EP1350748A2 - Dispositif pour retourner des piles de matériau en feuilles - Google Patents
Dispositif pour retourner des piles de matériau en feuilles Download PDFInfo
- Publication number
- EP1350748A2 EP1350748A2 EP03003946A EP03003946A EP1350748A2 EP 1350748 A2 EP1350748 A2 EP 1350748A2 EP 03003946 A EP03003946 A EP 03003946A EP 03003946 A EP03003946 A EP 03003946A EP 1350748 A2 EP1350748 A2 EP 1350748A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- turning
- batteries
- conveyor belt
- stacks
- level
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 7
- 125000006850 spacer group Chemical group 0.000 description 5
- 238000001514 detection method Methods 0.000 description 3
- 230000005484 gravity Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 230000007306 turnover Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/25—Surface scoring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H15/00—Overturning articles
- B65H15/02—Overturning piles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H15/00—Overturning articles
- B65H15/016—Overturning articles employing rotary or reciprocating elements supporting transport means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/33—Modifying, selecting, changing orientation
- B65H2301/332—Turning, overturning
- B65H2301/3321—Turning, overturning kinetic therefor
- B65H2301/33214—Turning, overturning kinetic therefor about an axis perpendicular to the direction of displacement and parallel to the surface of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/33—Modifying, selecting, changing orientation
- B65H2301/332—Turning, overturning
- B65H2301/3322—Turning, overturning according to a determined angle
- B65H2301/33224—180°
Definitions
- the present invention relates to a device for turning over stacks of sheet material, having a frame having an inlet and a outlet, aligned along a longitudinal path of travel of said stacks, a turning clamp mounted to pivot about a horizontal axis, transverse to said longitudinal trajectory, comprising two conveyors arranged opposite one another, one of which is used to receive said incoming batteries in the device and the other of which serves to discharge said batteries after rotation of said support for turning around said axis and means for exerting a pressure on said stacks through said conveyors during said rotation.
- Cardboard cutouts with a print on one side are cut with the printed side facing up.
- the printed side In the following process leading to a folder-gluer for shaping cutouts, the printed side must face down, which requires the turning over the stacks of cutouts.
- Such work is extremely painful, all the more painful as the surface of the cuts is large, the painfulness due when turning over such batteries having nothing to do with the simple act of carrying those same batteries. Thus, a worker may have to turn over several tonnes of cardboard per day.
- the purpose of the present invention is to provide a reliable solution to the problem of flipping stacks of sheet material while creating a buffer zone allowing freedom of loading for the operator.
- the present invention relates to a device for returning stacks of sheet material according to claim 1.
- This device allows a supply entirely automatic folder-gluer.
- the only manual intervention is in the placement of stacks of cardboard sheets on a conveyor belt which is located upstream of this device.
- This allows feeding continuous of a pre-feeder arranged between the turning device and the folder-gluer.
- the operating rates of the folder-gluer powered from this device to return the batteries can be significantly increased.
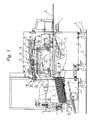
- Figure 1 is a side elevational view of this device in evacuation position
- Figures 2 to 6 are very simplified diagrams of the device illustrated by figure 1, intended to show the various stages of a cycle of turning the batteries.
- the battery turning device illustrated in Figure 1 has a frame 1 in the general shape of a parallelepiped, delimited by two parallel side walls connected by two walls or spacers, lower, respectively upper, the whole being mounted on four wheels 2 engaged with guide rails 3 and associated with locking members 4.
- the end front of an endless conveyor belt 5 of a feed unit enters in this frame 1 in the shape of a parallelepiped, through an opening in a transverse wall thereof relative to the direction of travel of the stacks of cardboard sheets 6 which is parallel to the view in FIG. 1.
- This parallelepiped-shaped frame 1 crosses its wall opposite transverse and communicates with a pre-feeder 7 which has a inclined surface formed by a conveyor belt 8 located below the output level of the battery turning device.
- a turning clamp 12 is arranged between two plates of parallel supports 15, pivotally mounted inside this frame 1 in the form of parallelepiped, each on one of the two parallel side walls of this frame 1, around a horizontal axis 13, transverse to the travel path of the batteries 6 above, so as to describe a circular path 9 around of the pivot axis 13.
- These two parallel support plates 15 are connected to each other by transverse spacers so that they are integral with each other around the pivot axis 13.
- the clamp itself is formed by a series of rollers 10, mounted transversely between the two parallel support plates 15 and by a conveyor belt 11.
- the conveyor belt 11 is pivoted freely around a part of the aforementioned spacers connecting the two plates of parallel support 15.
- the rollers of the series of rollers 10 are mounted pivoting on a chassis 16 which is slidably mounted by means of four guide slides 14 secured respectively two by two of parallel support plates 15. These guide slides 14 are vertical when the turning clamp is in the receiving position or battery drain.
- the chassis 16 is integral with a transmission arm 17 articulated at a rocker 18 connected to the rod of a jack 19 intended to move the chassis 16 the along the guide slides 14.
- This series of rollers 10 is intended for receive the stacks of sheets 6 when they enter the device turning, then pressing them against the conveyor belt 11, secured to the parallel support plates 15, to hold them firmly during their turnaround.
- the conveyor belt 11 is integral with the turning pliers 12 and its ends pivot in the two parallel side plates 15 of this turning pliers 12.
- This conveyor belt 11 forms a segment the two ends of which are adjacent to a circle 9 formed by the trajectory circular of the turning pliers 12 rotating around the axis 13.
- This conveyor belt 11 is driven by a motor 21.
- the conveyor belt 11 drives a pusher carriage 25 slidably mounted on two guide rails lateral 26, integral with the respective parallel support plates 15, carriage pusher 25 to which is fixed a telescopic stop 27 which extends between the conveyor belt 11 and the series of rollers 10.
- a return spring 28 serves to adapt the length of the telescopic stop 27 to the distance between the conveyor belt 11 and series of rollers 10.
- One of the support plates 15 is integral with a crown toothed 22 engaged with a chain 23 associated with a drive motor 24 secured to the frame 1.
- the turning device also includes a sliding retainer and support 28, used for draining the batteries 6 returned to the pre-feeder 7.
- This retaining and supporting member 28 comprises two parallel arms of which only one 29 is visible.
- Each of these arm 29 is slidably mounted in a guide rail 31, each fixed to one of side walls of the frame 1.
- the arms 29 are connected, at their front part, by means a spacer 20.
- Each of the arms 29 is provided with a rack in engagement with a pinion 30 secured to a transverse axis driven by a motor (not represented).
- Battery supports 32 are mounted on the spacer 20 connecting one of the ends of the arms 29.
- Detection means such as a photoelectric detector 34 ( Figure 2) are arranged at the input of the flipping to allow the entry of a battery 6 to be flipped only when the turning device is ready to receive it.
- batteries 6 to return are aligned on the conveyor belt 5 of the feed unit to using a longitudinal guide wall 33 whose lateral position can be adjusted according to the width of the cardboard blanks forming the stacks 6, of so as to precisely determine the lateral position of these stacks on the conveyor belt 5.
- This guide wall 33 also serves to define the stack height limits, which are acceptable to the device turnaround.
- the batteries 6 aligned on the conveyor belt 5 are advanced to a position at the entrance to the turning device, position determined by the photoelectric detector, where they wait for the end of the cycle of turning over the previous stack 6, a cycle which we will describe below.
- a battery 6 is introduced into the turning pliers 12 by the strip conveyor 5. When it leaves this conveyor belt 5, it rolls, by gravity, on the rollers 10, until it comes against the stop telescopic 27.
- the plane formed by the series of rollers 10 has a very slight inclination towards the exit of the turning, allowing the stack 6 to come to rest against the stop telescopic 27 by gravity.
- the position of the telescopic stopper 27 is precisely adjusted depending on the size of the stack 6 in its direction of travel, thanks to the drive motor 21 of the conveyor belt 11 to which the carriage pusher 25 is fixed.
- the jack 19 moves the series of rollers 10 in the direction of the conveyor belt 11, thus pinching the battery 6 between these two members 10, 11, as illustrated by the figure 3.
- the turning pliers 12 is then driven by the motor 24 to rotate it 180 ° counterclockwise shows, bringing the battery 6 into the position illustrated in FIG. 4.
- the cylinder 19 then spreads the series of rollers 10 from the conveyor to belt 11, releasing both the stack 6 and the telescopic stop 27, so that the stack 6 turned 180 ° can be removed from the turning device by the conveyor belt 11, towards the conveyor belt 8 of the pre-feeder 7.
- detection means such as photoelectric means 35 (FIG. 4) are arranged at the outlet of the turning device to detect the upper level of the stack 6 previously evacuated, whose cardboard cutouts are distributed in continuous towards a folder-gluer (not shown) which is located downstream of the pre-feeder 7.
- the battery support arm 32 which had accompanied the previous stack and could not return to its position of departure before the level of stack 6 allows it to pass, can then be brought back by the pinions 30 in engagement with the racks 29, as illustrated in figure 4.
- the conveyor belt 11 can then move the stack 6 until that it reaches the height of the arms of the battery holder 32 which, at this instant, will move in synchronism with the conveyor belt 11, this until the height of the gauges 36 of the pre-feeder 7.
- the battery support arms 32 will continue to run until the supporting part found under the stack 6 is released from it, so that this stack falls on the residual cuts remaining on the pre-feeder 7.
- the battery support arms 32 will wait for the level of battery 6 to drop. However during this time, the pusher carriage 25 returns to its initial position and the turning clamp 12 rotates 180 ° clockwise to return in its initial position to be able to receive a new battery 6.
- the printed side of the cardboard cutouts forming the batteries 6 is not in contact with rollers, but with the conveyor mat 11, so that the first cut in the pile is no longer marked by rollers.
- the stack 6 is no longer pushed but transported positively.
- the stack When disposing of the batteries 6 on the inclined surface 8 of the preloader, the stack changes from a straight parallelepiped shape to a parallelepiped with a cross section parallel to the scroll axis longitudinal of the stacks 6 has the shape of a parallelogram. Passing from the straight parallelepiped shape with a straight section in the shape of a parallelogram, the angles of the straight section of the pile, taken in the longitudinal direction of scroll the batteries, change, causing a slip between the adjacent cuts, favoring the separation of these cuts one of the other.
- the position of the carriage 25 and its stop 28 can be controlled precisely by the motor 21 as a function of the size of the cutouts of cardboard forming the stack 6.
- the box cutouts coming out of the machine who previously worked on them present themselves in a position requiring no turning. So it is possible, playing on the programming of turning and transport motors, of transit the stacks of cuts through the device without proceeding to their turnaround, while retaining the benefits of positive transport provided by this device.
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Registering Or Overturning Sheets (AREA)
- Pile Receivers (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Making Paper Articles (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Discharge By Other Means (AREA)
- Forming Counted Batches (AREA)
- Holding Or Fastening Of Disk On Rotational Shaft (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Specific Conveyance Elements (AREA)
Abstract
Description
Claims (6)
- Dispositif pour retourner des piles (6) de matériau en feuilles, comportant un bâti (1) présentant une entrée et une sortie, alignées selon une trajectoire longitudinale de défilement desdites piles (6), une pince de retournement (12) montée pivotante autour d'un axe horizontal (13), transversal à ladite trajectoire longitudinale, comportant deux organes de transport (10, 11) disposés en face l'un de l'autre, dont l'un (10) sert à recevoir lesdites piles (6) entrant dans le dispositif et dont l'autre (11) sert à évacuer lesdites piles (6) après rotation de ladite pince de retournement (12) autour dudit axe (13) et des moyens (19) pour exercer une pression sur lesdites piles (6) par l'intermédiaire desdits organes de transport (10, 11) pendant ladite rotation, caractérisé en ce qu'il comporte un organe de transport constitué par un transporteur à tapis (11) servant à évacuer lesdites piles (6), un organe de transport constitué par une série de rouleaux (10), un chariot pousseur (25), des butées télescopiques (27) s'étendant entre ledit transporteur à tapis (11) et ladite série de rouleaux (10) et des moyens (21) pour entraíner ce transporteur à tapis (11) de façon à faire avancer ledit chariot pousseur (25) supportant les butées télescopiques (27) lors de l'évacuation d'une pile (6) retournée et, alternativement à le faire reculer.
- Dispositif selon la revendication 1, comportant un organe de support (32) disposé à la sortie de ladite pince de retournement (12) pour supporter la partie avant de ces piles (6), des moyens (29, 31) pour guider cet organe de support (32) parallèlement à une trajectoire longitudinale, des moyens d'entraínement (30) pour déplacer ledit organe de support (32) le long desdits moyens de guidage (31), pour le faire avancer en synchronisme avec ledit chariot pousseur (25), des moyens (35) pour détecter le niveau desdites piles (6) évacuées, pour initier le retour dudit organe de support (32) à la sortie de ladite pince de retournement (12) à l'aide desdits moyens d'entraínement (30).
- Dispositif selon la revendication 2, dans lequel l'extrémité d'évacuation de ladite pince de retournement (12) communique avec un poste d'alimentation d'un prémargeur (7), comprenant une surface de réception (8) dont le niveau est plus bas que celui du transporteur à tapis (11) supportant lesdites piles lors de leur évacuation, lesdits moyens (35) pour détecter le niveau desdites piles (6) évacuées étant agencés pour initier le retour dudit organe de support (32) lorsque le niveau de la pile (6) évacuée arrive au-dessous du niveau inférieur dudit organe de support (32).
- Dispositif selon la revendication 3, dans lequel ladite surface de réception (8) est inclinée par rapport audit transporteur à tapis (11) ayant servi à évacuer lesdites piles.
- Dispositif selon l'une des revendications précédentes, comprenant des moyens (34) pour détecter l'entrée desdites piles (6) dans ladite pince de retournement (12).
- Dispositif selon l'une des revendications précédentes, dans lequel ledit bâti (1) est monté sur des roues (2) conçues pour venir en prise avec un rail de guidage (3) et associées à des organes de blocage (4).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH00561/02A CH695266A5 (fr) | 2002-04-03 | 2002-04-03 | Dispositif pour retourner des piles de materiau en feuilles. |
| CH5612002 | 2002-04-03 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1350748A2 true EP1350748A2 (fr) | 2003-10-08 |
| EP1350748A3 EP1350748A3 (fr) | 2005-03-02 |
| EP1350748B1 EP1350748B1 (fr) | 2008-10-15 |
Family
ID=27810662
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03003946A Expired - Lifetime EP1350748B1 (fr) | 2002-04-03 | 2003-02-22 | Dispositif pour retourner des piles de matériau en feuilles |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US6793454B2 (fr) |
| EP (1) | EP1350748B1 (fr) |
| JP (1) | JP3619233B2 (fr) |
| KR (1) | KR100496746B1 (fr) |
| CN (1) | CN1235784C (fr) |
| AT (1) | ATE411248T1 (fr) |
| AU (1) | AU2003203466A1 (fr) |
| BR (1) | BR0300909B1 (fr) |
| CA (1) | CA2422993C (fr) |
| CH (1) | CH695266A5 (fr) |
| DE (1) | DE60324054D1 (fr) |
| ES (1) | ES2312674T3 (fr) |
| TW (1) | TWI250117B (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010057466A1 (fr) * | 2008-11-20 | 2010-05-27 | Rotodecor Gmbh Maschinen- Und Anlagenbau | Dispositif de freinage pour freiner et déposer à plat des pièces découpées étendues |
| DE102010049376A1 (de) | 2010-10-26 | 2012-04-26 | Heidelberger Druckmaschinen Ag | Vorrichtung und Verfahren zum Wenden von Stapeln aus bogenförmigem Material |
| EP2570373A2 (fr) | 2011-09-15 | 2013-03-20 | Heidelberger Druckmaschinen AG | Dispositif et procédé de transmission de piles à partir de matériau cintré depuis un dispositif de basculement sur un insert |
| WO2014067848A3 (fr) * | 2012-10-31 | 2014-06-26 | Siemens Aktiengesellschaft | Dispositif et procédé de manipulation automatisée de piles d'articles plats à envoyer |
| CN111137046A (zh) * | 2020-03-04 | 2020-05-12 | 东莞市晟图印刷设备有限公司 | 用于上壳机的书芯送料装置 |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7341421B2 (en) * | 2005-02-02 | 2008-03-11 | North Central Machine Works Ltd. | Workpiece turning apparatus |
| US7284946B2 (en) * | 2005-03-08 | 2007-10-23 | O'neil John | Mobile skid turner |
| ITTO20080318A1 (it) * | 2008-04-24 | 2009-10-25 | Elsag Datamat Spa | Dispositivo di trattamento di oggetti postali disposti a pacco |
| CN102139815B (zh) * | 2010-01-29 | 2013-01-16 | 玉田元创包装机械制造有限公司 | 一种全自动纸堆翻转机 |
| ITMI20100189U1 (it) * | 2010-06-04 | 2011-12-05 | Revicart S R L | Apparecchiatura di trasferimento per un fine linea di una macchina piegaincolla. |
| US8579101B2 (en) * | 2010-12-23 | 2013-11-12 | Johnsen Machine Company Ltd. | Bag turning machine and method |
| US8814491B2 (en) * | 2012-08-02 | 2014-08-26 | Bell and Howell, LLC. | Method and system for mail item turnover |
| GB2507057A (en) * | 2012-10-17 | 2014-04-23 | Dtg Int Gmbh | Apparatus for and method of inverting workpieces |
| DE102013101148B4 (de) * | 2013-02-05 | 2020-06-18 | Windmöller & Hölscher Kg | Vorrichtung zum Wenden eines Gegenstandes |
| CN103241405B (zh) * | 2013-04-18 | 2014-12-17 | 武汉人天包装技术有限公司 | 一种双边转移翻转装置 |
| CN105645162A (zh) * | 2014-12-02 | 2016-06-08 | 顶顺机械股份有限公司 | 可依序正反面堆叠纸张的纸张收集装置及方法 |
| CN104773586B (zh) * | 2015-02-11 | 2017-01-04 | 浙江工业大学 | 翻转堆码机 |
| CN104909197B (zh) * | 2015-06-24 | 2016-09-14 | 青岛美光机械有限公司 | 一种翻转堆垛装置 |
| CN105904775B (zh) * | 2016-06-19 | 2017-12-01 | 瑞安市立林机械有限公司 | 一种大毂轮双中心夹结构 |
| CN106347763B (zh) * | 2016-08-30 | 2018-10-16 | 沈洁 | 纸板堆输送装置 |
| CN106564745B (zh) * | 2016-08-30 | 2019-01-08 | 沈洁 | 一种纸板堆输送装置 |
| US9884729B1 (en) | 2016-12-15 | 2018-02-06 | Joy Mm Delaware, Inc. | Spring retainer for high angle conveyor |
| CN107322782B (zh) * | 2017-08-22 | 2023-10-24 | 唐山贺祥智能科技股份有限公司 | 座便器高压成型坯体的自动翻转输送装置 |
| CN109822600A (zh) * | 2017-11-23 | 2019-05-31 | 四川长虹智能制造技术有限公司 | 一种炒菜设备的送料机械手 |
| CN108214073A (zh) * | 2017-12-29 | 2018-06-29 | 玖玖智能(深圳)有限公司 | 一种转向装置及其转向方法 |
| CN111670123B (zh) * | 2018-01-30 | 2022-02-15 | 佳能精技立志凯株式会社 | 片材束排出装置和装订装置 |
| JP7201451B2 (ja) | 2018-01-30 | 2023-01-10 | キヤノンファインテックニスカ株式会社 | 冊子排出装置と製本装置 |
| TWI722416B (zh) | 2018-06-14 | 2021-03-21 | 瑞士商巴柏斯特麥克斯合資公司 | 板形元件之堆疊裝置及成型機器 |
| GB2577162B (en) | 2018-07-16 | 2022-11-16 | Joy Global Conveyors Inc | Deflector for high angle conveyor pressing assembly |
| AU2019226160A1 (en) | 2018-09-05 | 2020-03-19 | Continental Global Material Handling Llc | High angle conveyor with self-adjusting inflection zone assembly |
| CN110526004B (zh) * | 2019-09-16 | 2024-04-30 | 郭福明 | 翻转堆叠装置 |
| CN111792275A (zh) * | 2020-07-06 | 2020-10-20 | 杨祝信 | 一种流水线翻板装置 |
| CN112478234B (zh) * | 2020-12-22 | 2022-01-11 | 长沙市汇百金花炮有限公司 | 一种烟花盆成品自动包装装置 |
| CN114029273B (zh) * | 2021-11-30 | 2022-09-20 | 江苏佰元鸿金属科技有限公司 | 一种智能清洗涂布设备 |
| CN114277459B (zh) * | 2021-11-30 | 2023-10-17 | 林晓琴 | 一种酚醛纤维制备用的阶梯式加热装置 |
| CN114426217B (zh) * | 2021-12-28 | 2024-05-14 | 南京海益印刷机械有限公司 | 一种具有自动装卸料结构的翻纸机 |
| CN114604578B (zh) * | 2022-03-23 | 2024-06-28 | 贵州天辰三江建材有限公司 | 一种半干法石膏砌块自动化生产线 |
| CN114919973B (zh) * | 2022-04-02 | 2023-05-23 | 郑州铁路职业技术学院 | 一种物料转移用自动化助力装置 |
| CN114751201A (zh) * | 2022-04-06 | 2022-07-15 | 桂林橡胶设计院有限公司 | 一种胎圈及隔垫的自动抓取装载装置 |
| CN114919974B (zh) * | 2022-05-06 | 2023-12-15 | 湖南省富生钢结构有限公司 | 一种h型钢输送用夹持翻转装置 |
| AT526562A1 (de) * | 2022-10-13 | 2024-04-15 | Trumpf Maschinen Austria Gmbh & Co Kg | Wendevorrichtung mit einer Anschlaganordnung |
| CN116267694B (zh) * | 2023-05-04 | 2024-04-02 | 华中农业大学 | 一种死猪捡拾车 |
| CN117208537B (zh) * | 2023-10-10 | 2024-02-27 | 河北格瑞玻璃棉制品有限公司 | 一种玻璃棉自动输送装置 |
| CN117383226B (zh) * | 2023-12-12 | 2024-03-08 | 常州市钧达轴承有限公司 | 一种轴承用上下料输送系统及其工作方法 |
| CN118458309A (zh) * | 2024-07-10 | 2024-08-09 | 成都慧宇凯达科技有限公司 | 一种用于电路板的光学检测仪 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3580402A (en) * | 1969-01-30 | 1971-05-25 | Gen Foods Corp | Apparatus for automatically stacking and inverting stacked units of sheet material |
| GB1406251A (en) * | 1972-02-10 | 1975-09-17 | Deritend Eng Co | Feeders for sheet material |
| JPS5895053A (ja) * | 1981-11-27 | 1983-06-06 | Komatsu Ltd | スタツク搬送装置 |
| US5423657A (en) * | 1990-08-20 | 1995-06-13 | Asc Machine Tools, Inc. | Prefeeder for stacked sheets of paperboard products |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2865516A (en) * | 1953-11-10 | 1958-12-23 | Greenlee Bros & Co | Turnover apparatus |
| US2984364A (en) * | 1957-05-06 | 1961-05-16 | Lamb Grays Harbor Co Inc | Roll-over machine |
| US3071257A (en) * | 1959-03-13 | 1963-01-01 | Continental Can Co | Bundle inverting means |
| US3071258A (en) * | 1959-04-09 | 1963-01-01 | Continental Can Co | Bundle inverting means |
| US3547279A (en) * | 1968-12-09 | 1970-12-15 | Southworth Machine Co | Dual inverter for counted stacks of sheets |
| US3710955A (en) * | 1970-12-04 | 1973-01-16 | Mathewson Corp | Mattress handling apparatus |
| US3779410A (en) * | 1971-08-17 | 1973-12-18 | Dreyfus L A Co | Mechanized gum base pan unloader |
| IT1166120B (it) * | 1979-02-21 | 1987-04-29 | Giusti Giampero | Impianto automatico per la formazione e la distribuzione di strati di mazzette di fogli |
| US4798278A (en) * | 1987-07-23 | 1989-01-17 | General Machine Design, Inc. | Conveyor for turning packages upside down |
| DE19606887C2 (de) * | 1996-02-23 | 2000-10-26 | Boewe Systec Ag | Wendevorrichtung |
-
2002
- 2002-04-03 CH CH00561/02A patent/CH695266A5/fr not_active IP Right Cessation
-
2003
- 2003-02-22 EP EP03003946A patent/EP1350748B1/fr not_active Expired - Lifetime
- 2003-02-22 DE DE60324054T patent/DE60324054D1/de not_active Expired - Lifetime
- 2003-02-22 AT AT03003946T patent/ATE411248T1/de not_active IP Right Cessation
- 2003-02-22 ES ES03003946T patent/ES2312674T3/es not_active Expired - Lifetime
- 2003-03-12 TW TW092105316A patent/TWI250117B/zh not_active IP Right Cessation
- 2003-03-20 CA CA002422993A patent/CA2422993C/fr not_active Expired - Fee Related
- 2003-03-27 KR KR10-2003-0019088A patent/KR100496746B1/ko active IP Right Grant
- 2003-03-31 BR BRPI0300909-2A patent/BR0300909B1/pt not_active IP Right Cessation
- 2003-04-01 AU AU2003203466A patent/AU2003203466A1/en not_active Abandoned
- 2003-04-03 JP JP2003100470A patent/JP3619233B2/ja not_active Expired - Fee Related
- 2003-04-03 US US10/406,678 patent/US6793454B2/en not_active Expired - Lifetime
- 2003-04-03 CN CNB031215114A patent/CN1235784C/zh not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3580402A (en) * | 1969-01-30 | 1971-05-25 | Gen Foods Corp | Apparatus for automatically stacking and inverting stacked units of sheet material |
| GB1406251A (en) * | 1972-02-10 | 1975-09-17 | Deritend Eng Co | Feeders for sheet material |
| JPS5895053A (ja) * | 1981-11-27 | 1983-06-06 | Komatsu Ltd | スタツク搬送装置 |
| US5423657A (en) * | 1990-08-20 | 1995-06-13 | Asc Machine Tools, Inc. | Prefeeder for stacked sheets of paperboard products |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 0071, no. 97 (M-239), 27 août 1983 (1983-08-27) & JP 58 095053 A (KOMATSU SEISAKUSHO KK), 6 juin 1983 (1983-06-06) * |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010057466A1 (fr) * | 2008-11-20 | 2010-05-27 | Rotodecor Gmbh Maschinen- Und Anlagenbau | Dispositif de freinage pour freiner et déposer à plat des pièces découpées étendues |
| DE102010049376A1 (de) | 2010-10-26 | 2012-04-26 | Heidelberger Druckmaschinen Ag | Vorrichtung und Verfahren zum Wenden von Stapeln aus bogenförmigem Material |
| EP2447197A2 (fr) | 2010-10-26 | 2012-05-02 | Heidelberger Druckmaschinen Aktiengesellschaft | Dispositif et procédé de renversement de piles de matériaux en feuilles |
| US9011074B2 (en) | 2010-10-26 | 2015-04-21 | Heidelberger Druckmaschinen Aktiengesellschaft | Device and method for turning stacks of sheet-shaped material |
| EP2570373A2 (fr) | 2011-09-15 | 2013-03-20 | Heidelberger Druckmaschinen AG | Dispositif et procédé de transmission de piles à partir de matériau cintré depuis un dispositif de basculement sur un insert |
| DE102011113518A1 (de) | 2011-09-15 | 2013-03-21 | Heidelberger Druckmaschinen Ag | Vorrichtung und Verfahren zur Übergabe von Stapeln aus bogenförmigen Material von einer Wendevorrichtung an einen Einleger |
| EP2570373A3 (fr) * | 2011-09-15 | 2015-03-04 | Heidelberger Druckmaschinen AG | Dispositif et procédé de transmission de piles à partir de matériau cintré depuis un dispositif de basculement sur un insert |
| WO2014067848A3 (fr) * | 2012-10-31 | 2014-06-26 | Siemens Aktiengesellschaft | Dispositif et procédé de manipulation automatisée de piles d'articles plats à envoyer |
| US9782802B2 (en) | 2012-10-31 | 2017-10-10 | Siemens Aktiengesellschaft | Method and device for the automated handling of stacks of flat mail items |
| CN111137046A (zh) * | 2020-03-04 | 2020-05-12 | 东莞市晟图印刷设备有限公司 | 用于上壳机的书芯送料装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1350748B1 (fr) | 2008-10-15 |
| CA2422993C (fr) | 2007-08-28 |
| TW200400149A (en) | 2004-01-01 |
| US6793454B2 (en) | 2004-09-21 |
| TWI250117B (en) | 2006-03-01 |
| BR0300909B1 (pt) | 2011-07-26 |
| DE60324054D1 (de) | 2008-11-27 |
| AU2003203466A1 (en) | 2003-10-23 |
| CN1448326A (zh) | 2003-10-15 |
| ES2312674T3 (es) | 2009-03-01 |
| KR100496746B1 (ko) | 2005-06-22 |
| BR0300909A (pt) | 2004-08-17 |
| US20030188954A1 (en) | 2003-10-09 |
| ATE411248T1 (de) | 2008-10-15 |
| CA2422993A1 (fr) | 2003-10-03 |
| CN1235784C (zh) | 2006-01-11 |
| KR20030079699A (ko) | 2003-10-10 |
| EP1350748A3 (fr) | 2005-03-02 |
| JP2003306257A (ja) | 2003-10-28 |
| JP3619233B2 (ja) | 2005-02-09 |
| CH695266A5 (fr) | 2006-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1350748B1 (fr) | Dispositif pour retourner des piles de matériau en feuilles | |
| EP0122817B1 (fr) | Procédé et dispositif d'alimentation automatique d'une machine de traitement de produits en plaques | |
| CH649516A5 (fr) | Procede automatique pour placer des rouleaux sur un support. | |
| CH639045A5 (fr) | Dispositif pour introduire des paquets de feuilles dans une machine les travaillant. | |
| FR2484978A1 (fr) | Systeme pour la decharge et la reception continues de feuilles | |
| FR2679818A1 (fr) | Procede et dispositif pour la decoupe de plaques de verre plat. | |
| CH633761A5 (fr) | Dispositif pour empiler des objets plats, notamment des decoupes de boites pliantes. | |
| CH630860A5 (fr) | Dispositif pour recevoir et empaqueter des boites pliantes confectionnees par une plieuse-colleuse. | |
| EP0373025A1 (fr) | Machine, notamment encartonneuse, pour mettre automatiquement un article, en particulier un flacon, dans un étui | |
| FR3057861A1 (fr) | Transfert de produits | |
| CH664343A5 (fr) | Dispositif pour former des lots separes d'objets plats a partir d'une nappe d'objets en mouvement. | |
| EP3612484A1 (fr) | Dispositif de recuperation d'echantillons de poses, station d'evacuation et machine de traitement d'elements en forme de feuilles | |
| EP0244308B1 (fr) | Machine de réception et d'empilage de flans découpés | |
| FR2772344A1 (fr) | Machine de pose de manchons en matiere plastique thermoretractable sur des objets, a partir d'une gaine continue enroulee a plat | |
| FR2624830A1 (fr) | Empileur d'etiquettes et procede d'empilage associe | |
| CH659627A5 (fr) | Procede pour commander le remplissage d'un recipient et dispositif pour sa mise en oeuvre. | |
| EP0333596A1 (fr) | Dispositif de formation d'une pile d'objets plats tels que des lettres | |
| FR2466414A1 (fr) | Systeme de classification de feuilles a dispositif de deviation | |
| EP2835184B1 (fr) | Dispositif de séparation de films a partir d'une masse de déchets et installation de tri le comprenant | |
| FR2652095A1 (fr) | Dispositif de positionnement d'un produit en forme de feuille souple. | |
| WO1999064204A1 (fr) | Dispositif de ravitaillement d'une machine-outil en barres a usiner | |
| FR2937280A1 (fr) | Machine de traitement de documents a entrainement ameliore. | |
| EP0539324A1 (fr) | Procédé et dispositif d'alignement pour une trémie de distribution, notamment de distribution de cigarettes | |
| WO2018072886A1 (fr) | Dispositif et procédé de déviation et d'échantillonnage pour élément en plaque | |
| FR2705953A1 (fr) | Dispositif de transfert de liasses de feuilles d'une machine imprimante ou copieuse vers une machine de finition. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20030222 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 60324054 Country of ref document: DE Date of ref document: 20081127 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2312674 Country of ref document: ES Kind code of ref document: T3 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090316 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20090309 Year of fee payment: 7 Ref country code: GB Payment date: 20090217 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| BERE | Be: lapsed |
Owner name: BOBST S.A. Effective date: 20090228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090115 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 |
|
| 26N | No opposition filed |
Effective date: 20090716 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090213 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090116 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20101029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081015 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20210112 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20210209 Year of fee payment: 19 Ref country code: TR Payment date: 20210219 Year of fee payment: 19 Ref country code: ES Payment date: 20210310 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20210113 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60324054 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 4874 Country of ref document: SK Effective date: 20220222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220901 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20230331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220222 |