereby produce markings smallest dimensions.
- a laser-induced image component can thus be used e.g. also form a microfilm or a guilloche or form a part or in each case the individual sections of these.
- the laser-sensitive material may be formed as a material which can be changed by the action of the laser via laser-induced fading and / or laser-induced color change and / or laser-induced material removal. This change in the material is carried out by the laser treatment preferably at specific for the material and the respective desired effect laser conditions.
- the different colors are preferably produced by the action of the laser with different adjustment of the laser, preferably different laser parameters such as laser wavelength and / or laser intensity.
- the laser-sensitive material may be colorant, preferably a mixture of different colorants. Suitable colorants are pigments. Pigments are preferably insoluble colorants, in particular they are inorganic substances. Alternatively or additionally, other colorants can also be used as the laser-sensitive material, for example soluble organic colorants.
- the laser-sensitive layer in its material composition has a pigment mixture which is composed of at least three different pigment components, each by means of laser in each case for the pigment component specific laser conditions is bleachable and wherein for each of the three pigment components is that under the laser component for a specific laser conditions, the other pigment components are not or substantially not bleachable.
- a particularly effective and simple method for producing a full-color image is that the production of the laser-induced image component is effected by bleaching only one pigment component in a first step by laser irradiation of a position of the laser-sensitive layer at laser conditions specific to one of the pigment components that in a second step, by laser irradiation of the same location of the laser-sensitive layer, only that further pigment component is bleached at laser conditions specific to a further one of the pigment components.
- Laser-induced image constituents in any desired colors can preferably be obtained by the laser-sensitive layer consisting of a pigment mixture, one of the pigment components being a cyan pigment, another pigment component being a magenta pigment, and another pigment component being a yellow pigment. It has proven particularly advantageous if the cyan pigment is formed as a pigment bleachable with red laser light, the magenta pigment as a pigment bleachable with green laser light and the yellow pigment as a pigment bleachable with blue laser light.
- pigments or other so-called colorants or systems which change their color when irradiated with suitable laser radiation, for example of transparency in a color or from a color 1 in a color.
- a particularly simple method results when starting from a layer construction in which the background layer has no material which is laser-sensitive in the case of laser action. However, it is also possible to carry out the method with a layer structure in which the background layer also has laser-sensitive material. A particularly simple procedure results when the layer structure has only one laser-sensitive layer and only one non-laser-sensitive layer. Non-laser-sensitive background layer means that no change in the background layer occurs during the laser conditions used during the process.
- the background layer arranged below the laser-sensitive layer is one of the laser radiation used for producing the laser-induced image constituent and / or for the laser radiation, in particular the non-reflected fraction of the laser radiation is not formed or largely non-transparent and / or absorbent background layer.
- this background layer can act as a brightener for the laser-induced image component, in particular if the image component is a color marking, ie a colored image component.
- a largely white background layer is obtained when its reflectance is nearly constant over the visible special area.
- special pigments in particular white pigments in the Background layer to increase the effect as a brightener or color enhancer yet.
- the background layer Due to the reflection and non-transparency of the background layer for the non-reflected portion of the laser radiation applied in the laser treatment, damage to or damage to an underlying layer is prevented from occurring in the laser irradiation.
- the background layer thus acts in this sense as a protective layer for the underlying layer or underlying layers.
- it may also be absorbent for the non-reflected portion of the laser radiation mentioned.
- this reflective and / or non-transparent and / or absorbing background layer is arranged exclusively in an area under the laser-induced image component produced in the overlying laser-sensitive layer.
- Laser-sensitive material may also be arranged in this outermost region of the background layer in order to generate a further laser-induced image constituent there.
- a plurality of laser-sensitive layers are present in the layer structure. These can advantageously be separated from one another by at least regionally arranged background layers.
- Particularly interesting optical effects arise when the background layer at least partially has a reflection structure and / or is formed as a reflection layer, preferably as Metal layer, in particular light layer, eg white lacquer layer.
- the background layer can also have a diffraction structure in regions, for example diffraction gratings, holograms, kinegrams or the like, in particular in or with a metallic layer.
- the background layer can also have an imprint, at least in regions. Interesting additional effects are obtained if the background layer has different areas over its extension, eg. different colors and / or different structure. In particularly simple to produce embodiments, it is provided that the background layer is uniformly formed over its extension.
- the laser-induced image component which is formed by laser action on the laser-sensitive layer in a region in which the laser-sensitive layer is transparent in the visible spectral range, can be formed as a positive image in front of the background layer.
- the laser-induced image component can also be formed by making the laser-sensitive layer completely transparent or partially transparent by laser action on the laser-sensitive layer in a region in which the laser-sensitive layer is formed as an opaque layer, so that the previously from laser-sensitive opaque layer covered background layer is visible in this area.
- the laser-induced image component can also be formed as a watermark-like component in which the laser-induced image constituent is preferably made partially transparent in front of the background layer by laser action on the laser-sensitive layer in a region in which the laser-sensitive layer is formed as a partially transparent, preferably color-toned layer.
- the laser can be controlled by detection of design parameters of the background layer, preferably detection of the printing or diffraction image and / or by detection of design parameters of the laser-sensitive layer or the laser-induced image component, in particular by means of image processing. In this case, preferably the position, the direction of incidence of the laser beam, the laser wavelength, the exposure time, the number of pulses and / or the laser intensity can be controlled.
- the multilayer image is produced in transfer films or hot stamping foils or in laminating films, it is preferably provided that only the laser-sensitive layer is changed during the laser treatment, preferably only by selective bleaching or selective color change.
- any further layers such as protective layers, for example one or more upper protective layers, remain unchanged, ie no damage to these layers occurs during laser action.
- the reflection layer is preferably formed so that, with appropriate guidance of the laser beam, it can pass through and act on the laser sensitive layer, which may be arranged underneath.
- the laser-sensitive layer or the laser-induced marking is arranged in the direction of the multilayer body or on the substrate coated with the film below the diffraction and / or hologram structure and / or the reflection layer, where It is particularly advantageous if the laser-induced marking is arranged directly adjacent to this overlying structure or layer.
- Sub-reflective layer or reflection field is understood to mean a layer or a region which has increased light reflection and / or increased refractive index. It is a layer or region which may be formed of metal or a metallic compound, e.g. Aluminum, chromium, silver, zinc sulphide, titanium oxide, etc., also a composition of other materials is possible, e.g. Germanium compounds, silicon compounds, etc. It may be a flat, preferably vapor-deposited layer or areas. This layer or areas may be formed contiguous or in separate areas. Embodiments are also possible in which the reflection property is obtained by corresponding particles or the like, e.g. through metallic pigments.
- hot stamping foils and laminating foils are described, in the layer structure of which multi-layer and multi-color images according to the invention can be produced.
- the basic process steps of the laser treatment are described, with which the films, i. the laser-sensitive layer is treated to produce the respective multi-layer images.
- hot stamping foils it is also possible to use other transfer foils, in which case the methods described for producing multilayer and multicolor images are used in a corresponding manner.
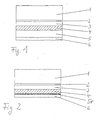
- the foils shown in FIGS. 1 to 5 are hot stamping foils.
- the hot stamping foil in FIG. 1 comprises a carrier film 1, a release layer 2, a protective layer 3, a laser-sensitive layer 4, a background layer 5 and an adhesive layer 6.
- the carrier film 1 is preferably a polyester film having a thickness of 6 to 100 ⁇ m, preferably a thickness of 19 to 38 ⁇ m.
- the layers 2 to 6 are arranged one above the other. They are applied in the production of the hot stamping foil according to known methods.
- the release layer 2 is a release layer. It is preferably in the form of a layer that becomes soft during heat development and, when the hot stamping film is applied to the substrate, permits the detachment of the further layers from the carrier film 1.
- the peel layer 2 generally has a thickness of at most 1 ⁇ m.
- the protective layer 3 is formed as a protective lacquer layer . It is a transparent varnish layer with the task of largely protecting the free surface of the decorated with the hot stamping foil object against mechanical damage and chemical agents.
- the layer thickness is preferably between 1 and 2 ⁇ m.
- the laser-sensitive layer 4 is designed as a so-called first colored lacquer layer .
- This is a paint layer colored by pigments and / or provided with other coloring systems or colorants, preferably 3 to 10 ⁇ m thick.
- the pigments or the other coloring systems or colorants of this color coat layer are selectively bleachable and / or changed into another color by means of a laser beam whose wavelength is preferably in the visible range.
- the pigment concentration of this lacquer layer 4 is preferably between 3 and 15% based on solids.
- the binder system of this lacquer layer 4 may not be optically changed by the action of the laser, so that the irradiated areas only a colored contrast mark without recognizable damage to the surface structure is formed.
- the laser-sensitive layer 4 has only one bleachable pigment or only one bleachable other colorant, this pigment or colorant is present as the only pigment or colorant or in addition to other pigments or colorants. Even with such designs, a colored marking can be generated by laser irradiation.
- a pigment or colorant is used, which has laser-selective color change in laser treatment.
- the background layer 5 is formed as a so-called second color coat layer. This layer is colored differently than the laser-sensitive layer 4.
- the layer 5 is, for example, white or ivory when the laser-sensitive layer 4 is black or gray.
- the layer 5 serves primarily as a light backup layer for the colors generated in the laser-sensitive layer 4 by laser radiation.
- the layer thickness of the layer 5 is preferably 15 to 20 microns.
- the background layer 5 - as well as the laser-sensitive layer 4 - not over the entire surface of the hot stamping foil and thus not over the entire surface to be decorated in the same color position.
- the layers 4 and 5 can rather individually - and thus also different - be composed of different colored areas.
- the adhesive layer 6 is a conventional and known adhesive layer of transfer foils or hot stamping foils and has a thickness of approximately 1 to 10 .mu.m, the adhesive layer for a hot stamping foil being such is composed that it is sticky only with appropriate heat.
- hot stamping foils in this case - are each preferably applied in a conventional manner to a substrate, in such a way that the adhesive layer 6 faces the substrate surface.
- the adhesive layer 6 then forms an adhesive bond with the substrate surface during hot stamping.
- the carrier film 1 is then - after the heat under action during hot stamping softening of the release layer 2 - deducted.
- the protective layer 3 then forms the upper surface of the stamping foil facing away from the substrate.
- the hot stamping foils illustrated in FIGS. 2 to 4 have a background layer of a different design than the foil in FIG. 1.
- the background layer is formed as a reflection layer 5r.
- the reflection layer is designed as a metallic reflection layer.
- the reflection layer can be transparent or partially transparent for certain spectral ranges. It can have a higher refractive index than the other layers and therefore exhibits increased light reflection on.
- a layer 5c is provided as an additional lacquer layer, which is preferably transparent.
- a reflection layer 5r is provided, which has a diffraction structure 5b in regions.
- FIG. 1 the exemplary embodiment in FIG.
- this structure 5b is formed as a component of the lacquer layer 5c and of the adhesive layer 6 and of the layer lying therebetween.
- a diffraction structure may also be formed as a constituent of the lacquer layer 5c or the color lacquer layer 4.
- the diffraction structure may also be formed in regions in this case as a continuous layer.
- a printed image 5d is arranged in the background layer 5c in a limited area and a limited laser-sensitive area 4a is arranged laterally offset in the laser-sensitive layer.
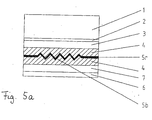
- FIG. 5 shows a hot stamping foil with a modified layer structure.
- the layer structure is similar to that in Figure 3, but the. Order of the layers is modified, in such a way that the laser-sensitive layer 4 is disposed on the side facing away from the substrate of the reflective layer 5r.
- the layers are in the following order: support layer 1, release layer 2, protective layer 3, laser-sensitive layer 4, reflection layer 5r, laser-sensitive layer 4, additional lacquer layer 7 and adhesive layer 6.
- the laser-sensitive layers 4 formed on both sides of the reflection layer 5r can be formed identically, that is, the reflection layer is then arranged in this laser-sensitive overall layer.
- the laser-sensitive layers can also be designed differently.
- a diffraction structure 5b is formed in adjacent areas of the laser-sensitive layers 4 and of the reflection layer 5r.
- the structure 5b may also be formed as a hologram structure. Increased security against forgery results in this embodiment in that two laser-sensitive layers adjoin the diffraction or hologram structure, which may be identical or different.
- the lacquer layer 7, which is optional, is in this case designed as a transparent layer or as a light backup layer.
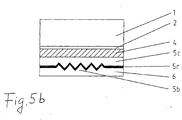
- the lacquer layer 7 and the adhesive layer 6 can be dispensed with and the second laser-sensitive layer 4 shown in FIG. 5 a below the reflection layer 5 r can be formed as a laser-sensitive adhesive layer.
- the layers are arranged in the following order: carrier film 1, release layer 2, laser-sensitive layer 4, additional lacquer layer 5c, reflection layer 5r, adhesive layer 6.
- the layers 5c and 6 can be formed of identical material or different material.
- this exemplary embodiment is a protective lacquer layer which is laser-sensitive in that it contains the relevant comparable pigments.
- a diffraction structure is formed in the adjoining areas of additional paint layer 5c, reflective layer 5r and adhesive layer 6, a diffraction structure is formed. It can be designed as a diffraction grating.
- the structure 5b may also be formed as a hologram structure.
- the laser treatment is carried out in order to produce transparent and / or colored markings in the laser-sensitive layer 4.
- this point is irradiated with laser radiation.
- the laser irradiation takes place through the reflection layer 5r including the diffractive structure 5b.
- the laser beam is preferably directed perpendicular to the film plane from above.
- the reflection layer 5r is permeable to the laser radiation, in particular in the case of perpendicular irradiation.
- the lattice or hologram structure 5b of the layer forming the reflection layer 5r in the remaining area is also permeable to the laser radiation, but the radiation is also more or less also diffracted at the diffraction structure or z. can be reflected.
- the laser-sensitive layer 4 which is formed under the layer forming the reflection layer 5r in the remaining area still within the diffraction structure 5b and below is changed by the action of the laser by a color change by bleaching at the specific location.
- a blue or green or red color mark is produced by irradiating that spot with a particular laser wavelength that bleaches a particular pigment component.
- a particular laser wavelength that bleaches a particular pigment component.
- the yellow pigment component must be bleached.
- blue laser light is used. Bleaching requires a certain minimum intensity. Furthermore, a certain pulse duration must not be exceeded.
- the magenta pigment component In order to obtain a green color mark in the first step, the magenta pigment component must be bleached. For this purpose, green laser light is used. In order to get a red color mark in the first step, the Cyan pigment component bleached. For this purpose, red laser light is used.
- this point is laser-treated in a second step, with a laser wavelength with which one of the not yet bleached at this point pigment component is bleached.
- a blue color mark has been formed in the first step, at this point the cyan pigment component and the magenta pigment component are unbleached.
- the magenta pigment component must be bleached in this second step. This is done with green laser light. This results in a cyan mark at this point.
- magenta mark is to be obtained instead of this cyan mark
- the blue mark produced in the first step must be treated with red laser light.
- the cyan pigment is bleached at this point, so that the magenta pigment remains unbleached at this point. This results in the magenta marking at this point.
- a green color marking produced in the first step which is formed from unbleached cyan pigment and yellow pigment remaining there, can produce a cyan-colored marking or a yellow-colored marking by treatment with blue laser light or red laser light.
- a red generated in the first step Color mark in the second step are converted into a yellow or magenta mark, by laser treatment in the second step with green laser light or blue laser light.
- this spot must be treated with a laser beam whose wavelength is adjusted to bleach the unbleached pigment component remaining at that point after the second step, i. the yellow color mark must be bleached with blue laser light, the magenta mark with green light and the cyan mark with red laser light.
- Laser treatment can also be used to produce color markers or a full-color image in the colorant or the colorants in the laser-sensitive layer by color change.
- the laser treatment can be carried out in a corresponding manner with successive process steps.
- colorants ie coloring substances are pigments in question. These are usually insoluble and are usually inorganic substances.
- the color change takes place in each case under specific laser conditions, which are then used in the laser treatment in the individual steps.
- the described bleaching and color conversion process can also be used if the laser-sensitive material consists of only one or two of the colorant components. It is also possible to use other colorant components and also other laser conditions, in particular laser wavelength ranges, in the laser treatment.
- the laser treatment of the transfer or embossing foil for producing the color markings can also take place before the application of the foil, in particular if the protective layer 3 is formed as a layer which is not transparent to laser radiation or a layer which is not transparent for laser radiation in the specific wavelength range or an additional UV-absorbing protective layer is provided.
- the laser treatment is then performed prior to application of the film by exposing the laser beam to the back of the film, i. is directed to the background layer 5 and thus the laser-sensitive layer 4 is thus treated from the other side to produce the color markings therein in the same way.
- the background layer 5 and the adhesive layer 6 are transparent or at least partially transparent for the laser radiation in question in these applications.
- the laminating film in Figure 6 comprises a so-called overlay film 30, an optional intermediate layer 31, a laser sensitive layer 40, a background layer forming intermediate layer 50, which is also optional, and an adhesive layer 60.
- the laminating film with the adhesive layer 60 becomes the substrate surface facing the substrate applied.
- an adhesive bond with the substrate surface is formed.
- the overlay film 30 then forms the upper protective layer whose surface facing away from the substrate forms the outer surface of the film.
- the overlay film 30 therefore remains deposited there after the application of the laminating film. It corresponds to the protective layer 3 of the embossing foil in FIG. 1.
- the laser-sensitive layer 40 corresponds to the laser-sensitive layer 4, ie the first lacquer layer 4 of the embossing foil in FIG. 1.
- the intermediate layer 50 corresponds to the background layer 5, ie the second lacquer layer 5 of the embossing foil in FIG 1.
- the adhesive layer 60 corresponds to the adhesive layer 6 of the stamping foil in FIG. 1.
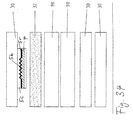
- the laminating foils in FIGS. 7 and 8 represent modifications of the laminating foil in FIG. 6, in which the background layer corresponds in a similar manner to the background layer in the hot stamping foils in FIGS 3 are modified.
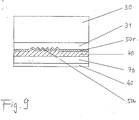
- the laminating film in FIG. 9 has a layer structure with a sequence of superimposed layers which has been modified with respect to FIGS. 6 to 8.
- the order of the layers corresponds to the structure of the hot stamping foil in FIG. 5.
- the layer 70 is an optional background layer.
- FIG. 9a shows an embodiment modified from the exemplary embodiment in FIG. 9 with an order of the layers corresponding to the structure of the hot stamping foil in FIG. 5a.
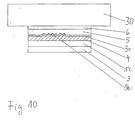
- the laminating film in FIG. 10 represents a modification of the laminating film in FIG. 9.
- the overlay film 30 is provided with a hot embossing film applied thereon.
- This hot stamping film applied there replaces the layers 31, 50 or 50r, 40, 70 and 60 provided in the laminating film in FIG. 9 with the corresponding layers the hot stamping foil.
- the reflective layer 5r and the laser-sensitive layer 4 are arranged in the reverse order, so that in the laminating foil in FIG. 10, as in the case of the laminating foil of FIG. 9, the reflective layer 5r is arranged on the side facing away from the substrate side of the laser-sensitive layer 4.
- the diffraction structure 5b in the laminating film in FIG. 10 is also formed in the adjoining regions of the layers 4 and 5.
- the lacquer layer 5 is formed here as a transparent layer.
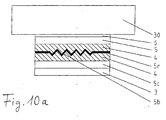
- the laminating film in FIG. 10a has a similar structure to the laminating film in FIG. 10.
- the overlay film 30 is provided with a hot stamping foil applied thereon, which has a similar construction to the hot stamping foil of the exemplary embodiment in FIG. 5a.
- This hot stamping foil applied to the overlay foil 30 replaces the layers 31, 40, 50, 50r, 40, 70 and 60 provided in the laminating foil in FIG. 9a with the corresponding layers of the hot stamping foil.
- the laminating film in FIG. 10a has a layer sequence in the following sequence: overlay film 30, adhesive layer 6, optional lacquer layer 5, laser-sensitive layer 4, reflection layer 5r, laser-sensitive layer 4, additional lacquer layer 5c and protective layer 3.
- the laser-sensitive layers 4 formed on both sides of the reflection layer 5r may be identical, ie, the reflection layer 5r is then arranged in this laser-sensitive overall layer. However, the laser-sensitive layers 4 can also be designed differently.
- the lacquer layer 5 is formed here as a transparent layer or as a light backup layer.
- the laminating film in FIG. 10b represents an exemplary embodiment in which a hot embossing film is likewise applied to the overlay film 30.
- This applied hot stamping foil is of similar design as the foil in FIG. 5. It replaces the layers 31, 40, 50 or 50r, 40, 70 and 60 provided in the laminating foil in FIG. 9a by the layers of the hot stamping foil.
- the laminating film in FIG. 10b has a layer sequence with the following sequence: overlay film 30, adhesive layer 6, optional lacquer layer 7, laser-sensitive layer 4, reflection layer 5r, additional lacquer layer 5c and protective layer 3.
- the laser treatment of the laminating film is carried out in a similar manner as described for the stamping foil, i. by corresponding successive bleaching or laser-sensitive color change of the colorant contained in the laser-sensitive layer 40, i. Pigment components or other laser-sensitive colorants.
- FIGS. 11 to 30 exemplary embodiments of multilayer images which are shown in FIGS. 11 to 30 and which are produced by using the various films as shown in FIGS. 1 to 10 can be produced by the described laser treatment.
- the illustrated multilayer images are each composed of a laser-induced image component produced in the laser-sensitive layer and an image component formed by the background layer or above the foreground layer.
- FIGS. 11 to 30, which show the various exemplary embodiments of the multilayer images produced show, as far as they contain sectional views, the laser-sensitive layer 4 in an upper or lower film layer and the background layer 5 arranged underneath or above in a lower or upper one Film layer.
- only one laser-sensitive layer 4 of the upper or lower film layer and only one background layer 5 of the lower or upper film layer are shown. Any further layers of these film layers and any interposed layers and overlying and underlying layers and any other layers of film are not shown for simplicity.
- the reflection layer is preferably arranged directly on or under the laser-sensitive layer.
- a film is assumed in which the laser-sensitive material is present in a film layer in the layer 4 in a limited region 4a.
- the area 4a in FIGS. 8a, b, which show the state before the laser treatment, is a rectangular area in the plan view.
- the laser-sensitive material can also be formed over the entire surface over a larger area of the film layer.
- the background layer 5 has in the illustrated embodiment a printed image 5d, which is arranged in a film layer below the laser-sensitive region 4a.
- the laser-sensitive region 4a covers the printed image 5d.
- the laser-sensitive layer is formed as a completely or more or less completely optically covering layer, so that the printed image 5d arranged underneath is not visible from above or is only more or less translucent before the laser treatment.
- the laser-sensitive material is preferably black or gray or has a particular dark, at least more or less opaque color.
- the underlying print image 5d is freely visible in the region of the marking or more or less translucent visible. In this way, therefore, a mark is obtained which - depending on the color or the design of the printing 5d and depending on the degree of transparency or tinting of the marking area in the layer 4a - can have any color or colorful design.
- an image results which is combined from a laser-induced image component and an image component formed by the background layer.
- the laser-induced image constituent in the illustrated exemplary embodiment in FIG. 8 is a negative image consisting of a region 10 which is more or less transparent due to the laser treatment and a non-laser-treated opaque region of the laser-sensitive layer 4a arranged around it.
- the other image component is formed by the area of the background layer exposed by the change of the laser-sensitive layer, ie the exposed area of the printed image 5d.
- the exemplary embodiment in FIG. 12 is a correspondingly produced image.
- the only difference with respect to the exemplary embodiment in FIGS. 11 a to d is that in FIG. 12 the printed image 5 d formed in the background layer has a color progression and thus the marking with color gradient becomes visible through the laser-treated region.
- the third embodiment which is shown in Figures 13a to 13d, is made and constructed in a similar manner as the embodiments shown in Figures 11 and 12.
- the background layer has a diffraction pattern 5 b instead of a printed image 5 d.
- the diffraction pattern 5b may be formed in a metal layer having a corresponding surface structure and / or formed in a lacquer layer and deposited with a metal layer.
- the exemplary embodiment of FIGS. 13a to 13d has a particularly interesting optical effect due to the diffraction pattern 13b visible in the region of the marking 10.
- the laser-sensitive region 4a and the diffraction pattern 5b may be laterally offset from one another, ie not aligned one above the other, as in the embodiment in Figures 13a to 13d.
- Such an embodiment is shown in Figures 14a to 14d.
- the background layer 5c or 50 has a diffraction pattern in a limited area 5b and is formed as a reflective layer in the entire area or has a reflective layer.
- the region with the diffraction pattern 5b is not aligned below the laser-sensitive region 4a, but laterally offset when viewed perpendicular to the film plane.
- the reflection layer has no diffraction pattern 5 b, but rather an area that is metallically dull or metallically shiny.
- various marks 10 are made by the laser by laser-induced bleaching or laser-induced color change.
- the respective laser-treated regions 10 thereby become more or less transparent. Due to the laterally offset arrangement of the diffraction structure, depending on the viewing angle, different effects, in particular different ones, can be achieved Color designs can be obtained in the area of the markings 10. It is thus possible to generate special codes.
- laser markings 10 can be easily formed in any desired shape by appropriate guidance of the laser beam in the laser treatment. Letters, i. Lettering in any configuration and size, e.g. also certain individual lettering are generated.
- the markings can also be designed as any graphic shapes. By using different laser conditions in different areas of the marking markings can be produced with different degrees of bleaching or multi-colored markings at different places.
- exemplary embodiments according to FIGS. 11 to 14 are possible as a lottery foil, for example by printing the gain sum in the film production in the background layer 5 and, by way of that, applying the film layer with the laser-sensitive layer.
- the prize sum can also be printed on the substrate to which the film is applied.
- the laser-sensitive layer can then be bleached and thus the profit can be made visible.
- FIGS. 15a to 15d a layer structure is assumed in FIGS. 15a and b which also corresponds to the layer structure in the exemplary embodiment of FIGS. 12 to 14 described above.
- an outer area surrounding the marking laser-treated. Bleaching or color change makes the area transparent or partially transparent.
- the resulting image is composed of an untreated remaining area 10r remaining in the laser-sensitive layer 10 (formed as letter A in Figs. 15c and d) and one due to bleaching of the rest laser-sensitive area 10 transparent external area, through which the print image 5d is visible, together.
- the marking is produced in a similar manner as described for the exemplary embodiment of FIGS. 15 to 15d.
- the laser-sensitive layer 4a is formed, for example, as a green covering layer. Selective bleaching at different laser wavelengths produces different colored marks 10x, 10y, 10z.
- the green laser-sensitive layer is changed to blue by irradiation with laser light in the blue spectral range, and to yellow by irradiation with laser light with a red spectral range.
- By successive or simultaneous application of both wavelengths of the outer region 10 is completely bleached, that is formed as a transparent area.
- the generated image is a name train consisting of a name component 10x and a name component 10y, underlined by a line structure 10z.
- the first word “Peter” can be generated with the method described above as a blue lettering and the second word, here "Müller", as a yellow lettering and the line structure as green lines.
- the area around these markings around area 10 is completely bleached, so that in this area arranged in the background layer diffraction pattern 5 b or optionally a pressure or the like. appears visible.
- the exemplary embodiment in FIGS. 17a to 17d is modified relative to the exemplary embodiment in FIGS. 16a to 16d in that the laser-sensitive layer 4 is arranged on the side of the diffraction structure 5b facing the substrate and thus the diffraction structure overlaps the laser-induced marking 10.
- the laser-sensitive layer with the laser-induced marking formed therein is directly adjacent to the diffraction structure 5b or is part of the diffraction structure itself.
- FIGS. 18a to 18d a film is assumed in FIGS. 18a and 18b in which the laser-sensitive layer 4a is translucent green.
- the watermark-like image shown in Figures 18c and d can be generated. It consists of a translucent colored line structure, namely a translucent blue line 10x and a translucent yellow line 10y.
- the relevant line is formed by an individualized micro-font 10xs, 10ys.
- the line 10x can therefore be formed by a blue micro-font and the line 10y by a yellow micro-font.
- the translucent blue line 10x composed of written in the microform, lined up in line line name "Peter Müller” and the translucent yellow line 10y from in microwriting in the line lined up date "20.4.2000" - or any other personal data - insist.
- the area of the laser-sensitive layer 4a in the region outside the lines 10a and 10b is completely bleached laser-induced in the exemplary embodiment, but can also be made to stand out from the line structure by tinting through corresponding specific laser treatment in another color.
- a laser-sensitive layer is assumed which is tinted transparent in color, e.g. green transparent.
- a lettering is produced by laser-induced color change.
- the lettering consists of a blue and a yellow component.
- FIGS. 20a to 20d is modified relative to the exemplary embodiment in FIGS. 18a to 18d in that the laser-sensitive layer 4 is arranged on the side of the diffraction structure 5b facing the substrate and the diffraction structure covers the laser-induced marking 10x, 10y. Moreover, this embodiment corresponds to the embodiment in Figures 18a to 18d in Figures 20a to 20d.
- a film is assumed in which the laser-sensitive layer 4 a is formed to be more or less opaque green or in another color in the region 4 a.
- the background layer 5 has in the area below a reflection layer with separate individual regions with diffraction pattern 5b.
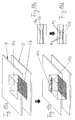
- separate markings in the form of alternating, spaced-apart square fields 10x and 10y are formed with exact position in the laser-sensitive layer 4a.
- the fields 10x blue, preferably cyan, and the fields 10y are formed yellow.
- the area around the fields 10x, 10y is not laser-treated and remains in the original color, ie, for example, green.
- the fields 10x, 10y are more or less transparent, so that, due to the diffraction of light at the diffractive structures 5b, a color play arises, depending on the optionally superimposed colors and the wavelength-dependent reflection of the incident light.
- the background layer 5 has alternating diffractive surfaces 5b and metallically specularly appearing areas which fit exactly to the laser-induced fields 10x, 10y, varying image impressions result in connection with the surfaces colored by the laser irradiation as a function of the illumination and viewing angle ,
- the metal layer is formed only in separate separate areas 5r as a reflection layer and the entire remaining area is formed as a lattice structure.
- the laser-sensitive layer can be irradiated by laser action so that alternating fields 10x, 10y are bleached differently, i. different color can be obtained.
- These laser-induced color markings forming fields 10x, 10y can be arranged so that they are arranged in the direction perpendicular to the layer plane aligned above the reflection fields 5r. Depending on the illumination and viewing angle, varying optical effects result.
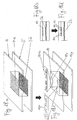
- round fields 10x, 10y are configured in different order in the laser-sensitive layer 4 by laser-sensitive bleaching in alternating sequence. They are positionally accurate - viewed in the direction perpendicular to the layer plane - arranged in alignment over diffractive fields 5b, which also have a plan view in a round outline.
- the Diffractive fields are formed in a reflective layer, which are arranged below the laser-sensitive layer 4, preferably immediately below.
- the exemplary embodiment in FIGS. 23a to 23d is modified relative to the exemplary embodiment in FIGS. 22a to 22d in that round reflection fields 5r are arranged in the diffraction structure 5b and the laser-induced likewise round color fields 10x, 10y are arranged in exact position over the reflection fields 5r.
- a film is assumed in which the partially transparent reflection layer 5 is arranged above the laser-sensitive layer 4.
- the laser sensitive layer 4 is more or less opaque, e.g. green or in a different color in the area 4a.
- the reflection layer 5 has regions of a diffraction structure 5b, wherein in separate individual fields 5r, the reflection layer 5 is formed as a flat layer without diffraction structure.
- the reflection layer 5 is deposited vapor-deposited directly on the laser-sensitive layer 4.
- the diffraction structure 5b is formed in the reflection layer and the laser-sensitive layer 4 and extends into the laser-sensitive layer 4.
- 26a to 26b is modified relative to the exemplary embodiment in FIGS. 24a to 24d such that diffraction fields 5b are formed in the reflection layer 5r arranged above the laser-sensitive layer 4 and the laser-induced fields 10x, 10y are formed precisely under the diffraction fields 5d , wherein the mutually associated diffraction fields 5b and laser-induced fields 10x, 10y each have the same rectangular base area.
- the laser-sensitive material in the layer 4 in a limited area, rectangular in outline Arranged area.
- the layer 4 is transparent outside the region 4a, so that the printed image 5d formed in this region in the background layer is visible.
- the printed image 5d can be formed in a separate background layer of the multilayer film or else directly on the substrate surface.
- the print image 5d is the word image "Bank of Iceland” and the phrase "passport number". The latter is between two parallel also printed or only fictitious, ie only imaginary lines of flight 5 df accurately arranged.
- the massless laser beam By positionally accurate guidance of the massless laser beam, it is possible to continue the labeling with accuracy in the micrometer range with respect to the printed image 5d in the laser-sensitive region 4a by selective bleaching or selective color change. Therefore, a marking is generated which the two alignment lines 5df of the printed image, which are arranged on both sides of the laser-sensitive field 4a, or even exist only fictitiously as imaginary alignment lines, continue in the field 4a as laser-induced alignment lines 10f. Between the lines 10f, a corresponding laser-induced inscription 10x, 10y in the illustrated exemplary embodiment generates the numerical sequence "5 7 6 4 9 3 7".
- the individual digits 10x, 10y may be formed in different colors and each have a color gradient, e.g. by different bleaching or different color change in different areas of the figures or by appropriate design of the underlying possibly translucent printed image.
- the individual digits 10x, 10y can also be formed in micro-writing. In this way, a high security against counterfeiting is obtained.
- the embodiment in FIG. 28 is a modification compared to the exemplary embodiment in FIG. 27, wherein a diffraction structure 5b is arranged above the laser-sensitive layer 4a in order to increase the security against counterfeiting.
- This can be embodied directly on the laser-sensitive layer, for example in a reflection layer which is vapor-deposited there in this limited area or in a reflection layer which covers the entire surface of the exemplary embodiment shown in FIG.
- this reflection layer is designed as a diffraction structure only in the region which overlaps the laser-sensitive field 4 a, which is likewise transparent.
- the laser treatment is carried out by laser irradiation through the reflection layer or the diffraction structure 5b.
- the laser-induced markings are generated in register.
- the fact that the diffraction structure is arranged above the laser-induced marking in the exemplary embodiment in FIG. 28 and that it is connected directly to the relevant layer which has the markings results in increased security against forgery.
- a register-accurate assignment of diffractive fields to laser-induced color areas is likewise realized, this embodiment having a full-color portrait image produced in a laser-induced manner as a laser-induced image 10y.
- the laser-induced image is formed in a laser-sensitive layer 4.
- diffraction elements 5b are provided, which are formed as guilloches and are complemented by 10x accurate register by each subsequent laser-induced colored guilloches.
- Such a structure consisting of successive arcuate regions alternating as diffraction guilloules 5b and laser-induced colored guilloches 10x are formed is arranged in the manner of a closed circle around the laser-induced portrait image 10y.
- serpentine diffraction guilloches 5b are additionally formed, which overlap the laser-induced image 10y in sections.
- the layer structure of the embodiment in FIGS. 29a and b is similar to the embodiment in FIG. 28.
- the diffraction structure elements 5b are arranged above the laser-sensitive layer in which the laser-induced image 10y and the laser-induced guilloches 10x are arranged. These are preferably arranged in a layer forming the reflection layer 5r in the remaining area, but may also be formed exclusively and directly in the laser-sensitive layer 4a.
- the laser treatment for producing the laser-induced full-color image 10y and the colored guilloches 10x takes place in a corresponding manner as in the previously described exemplary embodiments.
- the exemplary embodiment illustrated in FIG. 30 is an embodiment modified from the exemplary embodiment in FIG. 29. It also has a laser-induced portrait image 10y, which is designed as a full-color image. Instead of the laser-induced and diffraction Guillochen however star-shaped diffraction elements 5b at the four edges of the laser-induced portrait image 10y arranged in the embodiment in Figure 30 so that they with one half each have an edge region of the laser-induced color image 10y and with another half the overlap the laser-induced image 10y surrounding area, thus in the manner of a conventional security stamp or seal.
- the layer structure of the embodiment in FIG. 30 may be be designed accordingly as that of the embodiment in Figures 29a and 29b.
- the layer structure can be formed by a film, preferably a transfer film, applied to the substrate, the laser-sensitive layer with the laser-induced portrait image 10y formed therein being arranged on the side facing the substrate, and the diffraction elements 5b on the side of the laser-sensitive layer facing away from the substrate and thus the laser-induced image 10y is arranged across and covering.
- the exemplary embodiments in FIGS. 29 and 30 may be personalized identity cards.
- the name "Tamara test woman” is likewise applied as a laser-induced marking, preferably multicolored, as a signature under the laser-induced portrait image 10y.
- the lettering can be designed to increase the security against counterfeiting in micro-writing.
- FIGS. 31a and 31b is an embodiment compared to the embodiments of FIGS. 29 and 30 modified.
- This embodiment consists of a carrier forming the substrate, which is formed of paper material on which a hot stamping foil is applied, which can be seen from the sectional view in Fig. 31b, consists only of a laser-sensitive layer 4 and an upper protective layer 3 and a Adhesive layer 6, which represents the connection to the substrate surface.
- the laser-sensitive layer 4 is formed as a laser-induced image, a same as in Figures 29 and 30 formed full-color image.
- no background layer 5 is provided in the layer structure of the hot stamping foil.
- the background layer is formed on the surface of the substrate 8 as a separate coating 315 or as an integral part of the substrate 8.
- a security imprint 315d which may be formed eg guilloches or the like and fluorescent threads 316, which can fluoresce, for example under UV light and are not visible in daylight or only appear as black threads.
- 8 watermarks 315w are formed in the carrier preferably made of paper material.
- a security strip 310 is disposed in the carrier 8, which passes through the laser-induced image 10y and also extends beyond in the region in which the laser-induced image component 10y is not formed.
- the laser-induced image 10y is rectangular in plan in the illustrated embodiment and only in a partial region of the surface of the carrier 8 is arranged.
- the transfer film having the laser-sensitive layer 4 is preferably also formed only in this limited area.
- the rectangular image area of the laser-induced image 10y is transparent, ie the area of the laser-sensitive layer is bleached by the laser treatment in such a way that the colored image components are rendered tinted transparent and the area around the color marks completely transparent is. This results in the advantage that the marking 315 present on the substrate appears visible through the laser-induced image 10y. In this way, particularly high counterfeit security is obtained.
- the exemplary embodiment illustrated in FIG. 32 is a modification of the exemplary embodiment in FIGS. 31 a, b.
- a background layer 5 is formed in FIG. 32 in the region of the laser-induced image 10y.
- This background layer 5 is part of the transfer film.
- the background layer 5 is formed on the side of the film facing the carrier 8 and is thus arranged between the laser-sensitive layer or the laser-induced image component and the substrate surface when the film is applied to the substrate.
- the background layer 5 covers in this area the label elements arranged on and in the substrate.
- the advantage of the background layer 5 is that the laser-induced image is very clearly recognizable and in the laser-induced image formation no damage of the substrate or underlying layers can occur.
- the background layer 5 is reflective for the laser radiation acting in the image formation and largely impermeable and absorbing for the non-reflected part of the laser radiation. As a result, in the laser irradiation to produce the laser-induced image 10y damage or otherwise unwanted laser-induced changes in the substrate and the substrate is prevented. Due to the reflection of the background layer 5 and preferably by the addition of special brightener substances, the color effect of the laser-induced image components is enhanced and the color is preferably brightened.
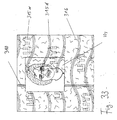
- Fig. 33 is a modification of the embodiments in Figures 31 and 32.
- the background layer 5 is formed only in the left half of the laser-induced color image 10y, so that only in this left subregion in which the background layer 5 is formed, the marking 315 is covered on the substrate 8 and not visible.
- no background layer 5 is arranged, so that in this area through the color-toned transparent laser-induced color image through the surface of Substrate and thus the marking 315 is visible.
- This exemplary embodiment results in particularly increased protection against counterfeiting, since the laser-induced image 10y interacts in a particularly versatile manner with the other identification elements optically.
- the laser-sensitive layer 4 can also be designed as a layer which is merely blackenable under laser light, for example as a layer doped with carbon or carbon black. It can be carbonized under the action of laser radiation, in particular Nd: YAG laser radiation of the wavelength 1064 nm. It is thus a grayscale image possible if the laser condition, preferably the laser power is varied according to the irradiation.
- a card structure is shown in an exploded view. It is a body laminated on various overlay foils 30, 32 and inlets 90.
- the inlets 90 may preferably be made of paper material, but also of plastic material.
- On the upper inlet 90 a carbon or carbon black-doped overlay film 32 is arranged, on which an overlay film 30 is applied.
- This overlay film 30 corresponds in structure to the laminating film, as shown in Fig. 10. It has a carrier film 30, on the underside of which a transfer film, preferably a hot stamping film, is applied, which has an intermediate layer 5c and a reflection layer 5r and a laser-sensitive layer 4.
- a diffraction and / or hologram structure 5b is formed in the reflection layer 5r and in the laser-sensitive layer 4, a diffraction and / or hologram structure 5b is formed.
- an additional background layer 5 may be formed between the laser-sensitive layer 4 and the doped overlay film 32 as a separate overlay film or as a lower further layer of the laminating film 30.
- the doped overlay film 32 and the inlet 90 may have such a background layer 5 as a separate overlay film or as a layer of the doped overlay film 32 or the inlet 90.
- background layers 5 may be designed such that they reflect the laser radiation acting in the overlying layer during the laser-induced image formation and / or absorb the non-reflected portion or in any case do not pass into the underlying layer. It can also be provided that the background layer 5 is arranged only in the subarea by generating a laser-induced image component in the overlying laser-sensitive layer.
- the laser-sensitive material in the laser-sensitive layer 4 may contain coloring agents which cause bleaching or color change in the laser action in the manner described in the foregoing embodiments, so that the laser-induced image in this layer 4 is a color image can be trained.
- the carbon or carbon black doped overlay films 32 with appropriate laser treatment, e.g. With Nd: YAG laser radiation of wavelength 1064 nm, a grayscale image can be generated as a laser-induced image.
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Electromagnetism (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Thermal Transfer Or Thermal Recording In General (AREA)
- Heat Sensitive Colour Forming Recording (AREA)
- Credit Cards Or The Like (AREA)
- Diffracting Gratings Or Hologram Optical Elements (AREA)
- Holo Graphy (AREA)
- Silver Salt Photography Or Processing Solution Therefor (AREA)
Description
- Die Erfindung betrifft ein Mehrschichtenbild, insbesondere Mehrfarbenbild, aus einem aus Papiermaterial bestehendem Substrat und einem darauf unter Einsatz einer Transferfolie, vorzugsweise Heißprägefolie, oder einer Laminierfolie aufgebrachten ein- oder mehrlagigen Schichtenaufbau (Siehe z.B.
DE-A-10047450 ). - Der Erfindung liegt die Aufgabe zugrunde, ein Mehrschichtenbild, insbesondere ein Mehrfarbenbild, auf einem vorzugsweise aus Papiermaterial bestehenden Substrat unter Verwendung einer Transferfolie, vorzugsweise Heißprägefolie, oder einer Laminierfolie zu erzeugen. Das Mehrschichtenbild soll hohe Fälschungssicherheit aufweisen. Es sollen auch Ausführungen möglich sein, die optisch besonders interessant sind, insbesondere hinsichtlich der Vielzahl der verschiedenen Farben oder unterschiedlichen optischen Effekte.
- Diese Aufgabe löst die Erfindung mit einem Mehrschichtenbild gemäss Anspruch 1.
- Das in dem Schichtenaufbau erzeugte Mehrschichtenbild setzt sich also aus einem laserinduzierten Bildbestandteil und der Hintergrundschicht zusammen, wobei der laserinduzierte Bildbestandteil mehrere Farben aufweist und/oder der laserinduzierte Bildbestandteil und die Hintergrundschicht sich farblich und/oder hinsichtlich der optischen Struktur voneinander abheben. Der laserinduzierte Bildbestandteil ist ein Bereich der lasersensitiven Schicht, der durch Lasereinwirkung verändert ist. Dieser veränderte Bereich der lasersensitiven Schicht bildet also den sog. laserinduzierten Bildbestandteil. Dieser ist so angeordnet, daß er die darunter liegende Hintergrundschicht zumindest teilweise überlappt, so daß die Hintergrundschicht von oben her nur bereichsweise sichtbar ist und/oder mehr oder weniger durchscheinend sichtbar ist. Mit der Laserbehandlung eines Bereichs der lasersensitiven Schicht, d.h. mit Ausbildung des laserinduzierten Bildbestandteils kann ein von dem laserinduzierten Bildbestandteil nicht abgedeckter Bereich der Hintergrundschicht geschaffen und somit sichtbar gemacht werden. Die Hintergrundschicht kann auf diese Weise bereichsweise optisch freigelegt werden, so daß sie von oben her sichtbar wird.
- Der laserinduzierte Bildbestandteil kann als farblose transparente oder farblich getönte transparente oder nicht transparente Markierung ausgebildet sein. Optisch besonders interessante und gegebenenfalls komplexe Bilder können bei Ausführungen erhalten werden, bei denen vorgesehen ist, daß benachbart neben dem laserinduzierten Bildbestandteil, vorzugsweise angrenzend an diesen, in derselben lasersensitiven Schicht ein weiterer laserinduzierter Bildbestandteil oder ein nicht mit Laser behandelter Bereich der lasersensitiven Schicht oder ein nicht lasersensitiver Bereich angeordnet ist. Hierbei kann dieser benachbarte Bereich farblos transparent oder farblich getönt transparent oder nicht transparent ausgebildet sein. Die benachbarten Bereiche können unterschiedliche Farben aufweisen. Jeder Bildbestandteil kann als jeweils einheitliche homogene laserinduzierte Markierung ausgebildet sein, kann aber auch aus mehreren unterschiedlichen nebeneinander angeordneten laserinduzierten Markierungen bestehen.
- Besonders interessante optische Effekte werden bei Ausführungen erhalten, bei denen vorgesehen ist, daß benachbart neben dem laserinduzierten Bildbestandteil, vorzugsweise angrenzend an diesem, ein in der Hintergrundschicht gebildeter Bildbestandteil ausgebildet ist.
- Hohe Fälschungssicherheit wird mit Ausführungen erhalten, bei denen der laserinduzierte Bildbestandteil passergenau zu dem zugeordneten Bildbestandteil, der in der oder durch die Hintergrundschicht gebildet ist, angeordnet ist. Vorzugsweise ist bei solchen Ausführungen vorgesehen, daß eine Vielzahl von laserinduzierten Bildbestandteilen passergenau nebeneinander angeordnet sind und also das Mehrschichtenbild aus diesen vielen paßgenau zueinander angeordneten Bildbestandteilen zusammengesetzt ist.
- Besondere optische Effekte werden auch mit Ausführungen erhalten, bei denen vorgesehen ist, daß der laserinduzierte Bildbestandteil farblos transparent oder farblich getönt transparent ausgebildet ist und ein in einer darunter liegenden Schicht zugeordneter Bildbestandteil zu diesem in Richtung senkrecht zur Schichtenebene fluchtend oder seitlich versetzt angeordnet ist. Bei der darunter liegenden Schicht kann es sich um die Hintergrundschicht handeln, die z.B. als Reflexionsschicht mit vorzugsweise in einem begrenzten Bereich angeordneter Diffraktionsstruktur ausgebildet ist.
- Es sind vielfältige unterschiedliche Ausführungen möglich, bei denen der laserinduzierte Bildbestandteil z.B. als farbige Markierung und/oder als Grafik und/oder als Schriftbild ausgebildet ist. Ein wesentlicher Vorteil bei der laserinduzierten Bildherstellung besteht darin, daß der laserinduzierte Bildbestandteil mit sehr hoher Positionsgenauigkeit und höchster Auflösung herstellbar ist, denn der Laserstrahl kann außerordentlich positionsgenau geführt werden und dabei Markierungen kleinster Abmessungen erzeugen. Ein laserinduzierter Bildbestandteil kann somit z.B. auch eine Mikroschrift oder eine Guilloche bilden oder ein Teil bzw. jeweils die einzelnen Abschnitte dieser bilden.
- Um laserinduzierte Bildbestandteile herzustellen, kann vorgesehen sein, daß das lasersensitive Material als ein Material ausgebildet ist, das durch Einwirken des Lasers über laserinduziertes Ausbleichen und/oder laserinduzierten Farbumschlag und/oder laserinduziertes Materialentfernen veränderbar ist. Diese Veränderung des Materials erfolgt durch die Laserbehandlung vorzugsweise bei für das Material und für den jeweiligen erwünschten Effekt spezifischen Laserbedingungen. Vorzugsweise werden die unterschiedlichen Farben durch Einwirken des Lasers mit unterschiedlicher Einstellung des Lasers, vorzugsweise unterschiedlichen Laserparametern wie Laserwellenlänge und/oder Laserintensität erzeugt. Bei dem lasersensitiven Material kann es sich um Farbmittel, vorzugsweise um ein Gemisch verschiedener Farbmittel handeln. Als Farbmittel kommen Pigmente in Frage. Bei Pigmenten handelt es sich um vorzugsweise unlösliche Farbmittel, insbesondere sind es anorganische Stoffe. Alternativ oder zusätzlich können als lasersensitives Material auch andere Farbmittel eingesetzt werden, z.B. lösliche organische Farbmittel.
- Bei Ausführungen, die auf besonders einfache Weise eine besonders große Vielzahl von unterschiedlichen Farbmarkierungen möglich machen, ist vorgesehen, daß zumindest ein Bereich der lasersensitiven Schicht in ihrer stofflichen Zusammensetzung ein Pigmentgemisch aufweist, welches aus zumindest drei verschiedenen Pigmentkomponenten zusammengesetzt ist, wobei jede mittels Laser unter jeweils für die Pigmentkomponente spezifischen Laserbedingungen bleichbar ist und wobei für jede der drei Pigmentkomponenten gilt, daß unter den für eine Pigmentkomponente spezifischen Laserbedingungen die übrigen Pigmentkomponenten nicht oder im wesentlichen nicht bleichbar sind. Eine besonders effektive und einfache Methode, ein Vollfarbenbild zu erzeugen, besteht darin, daß die Erzeugung des laserinduzierten Bildbestandteiles dadurch erfolgt, daß in einem ersten Schritt durch Laserbestrahlung einer Stelle der lasersensitiven Schicht bei für eine der Pigmentkomponenten spezifischen Laserbedingungen nur die eine Pigmentkomponente gebleicht wird und daß in einem zweiten Schritt durch Laserbestrahlung derselben Stelle der lasersensitiven Schicht bei für eine weitere der Pigmentkomponenten spezifischen Laserbedingungen nur diese weitere Pigmentkomponente gebleicht wird. Laserinduzierte Bildbestandteile in beliebigen Farben können vorzugsweise dadurch erhalten werden, daß die lasersensitive Schicht aus einem Pigmentgemisch besteht, wobei eine der Pigmentkomponenten ein Cyanpigment ist, eine andere Pigmentkomponente ein Magentapigment ist und eine weitere Pigmentkomponente ein Gelbpigment ist. Besonders vorteilhaft hat sich erwiesen, wenn das Cyanpigment als ein mit rotem Laserlicht bleichbares Pigment, das Magentapigment als ein mit grünem Laserlicht bleichbares Pigment und das Gelbpigment als ein mit blauem Laserlicht bleichbares Pigment ausgebildet ist.
- Ferner sind auch Ausführungen vorgesehen, bei denen Pigmente oder andere sogenannte farbgebende Mittel oder Systeme eingesetzt werden, die bei Bestrahlung mit geeigneter Laserstrahlung ihre Farbe ändern, z.B. von Transparenz in eine Farbe oder von einer Farbe 1 in eine Farbe 2.
- Ein besonders einfaches Verfahren ergibt sich dann, wenn von einem Schichtenaufbau ausgegangen wird, bei dem die Hintergrundschicht kein Material aufweist, das bei der Lasereinwirkung lasersensitiv ist. Es ist jedoch aber auch möglich, das Verfahren mit einem Schichtenaufbau durchzuführen, bei dem auch die Hintergrundschicht lasersensitives Material aufweist. Eine besonders einfache Arbeitsweise ergibt sich, wenn der Schichtenaufbau nur eine lasersensitive Schicht und nur eine nicht lasersensitive Schicht aufweist. Nicht lasersensitive Hintergrundschicht bedeutet, daß bei den während dem Verfahren jeweils angewandten Laserbedingungen keine Veränderung der Hintergrundschicht erfolgt.
- Bei bevorzugten Ausführungen ist vorgesehen, daß die unter der lasersensitiven Schicht, vorzugsweise ausschließlich im Bereich unter dem laserinduzierten Bildbestandteil angeordnete Hintergrundschicht als eine die - bei Erzeugung des laserinduzierten Bildbestandteils eingesetzte - Laserstrahlung reflektierende und/oder für die Laserstrahlung, insbesondere den nicht reflektierten Anteil der Laserstrahlung nicht oder weitgehend nicht transparente und/oder absorbierende Hintergrundschicht ausgebildet ist. Diese Hintergrundschicht kann einerseits als Aufheller des laserinduzierten Bildbestandteils wirken, insbesondere wenn es sich bei dem Bildbestandteil um eine Farbmarkierung, d.h. einen farbigen Bildbestandteil handelt. Eine weitgehend weiße Hintergrundschicht wird erhalten, wenn ihr Reflexionsgrad über den sichtbaren Spezialbereich nahezu konstant hoch ist. Zusätzlich können auch spezielle Pigmente, insbesondere Weißpigmente in die Hintergrundschicht eingebracht werden, um die Wirkung als Aufheller oder Farbverstärker noch zu erhöhen. Aufgrund der Reflexion und der Nichttransparenz der Hintergrundschicht für den nicht reflektierten Anteil der bei der Laserbehandlung einwirkenden Laserstrahlung, wird verhindert, daß in einer darunter liegenden Schicht eine Beschädigung oder eine andere nicht gewünschte laserinduzierte Veränderung bei der Laserbestrahlung eintritt. Die Hintergrundschicht wirkt in diesem Sinne somit als Schutzschicht für die darunter liegende Schicht bzw. darunter liegenden Schichten. Alternativ oder zusätzlich zur Nichttransparenz der Hintergrundschicht kann diese auch für den genannten nicht reflektierten Anteil der Laserstrahlung absorbierend sein. Bei besonderen Ausführungen kann es von Vorteil sein, wenn diese reflektierende und/oder nicht transparente und/oder absorbierende Hintergrundschicht ausschließlich in einem Bereich unter dem in der darüber liegenden lasersensitiven Schicht erzeugten laserinduzierten Bildbestandteil angeordnet ist. Damit wird es möglich, die Hintergrundschicht außerhalb dieses Bereichs zur Erzielung besonderer optischer Effekte, z.B. mit einem Zusammenwirken mit dem laserinduzierten Bildbestandteil frei zu gestalten. In diesem außerhalb liegenden Bereich der Hintergrundschicht kann auch lasersensitives Material angeordnet sein, um dort einen weiteren laserinduzierten Bildbestandteil zu erzeugen.
- Besonders komplexe Bildgestaltungen sind möglich, wenn mehrere lasersensitive Schichten in dem Schichtenaufbau vorhanden sind. Diese können vorteilhafterweise durch dazwischen zumindest bereichsweise angeordneten Hintergrundschichten voneinander getrennt sein. Besonders interessante optische Effekte ergeben sich, wenn die Hintergrundschicht zumindest bereichsweise eine Reflexionsstruktur aufweist und/oder als eine Reflexionsschicht ausgebildet ist, vorzugsweise als Metallschicht, insbesondere helle Schicht, z.B. weiße Lackschicht. Die Hintergrundschicht kann auch bereichsweise eine Diffraktionsstruktur aufweisen, z.B. Beugungsgitter, Hologramm, Kinegramm o.dgl., insbesondere in oder mit metallischer Schicht. Zusätzlich oder alternativ kann die Hintergrundschicht zumindest bereichsweise auch eine Bedruckung aufweisen. Interessante zusätzliche Effekte werden erhalten, wenn die Hintergrundschicht über ihre Erstreckung unterschiedliche Bereiche aufweist, z..B. unterschiedliche Farben und/oder unterschiedliche Struktur. Bei besonders einfach herstellbaren Ausführungsbeispielen ist vorgesehen, daß die Hintergrundschicht über ihre Erstreckung konstant einheitlich ausgebildet ist.
- Der laserinduzierte Bildbestandteil, der durch Lasereinwirkung auf die lasersensitive Schicht in einem Bereich, in dem die lasersensitive Schicht im sichtbaren Spektralbereich transparent ausgebildet ist, entsteht, kann als Positivbild vor der Hintergrundschicht ausgebildet sein. Alternativ kann der laserinduzierte Bildbestandteil auch dadurch gebildet werden, daß durch Lasereinwirkung auf die lasersensitive Schicht in einem Bereich, in der die lasersensitive Schicht als deckende Schicht ausgebildet ist, die lasersensitive Schicht durch laserinduziertes Bleichen volltransparent oder teiltransparent gemacht wird, so daß die zuvor von der lasersensitiven deckenden Schicht abgedeckte Hintergrundschicht in diesem Bereich sichtbar wird.
- Der laserinduzierte Bildbestandteil kann auch als wasserzeichenähnlicher Bestandteil ausgebildet werden, in dem durch Lasereinwirkung auf die lasersensitive Schicht in einem Bereich, in dem die lasersensitive Schicht als teiltransparente, vorzugsweise farblich getönte Schicht ausgebildet ist, der laserinduzierte Bildbestandteil vorzugsweise teiltransparent vor der Hintergrundschicht abhebend ausgebildet wird.
- Ausführungen mit besonders hoher Fälschungssicherheit werden erhalten, wenn der laserinduzierte Bildbestandteil als Mikroschrift ausgebildet wird. Hohe Fälschungssicherheit wird grundsätzlich auch dadurch erhalten, daß der Laser mit einer hohen Passergenauigkeit arbeitet. Der Laser kann durch Erfassung von Ausgestaltungsparametern der Hintergrundschicht, vorzugsweise Erfassung des Druck- bzw. Diffraktionsbildes und/oder durch Erfassung von Ausgestaltungsparametern der lasersensitiven Schicht bzw. des laserinduzierten Bildbestandteiles insbesondere mittels Bildverarbeitung gesteuert werden. Hierbei kann vorzugsweise die Position, die Einfallsrichtung des Laserstrahls, die Laserwellenlänge, die Einwirkdauer, die Pulszahl und/oder die Laserintensität gesteuert werden.
- Bei bevorzugten Ausführungsbeispielen, insbesondere wenn das Mehrschichtenbild in Transferfolien bzw. Heißprägefolien oder in Laminierfolien erzeugt wird, ist vorzugsweise vorgesehen, daß bei der Laserbehandlung ausschließlich die lasersensitive Schicht verändert wird und zwar vorzugsweise nur durch selektives Bleichen oder selektiven Farbumschlag. Vorteilhafterweise verbleiben eventuelle weitere Schichten, wie Schutzschichten, z.B. eine oder mehrere obere Schutzschichten, unverändert, d.h. es tritt keine Beschädigung dieser Schichten bei der Lasereinwirkung auf. Bei Ausführungen, die eine Reflexionsschicht aufweisen, ist die Reflexionsschicht vorzugsweise so ausgebildet, daß bei entsprechender Führung des Laserstrahls dieser hindurchtreten kann und auf die gegebenenfalls darunter angeordnete lasersensitive Schicht einwirken kann. Besonders hohe Fälschungssicherheit wird erhalten, wenn die lasersensitive Schicht bzw. die laserinduzierte Markierung in Richtung auf den Mehrschichtenkörper bzw. auf das mit der Folie beschichtete Substrat gesehen unterhalb der Diffraktions- und/oder Hologrammstruktur und/oder der Reflexionsschicht angeordnet ist, wobei von besonderem Vorteil ist, wenn die laserinduzierte Markierung unmittelbar angrenzend an diese darüberliegende Struktur bzw. Schicht angeordnet ist.
- Unter.Reflexionsschicht oder Reflexionsfeld wird eine Schicht bzw. ein Bereich verstanden, der erhöhte Lichtreflexion und/oder erhöhten Brechungsindex aufweist. Es handelt sich dabei um eine Schicht bzw. einen Bereich, der aus Metall oder einer metallischen Verbindung ausgebildet sein kann, z.B. Aluminium, Chrom, Silber, Zinksulfid, Titanoxid usw., ferner ist auch eine Zusammensetzung aus anderen Materialien möglich, z.B. Germaniumverbindungen, Siliciumverbindungen usw. Es kann sich um eine flächige, vorzugsweise aufgedampfte Schicht bzw. Bereiche handeln. Diese Schicht bzw. Bereiche können zusammenhängend oder in voneinander getrennten Bereichen ausgebildet sein. Es sind auch Ausführungen möglich, bei denen die Reflexionseigenschaft durch entsprechende Partikel oder dergleichen erhalten wird, z.B. durch metallische Pigmente.
- Im Nachfolgenden werden bevorzugte Ausführungsbeispiele unter Bezugnahme auf die beigefügten Figuren näher erläutert.
- Es zeigen:
- Figuren 1 bis 5
- Schnittdarstellungen von verschiedenen Heißprägefolien jeweils mit sensitiver Schicht, in denen durch Laserbehandlung ein Mehrschichtenbild erzeugbar ist;
- Figuren 6 bis 10
- Schnittdarstellungen verschiedener Laminierfolien jeweils mit lasersensitiver Schicht, in denen durch Laserbehandlung ein Mehrschichtenbild erzeugbar ist;
- Figuren 11a bis d
- perspektivische Darstellungen (a und c) und Schnittdarstellungen (b und d) eines ersten Ausführungsbeispieles eines durch Laserbehandlung erzeugten Mehrschichtenbildes, wobei die Figuren 11 a und b jeweils die Ausgestaltung im Bereich der lasersensitiven Schicht und der Hintergrundschicht vor der Laserbehandlung und die Figuren 11 c und d diese jeweils nach der Laserbehandlung zeigen;
- Figur 12
- Draufsichtdarstellung eines zweiten Ausführungsbeispiels eines Mehrschichtenbildes;
- Figuren 13a bis d bis 24a bis d
- perspektivische Darstellungen (a und c) und Schnittdarstellungen (b und d) eines dritten bis 13. Ausführungsbeispieles von durch Laserbehandlung erzeugten Mehrschichtenbildern, wobei die Figuren a und d jeweils die Ausgestaltung im Bereich der lasersensitiven Schicht und der Hintergrundschicht vor der Laserbehandlung
und die Figuren c und d diese jeweils nach der Laserbehandlung zeigen. - Figur 25a und b
- Draufsichtdarstellungen der Ausführungsbeispiele in Figur 24;
- Figur 26a bis d
- perspektivische Darstellungen entsprechend Figur 13 eines 14. Ausführungsbeispiels.
- Figur 27 bis 33
- Draufsichtdarstellungen weiterer Ausführungsbeispiele eines Mehrschichtenbildes.
- Figur 34
- Explosionsdarstellung einer aus Overlayfolien und Inlets laminierten Karte mit zwei lasersensitiven Schichten.
- Im Folgenden werden zunächst unter Bezugnahme auf die Figuren 1 bis 10 Heißprägefolien und Laminierfolien beschrieben, in deren Schichtenaufbau erfindungsgemäße Mehrschichten- und Mehrfarbenbilder erzeugbar sind. In Verbindung mit diesen Figuren werden auch die grundsätzlichen Verfahrensschritte der Laserbehandlung beschrieben, mit denen die Folien, d.h. die lasersensitive Schicht behandelt wird, um die betreffenden Mehrschichtenbilder zu erzeugen. Anstelle von Heißprägefolien können auch andere Transferfolien eingesetzt werden und hierbei die beschriebenen Verfahren zur Erzeugung von Mehrschichten- und Mehrfarbenbildern in entsprechender Weise angewendet werden.
- Zunächst werden nun die diversen in den Figuren dargestellten Folien hinsichtlich ihres Schichtenaufbaus und der Materialzusammensetzung der einzelnen Schichten beschrieben.
- Bei den in den Figuren 1 bis 5 dargestellten Folien handelt es sich um Heißprägefolien. Die Heißprägefolie in Figur 1 umfaßt einen Trägerfilm 1, eine Ablöseschicht 2, eine Schutzschicht 3, eine lasersensitive Schicht 4, eine Hintergrundschicht 5 und eine Klebeschicht 6.
- Bei dem Trägerfilm 1 handelt es sich vorzugsweise um einen Polyesterfilm einer Dicke von 6 bis 100 µm, bevorzugt einer Dicke von 19 bis 38 µm. Auf diesem Trägerfilm 1 sind übereinander die Schichten 2 bis 6 angeordnet. Sie sind bei der Herstellung der Heißprägefolie nach an sich bekannten Verfahren aufgebracht.
- Die Ablöseschicht 2 ist eine Trennschicht. Sie ist vorzugsweise als eine bei Wärmeentwicklung weich werdende Schicht ausgebildet, die beim Aufbringen der Heißprägefolie auf das Substrat die Ablösung der weiteren Schichten von dem Trägerfilm 1 gestattet. Die Ablöseschicht 2 hat im allgemeinen eine Dicke von höchstens 1 µm.
- Die Schutzschicht 3 ist als Schutzlackschicht ausgebildet. Es handelt sich dabei um eine transparente Lackschicht mit der Aufgabe, die freie Oberfläche des mit der Heißprägefolie dekorierten Gegenstandes gegen mechanische Beschädigungen und chemische Einwirkungen weitgehend zu schützen. Die Schichtdicke liegt vorzugsweise zwischen 1 bis 2 µm.
- Die lasersensitive Schicht 4 ist als sog. erste Farblackschicht ausgebildet. Es handelt sich hierbei um eine durch Pigmente eingefärbte und/oder mit anderen farbgebenden Systemen oder Farbmitteln versehene Lackschicht einer Dicke von vorzugsweise 3 bis 10 µm. Die Pigmente bzw. die anderen farbgebenden Systeme bzw. Farbmittel dieser Farblackschicht sind mit Hilfe eines Laserstrahls, dessen Wellenlänge vorzugsweise im sichtbaren Bereich liegt, selektiv bleichbar und/oder in eine andere Farbe veränderbar. Vorzugsweise liegt die Pigmentkonzentration dieser Lackschicht 4 zwischen 3 und 15% bezogen auf Festkörper. Das Bindemittelsystem dieser Lackschicht 4 darf durch die Einwirkung der Laser optisch nicht verändert werden, so daß an den bestrahlten Stellen lediglich eine farbige Kontrastmarkierung ohne erkennbare Schädigung der Oberflächenstruktur entsteht. Bei abgewandelten Ausführungen weist die lasersensitive Schicht 4 nur ein bleichbares Pigment oder nur ein bleichbares anderes Farbmittel auf, wobei dieses Pigment bzw. Farbmittel als einziges Pigment bzw Farbmittel oder neben anderen Pigmenten bzw. Farbmitteln vorhanden ist. Auch bei solchen Ausführungen kann durch Laserbestrahlung eine farbige Markierung erzeugt werden. Entsprechendes gilt für abgewandelte Ausführungen, bei denen anstelle des bleichbaren Pigments bzw. des bleichbaren anderen Farbmittels ein Pigment bzw. Farbmittel eingesetzt ist, das bei Laserbehandlung laserselektiven Farbumschlag aufweist.
- Die Hintergrundschicht 5 ist als sog. zweite Farblackschicht ausgebildet. Diese Schicht ist anders gefärbt als die lasersensitive Schicht 4. Die Schicht 5 ist z.B. weiß oder elfenbeinfarbig, wenn die lasersensitive Schicht 4 schwarz oder grau ist. Die Schicht 5 dient in erster Linie als helle Backupschicht für die in der lasersensitiven Schicht 4 durch Laserstrahlung erzeugten Farben. Die Schichtdicke der Schicht 5 liegt vorzugsweise bei 15 bis 20 µm.
- Es besteht die Möglichkeit, die Hintergrundschicht 5 - ebenso wie die lasersensitive Schicht 4 - nicht über die gesamte Fläche der Heißprägefolie und damit nicht über die gesamte zu dekorierende Oberfläche in der gleichen Farbstellung vorzusehen. Die Schichten 4 und 5 können vielmehr einzeln - und damit auch unterschiedlich - aus verschiedenfarbigen Bereichen zusammengesetzt sein.
- Bei der Kleberschicht 6 handelt es sich um eine bei Transferfolien bzw. Heißprägefolien an sich übliche und bekannte Kleberschicht einer Dicke von etwa 1 bis 10 µm, wobei die Kleberschicht für eine Heißprägefolie so zusammengesetzt ist, daß sie erst bei entsprechender Wärmeeinwirkung klebrig wird.
- Die Schichten 2 bis 6 können nach folgenden Rezepturen hergestellt sein:
Ablöseschicht 2 (Trennschicht): Toluol 99,5 Teile Esterwachs (Tropfpunkt 90°C) 0,5 Teile Schutzschicht 3 (Schutzlackschicht): Methylethylketon 61,0 Teile Diaketonalkohol 9,0 Teile Methylmethanacrylat (Tg = 122°C) 18,0 Teile Polyethylendispersion (23% in Xylol) (Erweichungspunkt 140°C) 7,5 Teile Hochmolekulares Dispergieradditiv (40%, Aminzahl 20) 0,5 Teile Extender (Aluminiumsilikat) 4,0 Teile Lasersensitive Schicht 4 (Erste Farblackschicht): Methylethylketon 34,0 Teile Toluol 26,0 Teile Ethylacetat 13,0 Teile Cellulosenitrat (niedrigviskos, 65% in Alkohol) 20,0 Teile Lineares Polyurethan (Fp.>200°C) 3,5 Teile Hochmolekulares Dispergieradditiv (50%, Aminzahl 20) 2,0 Teile z.B.: Pigment Blue 15:4 0,5 Teile Pigment Red 57:1 0,5 Teile Pigment Yellow 155 0,5 Teile Hintergrundschicht 5 (Zweite Farblackschicht): Methylethylketon 40,0 Teile Toluol 22,0 Teile Ethylen-Vinylacetat-Terpolymer (Fp.=60°C) Polyvinylchlorid (Tg: 89°C) 2,5 Teile 5,5 Teile Polyvinylchlorid (Tg: 40°C) 3,0 Teile Dispergieradditiv (50%, Säurezahl 51) 1,0 Teile Titandioxid (d=3,8-4,2 g/cm3) 26,0 Teile Kleberschicht 6: Methylethylketon 55,0 Teile Toluol 12,5 Teile Ethanol 3,5 Teile Polyvinylacetat (Erweichungspkt. 80°C) 6,0 Teile Butyl-/Methylmethacrylat (Tg:80°C) 8,0 Teile Ethylmethacrylatharz (Tg:63°C) 3,0 Teile Methacrylatcopolymere (Tg: 80°C) 5,0 Teile Ungesättigtes Polyesterharz (Erweichungspkt. 103°C) 3,5 Teile Siliciumdioxid 3,5 Teile - Die Transferfolien - im konkreten Fall hier Heißprägefolien - werden jeweils vorzugsweise in herkömmlicher Weise auf ein Substrat aufgebracht, und zwar derart, daß die Kleberschicht 6 der Substratoberfläche zugewandt ist. Die Kleberschicht 6 bildet beim Heißprägen sodann eine Klebeverbindung mit der Substratoberfläche. Der Trägerfilm 1 wird sodann - nach dem unter Wärmeeinwirkung beim Heißprägen Erweichen der Ablöseschicht 2 - abgezogen. Bei der derart auf der Substratoberfläche aufgebrachten Heißprägefolie bildet sodann die Schutzschicht 3 die obere vom Substrat abgewandte Oberfläche der Prägefolie.
- Die in den Figuren 2 bis 4 dargestellten Heißprägefolien weisen eine gegenüber der Folie in Figur 1 anders ausgebildete Hintergrundschicht auf. Bei dem Beispiel in Figur 2 ist die Hintergrundschicht als Reflexionsschicht 5r ausgebildet. In einem Sonderfall ist die Reflexionsschicht als metallische Reflexionsschicht ausgebildet. Die Reflexionsschicht kann für bestimmte Spektralbereiche transparent bzw. teiltransparent sein. Sie kann einen höheren Brechungsindex als die anderen Schichten aufweisen und weist deshalb erhöhte Lichtreflexion auf. Bei dem Beispiel in Figur 3 ist eine Schicht 5c vorgesehen als eine zusätzliche Lackschicht, die vorzugsweise transparent ist. Ferner ist eine Reflexionsschicht 5r vorgesehen, die bereichsweise eine Diffraktionsstruktur 5b aufweist. Bei dem Ausführungsbeispiel in Figur 3 ist diese Struktur 5b als Bestandteil der Lackschicht 5c und der Kleberschicht 6 sowie der dazwischen liegenden Schicht ausgebildet. Alternativ oder zusätzlich kann eine Diffraktionsstruktur auch als Bestandteil der Lackschicht 5c oder der Farblackschicht 4 ausgebildet sein. Die Diffraktionsstruktur kann auch in diesem Falle bereichsweise aber auch als durchgehende Schicht ausgebildet sein.
- Bei dem Beispiel in Figur 4 ist in der Hintergrundschicht 5c in einem begrenzten Bereich ein Druckbild 5d und in der lasersensitiven Schicht seitlich versetzt zu diesem ein begrenzter lasersensitiver Bereich 4a angeordnet.
- In Figur 5 ist eine Heißprägefolie mit einem abgewandelten Schichtenaufbau gezeigt. Der Schichtenaufbau ist ähnlich dem in Figur 3, wobei jedoch die. Reihenfolge der Schichten abgewandelt ist, und zwar derart, daß die lasersensitive Schicht 4 auf der zum Substrat abgewandten Seite der Reflexionsschicht 5r angeordnet ist.
- Bei der Folie in Figur 5a liegen die Schichten in folgender Reihenfolge: Trägerschicht 1, Ablöseschicht 2, Schutzschicht 3, lasersensitive Schicht 4, Reflexionsschicht 5r, lasersensitive Schicht 4, zusätzliche Lackschicht 7 und Kleberschicht 6. Die beiderseits der Reflexionsschicht 5r ausgebildeten lasersensitiven Schichten 4 können identisch ausgebildet sein, d.h. die Reflexionsschicht ist dann in dieser lasersensitiven Gesamtschicht angeordnet. Die lasersensitiven Schichten können jedoch auch unterschiedlich ausgebildet sein. In einander angrenzenden Bereichen der lasersensitiven Schichten 4 und der Reflexionsschicht 5r ist eine Diffraktionsstruktur 5b ausgebildet. Alternativ kann die Struktur 5b auch als Hologrammstruktur ausgebildet sein. Erhöhte Fälschungssicherheit ergibt sich bei diesem Ausführungsbeispiel dadurch, daß zwei lasersensitive Schichten an die Diffraktions- bzw. Hologrammstruktur angrenzen, die gleich oder verschieden ausgebildet sein können. Die Lackschicht 7, die optional ist, ist hierbei als transparente Schicht bzw. als helle Backupschicht ausgebildet. Alternativ können auch die Lackschicht 7 und die Kleberschicht 6 entfallen und die in Fig. 5a unter der Reflexionsschicht 5r dargestellte zweite lasersensitive Schicht 4 als lasersensitive Kleberschicht ausgebildet sein.
- Bei der Folie in Figur 5b liegen die Schichten in folgender Reihenfolge: Trägerfilm 1, Ablöseschicht 2, lasersensitive Schicht 4, zusätzliche Lackschicht 5c, Reflexionsschicht 5r, Kleberschicht 6. Die Schichten 5c und 6 können aus identischem Material oder verschiedenem Material ausgebildet sein. Bei der lasersensitiven Schicht 4 handelt es sich bei diesem Ausführungsbeispiel um eine Schutzlackschicht, die lasersensitiv ausgebildet ist, indem sie die betreffenden vergleichbaren Pigmente enthält. In den aneinander angrenzenden Bereichen von zusätzlicher Lackschicht 5c, Reflexionsschicht 5r und Kleberschicht 6 ist eine Diffraktionsstruktur ausgebildet. Sie kann als Beugungsgitter ausgebildet sein. Alternativ kann die Struktur 5b auch als Hologrammstruktur ausgebildet sein.
- Nachdem die Transferfolie, im vorliegenden Falle Prägefolie, auf dem Substrat aufgebracht ist, erfolgt die Laserbehandlung, um transparente und/oder farbige Markierungen in der lasersensitiven Schicht 4 zu erzeugen. Um an einer bestimmten Position in der lasersensitiven Schicht 4 eine bestimmte Farbmarkierung zu erzeugen, wird diese Stelle mit Laserstrahlung bestrahlt.
- Im Falle der Laserbehandlung einer Folie mit dem Schichtenaufbau gemäß Figur 5 erfolgt die Laserbestrahlung durch die Reflexionsschicht 5r inklusive der diffraktiven Struktur 5b hindurch. Der Laserstrahl wird bevorzugt senkrecht auf die Folienebene von oben her gerichtet. Die Reflexionsschicht 5r ist für die Laserstrahlung durchlässig, insbesondere bei Senkrechteinstrahlung. Auch die Gitter- oder Hologrammstruktur 5b der im übrigen Bereich die Reflexionsschicht 5r bildenden Schicht ist für die Laserstrahlung durchlässig, wobei die Strahlung jedoch an der Diffraktionsstruktur mehr oder weniger auch gebeugt oder z.T. reflektiert werden kann. Die unter der im übrigen Bereich die Reflexionsschicht 5r bildenden Schicht noch innerhalb der Diffraktionsstruktur 5b und darunter angeordnete lasersensitive Schicht 4 wird durch die Lasereinwirkung verändert, indem an der bestimmten Stelle eine Farbveränderung durch Bleichen erfolgt.
- Im folgenden wird der Bleichvorgang, wie er bei den dargestellten Ausführungsbeispielen in der jeweiligen lasersensitiven Schicht abläuft, beschrieben.
- Beim Bleichen wird in einem ersten Schritt eine blaue oder grüne oder rote Farbmarkierung erzeugt, indem diese Stelle mit einer bestimmten Laserwellenlänge bestrahlt wird, mit der eine bestimmte Pigmentkomponente gebleicht wird. Um die Farbe Blau zu erzeugen, muß die Gelb-Pigmentkomponente gebleicht werden. Hierfür wird blaues Laserlicht eingesetzt. Für das Bleichen ist eine bestimmte Mindestintensität erforderlich. Ferner darf eine gewisse Pulsdauer nicht überschritten werden.
- Um im ersten Schritt eine grüne Farbmarkierung zu erhalten, muß die Magenta-Pigmentkomponente gebleicht werden. Hierfür wird grünes Laserlicht eingesetzt. Um im ersten Schritt eine rote Farbmarkierung zu erhalten, muß die Cyanpigmentkomponente gebleicht werden. Hierfür wird rotes Laserlicht eingesetzt.
- Um an dieser Stelle eine Farbmarkierung in der Farbe Cyan oder Magenta oder Gelb zu erzeugen, wird diese Stelle in einem zweiten Schritt laserbehandelt, und zwar mit einer Laserwellenlänge, mit der eine der an dieser Stelle noch nicht gebleichte Pigmentkomponente gebleicht wird. Wenn im ersten Schritt eine blaue Farbmarkierung erzeugt worden ist, sind an dieser Stelle die Cyanpigmentkomponente und die Magenta-Pigmentkomponente ungebleicht. Um die Farbe Cyan an dieser Stelle zu erzeugen, muß die Magenta-Pigmentkomponente in diesem zweiten Schritt gebleicht werden. Dies erfolgt mit grünem Laserlicht. Es ergibt sich damit an dieser Stelle eine cyanfarbene Markierung.
- Falls in dem zweiten Schritt anstelle dieser cyanfarbenen Markierung eine magentafarbene Markierung erhalten werden soll, muß die im ersten Schritt erzeugte blaue Farbmarkierung mit rotem Laserlicht behandelt werden.
Dadurch wird das Cyanpigment an dieser Stelle gebleicht, so daß also das Magenta-Pigment ungebleicht an dieser Stelle verbleibt. Es ergibt sich damit die magentafarbene Markierung an dieser Stelle. - In entsprechender Weise lassen sich aus einer im ersten Schritt erzeugten grünen Farbmarkierung, die aus dort verbliebenem ungebleichten Cyanpigment und Gelb-Pigment gebildet wird, eine cyanfarbene Markierung oder eine gelbfarbene Markierung erzeugen, und zwar durch Behandlung mit blauem Laserlicht bzw. rotem Laserlicht.
- In entsprechender Weise kann eine im ersten Schritt erzeugte rote Farbmarkierung im zweiten Schritt in eine gelbe oder magentafarbene Markierung umgewandelt werden, und zwar durch Laserbehandlung im zweiten Schritt mit grünem Laserlicht bzw. blauem Laserlicht.
- Um an der im ersten und zweiten Schritt behandelten Stelle eine transparente Stelle zu erhalten, d.h. eine weiße Stelle zu erhalten, wenn die Hintergrundschicht 5 weiß ist, muß in einem dritten Schritt diese Stelle mit einem Laserstrahl behandelt werden, dessen Wellenlänge so eingestellt ist, daß die an dieser Stelle nach dem zweiten Schritt ungebleicht verbliebene Pigmentkomponente gebleicht wird, d.h. die gelbe Farbmarkierung muß mit blauem Laserlicht, die magentafarbene Markierung mit grünem Licht und die cyanfarbene Markierung mit rotem Laserlicht gebleicht werden.
- In gleicher Weise werden sodann in der lasersensitiven Schicht 4 weitere benachbarte Stellen behandelt, um weitere Farbmarkierungen in der Schicht 4 der Prägefolie zu erzeugen. Auf diese Weise kann ein Vollfarbenbild hergestellt werden.
- Laserbehandlung kann auch eingesetzt werden, um in dem Farbmittel bzw. den Farbmitteln in der lasersensitiven Schicht durch Farbumschlag Farbmarkierungen bzw. ein Vollfarbenbild zu erzeugen. Die Laserbehandlung kann in entsprechender Weise mit aufeinanderfolgenden Verfahrensschritten erfolgen. Als Farbmittel, d.h. farbgebende Substanzen kommen Pigmente in Frage. Diese sind meist unlöslich und es handelt sich in der Regel um anorganische Substanzen. Als Farbmittel kommen aber auch meist lösliche, organische Farbmittel in Frage. Der Farbumschlag erfolgt jeweils bei spezifischen Laserbedingungen, die bei der Laserbehandlung in den einzelnen Schritten dann angewandt werden.
- In entsprechender Weise kann das beschriebene Bleich- und Farbumwandlungsverfahren auch eingesetzt werden, wenn das lasersensitive Material nur aus einer oder zwei der Farbmittelkomponenten besteht. Auch können andere Farbmittelkomponenten und auch andere Laserbedingungen, insbesondere Laserwellenlängenbereiche bei der Laserbehandlung eingesetzt werden.
- Die Laserbehandlung der Transfer- bzw. Prägefolie zur Erzeugung der Farbmarkierungen kann alternativ auch vor dem Aufbringen der Folie erfolgen, und zwar insbesondere dann, wenn die Schutzschicht 3 als eine für Laserstrahlung nicht transparente Schicht oder eine für Laserstrahlung im bestimmten Wellenlängenbereich nicht transparente Schicht ausgebildet ist oder eine zusätzliche UV-absorbierende Schutzschicht vorgesehen ist. Die Laserbehandlung erfolgt dann vor dem Auftragen der Folie, indem der Laserstrahl auf die Rückseite der Folie, d.h. auf die Hintergrundschicht 5 gerichtet wird und somit die lasersensitive Schicht 4 also von der anderen Seite her behandelt wird, um darin die Farbmarkierungen in gleicher Weise zu erzeugen. Die Hintergrundschicht 5 und die Kleberschicht 6 sind bei diesen Anwendungen für die betreffende Laserstrahlung transparent oder zumindest teiltransparent.
- In entsprechender Weise können Farbmarkierungen auch in Laminierfolien erzeugt werden. Solche Laminierfolien sind in den Figuren 6 bis 10 dargestellt. Die Laminierfolie in Figur 6 umfaßt eine sog. Overlayfolie 30, eine optionale Zwischenschicht 31, eine lasersensitive Schicht 40, eine eine Hintergrundschicht bildende Zwischenschicht 50, die ebenfalls optional ist, und einen Kleberschicht 60. Beim Laminiervorgang wird die Laminierfolie mit der Kleberschicht 60 der Substratoberfläche zugewandt auf das Substrat aufgebracht. Über die Kleberschicht 60 wird eine Klebeverbindung mit der Substratoberfläche ausgebildet. Die Overlayfolie 30 bildet sodann die obere Schutzschicht, deren vom Substrat abgewandte Oberfläche die äußere Oberfläche der Folie bildet. Die Overlayfolie 30 verbleibt also nach dem Aufbringen der Laminierfolie dort aufgebracht. Sie entspricht der Schutzschicht 3 der Prägefolie in Figur 1. Die lasersensitive Schicht 40 entspricht der lasersensitiven Schicht 4, .d.h. der ersten Lackschicht 4 der Prägefolie in Figur 1. Die Zwischenschicht 50 entspricht der Hintergrundschicht 5, d.h. der zweiten Lackschicht 5 der Prägefolie in Figur 1. Die Kleberschicht 60 entspricht der Kleberschicht 6 der Prägefolie in Figur 1. Die Laminierfolien in den Figuren 7 und 8 stellen Abwandlungen der Laminierfolie in Figur 6 dar, bei denen die Hintergrundschicht in entsprechender Weise wie die Hintergrundschicht bei den Heißprägefolien in den Figuren 2 und 3 abgewandelt sind.
- Die Laminierfolie in Figur 9 weist einen Schichtenaufbau mit gegenüber Figur 6 bis 8 abgewandelter Reihenfolge der aufeinanderliegenden Schichten auf. Die Reihenfolge der Schichten entspricht dem Aufbau der Heißprägefolie in Figur 5. Hierbei ist die Schicht 70 ein optionale Hintergrundschicht.
- Figur 9a zeigt ein gegenüber dem Ausführungsbeispiel in Figur 9 abgewandeltes Ausführungsbeispiel mit einer Reihenfolge der Schichten entsprechend dem Aufbau der Heißprägefolie in Figur 5a.
- Die Laminierfolie in Figur 10 stellt eine Abwandlung der Laminierfolie in Figur 9 dar. Bei diesem Ausführungsbeispiel ist die Overlayfolie 30 mit einer darauf aufgebrachten Heißprägefolie versehen. Diese dort aufgebrachte Heißprägefolie ersetzt die bei der Laminierfolie in Figur 9 vorgesehenen Schichten 31, 50 bzw. 50r, 40, 70 und 60 durch die entsprechenden Schichten der Heißprägefolie. Bei der zur Herstellung dieser Laminierfolie verwendeten Heißprägefolie ist im Unterschied zu der Prägefolie in Figur 5 die Reflexionsschicht 5r und die lasersensitive Schicht 4 in umgekehrter Reihenfolge angeordnet, so daß bei der Laminierfolie in Figur 10 nun entsprechend wie bei der Laminierfolie der Figur 9 die Reflexionsschicht 5r auf der vom Substrat abgewandten Seite der lasersensitiven Schicht 4 angeordnet ist. Übereinstimmend wie bei den übrigen dargestellten Ausführungsbeispielen ist die Diffraktionsstruktur 5b bei der Laminierfolie in Figur 10 ebenfalls in den aneinander angrenzenden Bereichen der Schichten 4 und 5 ausgebildet. Die Lackschicht 5 ist hierbei als transparente Schicht ausgebildet.
- Die Laminierfolie in Figur 10a ist ähnlich aufgebaut wie die Laminierfolie in Figur 10. Bei dem Ausführungsbeispiel in Figur 10a ist jedoch die Overlayfolie 30 mit einer darauf aufgebrachten Heißprägefolie versehen, die ähnlich aufgebaut ist, wie die Heißprägefolie des Ausführungsbeispiels in Figur 5a. Diese auf die Overlayfolie 30 aufgebrachte Heißprägefolie ersetzt die bei der Laminierfolie in Figur 9a vorgesehenen Schichten 31, 40, 50, 50r, 40, 70 und 60 durch die entsprechenden Schichten der Heißprägefolie. Die Laminierfolie in Figur 10a weist eine Schichtenfolge mit folgender Reihenfolge auf: Overlayfolie 30, Kleberschicht 6, optionale Lackschicht 5, lasersensitive Schicht 4, Reflexionsschicht 5r, lasersensitive Schicht 4, zusätzliche Lackschicht 5c und Schutzschicht 3. Die beiderseits der Reflexionsschicht 5r ausgebildeten lasersensitiven Schichten 4 können identisch ausgebildet sein, d.h. die Reflexionsschicht 5r ist dann in dieser lasersensitiven Gesamtschicht angeordnet. Die lasersensitiven Schichten 4 können jedoch auch unterschiedlich ausgebildet sein. Die Lackschicht 5 ist hierbei als transparente Schicht bzw. als helle Backupschicht ausgebildet.
- Die Laminierfolie in Figur 10b stellt ein Ausführungsbeispiel dar, bei dem ebenfalls auf der Overlayfolie 30 eine Heißprägefolie aufgebracht ist. Diese aufgebrachte Heißprägefolie ist ähnlich ausgebildet wie die Folie in Figur 5. Sie ersetzt die bei der Laminierfolie in Figur 9a vorgesehenen Schichten 31, 40, 50 bzw. 50r, 40, 70 und 60 durch die Schichten der Heißprägefolie. Die Laminierfolie in Figur 10b weist eine Schichtenfolge mit folgender Reihenfolge auf: Overlayfolie 30, Kleberschicht 6, optionale Lackschicht 7, lasersensitive Schicht 4, Reflexionsschicht 5r, zusätzliche Lackschicht 5c und Schutzschicht 3.
- Die Laserbehandlung der Laminierfolie erfolgt in entsprechender Weise wie für die Prägefolie beschrieben, d.h. durch entsprechendes sukzessives Bleichen bzw. lasersensitiven Farbumschlag der in der lasersensitiven Schicht 40 enthaltenen Farbmittel, d.h. Pigmentkomponenten oder anderen lasersensitiven Farbmittel.
- Im Folgenden werden nun in den Figuren 11 bis 30 dargestellten Ausführungsbeispiele von Mehrschichtenbildern, die unter Einsatz der verschiedenen Folien, wie sie in den Figuren 1 bis 10 gezeigt sind, durch die beschriebene Laserbehandlung erzeugbar sind. Die dargestellten Mehrschichtenbilder setzen sich jeweils aus einem in der lasersensitiven Schicht erzeugten laserinduzierten Bildbestandteil und einem durch die Hintergrundschicht oder darüber angeordneten Vordergrundschicht gebildeten Bildbestandteil zusammen. Die Figuren 11 bis 30, die die verschiedenen Ausführungsbeispiele der erzeugten Mehrschichtenbilder zeigen, zeigen, soweit sie Schnittdarstellungen enthalten, jeweils stark schematisiert die lasersensitive Schicht 4 in einer oberen oder unteren Folienlage und die darunter bzw. darüber angeordnete Hintergrundschicht 5 in einer unteren bzw. oberen Folienlage. In den schematisierten Darstellungen ist jeweils nur eine lasersensitive Schicht 4 der oberen bzw. unteren Folienlage und nur eine Hintergrundschicht 5 der unteren bzw. oberen Folienlage dargestellt. Eventuelle weitere Schichten dieser Folienlagen und eventuelle dazwischen angeordnete Schichten sowie darüber- und darunterliegende Schichten und eventuelle weitere Folienlagen sind zur Vereinfachung nicht dargestellt. Vorzugsweise ist die Reflexionsschicht unmittelbar auf bzw. unter der lasersensitiven Schicht angeordnet.
- Bei dem ersten Ausführungsbeispiel in den Figuren 11a bis d wird von einer Folie ausgegangen, bei der das lasersensitive Material in einer Folienlage in der Schicht 4 in einem begrenzten Bereich 4a vorliegt. Der Bereich 4a ist in den Figuren 8a, b, die den Zustand vor der Laserbehandlung zeigen, ein im Grundriß rechteckiges Feld. Das lasersensitive Material kann bei abgewandelten Ausführungsbeispielen auch vollflächig über einen größeren Bereich der Folienlage ausgebildet sein. Die Hintergrundschicht 5 weist bei dem dargestellten Ausführungsbeispiel ein Druckbild 5d auf, welches in einer Folienlage unter dem lasersensitiven Bereich 4a angeordnet ist. Der lasersensitive Bereich 4a überdeckt das Druckbild 5d. Die lasersensitive Schicht ist als vollständig oder mehr oder weniger vollständig optisch abdeckende Schicht ausgebildet, so daß das darunter angeordnete Druckbild 5d vor der Laserbehandlung von oben her nicht sichtbar oder nur mehr oder weniger durchscheinend sichtbar ist. Das lasersensitive Material ist vorzugsweise schwarz oder grau oder hat eine insbesondere dunkle, jedenfalls mehr oder weniger deckende Farbe. Durch Laserbehandlung der Folie ausgehend von dem Zustand, wie er in den Figuren 11 a und b dargestellt ist, die Laserbestrahlung erfolgt von oben her in Pfeilrichtung in Figur 11 - wird in der lasersensitiven Schicht, d.h. in dem Bereich 4a durch laserinduziertes Bleichen oder laserinduzierten Farbumschlag eine Markierung - bei dem Beispiel in den Figuren 11 c und d eine transparente Markierung in Form eines A - erzeugt. Durch diese Markierung hindurch ist das darunterliegende Druckbild 5d in dem Bereich der Markierung frei sichtbar bzw. mehr oder weniger hindurchscheinend sichtbar. Auf diese Weise wird also eine Markierung erhalten, die - abhängig von der Farbe bzw. der Gestaltung der Bedruckung 5d und je nach Transparenzgrad bzw. Tönung des Markierungsbereichs in der Schicht 4a - beliebige Farbe oder bunte Gestaltung aufweisen kann. Jedenfalls ergibt sich ein Bild, das aus einem laserinduzierten Bildbestandteil und einem durch die Hintergrundschicht gebildeten Bildbestandteil kombiniert ist. Der laserinduzierte Bildbestandteil ist bei dem dargestellten Ausführungsbeispiel in Figur 8 ein Negativbild bestehend aus einem aufgrund der Laserbehandlung mehr oder weniger transparenten Bereich 10 und einem darum herum angeordneten nicht laserbehandelten deckenden Bereich der lasersensitiven Schicht 4a. Der andere Bildbestandteil wird durch den durch die Veränderung der lasersensitiven Schicht freigelegten Bereich der Hintergrundschicht, d.h. den freigelegten Bereich des Druckbilds 5d gebildet.
- Bei dem Ausführungsbeispiel in Figur 12 handelt es sich um ein in entsprechender Weise hergestelltes Bild. Der einzige Unterschied gegenüber dem Ausführungsbeispiel in den Figuren 11 a bis d besteht darin, daß in Figur 12 das in der Hintergrundschicht ausgebildete Druckbild 5d einen Farbverlauf aufweist und somit durch den laserbehandelten Bereich hindurch die Markierung mit Farbverlauf sichtbar wird.
- Auch das dritte Ausführungsbeispiel, das in den Figuren 13a bis 13d dargestellt ist, ist in entsprechender Weise wie die in den Figuren 11 und 12 dargestellten Ausführungsbeispiele hergestellt und aufgebaut. Der einzige Unterschied gegenüber dem Ausführungsbeispiel in den Figuren 11 a bis d besteht darin, daß die Hintergrundschicht anstelle eines Druckbildes 5d ein Diffraktionsmuster 5b aufweist. Das Diffraktionsmuster 5b kann in einer Metallschicht mit entsprechender Oberflächenstruktur ausgebildet sein und/oder in einer Lackschicht ausgebildet und mit einer Metallschicht hinterlegt sein. Das Ausführungsbeispiel der Figuren 13a bis 13d weist aufgrund des in dem Bereich der Markierung 10 sichtbaren Diffraktionsmusters 13b einen besonders interessanten optischen Effekt auf. Es wird auf diese Weise die Möglichkeit geschaffen, individualisierte Diffraktionsmuster zu erzeugen, da die Diffraktionsstruktur nur im Bereich des laserinduzierten Bildbestandteils sichtbar ist. Bei abgewandelten Ausführungsbeispielen kann der lasersensitive Bereich 4a und das Diffraktionsmuster 5b seitlich gegeneinander versetzt angeordnet sein, d.h. nicht fluchtend übereinander, wie bei dem Ausführungsbeispiel in den Figuren 13a bis 13d. Ein solches Ausführungsbeispiel ist in den Figuren 14a bis 14d gezeigt. Die Hintergrundschicht 5c bzw. 50 weist in einem begrenzten Bereich 5b ein Diffraktionsmuster auf und ist im gesamten Bereich als reflektierende Schicht ausgebildet oder besitzt eine reflektierende Schicht. Der Bereich mit dem Diffraktionsmuster 5b ist nicht fluchtend unter dem lasersensitiven Bereich 4a, sondern bei Blickrichtung senkrecht zur Folienebene seitlich versetzt angeordnet. Fluchtend unter dem lasersensitiven Bereich 4a weist die Reflexionsschicht kein Diffraktionsmuster 5b auf, sondern einen Bereich der metallisch matt oder metallisch glänzend ausgebildet ist. In dem lasersensitiven Bereich 4a werden verschiedene Markierungen 10 mittels des Lasers eingebracht, und zwar durch laserinduziertes Bleichen oder laserinduzierten Farbumschlag. Die betreffenden laserbehandelten Bereiche 10 werden dadurch mehr oder weniger transparent. Aufgrund der seitlich versetzten Anordnung der Diffraktionsstruktur können je nach Betrachtungswinkel unterschiedliche Effekte, insbesondere unterschiedliche Farbgestaltungen im Bereich der Markierungen 10 erhalten werden. Es ist damit möglich, spezielle Kodierungen zu erzeugen.
- Bei den beschriebenen Ausführungsbeispielen der Figuren 11 bis 14 können Lasermarkierungen 10 durch entsprechende Führung des Laserstrahls bei der Laserbehandlung auf einfache Weise in beliebiger Gestalt ausgebildet werden. Es können Buchstaben, d.h. Schriftzüge in beliebiger Ausgestaltung und Größe, z.B. auch bestimmte individuelle Schriftzüge erzeugt werden. Die Markierungen können aber auch als beliebige grafische Formen ausgebildet sein. Durch Verwendung unterschiedlicher Laserbedingungen in unterschiedlichen Bereichen der Markierung können Markierungen mit an verschiedenen Stellen unterschiedlichen Bleichungsgrad oder mehrfarbige Markierungen erzeugt werden.
- Ferner sind Ausführungsbeispiele entsprechend den Figuren 11 bis 14 als Lotteriefolie möglich, indem beispielsweise die Gewinnsumme bei der Folienherstellung in der Untergrundschicht 5 gedruckt wird und darüber die Folienlage mit der lasersensitiven Schicht aufgebracht wird. Alternativ kann die Gewinnsumme auch auf das Substrat, auf das die Folie appliziert wird, gedruckt werden. Durch ein geeignetes Lasergerät, d.h. bei spezifischen Laserbedingungen, kann die lasersensitive Schicht sodann ausgebleicht werden und damit die Gewinnsumme sichtbar gemacht werden.
- Bei dem in den Figuren 15a bis 15d dargestellten Ausführungsbeispiel wird in den Figuren 15a und b von einem Schichtenaufbau ausgegangen, der ebenfalls dem Schichtenaufbau bei dem vorangehend beschriebenen Ausführungsbeispiel der Figuren 12 bis 14 entspricht. Im Unterschied hierzu wird jedoch bei dem Ausführungsbeispiel in den Figuren 15a bis 15d in der lasersensitiven Schicht 4a ein äußerer die Markierung umgebender Bereich laserbehandelt. Durch Bleichen oder Farbumschlag wird der Bereich transparent oder teiltransparent. Bei diesem Ausführungsbeispiel setzt sich somit das entstandene Bild, wie es in den Figuren 15c und d dargestellt ist, aus einem in der lasersensitiven Schicht verbliebenen unbehandelten Restbereich 10r - in den Figuren 15c und d als Buchstabe A ausgebildet - und einem aufgrund der Bleichung des übrigen lasersensitiven Bereichs 10transparenten Außenbereich, durch den hindurch das Druckbild 5d sichtbar ist, zusammen.
- Bei dem Ausführungsbeispiel in den Figuren 16a bis 16d wird die Markierung in ähnlicher Weise erzeugt wie für das Ausführungsbeispiel der Figuren 15 bis 15d beschrieben. In diesem Falle ist die lasersensitive Schicht 4a z.B. als grüne deckende Schicht ausgebildet. Durch selektives Bleichen bei verschiedenen Laserwellenlängen werden unterschiedliche farbige Markierungen 10x, 10y, 10z erzeugt. Die grüne lasersensitive Schicht wird durch Bestrahlung mit Laserlicht im blauen Spektralbereich nach blau, durch Bestrahlung mit Laserlicht mit rotem Spektralbereich nach gelb verändert werden. Durch sukzessive oder gleichzeitige Anwendung beider Wellenlängen wird der Außenbereich 10 komplett gebleicht, d.h. als transparenter Bereich ausgebildet. Bei dem Ausführungsbeispiel ist das erzeugte Bild ein Namenszug bestehend aus einem Namensbestandteil 10x und einem Namensbestandteil 10y, unterstrichen durch eine Linienstruktur 10z. Das erste Wort "Peter" kann mit dem oben beschriebenen Verfahren als blauer Schriftzug und das zweite Wort, hier "Müller", als gelber Schriftzug und die Linienstruktur als grüne Linien erzeugt werden. Der um diese Markierungen herum angeordnete Bereich 10 ist vollständig gebleicht, so daß in diesen Bereich das in der Untergrundschicht angeordnete Diffraktionsmuster 5b oder gegebenenfalls ein Druck o.dgl. sichtbar erscheint.
- Das Ausführungsbeispiel in den Figuren 17a bis 17d ist gegenüber dem Ausführungsbeispiel in den Figuren 16a bis 16d dahingehend abgewandelt, daß die lasersensitive Schicht 4 an der zum Substrat gewandten Seite der Diffraktionsstruktur 5b angeordnet ist und somit die Diffraktionsstruktur die laserinduzierte Markierung 10 übergreift. Damit wird eine erhöhte Fälschungssicherheit erhalten, insbesondere, wenn die lasersensitive Schicht mit der darin ausgebildeten laserinduzierten Markierung unmittelbar an die Diffraktionsstruktur 5b angrenzt oder Teil der Diffraktionsstruktur selbst ist.
- Bei dem in den Figuren 18a bis 18d dargestellten Ausführungsbeispiel wird in den Figuren 18a und 18b von einer Folie ausgegangen, bei der die lasersensitive Schicht 4a durchscheinend grün ist. Durch selektives Bleichen oder selektive Farbumwandlung kann das in den Figuren 18c und d dargestellte wasserzeichenähnliche Bild erzeugt werden. Es besteht aus einer durchscheinend farbigen Linienstruktur und zwar einer durchscheinend blauen Linie 10x und einer durchscheinend gelben Linie 10y. Die betreffende Linie wird durch eine individualisierte Mikroschrift 10xs, 10ys gebildet. Die Linie 10x kann also durch blaue Mikroschrift und die Linie 10y durch gelbe Mikroschrift gebildet sein. Bei dem dargestellten Ausführungsbeispiel soll die durchscheinend blaue Linie 10x aus in der Mikroschrift geschriebenen, in der Linie hintereinander gereihten Namen "Peter Müller" bestehen und die durchscheinend gelbe Linie 10y aus in Mikroschrift in der Linie hintereinandergereihten Datum "20.4.2000" - oder beliebigen anderen persönlichen Daten - bestehen. Der Bereich der lasersensitiven Schicht 4a im Bereich außerhalb der Linien 10a und 10b ist bei dem Ausführungsbeispiel laserinduziert vollständig gebleicht, kann aber auch durch entsprechende spezifische Laserbehandlung in anderer Farbe getönt durchscheinend sich von der Linienstruktur abheben.
- Bei dem Ausführungsbeispiel in Figur 19 wird im Unterschied zu dem Beispiel in Figur 18 von einer lasersensitiven Schicht ausgegangen, die farblich getönt transparent ist, z.B. grün transparent. In der lasersensitiven Schicht 4a wird durch laserinduzierten Farbumschlag ein Schriftzug erzeugt. Der Schriftzug besteht aus einem blauen und einem gelben Bestandteil.
- Das Ausführungsbeispiel in den Figuren 20a bis 20d ist gegenüber dem Ausführungsbeispiel in den Figuren 18a bis 18d dahingehend abgewandelt, dass die lasersensitive Schicht 4 an der zum Substrat gewandten Seite der Diffraktionsstruktur 5b angeordnet ist und die Diffraktionsstruktur die laserinduzierte Markierung 10x, 10y überdeckt. Im übrigen entspricht dieses Ausführungsbeispiel in den Figuren 20a bis 20d dem Ausführungsbeispiel in den Figuren 18a bis 18d.
- Bei dem in den Figuren 21 a bis d dargestellten Ausführungsbeispiel wird von einer Folie ausgegangen, bei der die lasersensitive Schicht 4a mehr oder weniger deckend grün oder in einer anderen Farbe im Bereich 4a ausgebildet ist. Die Hintergrundschicht 5 weist im darunterliegenden Bereich eine Reflexionsschicht mit voneinander getrennten einzelnen Bereichen mit Diffraktionsmuster 5b auf. Durch Laserstrahlung werden positionsgenau in der lasersensitiven Schicht 4a separate Markierungen in Form von alternierenden, voneinander beabstandeten quadratischen Feldern 10x und 10y ausgebildet. Durch entsprechende Laserbehandlung bei unterschiedlichen Bedingungen wird erreicht, daß die Felder 10x blau, vorzugsweise cyan, und die Felder 10y gelb ausgebildet sind. Der Bereich um die Felder 10x, 10y wird nicht laserbehandelt und verbleibt in der ursprünglichen Farbe, d.h. z.B. grün. Durch positionsgenaue Führung des Laserstrahls ist es möglich, die Felder 10x, 10y positionsgenau relativ zu den diffraktiven Feldern auszubilden. Die Felder 10x, 10y sind mehr oder weniger transparent, so daß aufgrund der Lichtbeugung an den diffraktiven Strukturen 5b ein Farbspiel entsteht, abhängig von den gegebenenfalls überlagernden Farben und der wellenlängenabhängigen Reflexion des eingestrahlten Lichtes. Dadurch, daß die Untergrundschicht 5 alternierende, - passend genau zu den laserinduzierten Feldern 10x, 10y angeordnete - diffraktive Flächen 5b und metallisch spiegelnd erscheinende Bereiche aufweist, ergeben sich in Verbindung mit den durch die Laserbestrahlung gefärbten Flächen in Abhängigkeit vom Beleuchtungs- und Betrachtungswinkel variierende Bildeindrücke.
- Bei einer besonderen Ausführung des in Figur 21 dargestellten Ausführungsbeispiels kann vorgesehen sein, daß die Metallschicht lediglich in getrennten einzelnen Bereichen 5r als Reflexionsschicht ausgebildet ist und der gesamte übrige Bereich als Gitterstruktur ausgebildet ist. Die lasersensitive Schicht kann durch Lasereinwirkung so bestrahlt werden, daß alternierende Felder 10x, 10y unterschiedlich gebleicht werden, d.h. unterschiedliche Farbe erhalten werden. Diese die laserinduzierten Farbmarkierungen bildenden Felder 10x, 10y können so angeordnet werden, daß sie in Richtung senkrecht zur Schichtenebene betrachtet fluchtend über den Reflexionsfeldern 5r angeordnet sind. Je nach Beleuchtungs- und Betrachtungswinkel ergeben sich dabei variierende optische Effekte.
- Bei einem abgewandelten in den Figuren 22a bis 22b dargestellten Ausführungsbeispiel sind in der lasersensitiven Schicht 4 durch lasersensitives Bleichen runde Felder 10x, 10y in alternierender Reihenfolge in unterschiedlicher Farbe ausgestaltet. Sie sind positionsgenau - in senkrechter Richtung zur Schichtenebene betrachtet - fluchtend über diffraktiven Feldern 5b angeordnet, welche ebenfalls in Draufsicht runden Umriss aufweisen. Die diffraktiven Felder sind in einer Reflexionsschicht ausgebildet, die unter der lasersensitiven Schicht 4, vorzugsweise unmittelbar darunter angeordnet sind. Das Ausführungsbeispiel in den Figuren 23a bis 23d ist gegenüber dem Ausführungsbeispiel in den Figuren 22a bis 22d dahingehend abgewandelt, daß runde Reflexionsfelder 5r in der Diffraktionsstruktur 5b angeordnet sind und die laserinduzierten ebenfalls runden Farbfelder 10x, 10y positionsgenau über den Reflexionsfeldern 5r angeordnet sind.
- Bei dem in den Figuren 24a bis 24g dargestellten Ausführungsbeispiel wird von einer Folie ausgegangen, bei der die teiltransparente Reflexionsschicht 5 über der lasersensitiven Schicht 4 angeordnet ist. Die Lasersensitivschicht 4 ist mehr oder weniger deckend, z.B. grün oder in einer anderen Farbe im Bereich 4a ausgebildet. Die Reflexionsschicht 5 weist bereichsweise eine Diffraktionsstruktur 5b auf, wobei in voneinander getrennten einzelnen Feldern 5r die Reflexionsschicht 5 als ebene Schicht ohne Diffraktionsstruktur ausgebildet ist. Die Reflexionsschicht 5 ist unmittelbar auf der lasersensitiven Schicht 4 aufgedampft aufgebracht. Die Diffraktionsstruktur 5b ist in der Reflexionsschicht und der lasersensitiven Schicht 4 ausgebildet und erstreckt sich in die lasersensitive Schicht 4 hinein.
- Durch Laserbestrahlung durch die Reflexionsschicht 5 hindurch ausschließlich im Bereich der ebenen Reflexionsfelder 5r bei positionsgenauer Führung des Laserkopfes werden positionsgenau in der darunterliegenden lasersensitiven Schicht 4 separate Markierungen in Form von alternierenden voneinander beabstandeten quadratischen Feldern 10x und 10y ausgebildet. Diese laserinduzierten Markierungen in Form der quadratischen Felder 10x und 10y liegen bei diesem Ausführungsbeispiel in Figur 24 jeweils exakt fluchtend und passergenau hinsichtlich ihrer Größe und Position unter den ebenen Reflexionsfeldern 5r der Reflexionsschicht 5. Durch entsprechende Laserbehandlung bei unterschiedlichen Bedingungen wird erreicht, daß die Felder 10x und 10y in unterschiedlicher Farbe ausgebildet sind, z.B. die Felder 10x cyan und die Felder 10y gelb. Der Bereich um die Felder 10x, 10y herum wird nicht laserbehandelt und verbleibt in der ursprünglichen Farbe, d.h. z.B. grün.
- Aufgrund der Lichtbeugung in der diffraktiven Struktur 5b in Verbindung mit den unterschiedlichen Farben der Felder 10x, 10y entsteht ein Farbenspiel, das abhängig ist von der Beleuchtungsart und dem Beleuchtungs- und Betrachtungswinkel. Es ergeben sich dabei jeweils variierende Bildeindrücke. Das Diffraktionsbild bzw. das laserinduzierte Farbbild wird wechselweise sichtbar, z.B. bei Kippbewegung der Folie, wodurch der Beleuchtungswinkel und/oder der Betrachtungswinkel abhängig von der Lichtquelle verändert wird, wie in den Figuren 25a und 25b schematisch dargestellt ist. In der Stellung in Figur 25b erscheinen die Flächen 5r farbig und die Diffraktionsstruktur ist nicht wirksam. In der Stellung in Figur 25a ist dagegen das Diffraktionsbild sichtbar und überlagert die farbigen Flächen zumindest teilweise.
Das Ausführungsbeispiel in den Figuren 26a bis 26b ist gegenüber dem Ausführungsbeispiel in den Figuren 24a bis 24d dahingehend abgewandelt, daß Diffraktionsfelder 5b in der über der lasersensitiven Schicht 4 angeordneten Reflexionsschicht 5r ausgebildet sind und die laserinduzierten Felder 10x, 10y positionsgenau unter den Diffraktionsfeldern 5d ausgebildet sind, wobei die einander zugeordneten Diffraktionsfelder 5b und laserinduzierten Felder 10x, 10y jeweils gleiche rechteckige Grundfläche aufweisen. - Bei dem in Figur 27 dargestellten Ausführungsbeispiel ist das lasersensitive Material in der Schicht 4 in einem begrenzten Bereich, im Umriß rechteckigen Bereich angeordnet. Die Schicht 4 ist außerhalb des Bereichs 4a durchsichtig, so daß das in diesem Bereich in der Hintergrundschicht ausgebildete Druckbild 5d sichtbar ist. Das Druckbild 5d kann in einer separaten Hintergrundschicht der Mehrschichtenfolie oder aber auch unmittelbar auf der Substratoberfläche ausgebildet sein. Bei dem Druckbild 5d handelt es sich um das Wortbild "Bank von Island" und um das Wortbild "Pass-Nr.". Letzteres ist zwischen zwei parallelen ebenfalls aufgedruckten oder nur fiktiven, d.h. nur gedachten Fluchtlinien 5 df passgenau angeordnet.
- Durch positionsgenaue Führung des masselosen Laserstrahls ist es möglich, die Beschriftung mit Genauigkeit im Mikrometerbereich in Bezug auf das Druckbild 5d im lasersensitiven Bereich 4a durch selektives Bleichen oder selektiven Farbumschlag fortzusetzen. Es wird daher eine Markierung erzeugt, welche die beiden Fluchtlinien 5df des Druckbildes, die beiderseits des lasersensitiven Feldes 4a, angeordnet sind oder auch nur fiktiv als gedachte Fluchtlinien existieren, in dem Feld 4a als laserinduzierte Fluchtlinien 10f fortsetzen. Zwischen den Linien 10f wird passergenau eine entsprechende laserinduzierte Beschriftung 10x, 10y im dargestellten Ausführungsbeispiel die Ziffernfolge "5 7 6 4 9 3 7" erzeugt. Hierbei können die einzelnen Ziffern 10x, 10y in verschiedener Farbe ausgebildet sein und jeweils einen Farbverlauf aufweisen, z.B. durch in verschiedenen Bereichen der Ziffern unterschiedliches Bleichen oder unterschiedlichen Farbumschlag oder aufgrund entsprechender Gestaltung des darunterliegenden gegebenenfalls durchscheinenden Druckbildes. Die einzelnen Ziffern 10x, 10y können auch in Mikroschrift ausgebildet werden. Auf diese Weise wird eine hohe Fälschungssicherheit erhalten.
- Bei dem Ausführungsbeispiel in Figur 28 handelt es sich um eine Abwandlung gegenüber dem Ausführungsbeispiel in Figur 27, wobei zur Erhöhung der Fälschungssicherheit über der lasersensitiven Schicht 4a eine Diffraktionsstruktur 5b angeordnet ist. Diese kann auf der lasersensitiven Schicht unmittelbar aufliegend ausgebildet sein, z.B. in einer Reflexionsschicht, die in diesem begrenzten Bereich dort aufgedampft ist oder in einer Reflexionsschicht, die die gesamte in Figur 28 dargestellte Oberfläche des Ausführungsbeispiels überzieht. Diese Reflexionsschicht ist in dem dargestellten Ausführungsbeispiel lediglich in dem das lasersensitive Feld 4a übergreifenden Bereich als Diffraktionsstruktur ausgebildet, die ebenfalls transparent ist. Die Laserbehandlung erfolgt durch Laserbestrahlung durch die Reflexionsschicht bzw. die Diffraktionsstruktur 5b hindurch. In gleicher Weise wie bei dem Ausführungsbeispiel in Figur 27 werden dabei die laserinduzierten Markierungen passergenau erzeugt. Dadurch, daß über der laserinduzierten Markierung bei dem Ausführungsbeispiel in Figur 28 die Diffraktionsstruktur angeordnet ist und diese unmittelbar mit der betreffenden Schicht, die die Markierungen aufweist, verbunden ist, ergibt sich eine erhöhte Fälschungssicherheit.
- Bei dem Ausführungsbeispiel in den Figuren 29a und 29b ist eine passergenaue Zuordnung von diffraktiven Feldern zu laserinduzierten Farbflächen ebenfalls realisiert, wobei dieses Ausführungsbeispiel als laserinduziertes Bild 10y ein Vollfarbenportraitbild laserinduziert erzeugt aufweist. Das laserinduzierte Bild ist in einer lasersensitiven Schicht 4 ausgebildet. Es sind Diffraktionselemente 5b vorgesehen, die als Guillochen ausgebildet sind und durch jeweils daran anschließende laserinduzierte farbige Guillochen 10x passergenau ergänzt sind. Eine derartige Struktur bestehend aus einander anschließenden bogenförmigen Bereichen, die alternierend als Diffraktions-Guillochen 5b und laserinduzierten farbigen Guillochen 10x ausgebildet sind, ist in Art eines geschlossenen Kreises um das laserinduzierte Portraitbild 10y angeordnet. In den Randbereichen des laserinduzierten Farbbildes 10y sind zusätzlich schlangenlinienförmige Diffraktions-Guillochen 5b ausgebildet, die das laserinduzierte Bild 10y abschnittsweise übergreifen.
- Der Schichtenaufbau des Ausführungsbeispiels in den Figuren 29a und b ist ähnlich wie bei dem Ausführungsbeispiel in Figur 28. Über der lasersensitiven Schicht, in der das laserinduzierte Bild 10y und die laserinduzierten Guillochen 10x angeordnet sind, sind die Diffraktionsstrukturelemente 5b angeordnet. Diese sind vorzugsweise in einer im übrigen Bereich die Reflexionsschicht 5r bildenden Schicht angeordnet, können aber auch ausschließlich und unmittelbar in der lasersensitiven Schicht 4a ausgebildet sein.
- Die Laserbehandlung zur Erzeugung des laserinduzierten Vollfarbenbildes 10y und der farbigen Guillochen 10x erfolgt in entsprechender Weise wie bei den zuvor beschriebenen Ausführungsbeispielen.
- Bei dem in Figur 30 dargestellten Ausführungsbeispiel handelt es sich um ein gegenüber dem Ausführungsbeispiel in Figur 29 abgewandeltes Ausführungsbeispiel. Es weist ebenfalls ein laserinduziertes Portraitbild 10y auf, das als Vollfarbenbild ausgebildet ist. Anstelle der laserinduzierten und Diffraktions-Guillochen sind jedoch bei dem Ausführungsbeispiel in Figur 30 im Grundriß sternförmige Diffraktionselemente 5b an den vier Rändern des laserinduzierten Portraitbilds 10y so angeordnet, daß sie mit ihrer einen Hälfte jeweils einen Randbereich des laserinduzierten Farbbildes 10y und mit einer anderen Hälfte den das laserinduzierte Bild 10y umgebenden Bereich übergreifen, somit in Art eines herkömmlichen Sicherheitsstempels oder -siegels. Der Schichtenaufbau des Ausführungsbeispiels in Figur 30 kann entsprechend ausgebildet sein wie der des Ausführungsbeispiels in den Figuren 29a und 29b. Der Schichtenaufbau kann durch eine auf dem Substrat aufgebrachte Folie, vorzugsweise Transferfolie gebildet sein, wobei auf der zum Substrat gewandten Seite die lasersensitive Schicht mit dem darin ausgebildeten laserinduzierten Portraitbild 10y angeordnet ist und die Diffraktionselemente 5b an der vom Substrat abgewandten Seite der lasersensitiven Schicht und somit das laserinduzierte Bild 10y übergreifend und abdeckend angeordnet ist. Bei den Ausführungsbeispielen in den Figuren 29 und 30 kann es sich um personalisierte Ausweiskarten handeln. Bei dem Ausführungsbeispiel in Figur 30 ist als Unterschrift unter dem laserinduzierten Portraitbild 10y der Name "Tamara Testfrau" ebenfalls als laserinduzierte Markierung, vorzugsweise mehrfarbig aufgebracht. Der Schriftzug kann zur Erhöhung der Fälschungssicherheit in Mikroschrift ausgebildet sein.
- Bei dem Ausführungsbeispiel der Fig. 31a und 31b handelt es sich um ein gegenüber den Ausführungsbeispielen der Fig. 29 und 30 abgewandeltes Ausführungsbeispiel. Dieses Ausführungsbeispiel besteht aus einem das Substrat bildenden Träger, der aus Papiermaterial ausgebildet ist, auf dem eine Heißprägefolie aufgebracht ist, die wie aus der Schnittdarstellung in Fig. 31b zu erkennen ist, lediglich aus einer lasersensitiven Schicht 4 und einer oberen Schutzschicht 3 besteht und eine Klebeschicht 6 aufweist, die die Verbindung zur Substratoberfläche darstellt. In der lasersensitiven Schicht 4 ist als laserinduziertes Bild ein gleich wie in den Figuren 29 und 30 ausgebildetes Vollfarbenbild ausgebildet. Im Unterschied zu vorangehenden Ausführungsbeispielen ist jedoch im Schichtenaufbau der Heißprägefolie keine Hintergrundschicht 5 vorgesehen. Die Hintergrundschicht ist vielmehr auf der Oberfläche des Substrats 8 als separate Beschichtung 315 oder als integraler Bestandteil des Substrats 8 ausgebildet. Es handelt sich dabei um diverse Kennzeichnungen, die jeweils durch das laserinduzierte Bild 10y hindurchscheinen und zwar eine Sicherheitsbedruckung 315d, die z.B. Guillochen oder dergleichen ausgebildet sein kann und fluoreszierende Fäden 316, die z.B. unter UV-Licht fluoreszieren können und bei Tageslicht nicht sichbar sind oder lediglich als schwarze Fäden erscheinen. Ferner sind in dem vorzugsweise aus Papiermaterial bestehenden Träger 8 Wasserzeichen 315w ausgebildet. Außerdem ist ein Sicherheitsstreifen 310 in den Träger 8 angeordnet, der das laserinduzierte Bild 10y durchläuft und sich auch darüber hinaus in dem Bereich, in dem der laserinduzierte Bildbestandteil 10y nicht ausgebildet ist, erstreckt. Das laserinduzierte Bild 10y ist bei dem dargestellten Ausführungsbeispiel im Grundriß rechteckig und lediglich in einem Teilbereich der Oberfläche des Trägers 8 angeordnet. Vorzugsweise ist die die lasersensitive Schicht 4 aufweisende Transferfolie auch nur in diesem begrenzten Bereich ausgebildet. Der rechteckige Bildbereich des laserinduzierten Bildes 10y ist, wie in Fig. 31a zu erkennen ist, transparent, d.h. der genannte Bereich der lasersensitiven Schicht ist über die Laserbehandlung so gebleicht, daß die farbigen Bildbestandteile farblich getönt transparent und der Bereich um die Farbmarkierungen vollständig transparent gebleicht ist. Damit ergibt sich der Vorteil, daß die auf dem Substrat vorhandene Kennzeichnung 315 durch das laserinduzierte Bild 10y hindurch sichtbar erscheint. Auf diese Weise wird besonders hohe Fälschungssicherheit erhalten.
- Bei dem in Fig. 32 dargestellten Ausführungsbeispiel handelt es sich um eine Abwandlung gegenüber dem Ausführungsbeispiel in Fig. 31a, b. Im Unterschied zu diesem Ausführungsbeispiel ist in Fig. 32 im Bereich des laserinduzierten Bildes 10y eine Hintergrundschicht 5 ausgebildet. Diese Hintergrundschicht 5 ist Bestandteil der Transferfolie. Es ist somit im Unterschied zu der in Fig. 31b dargestellten Folie bei diesem Ausführungsbeispiel in Fig. 32 eine Folie verwendet, die vom Aufbau der in Fig. 1 dargestellten Folie entspricht. Die Hintergrundschicht 5 ist auf der dem Träger 8 zugewandten Seite der Folie ausgebildet und ist somit bei auf dem Substrat aufgebrachter Folie zwischen der lasersensitiven Schicht bzw. dem laserinduzierten Bildbestandteil und der Substratoberfläche angeordnet. Die Hintergrundschicht 5 deckt in diesem Bereich die auf und im Substrat angeordnete Kennzeichnungselemente ab. Vorteil der Hintergrundschicht 5 ist, daß das laserinduzierte Bild sehr gut erkennbar ist und bei der laserinduzierten Bilderzeugung keine Beschädigung des Substrats bzw. darunter liegender Schichten auftreten kann. Die Hintergrundschicht 5 ist für die bei der Bilderzeugung einwirkende Laserstrahlung reflektierend und für den nicht reflektierten Anteil der Laserstrahlung weitgehend undurchlässig und absorbierend. Dadurch wird bei der Lasereinstrahlung zur Erzeugung des laserinduzierten Bildes 10y eine Beschädigung oder anderweitige ungewünschte laserinduzierte Veränderungen des Untergrundes und des Substrats verhindert. Aufgrund der Reflexion der Hintergrundschicht 5 und vorzugsweise durch den Zusatz spezieller Aufhellersubstanzen, wird die Farbwirkung der laserinduzierten Bildbestandteile verstärkt und die Farbe vorzugsweise aufgehellt.
- Bei dem in Fig. 33 dargestellten Ausführungsbeispiel handelt es sich um eine Abwandlung der Ausführungsbeispiele in den Figuren 31 und 32. Bei diesem Ausführungsbeispiel in Fig. 33 ist lediglich in der linken Hälfte des laserinduzierten Farbbildes 10y die Hintergrundschicht 5 ausgebildet, so daß lediglich in diesem linken Teilbereich, in dem die Hintergrundschicht 5 ausgebildet ist, die Kennzeichnung 315 auf dem Substrat 8 abgedeckt und nicht sichtbar ist. Im übrigen Bereich des laserinduzierten Bildes 10y ist keine Hintergrundschicht 5 angeordnet, so daß in diesem Bereich durch das farblich getönte transparente laserinduzierte Farbbild hindurch die Oberfläche des Substrats und damit die Kennzeichnung 315 sichtbar ist. Mit diesem Ausführungsbeispiel ergibt sich besonders erhöhte Fälschungssicherheit, da das laserinduzierte Bild 10y besonders vielfältig mit den übrigen Kennzeichnungselementen optisch zusammenwirkt.
- Die lasersensitive Schicht 4 kann bei abgewandelten Ausführungen auch als unter Laserlicht lediglich schwärzbare Schicht ausgebildet sein, beispielsweise als Kohlenstoff oder Ruß dotierte Schicht. Sie kann unter Einwirkung einer Laserstrahlung, insbesondere Nd: YAG-Laserstrahlung der Wellenlänge 1064 nm karbonisiert werden. Es ist damit ein Graustufenbild möglich, wenn die Laserbedingung, vorzugsweise die Laserleistung bei der Bestrahlung entsprechend variiert wird.
- In Fig. 34 ist ein Kartenaufbau in Explosionsdarstellung gezeigt. Es handelt sich um eine auf diversen Overlayfolien 30, 32 und Inlets 90 laminierten Körper. Die Inlets 90 können vorzugsweise aus Papiermaterial, aber auch aus Kunststoffmaterial bestehen. Auf dem oberen Inlet 90 ist eine mit Kohlenstoff oder Ruß dotierte Overlayfolie 32 angeordnet, auf der eine Overlayfolie 30 aufgebracht ist. Diese Overlayfolie 30 entspricht im Aufbau der Laminierfolie, wie sie in Fig. 10 gezeigt ist. Sie weist eine Trägerfolie 30 auf, auf deren Unterseite eine Transferfolie, vorzugsweise Heißprägefolie aufgebracht ist, die eine Zwischenschicht 5c und eine Reflexionsschicht 5r und eine lasersensitive Schicht 4 aufweist. In der Reflexionsschicht 5r und in der lasersensitiven Schicht 4 ist eine Diffraktions- und/oder Hologrammstruktur 5b ausgebildet. Bei einer nicht dargestellten Abwandlung gegenüber Fig. 33 kann zwischen der lasersensitiven Schicht 4 und der dotierten Overlayfolie 32 eine zusätzliche Hintergrundschicht 5 als separate Overlayfolie oder auch als untere weitere Schicht der Laminierfolie 30 ausgebildet sein. Zusätzlich kann auch zwischen der dotierten Overlayfolie 32 und dem Inlet 90 eine solche Hintergrundschicht 5 als separate Overlayfolie oder als Schicht der dotierten Overlayfolie 32 oder des Inlets 90 ausgebildet sein. Diese Hintergrundschichten 5 können so ausgebildet sein, daß sie die bei der laserinduzierten Bilderzeugung in der darüber liegenden Schicht einwirkende Laserstrahlung reflektieren und/oder den nicht reflektierten Anteil absorbieren oder jedenfalls nicht in die darunter liegende Schicht durchlassen. Es kann auch vorgesehen werden, daß die Hintergrundschicht 5 nur in dem Teilbereich angeordnet wird, indem in der darüberliegenden lasersensitiven Schicht ein laserinduzierter Bildbestandteil erzeugt wird.
- Bei dem in Fig. 33 dargestellten Ausführungsbeispiel kann das lasersensitive Material in der lasersensitiven Schicht 4 Farbmittel enthalten, die in der bei den vorangehend beschriebenen Ausführungsbeispielen beschriebenen Weise bei der Lasereinwirkung Bleichen oder Farbumschlag erbringen, so daß also das laserinduzierte Bild in dieser Schicht 4 als Farbbild ausgebildet werden kann. In den mit Kohlenstoff oder Ruß dotierten Overlayfolien 32 ist bei entsprechender Laserbehandlung z.B. mit Nd: YAG-Laserstrahlung der Wellenlänge 1064 nm ein Graustufenbild als laserinduziertes Bild erzeugbar.
Claims (25)
- Mehrschichtenbild, insbesondere Mehrfarbenbild,
aus einem, vorzugsweise aus Papiermaterial bestehendem Substrat und einem darauf unter Einsatz einer Transferfolie, insbesondere Heißprägefolie, oder einer Laminierfolie aufgebrachten ein- oder mehrlagigen Schichtenaufbau,
wobei der Schichtenaufbau eine ein lasersensitives Material aufweisende Schicht (4, 40) - im folgenden lasersensitive Schicht genannt - aufweist, die zumindest bereichsweise durch Lasereinwirkung unter Ausbildung mindestens eines laserinduzierten Bildbestandteils (10) verändert ist und das Mehrschichtenbild oder zumindest ein Abschnitt des Mehrschichtenbildes aus dem laserinduzierten Bildbestandteil (10) und einer Hintergrundschicht (5, 50) und/oder einer Vordergrundschicht ausgebildet ist,
indem der laserinduzierte Bildbestandteil (10) die Hintergrundschicht zumindest teilweise überlappend bzw. von der Vordergrundschicht zumindest teilweise überlappt angeordnet ist, so dass die Hintergrundschicht (5, 50) bzw. der laserinduzierte Bildbestandteil (10) von oben nur bereichsweise sichtbar und/oder mehr oder weniger durchscheinend sichtbar ist,
dadurch gekennzeichnet,
dass das lasersensitive Material als Gemisch von verschiedenen lasersensitiven Komponenten ausgebildet ist,
wobei das Gemisch aus zwei, vorzugsweise drei verschiedenen Farbmittelkomponenten, vorzugsweise Pigmentkomponenten zusammengesetzt ist, wobei jeder dieser zwei bzw. drei Komponenten, vorzugsweise jede Komponente des Gemischs, mittels Laser unter jeweils für die Komponente spezifischen Laserbedingungen bleichbar ist, und/oder
wobei das Gemisch aus zwei, vorzugsweise drei verschiedenen farbbildenden Komponenten, vorzugsweise farbbildenden Farbmitteln zusammengesetzt ist, wobei jede dieser Komponenten, vorzugsweise jede Komponente des Gemisches, mittels Laser unter jeweils für die Komponente spezifischen Laserbedingungen farbveränderbar ist. - Mehrschichtenbild nach Anspruch 1,
dadurch gekennzeichnet,
daß die Hintergrundschicht als Bestandteil des Substrats ausgebildet ist, vorzugsweise, indem die Substratoberfläche als die Hintergrundschicht ausgebildet ist. - Mehrschichtenbild nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
daß mehrere, vorzugsweise aus verschiedenem lasersensitivem Material bestehende lasersensitive Schichten übereinander angeordnet sind. - Mehrschichtenbild nach Anspruch 3,
dadurch gekennzeichnet,
daß zwischen übereinander angeordneten lasersensitiven Schichten eine eine Zwischenschicht bildende Hintergrundschicht angeordnet ist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß die Hintergrundschicht unter der lasersensitiven Schicht, vorzugsweise ausschließlich im Bereich unter dem laserinduzierten Bildbestandteil angeordnet ist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß die Hintergrundschicht als eine für die Erzeugung eines laserinduzierten Bildbestandteils eingesetzte Laserstrahlung reflektierende und/oder nicht reflektierten Anteil der Laserstrahlung nicht oder weitgehend nicht transparente und/oder absorbierende Hintergrundschicht ausgebildet ist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß die Hintergrundschicht für Licht im sichtbaren Spektralbereich transparent ist und/oder für Laserstrahlung nur bestimmter Laserbedingung, insbesondere nur bestimmten Wellenlängenbereichs transparent oder nicht transparent ausgebildet ist, vorzugsweise für die Laserstrahlung, die für die Erzeugung eines laserinduzierten Bildbestandteils eingesetzte wird, transparent oder nicht transparent ausgebildet ist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß der laserinduzierte Bildbestandteil (10) unterschiedliche Farben aufweist und/oder der laserinduzierte Bildbestandteil (10) und die Hintergrundschicht (5, 50) bzw. Vordergrundschicht farblich und/oder hinsichtlich der optischen Struktur unterschiedlich ausgebildet sind. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß der laserinduzierte Bildbestandteil (10) als farblose transparente oder farblich getönte transparente oder als schwarze, vorzugsweise in Graustufen getönte transparente oder als nicht transparente farbige und/oder schwarze und/oder grau gestufte Markierung ausgebildet ist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß benachbart neben dem laserinduzierten Bildbestandteil (10), vorzugsweise angrenzend an diesen, in derselben lasersensitiven Schicht ein weiterer laserinduzierter Bildbestandteil oder ein nicht mit Laser behandelter Bereich der lasersensitiven Schicht oder ein nicht lasersensitiver Bereich angeordnet ist,
wobei vorzugsweise vorgesehen ist, daß dieser benachbarte Bereich farblos transparent oder farblich getönt transparent oder nicht transparent ausgebildet ist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche
dadurch gekennzeichnet,
daß benachbart neben dem laserinduzierten Bild bestandteil , vorzugsweise angrenzend an diesen, ein in der Hintergrundschicht und/oder in der Vordergrundschicht gebildeter Bildbestandteil ausgebildet ist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß der laserinduzierte Bildbestandteil passergenau zu dem zugeordneten Bildbestandteil, der in der und/oder durch die Hintergrundschicht bzw. die Vordergrundschicht gebildet ist, angeordnet ist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß der laserinduzierte Bildbestandteil farblos oder farblich getönt transparent ausgebildet ist und ein in einer darunter oder einer darüber liegenden Schicht, vorzugsweise in der Hintergrundschicht bzw. Vordergrundschicht angeordneter ihm zugeordneter Bildbestandteil zu diesem in Richtung senkrecht zur Schichtenebene fluchtend oder seitlich versetzt angeordnet ist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß der laserinduzierte Bildbestandteil, vorzugsweise in-Kombination mit einem anderen laserinduzierten Bildbestandteil und/oder mit einem durch die Hintergrundschicht und/oder die Vordergrundschicht gebildeten Bildbestandteil als farbliche Markierung und/oder Graphik und/oder Guilloche und/oder Schriftbild und/oder Mikroschrift ausgebildet ist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß das lasersensitive Material (4) als ein Material ausgebildet ist, daß durch Einwirken des Lasers über laserinduziertes Ausbleichen oder laserinduzierten Farbumschlag und/oder laserinduziertes Schwärzen und/oder laserinduziertes Materialentfernen veränderbar ist, vorzugsweise bei materialspezifischen Laserbedingungen, und der laserinduzierte Bildbestandteil gebildet ist durch laserinduziertes Bleichen bzw. laserinduzierte Farbumwandlung bzw. laserinduziertes Karbonisieren bzw. laserinduzierte Materialentfernung. - Mehrschichtenbild nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
daß für jede der zwei, vorzugsweise drei Komponenten gilt, daß unter den für eine Komponente spezifischen Laserbedingungen die übrigen Komponenten nicht oder im wesentlichen nicht bleichbar bzw. nicht farbveränderbar sind. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß das lasersensitive Material ein Cyanfarbmittel, vorzugsweise Cyanpigment und/oder ein Magentafarbmittel, vorzugsweise Magentapigment und/oder ein Gelbfarbmittel, vorzugsweise Gelbpigment, aufweist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß die Farbe an einer Stelle des laserinduzierten Bildbestandteils und/oder an einer Stelle der lasersensitiven Schicht, vorzugsweise zumindest bereichsweise an jeder Stelle des laserinduzierten Bildbestandteils bzw. der ' lasersensitiven Schicht, durch eine Komponente gebildet wird oder durch mehrere verschiedene Komponenten des Farbmittelgemischs, vorzugsweise sämtliche verschiedenen Komponenten des Farbmittelgemischs, die an dieser Stelle in einer Mischung, vorzugsweise übereinander und/oder nebeneinander angeordnet sind und dabei die Farbe an dieser Stelle durch vorzugsweise subtraktive Farbmischung gebildet wird. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß die Hintergrundschicht (5, 50) und vorzugsweise die übrigen anderen Schichten ausgenommen die lasersensitive Schicht so ausgebildet ist, daß bei der Lasereinwirkung zur Ausbildung des laserinduzierten Bildbestandteils die Hintergrundschicht (5, 50) nicht verändert ist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß die Hintergrundschicht und/oder die Vordergrundschicht und/oder die lasersensitive Schicht zumindest bereichsweise eine Reflexionsstruktur aufweist und/oder eine Metallschicht und/oder eine Lackschicht aufweist, die insbesondere als helle Schicht, z.B. weiße Lackschicht ausgebildet ist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß die Hintergrundschicht (5, 50) und/oder die Vordergrundschicht und/oder die lasersensitive Schicht (4, 40) zumindest bereichsweise eine Diffraktions- und/oder Hologrammstruktur (5b, 50b) aufweist, z.B. Beugungsgitter, Hologramm oder dergleichen, insbesondere in oder mit metallischer Schicht. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet
daß die Hintergrundschicht und/oder die Vordergrundschicht zumindest bereichsweise eine Bedruckung (5d) aufweist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß die Hintergrundschicht vorzugsweise mit UV-Licht fluoureszierende Kennzeichnungselemente und/oder einen Sicherheitsfaden und/oder ein Wasserzeichen aufweist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß die Hintergrundschicht vorzugsweise die Reflexionsstruktur und/oder die Diffraktions- und/oder Hologrammstruktur und/oder die Bedruckung über ihre Erstreckung unterschiedliche Bereiche, vorzugsweise mit unterschiedlichen Farben und/oder unterschiedlicher Struktur aufweist, oder daß die Hintergrundschicht (5, 50) über ihre Erstreckung konstant einheitlich ausgebildet ist. - Mehrschichtenbild nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet,
daß das Mehrschichtenbild als Vollfarbenbild ausgebildet ist, daß vorzugsweise die Farben aus dem gesamten Farbenraum aufweist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/DE2002/001678 WO2003095226A1 (de) | 2002-05-08 | 2002-05-08 | Mehrschichtenbild, insbesondere mehrfarbenbild |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1501688A1 EP1501688A1 (de) | 2005-02-02 |
| EP1501688B1 true EP1501688B1 (de) | 2007-11-28 |
| EP1501688B8 EP1501688B8 (de) | 2008-02-20 |
Family
ID=29411867
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02740325A Expired - Lifetime EP1501688B8 (de) | 2002-05-08 | 2002-05-08 | Mehrschichtenbild, insbesondere mehrfarbenbild |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7368217B2 (de) |
| EP (1) | EP1501688B8 (de) |
| JP (1) | JP2005530186A (de) |
| CN (1) | CN100406274C (de) |
| AU (1) | AU2002315676A1 (de) |
| DE (2) | DE50211300D1 (de) |
| ES (1) | ES2296945T3 (de) |
| WO (1) | WO2003095226A1 (de) |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT501990B1 (de) * | 2005-06-09 | 2007-03-15 | Swarovski & Co | Markierter körper aus transparentem material |
| US20070074278A1 (en) * | 2005-09-27 | 2007-03-29 | Fargo Electronics, Inc. | Imaged Watermark in a Credential Product |
| JP2007206399A (ja) * | 2006-02-02 | 2007-08-16 | Tokai Rika Co Ltd | 照光表示体及び照光表示体の製造方法 |
| DE102006034854A1 (de) | 2006-07-25 | 2008-01-31 | Ovd Kinegram Ag | Verfahren zur Erzeugen einer Lasermarkierung in einem Sicherheitsdokument sowie derartiges Sicherheitsdokument |
| EP1918123A1 (de) * | 2006-10-31 | 2008-05-07 | Maurer Electronics Gmbh | Kartenförmiger Datenträger und Verfahren zu seiner Herstellung |
| JP5315675B2 (ja) * | 2007-11-19 | 2013-10-16 | 凸版印刷株式会社 | 情報記録媒体並びにその製造方法及び製造装置 |
| US8120811B2 (en) * | 2007-11-21 | 2012-02-21 | Quad/Graphics, Inc. | System and method for adding data to a printed publication |
| EP2240831B1 (de) | 2008-01-24 | 2015-03-25 | Quad/Graphics, Inc. | Drucken unter verwendung von farbveränderlichem material |
| DE102008013073B4 (de) * | 2008-03-06 | 2011-02-03 | Leonhard Kurz Stiftung & Co. Kg | Verfahren zur Herstellung eines Folienelements und Folienelement |
| JP5506209B2 (ja) * | 2009-02-26 | 2014-05-28 | 三菱樹脂株式会社 | 離型フィルム |
| JP5608994B2 (ja) * | 2009-03-18 | 2014-10-22 | ソニー株式会社 | 外装部材、外装部材の製造方法、及び電子機器筐体 |
| EP2246198A1 (de) | 2009-04-30 | 2010-11-03 | Gemalto Oy | Verfahren zur Sicherung eines Identifizierungsdokuments und sicheres Identifizierungsdokument |
| DE102009033762A1 (de) | 2009-07-17 | 2011-01-27 | Leonhard Kurz Stiftung & Co. Kg | Verfahren zur Herstellung eines Mehrschichtkörpers sowie Mehrschichtkörper |
| US8314828B2 (en) * | 2009-10-18 | 2012-11-20 | Gemalto Sa | Personalization of physical media by selectively revealing and hiding pre-printed color pixels |
| GB201003136D0 (en) | 2010-02-24 | 2010-04-14 | Rue De Int Ltd | Optically variable security device comprising a coloured cast cured hologram |
| CN101907825B (zh) * | 2010-07-07 | 2012-05-09 | 湖北联合天诚防伪技术股份有限公司 | 一种光刻加密防伪方法 |
| US8896647B2 (en) | 2010-11-08 | 2014-11-25 | U-Nica Technology Ag | Method and device for producing colour images by way of a UV laser on pigmented substrates, and products produced as a result |
| FR2971972B1 (fr) * | 2011-02-28 | 2013-03-08 | Jean Pierre Lazzari | Procede de formation d'une image laser couleur a haut rendement reflectif et document sur lequel une image laser couleur est ainsi realisee |
| US8450028B2 (en) * | 2011-03-29 | 2013-05-28 | Sabic Innovative Plastics Ip B.V. | Holographic storage method |
| DE102011102999A1 (de) * | 2011-05-24 | 2012-11-29 | Leonhard Kurz Stiftung & Co. Kg | Folie und deren Herstellungsverfahren |
| GB201117530D0 (en) | 2011-10-11 | 2011-11-23 | Rue De Int Ltd | Security devices |
| FR3020596B1 (fr) * | 2014-05-02 | 2017-03-10 | Oberthur Fiduciaire Sas | Document de securite impregne d'un agent desopacifiant et procede de traitement d'un document |
| US9489604B2 (en) * | 2014-06-03 | 2016-11-08 | IE-9 Technology Corp. | Optically variable data storage device |
| US11126902B2 (en) | 2014-06-03 | 2021-09-21 | IE-9 Technology Corp. | Optically variable data storage device |
| CN104411135A (zh) * | 2014-11-28 | 2015-03-11 | 广东欧珀移动通信有限公司 | 产品壳体、移动终端和产品壳体的制造方法 |
| EP3034318A1 (de) | 2014-12-18 | 2016-06-22 | Gemalto SA | Personalisierung von physischen Medien mittels selektiver Aufdeckung und Verdeckung von vorgedruckten Farbpixeln |
| WO2017101794A1 (zh) * | 2015-12-14 | 2017-06-22 | 信码互通(北京)科技有限公司 | 拉片式拉环及其易拉罐顶盖 |
| DE102015226603A1 (de) * | 2015-12-22 | 2017-06-22 | Bundesdruckerei Gmbh | Datenträger mit laserinduzierter Aufhellungsmarkierung und Verfahren zu dessen Herstellung |
| JP6631308B2 (ja) * | 2016-02-22 | 2020-01-15 | コニカミノルタ株式会社 | 画像形成装置 |
| EP4487869A3 (de) | 2016-04-22 | 2025-07-30 | CureVac SE | Für ein tumor-antigen codierende rns |
| CN107437368A (zh) * | 2016-12-12 | 2017-12-05 | 信码互通(北京)科技有限公司 | 具有灰度标识码的金属片材、盖体及制造方法 |
| WO2018108085A1 (zh) * | 2016-12-12 | 2018-06-21 | 信码互通(北京)科技有限公司 | 具有灰度标识码的金属片材、盖体及制造方法 |
| GB2567811B (en) * | 2017-10-19 | 2020-06-17 | De La Rue Int Ltd | Security devices, security articles, security documents and methods for their manufacture |
| US12043051B2 (en) | 2019-02-15 | 2024-07-23 | Lacotra Gmbh | Methods for transferring colored markings onto plastic surfaces |
| US12470254B2 (en) | 2019-10-03 | 2025-11-11 | collectID AG | Methods and systems for authenticating physical products via near field communication tags and recording authentication transactions on a blockchain |
| US11468281B2 (en) * | 2020-11-27 | 2022-10-11 | Thales Dis France Sa | Data carrier with tamper-indication |
| KR102494547B1 (ko) * | 2021-04-22 | 2023-02-06 | 주식회사 지오켐 | 발색성 및 차폐력이 우수한 피그먼트형 핫 스탬핑 호일 |
| CN114932765B (zh) * | 2022-07-04 | 2024-02-06 | 青岛嘉泽包装有限公司 | 一种定位烫印接装纸制备方法 |
| EP4378705A1 (de) | 2022-11-30 | 2024-06-05 | Thales Dis France Sas | Optisch variables element auf der basis von diffraktiven moiré-mustern |
| DE102023113479A1 (de) * | 2023-05-23 | 2024-11-28 | Novem Car Interior Design Gmbh | Verfahren zur Herstellung eines Dekorteils und Dekorteil |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3683339D1 (de) * | 1985-10-15 | 1992-02-20 | Gao Ges Automation Org | Ausweiskarte mit visuell sichtbarem echtheitsmerkmal und verfahren zur herstellung derselben. |
| JPS62203692A (ja) | 1986-03-05 | 1987-09-08 | Mitsubishi Electric Corp | レ−ザマ−キング方法 |
| US4908285A (en) * | 1987-05-18 | 1990-03-13 | Canon Kabushiki Kaisha | Hologram member |
| EP0327508A3 (de) | 1988-02-03 | 1991-02-06 | Ciba-Geigy Ag | Verfahren zur Laserbeschriftung pigmentierter Systeme |
| EP0413664B1 (de) | 1989-08-18 | 1995-03-22 | Ciba-Geigy Ag | Lasermarkierung von Kunststoffgegenständen in an sich beliebiger Form mit besonderen Effekten |
| JPH03270980A (ja) | 1990-03-20 | 1991-12-03 | Dainippon Ink & Chem Inc | レーザーマーキング用積層体及びレーザーマーキング方法 |
| JPH04344285A (ja) | 1991-05-21 | 1992-11-30 | Kenichi Noshita | カラー画像形成方法およびこれに用いる記録紙 |
| US5289547A (en) * | 1991-12-06 | 1994-02-22 | Ppg Industries, Inc. | Authenticating method |
| US5240900A (en) * | 1992-12-17 | 1993-08-31 | Eastman Kodak Company | Multicolor, multilayer dye-doner element for laser-induced thermal dye transfer |
| NL1000331C2 (nl) | 1995-05-10 | 1996-11-12 | Dsm Nv | Werkwijze voor de vervaardiging van een gekleurde markering. |
| JPH09277705A (ja) | 1996-04-17 | 1997-10-28 | Kyodo Printing Co Ltd | レーザ書込用ラベルおよびレーザマーキング方法 |
| JPH09123607A (ja) | 1996-05-16 | 1997-05-13 | Dainippon Printing Co Ltd | レーザー印字用積層体およびその印字体 |
| EP1022625B1 (de) * | 1999-01-19 | 2017-06-28 | Dai Nippon Printing Co., Ltd. | Übertragungsfolie für Hologramme |
| DE10047450A1 (de) | 2000-09-21 | 2002-04-11 | Orga Kartensysteme Gmbh | Erzeugnis mit einem Sicherheitselement |
-
2002
- 2002-05-08 US US10/513,615 patent/US7368217B2/en not_active Expired - Lifetime
- 2002-05-08 DE DE50211300T patent/DE50211300D1/de not_active Expired - Lifetime
- 2002-05-08 CN CNB028292766A patent/CN100406274C/zh not_active Expired - Fee Related
- 2002-05-08 WO PCT/DE2002/001678 patent/WO2003095226A1/de not_active Ceased
- 2002-05-08 AU AU2002315676A patent/AU2002315676A1/en not_active Abandoned
- 2002-05-08 DE DE10297783T patent/DE10297783D2/de not_active Expired - Fee Related
- 2002-05-08 EP EP02740325A patent/EP1501688B8/de not_active Expired - Lifetime
- 2002-05-08 JP JP2004503280A patent/JP2005530186A/ja active Pending
- 2002-05-08 ES ES02740325T patent/ES2296945T3/es not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| AU2002315676A8 (en) | 2003-11-11 |
| CN100406274C (zh) | 2008-07-30 |
| US20050118537A1 (en) | 2005-06-02 |
| CN1649747A (zh) | 2005-08-03 |
| EP1501688A1 (de) | 2005-02-02 |
| JP2005530186A (ja) | 2005-10-06 |
| WO2003095226A1 (de) | 2003-11-20 |
| AU2002315676A1 (en) | 2003-11-11 |
| DE50211300D1 (de) | 2008-01-10 |
| US7368217B2 (en) | 2008-05-06 |
| DE10297783D2 (de) | 2005-05-12 |
| ES2296945T3 (es) | 2008-05-01 |
| EP1501688B8 (de) | 2008-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1501688B1 (de) | Mehrschichtenbild, insbesondere mehrfarbenbild | |
| EP1330369B1 (de) | Mehrschichtenkörper, insbesondere mehrschichtenfolie sowie verfahren zur erhöhung der fälschungssicherheit eines mehrschichtenkörpers | |
| EP1413456B1 (de) | Kunststoffkörper als Folie, z.B. Transferfolie oder Laminierfolie ausgebildet oder mit einer solchen Folie versehen sowie Verfahren zur Herstellung eines Mehrfarbenbildes auf oder in einem solchen Kunststoffkörper | |
| EP1501983B1 (de) | Mehrschichtenkörper mit einer lasersensitiven schicht | |
| EP0628431B1 (de) | Mehrschichtiger Aufzeichnungsträger und Verfahren zum Beschriften eines mehrschichtigen Aufzeichnungsträgers | |
| EP2043877B1 (de) | Verfahren zur erzeugung einer lasermarkierung in einem sicherheitsdokument sowie derartiges sicherheitsdokument | |
| EP1439964B1 (de) | Mehrschichtenkörper mit einer ersten lasersensitiven schicht und einer zweiten lasersensitiven schicht sowie verfahren zur erzeugung eines mehrschichtenbildes in einem solchen mehrschichtenkörper | |
| EP0537439B2 (de) | Sicherheitselement | |
| DE69620636T2 (de) | Optischer informationstrager | |
| EP2484537B1 (de) | Authentizitätssicherung von Wertdokumenten mittels photochromer Farbstoffe | |
| EP2454100B1 (de) | Verfahren zur herstellung eines mehrschichtkörpers sowie mehrschichtkörper | |
| EP2869998B1 (de) | Verfahren zur herstellung von farbig personalisierbaren sicherheitsdokumentenrohlingen, farbig personalisierte sicherheitsdokumente und verfahren zur personalisierung | |
| EP2643161B1 (de) | Wert- und/oder sicherheitsdokument mit farbigem durchsichtsicherheitsmerkmal und verfahren zu dessen herstellung | |
| EP1744905A1 (de) | Schichtartiges wertdokument mit farbgemisch in einer schicht | |
| DE10047450A1 (de) | Erzeugnis mit einem Sicherheitselement | |
| DE10154051A1 (de) | Mehrschichtenbild in einem mindestens zwei Schichten aufweisenden Schichtenaufbau einer Beschichtung oder einer Folie sowie Verfahren zur Herstellung eines solchen Mehrschichtenbildes | |
| EP1509404B1 (de) | Mehrschichtenk rper mit mindestens einer lasersensitives mat erial aufweisenden schicht | |
| EP3967508B1 (de) | Optisch variables sicherheitselement | |
| EP1214202B1 (de) | Kartenförmiger datenträger und verfahren zu seiner herstellung | |
| DE102010025278A1 (de) | Verfahren zur Dekoration von Oberflächen | |
| EP3243669A2 (de) | Sicherheitsmerkmal und verfahren zu dessen herstellung | |
| RU2294416C2 (ru) | Многослойное тело, состоящее из подложки, состоящей по меньшей мере частично из бумажного материала, и способ изготовления индуцированной лазером маркировки на таком многослойном теле или в нем | |
| DE102024114733B4 (de) | Dokumentenkörper mit einer in einem lamiinat ausgebildeten, maskierten markierung und verfahren und vorrichtung zu seiner herstellung | |
| DE10054803A1 (de) | Kunststoffkörper, insbesondere massiver Kunststoffkörper oder Folie, z. B. Transferfolie oder Laminierfolie sowie Verfahren zur Herstellung eines Mehrfarbenbildes auf oder in einem solchen Kunststoffkörper | |
| RU2286888C2 (ru) | Многослойное изображение, в частности многоцветное изображение |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20041030 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LUTZ, NORBERT Inventor name: FISCHER, DIRK Inventor name: SCHUMACHER, MATTHIAS Inventor name: KNAACK, ULRICH Inventor name: ZINNER, GERHARD |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: LEONHARD KURZ STIFTUNG & CO. KG Owner name: ORGA SYSTEMS GMBH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50211300 Country of ref document: DE Date of ref document: 20080110 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: FIAMMENGHI-FIAMMENGHI |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: LEONHARD KURZ STIFTUNG & CO. KG EN ORGA SYSTEMS GM Effective date: 20071226 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20080213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080228 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2296945 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071128 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080428 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071128 |
|
| 26N | No opposition filed |
Effective date: 20080829 |
|
| BERE | Be: lapsed |
Owner name: ORGA SYSTEMS G.M.B.H. Effective date: 20080531 Owner name: LEONHARD KURZ G.M.B.H. & CO. Effective date: 20080531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071128 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ISLER & PEDRAZZINI AG Ref country code: CH Ref legal event code: PUEA Owner name: LEONHARD KURZ STIFTUNG & CO. KG Free format text: ORGA SYSTEMS GMBH#AM HOPPENHOF 33#33104 PADERBORN (DE) $ LEONHARD KURZ STIFTUNG & CO. KG#SCHWABACHER STRASSE 482#90763 FUERTH (DE) -TRANSFER TO- LEONHARD KURZ STIFTUNG & CO. KG#SCHWABACHER STRASSE 482#90763 FUERTH (DE) $ U-NICA TECHNOLOGY AG#INDUSTRIESTRASSE 4#7208 MALANS (CH) |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20090827 AND 20090902 |
|
| NLS | Nl: assignments of ep-patents |
Owner name: U-NICA TECHNOLOGY AG Effective date: 20090806 Owner name: LEONHARD KURZ STIFTUNG & CO. KG Effective date: 20090806 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TQ |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071128 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUEA Owner name: U-NICA TECHNOLOGY AG, CH Free format text: FORMER OWNER: LEONHARD KURZ STIFTUNG AND CO. KG, CH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: SD Effective date: 20140305 Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20140213 AND 20140219 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: U-NICA TECHNOLOGY AG Effective date: 20140310 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50211300 Country of ref document: DE Owner name: U-NICA TECHNOLOGY AG, CH Free format text: FORMER OWNER: LEONHARD KURZ STIFTUNG & CO. KG, U-NICA TECHNOLOGY AG, , CH Effective date: 20140220 Ref country code: DE Ref legal event code: R082 Ref document number: 50211300 Country of ref document: DE Representative=s name: LOUIS, POEHLAU, LOHRENTZ, DE Effective date: 20140220 Ref country code: DE Ref legal event code: R081 Ref document number: 50211300 Country of ref document: DE Owner name: U-NICA TECHNOLOGY AG, CH Free format text: FORMER OWNERS: LEONHARD KURZ STIFTUNG & CO. KG, 90763 FUERTH, DE; U-NICA TECHNOLOGY AG, MALANS, CH Effective date: 20140220 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: U-NICA TECHNOLOGY AG, CH Effective date: 20140319 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 379548 Country of ref document: AT Kind code of ref document: T Owner name: U-NICA TECHNOLOGY AG, CH Effective date: 20140909 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20180515 Year of fee payment: 17 Ref country code: ES Payment date: 20180625 Year of fee payment: 17 Ref country code: DE Payment date: 20180522 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20180518 Year of fee payment: 17 Ref country code: IT Payment date: 20180528 Year of fee payment: 17 Ref country code: AT Payment date: 20180522 Year of fee payment: 17 Ref country code: FR Payment date: 20180522 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20180518 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50211300 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20190601 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 379548 Country of ref document: AT Kind code of ref document: T Effective date: 20190508 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191203 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190508 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190601 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190509 |